

Припой для пайки алюминия
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.

Припой HTS-2000

Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
Припой Castolin
Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.

Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.

Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
Отечественные припои

- . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
Сравнение припоев для пайки алюминия
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.
Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
Специальный припой для пайки
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
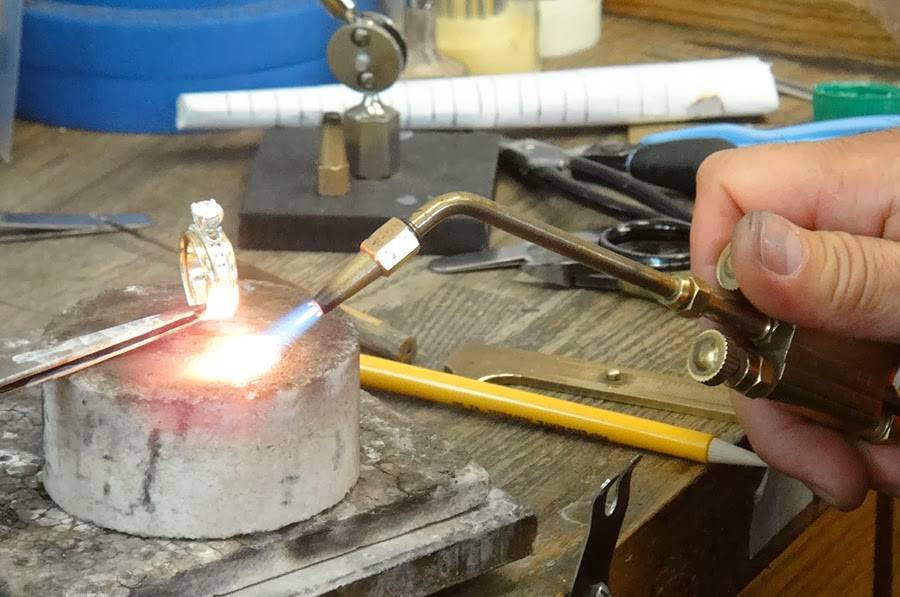
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Например, покупку припоя для алюминиевых изделий можно произвести тут: Перейти на сайт
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.









Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.

Изготовление пластиковых деталей в домашних условиях ???
Особенности процесса
Ключевые проблемы пропайки алюминия традиционными припоями и флюсами связаны с:
- образованием оксидной пленки, обладающей высокой температурой плавления и хорошей химической стойкостью, предотвращающей взаимодействие с оловянными или свинцовыми припоями;
- низкой температурой плавления чистого металла, затрудняющей качественный пропай.
Для проведения пропая алюминиевых деталей специалисты должны очистить поверхность материала от оксидной пленки либо применить специализированные агрессивные припои и флюсы.
 Температура плавления алюминиевых изделий для пайки.
Температура плавления алюминиевых изделий для пайки.
Основные правила пайки алюминия в домашних условиях при отсутствии цинкового или алюминиевого припоя включают следующие пункты:
- Предварительную зачистку поверхности.
Место, на котором необходимо выполнить паяльные работы следует внимательно очистить от краски, грязи и частичек других металлов. - Шлифовку.
Для лучшей адгезии между припоем и алюминием следует отшлифовать место предполагаемого соединения. - Нельзя делать большой перерыв между очисткой алюминия и непосредственным нанесением флюса.
Из-за высокой скорость образования оксида на поверхности, процесс очистки для алюминия может потребоваться повторно. - Правильный выбор устройства, для прогрева места пайки.
Для этой работы идеально подойдет электропаяльники с регулируемой температурой жала. - Контроль за температурой места соединения.
Ввиду хорошей теплопроводности металла, температура будет быстро растекаться по всей площади изделия, а потому пропаиваемый участок будет стремительно остывать. - Обязательным условием успешной пайки алюминия является залуживание места предполагаемого контакта.
Если вовремя нанести на очищенный участок алюминия каплю припоя, оксидная пленка не сможет образоваться.
Существует несколько секретов, которые можно использовать для пайки алюминия без специализированного припоя:
- Разрушение оксидной пленки путем интенсивного трения места соединения кирпичом.
После того, как с камня облупится некоторое количество пыли следует набрать на жало паяльника необходимое количество канифоли или флюса и залить место пайки. После этого следует сделать сильные нажимистые движения плоским срезом паяльника, по месту планируемого пропая. Путем такого нехитрого действия кирпичная пыль разрушит тонкую оксидную пленку, а имеющийся на паяльнике припой залудить очищенный металл. - Разрушение оксидной пленки при помощи частичек железа.
Для этого следует сточить толстый гвоздь напильником, нанести на место пайки большое количество жидкой канифоли или флюса, а затем насыпать металлические опилки. После того, как средство для пайки затвердеет следует набрать на жало паяльника припой и сильно вдавить его в место пайки. - Использование трансформаторного масла.
Для осуществления данного способа следует снять верхний слой детали наждачной бумагой, а затем на очищенное место вылить масло. После этого можно втереть разогретый припой и получить хорошую адгезию между оловом и алюминием.
https://www.youtube.com/watch?v=nu8TgMU5I2k
Процесс пайки алюминия
Подготовка изделия
- До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.

Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Последовательность пайки

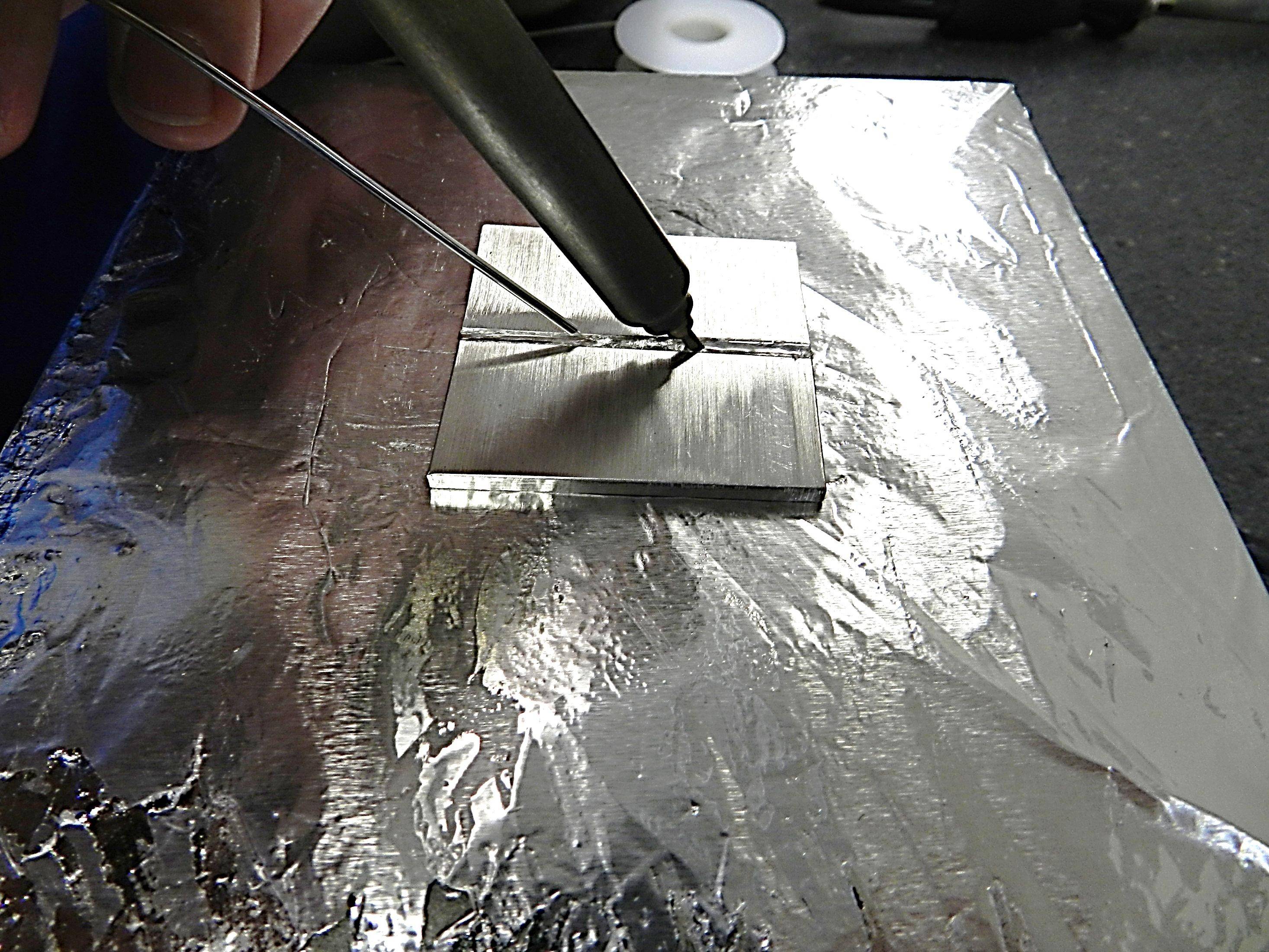
Листовой алюминий
Для того, чтобы спаять две алюминиевых детали, необходимо сделать следующее:
1Немного прогреть алюминиевую трубку без использования припоя. Это нужно, чтобы разрушить слой оксида алюминия на поверхности
2После прогрева места пайки следует сконцентрировать пламя горелки непосредственно на точке соединения алюминиевых частей и прогреть его в течение нескольких секунд
3Далее нужно поднести трубочку припоя непосредственно к месту прогрева, в точку центра пламени от горелки
4Припой начинает быстро растекаться по поверхности шва и полностью заполняет его.
При помощи такого способа можно не только запаивать изделия из алюминия, но и спаивать вместе листовой алюминий.

