

Технология пайки и инструменты
Медные трубы имеют множество достоинств, которые положительно их выделяют среди остальных металлических собратьев:
- Медь не поддается коррозийным процессам. Это является весьма важным фактором при выборе материала для разводки канализационной системы. Благодаря этому качеству её часто применяют также для установки на дом в качестве водостока;
- На таких трубопроводах практически не собираются минеральные наросты, которые часто забивают стальные магистрали;
- Медные трубы очень долговечны. Они отлично переносят воздействие низких температур, не трескаются при замерзании воды внутри них и поддаются монтажу в труднодоступных местах.
Перед началом термического воздействия нужно знать о некоторых особенностях установки и пайки медных разветвлений. Во-первых, этот процесс производится только при использовании специального оборудования. Во-вторых, канализация из этого материала имеет стенки разной толщины. Предварительно нужно узнать, каков тот индекс, чтобы определить, какой будет температура спайки.
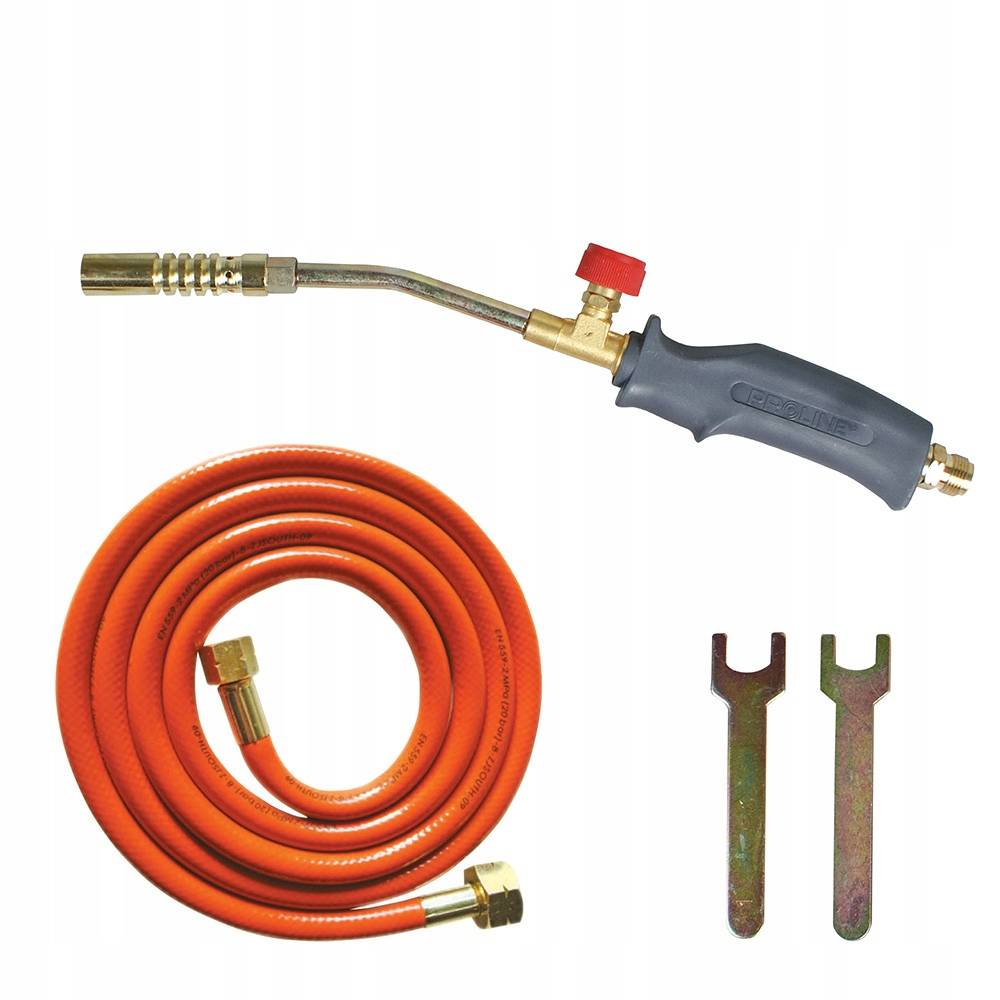
Для пайки медных труб водоснабжения нужно подготовить следующее оборудование и материалы:
- Припой;
- Флюс;
- Фитинги (ГОСТ Р 52922-2008);
- Абразивную бумагу и щетки;
- Газовую или электрическую горелку.
Припой или горелка для пайки медных труб продается в магазинах сантехники, инструмент (газ и электро) находится в разделе электротоваров. Существует несколько типов паяльников: простые, с автоматическим зажиганием (пьезорозжигом) и работающие на газовых горелках. Горелки еще классифицируются по типу используемой газовой смеси, она может быть с азотом, пропаном и другими газоразрядными смесями:
- Пропан-кислород;
- Пропан-бутан;
- Пропан с ацетиленом;
- Индукционная.
Небольшие коммуникации можно паять и феном, который используется для сварки пластиковых магистралей.
Фото — фитинг
Также есть еще вариант провести соединение канализации типа Сплит холодной пайкой, тогда Вам не понадобится сварочный аппарат. Для таких креплений используется специальный состав, к примеру, BCuP. Мягкая запайка с использованием этого состава получается прочная и имеет достаточно аккуратный шов.
Фото — капиллярная пайка
Виды пайки:
- Низкотемпературная. Она более безопасна и может использоваться даже в электрических холодильных установках, для ремонта радиаторов, починке труб кондиционера и т. д.;
- Высокотемпературная. Производится на температуре от 450 градусов, известна прочностью получаемых соединений, но при этом во время проведения работ выжигается медь.
Для систем отопления всегда выбирается второй вариант, в то время как для холодного водообеспечения — первый. Также низкотемпературная пайка используется на небольших диаметрах коммуникаций – до 40 мм.
Фото — газовая горелка
Стоимость аппаратов, которыми проводится пайка стандартных медных труб варьируется от 6000 рублей до нескольких десятков, цена зависит от марки и типа устройства. Купить паяльник или переносной пост пайки для ремонта канализации можно во всех городах Москве, СПб, Екатеринбург и т. д.
Видео инструкция по пайке
Способы соединения
Для соединения элементов из меди применяют разные методы. Чтобы провести работу, нужно использовать дополнительные элементы, называемые фитингами. Они используются для пайки или опрессовки. Во втором варианте применяются изделия с резиновыми уплотнительными кольцами. Их закрепляют на двух концах деталей, обжимают с помощью клещей. Однако спаивание деталей считается более надёжным.
Выделяют два метода спаивания медных элементов:
- Низкотемпературный метод. При его проведении применяется мягкий припой. Низкотемпературную пайку применяют при изготовлении трубопроводов, через которые будет проходить поток воды до 110 градусов. Место соединения нагревается до 300 градусов, расходный материал расплавляется и скрепляет элементы трубопровода.
- Высокотемпературный метод. Этот способ не применяется при изготовления бытовых сетей. Он предназначен для создания трубопроводов, по которым будут передвигаться рабочие смеси под высоким давлением или с высокой температурой.
Минусы труб из меди

Главный недостаток меди – это ее высокая цена. Трубопровод из этого материала будет стоить значительно дороже стального или пластикового. Но этот недочет окупается за счет длительного времени эксплуатации. Любой сплав с медной составляющей легко поддается внешним деформациям. Механические воздействия здесь исключаются полностью. Сборочный процесс нельзя назвать слишком трудоемким, но сложности присутствуют. Последовательность и состав процедуры пайки необходимо соблюдать неукоснительно, а также иметь для этого определенные навыки и опыт.
Для транспортирования горячей воды медные сплавы использовать можно, только с очень большой осмотрительностью. Прокладывать такой трубопровод следует в труднодоступных местах. В связи с высокой степенью теплопроводности материала, изделия из него быстро нагреваются
При неосторожном обращении можно получить ожог. Значительные потери тепла также будут иметь место
Но с этой “бедой” справляются достаточно просто – обустройством теплоизолирующих покрытий из специальных полимеров.
Сфера применения
Область использования трубной продукции из медесодержащих сплавов весьма широка. А именно:
- жилищно-коммунальное хозяйство и частные собственники;
- строительство;
- энергетика;
- машиностроительная промышленность;
- приборостроение;
- производство бытовой техники.