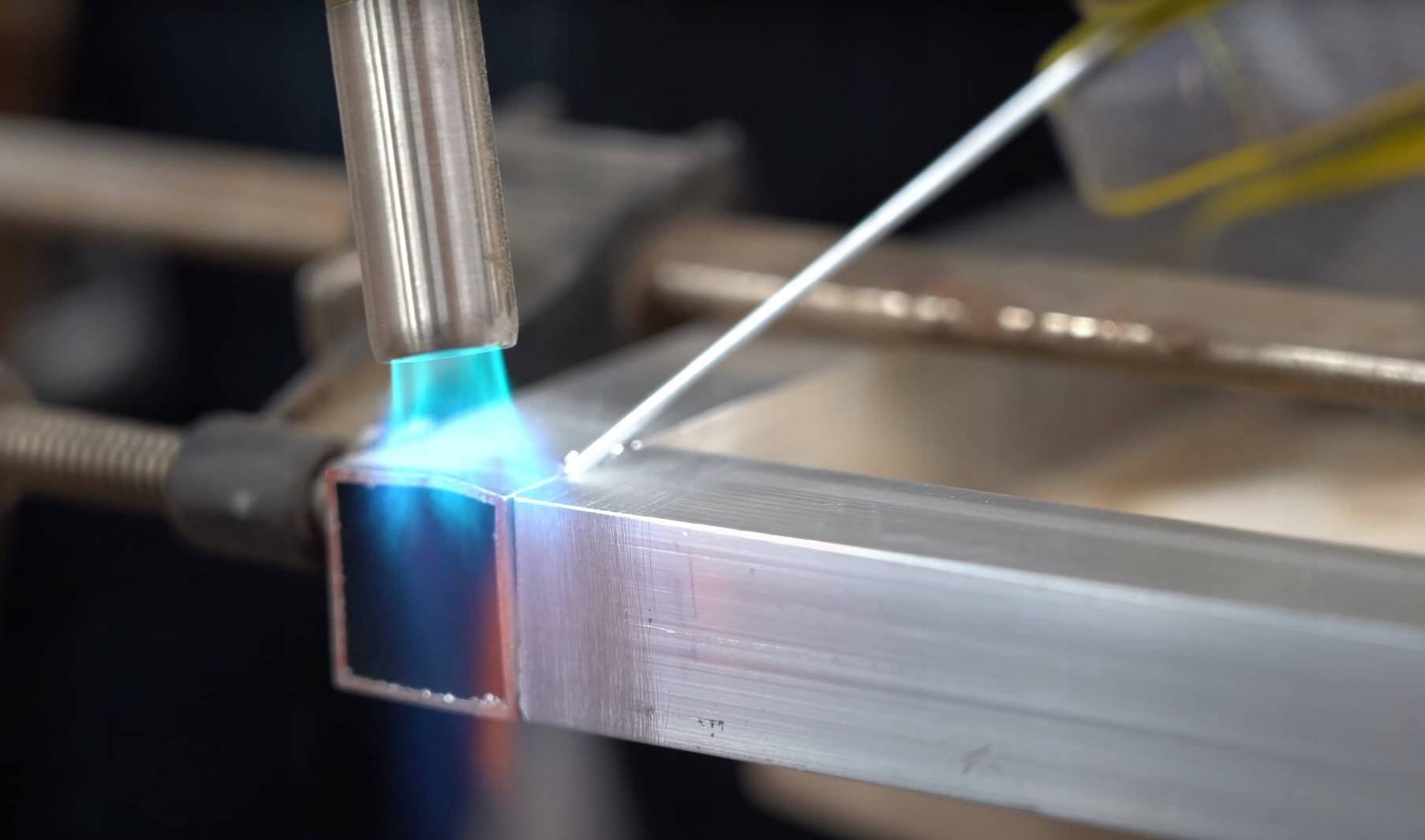
Спаянные между собой два элемента
Аналогично ранее рассмотренному случаю, вначале осуществляется всесторонний прогрев спаиваемых поверхностей, а затем внесение припойно-флюсовой трубочки в пламя горелки в месте контакта двух деталей.