Из них выполняют системы циркуляции охладителей в холодильном оборудовании и кондиционерах различных типов и мощностей. А также гидравлические масляные устройства. Медные трубки используют для обвязки технологического оборудования, для обустройства сетей водоснабжения и отопления. С их участием сооружают трубопроводы для перекачки топлива. Пригодны для применения внутри помещений и снаружи.
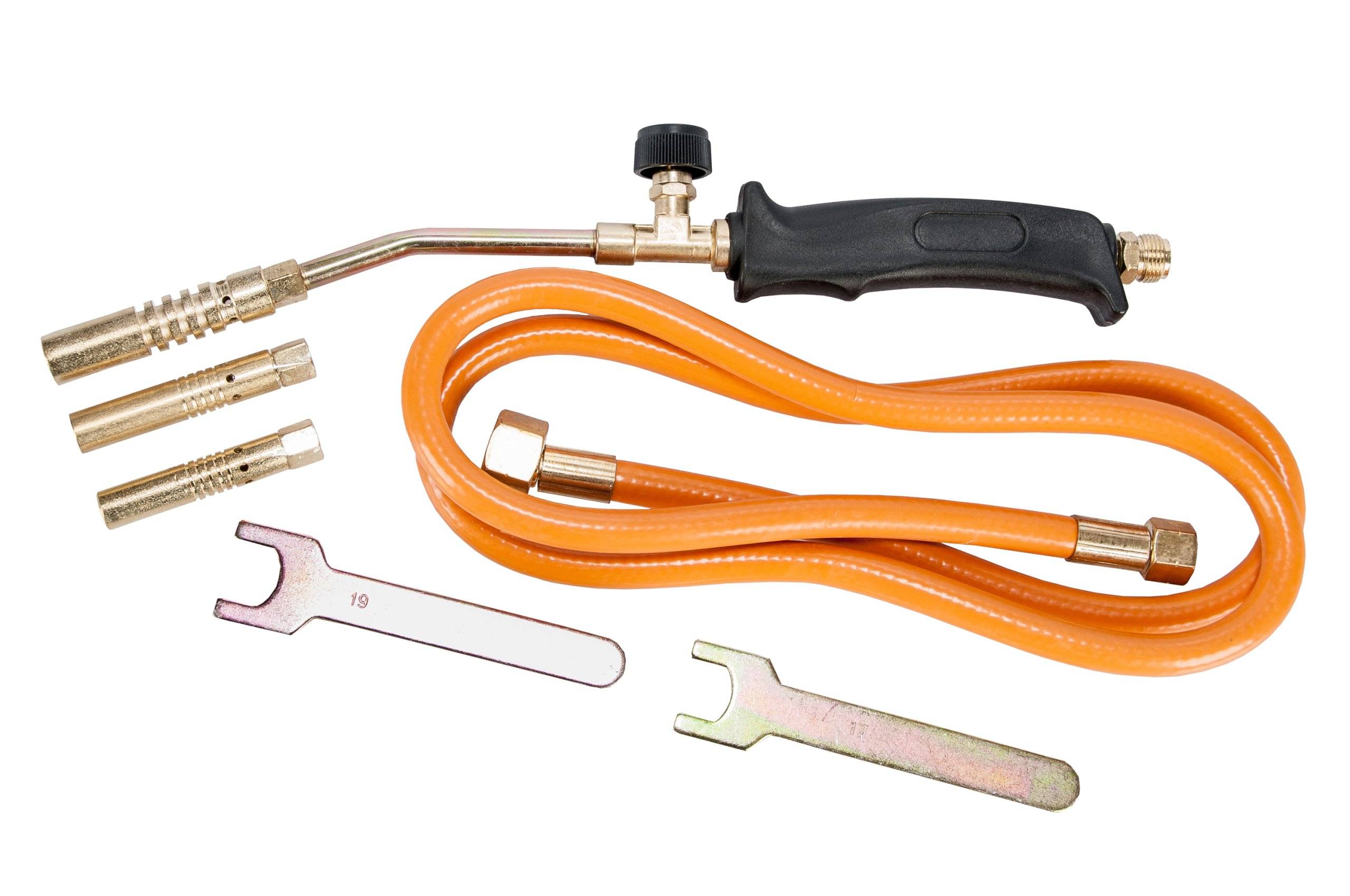
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
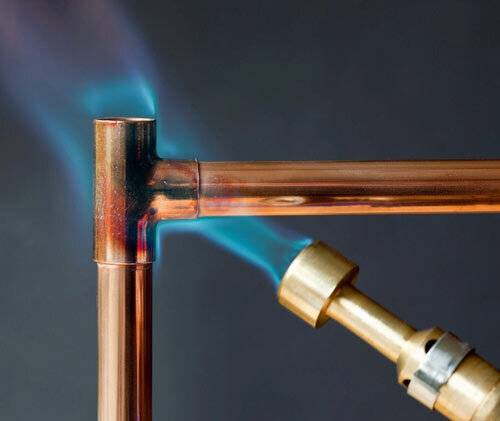
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
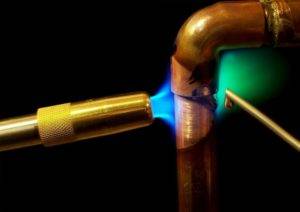
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.








Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Типы труб
Сдерживающим фактором является высокая стоимость
Существуют два типа труб из меди.
- Отоженные. После изготовления трубы подвергают термической обработке, при температуре 650-700 Сº. Процедура придает изделию пластичность, при некоторой потере прочности. Кроме того, увеличивается стоимость продукции.
- Неотоженные. Отличаются высокой прочностью. Единственный недостаток – низкая эластичность. При монтаже трубопровода отводы выполняют с помощью соединительных муфт, поскольку такие трубы практически невозможно согнуть.
Независимо от типа продукции, к чистоте материала предъявляют особые требования. Согласно ГОСТу 859-2001, массовая доля меди не должна быть ниже 99 %.
Разновидности газовых приборов
Существует достаточно обширный ассортимент газовых приборов для пайки, которые логично разделить на виды в зависимости от рабочей температуры.
По этому критерии приборы бывают бытовыми, где показатель разогрева достигает максимум 1500°С, и профессиональными – с рабочей температурой свыше 1500°С.
 По конструкционному исполнению горелки могут иметь удлиненное сопло или более короткое. Также некоторые модели оснащают гибким шлангом для подсоединения к баллону
По конструкционному исполнению горелки могут иметь удлиненное сопло или более короткое. Также некоторые модели оснащают гибким шлангом для подсоединения к баллону
Тип подсоединения тоже разнится.
Различают баллоны:
- резьбовые;
- цанговые;
- прокалываемые.
Емкость для топлива может быть перезаправляемой или одноразовой.
Что касается топлива, то, в зависимости от источника питания, горелки используют пропан, MAPP-газ, газ-кислород, мультитопливо. Последний вариант не применяют для пайки трубок из меди, но весьма удобен в быту, особенно в походах. Хотя мастера считают такие горелки менее надежными.
Ниже рассмотрим подробнее каждый из упомянутых видов газового оборудования, использующего различный тип топлива.
Вид #1 – пропановые горелки
Пропановый инструмент обеспечивает эффективное производство работ, направленных на разогрев, плавку, пайку металлов относительно небольшой массы. Толщина рабочего металла обычно 2-9 мм.
Как правило, основа пропановой горелки изготавливается на основе латуни. Конструкция сопла делается из высокотемпературного металла, обычно нержавеющая сталь.
 Горелки пропановые – оборудование под выполнение пайки, а также других работ, связанных с высокотемпературным нагревом. Этот вид паяльного оборудования, достаточно популярный, активно используется на практике
Горелки пропановые – оборудование под выполнение пайки, а также других работ, связанных с высокотемпературным нагревом. Этот вид паяльного оборудования, достаточно популярный, активно используется на практике
По большей части, это приборы с ручной регулировкой пламени посредством управляющего «редуктора» – регулятора, расположенного на патрубке, который переходит к соплу. Горелки на пропане дают температуру пламени от 1300°C.