В итоге должно получиться примерно так:
- Прочность пайки таким способом получается очень высокой, а соединение надёжным
- Сломать шов очень и очень трудно
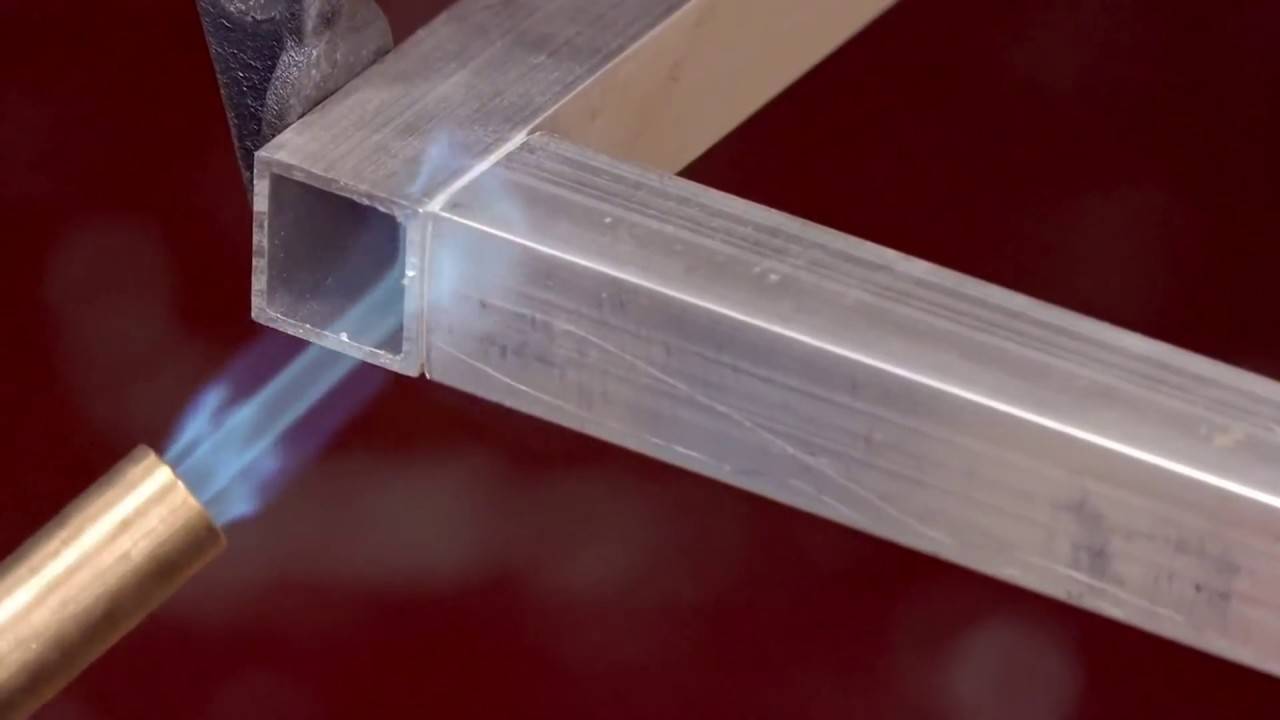
Рассмотрим на примере, как необходимо спаять две трубки. В начале их располагают друг напротив дуга и выравнивают.