Вид #2 – приборы под MAPP-газ
Горелки газовые, рассчитанные под питание МАПП газом, успешно используются под разные цели, связанные с обработкой металлов, в частности, меди.
Возможные операции с металлом:
- подогрев;
- отжиг;
- плавка;
- пайка.
Используемая газовая смесь «Метилацетилен-Пропадиен-Пропан» содержит несколько ингредиентов, чем обеспечивается повышенная тепловая мощность.

Инструмент для пайки меди и прочих металлов. Конструкция, в данном случае, основана на формировании высокотемпературного пламени посредством подачи и сжигания смеси МАПП
Эта разновидность горелок характеризуется хорошей формой пламени, высокой интенсивностью теплового потока.
Максимальная температура пламени 2400°C, что демонстрирует улучшенную температурную эффективность по сравнению с пропановыми устройствами.
Вид #3 – газокислородные аппараты
Ещё одна разновидность аппаратов для пайки, плавки, сварки, нагрева, где рабочим источником энергии выступает смесь газа с кислородом.
Особенность конструкции – подача отдельных компонентов смеси с одинаковым давлением (0,5-1 АТИ). Поэтому такие горелки комплектуются специальным редуктором.
 Газокислородное исполнение горелки – конструкции, при помощи которой можно добиваться очень высоких температур нагрева, а это значит – выполнять пайку в таких случаях, когда другие аппараты не годятся
Газокислородное исполнение горелки – конструкции, при помощи которой можно добиваться очень высоких температур нагрева, а это значит – выполнять пайку в таких случаях, когда другие аппараты не годятся
Газокислородные приборы поддерживают использование различных газокислородных смесей.
Этот фактор позволяет получать широкий диапазон температур пламени:
- ацетилен – 3260°C,
- водород – 2680°C,
- пропан – 2640°C,
- бутан – 2760°C.
Конструкция газовоздушной горелки обеспечивает стабильное, ровно направленное пламя, что положительно сказывается на качестве пайки.
Вид #4 – газовые горелки мультитопливные
Конструкции мультитопливного исполнения – компактные, малогабаритные, оснащаются дополнительными приспособлениями, к примеру, отражателем тепла или защитой от ветра.

Конструкции горелок газовых, где используется так называемое мультитопливо, технологически исключают производство пайки меди. Однако это удобный инструмент для хозяйственных нужд
Разновидность газовых горелок, которые отличаются конструктивно тем, что рассчитаны под использование разного типа топлива:
- бензин;
- солярка;
- керосин;,
- спирт и т.п.
Устройства по большей части представлены хозяйственным инструментом, удобным для туристических целей, а также для производства различных бытовых работ, связанных с нагревом.
Достаточно высокая тепловая мощность до 3000 Вт обеспечивает нагрев 1 литра воды буквально за 3 минуты, параметр в характеристиках: 3,0-4,5 мин.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.








Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
зачистку стали, химическую зачистка под припоем;
разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
прочностью связи припоя с металлом,
направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле. Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота. Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя. Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта. Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов
Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.

Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью.
Труборез. Позволяет получать строго перпендикулярный ровный срез.
Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края.
Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной.
Рулетка, молоток.
Рекомендуем ознакомиться: Обжимные фитинги для монтажа стальных труб

Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.