Важно чтобы трубки были правильно выставлены и закреплены
Далее всё происходит по классической схеме: у обеих трубок нагревают концы на глубину не менее 3 см. Далее концентрируют огонь на шве и просто подносят припой к месту шва.








Припой быстро растекается и трубки сразу же спаиваются.

Пропаянные элементы
Припой полностью заполняет шов по кругу. При этом благодаря флюсу, который растекается исключительно по шву, припой не попадает внутрь трубки и не забивает её. При этом шов получается очень прочный. Трубка изгибается достаточно легко, но шов при этом остаётся целым.

Проверка на прочность готовой пайки
Цинковый припой обладает очень высокой текучестью; он заполняет паз полностью, делая соединение герметичным. Аналогичным образом можно запаивать любые алюминиевые конструкции любого диаметра.
Естественно, в тех случаях, когда трубки радиаторов имеют многочисленные места повреждений, либо покрыты слоем коррозии, данный метод пайки является компромиссным вариантом, поскольку рано или поздно радиатор может прохудиться в любом другом месте.
В таких случаях может потребоваться полная замена элемента элемента. Но это уже совсем другая история.
Вывод
Сам же метод пайки с использованием цинкового припоя в виде трубочки с флюсом внутри является рабочим вариантом, кроме того, его можно отнести к бюджетным.
Стоимость 50 см трубки с флюсом составляет порядка 90 руб. Это более, чем удачное решение, на фоне таких операций, как аргонная сварка. Её стоимость может составлять несколько сотен, а то и тысяч рублей.
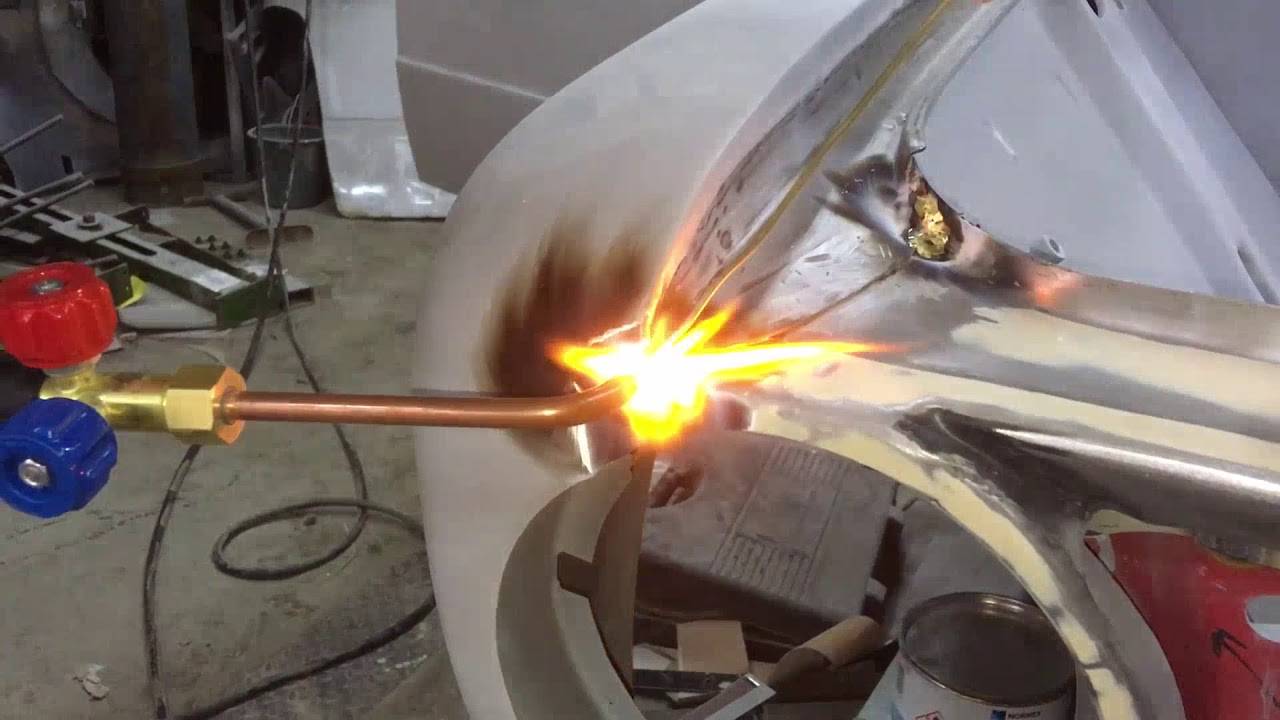
Подобный способ пайки часто используется в автомобильных мастерских для ремонта радиаторов.
Химический способ очистки
 По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
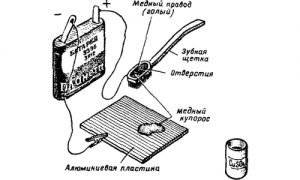
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Пошаговая инструкция