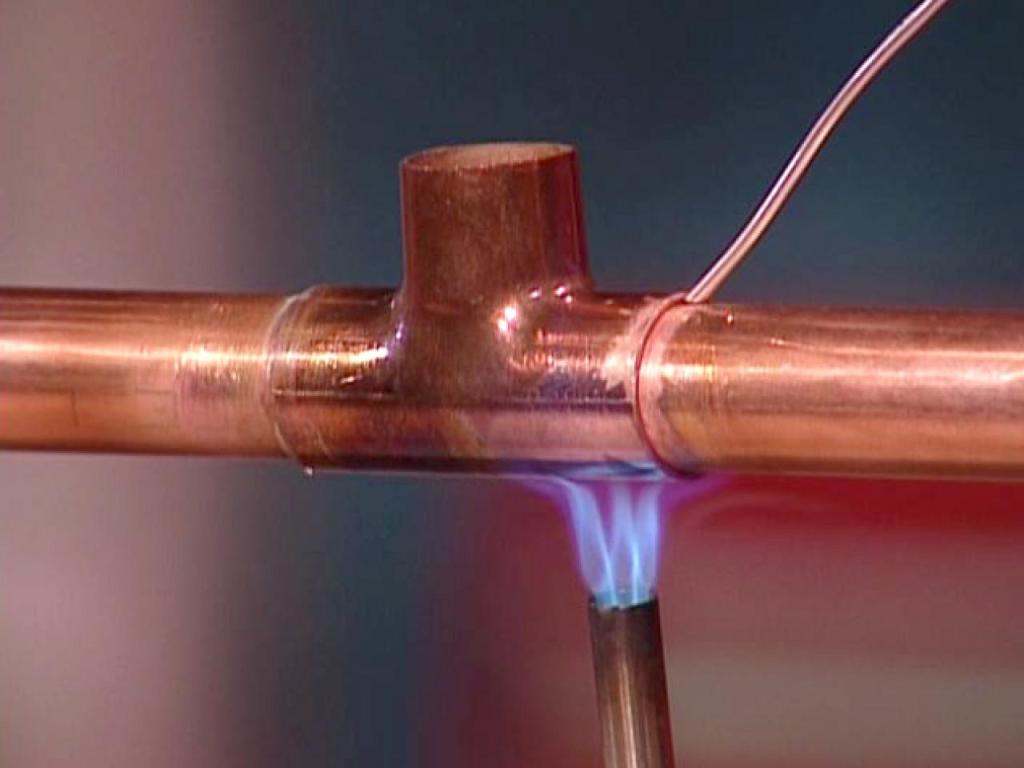



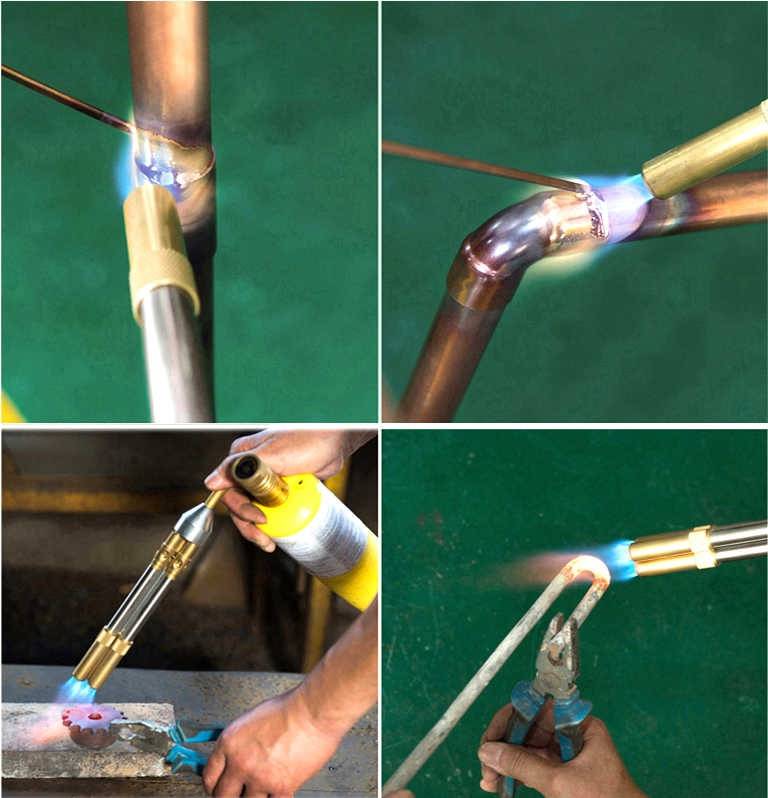
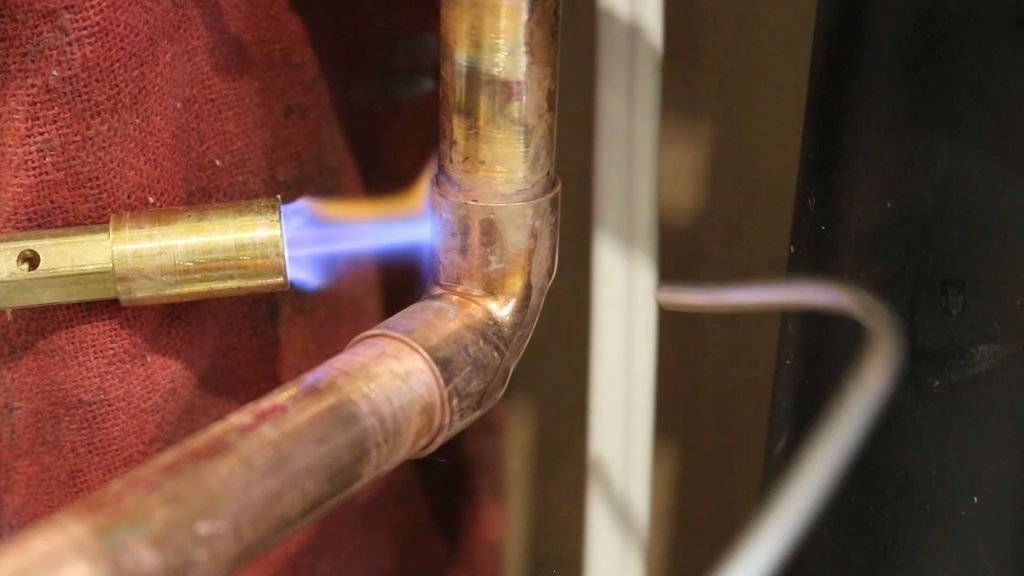
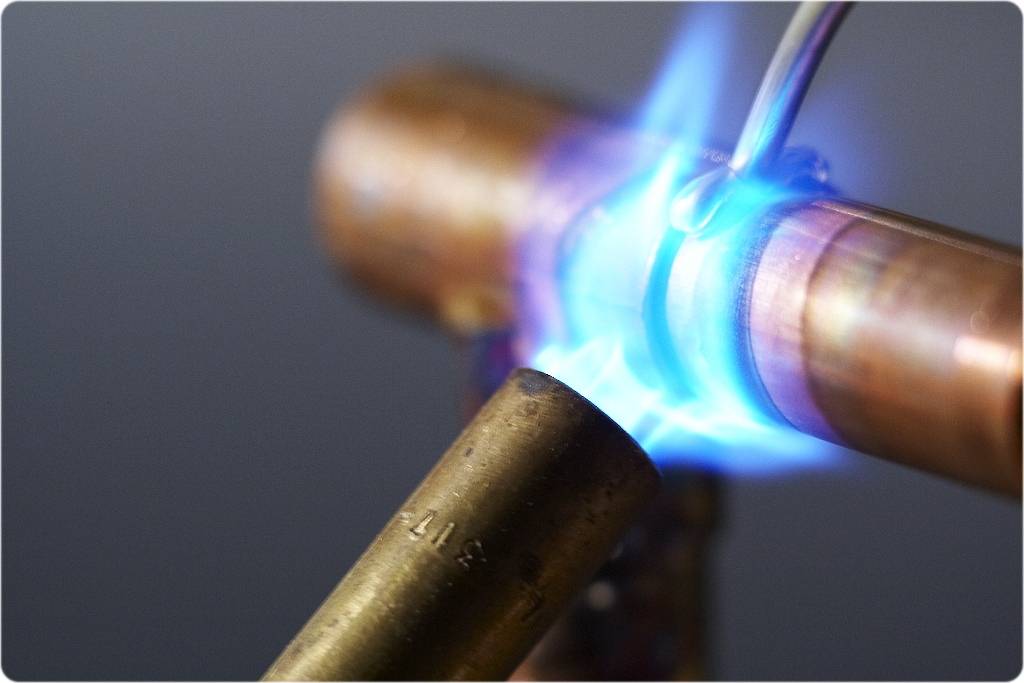
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: market.sakh.com
ФОТО: market.sakh.com ФОТО: solarschool.dk
ФОТО: solarschool.dk ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com