- Перед началом процесса спаивания необходимо провести подготовительные процедуры. Потребуется зачистить поверхность металла мелкой металлической щеткой, если заготовка превышает ширину 4мм, в иных случаях используется наждачная бумага. Затем необходимо удалить различные налеты как жир и оксидная пленка, а также возможные загрязнения с помощью различных химических веществ, таких как растворитель, ацетон и прочие.
- Затем потребуется выложить флюс на будущее место соединения металлов, благодаря чему улучшатся свойства пайки и текучесть металла;
- Потом потребуется нагреть предстоящую заготовку при помощи горелки, что бы припой имел возможность расплавиться и растечься по поверхности;
- Затем можно непосредственно приступать к процессу спаивания, поднеся присадочный материал в виде проволоки или припоя к поверхности металла и произвести зажигание горелки. Используя температурное воздействие пламени горелки, необходимо расплавить металл, чтобы он растекся по поверхности и там застыл. Если потребуется наложить несколько слоев, то подобное можно производить поэтапно;
- В окончании процесса, когда все трещины и отверстия будут наполнены присадочным материалом, образовавшие ровную поверхность, необходимо дать время что бы изготовление остыло, а затем проверить качество соединения.

Техника безопасности
В начале каждого использования оборудования, необходимо осуществить проверку целостности и исправности баллона с газом и шлангов. Баллоны потребуется поставить на необходимое расстояние не менее 5 метров от проведения подобных работ и источником пламени. Не рекомендуется оставлять возле баллона различные легко воспламеняющиеся предметы, а также горючие вещества.
Ход работ
Судя по многочисленным потребительским отзывам, с этой работой может справиться каждый, даже с небольшим опытом пайки. Для начала приобретите труборез, специальный гибочный станок и сварку. Некоторые домашние умельцы вместо трубореза пользуются ножовкой по металлу. Как утверждают специалисты, делать так не стоит, поскольку качество работы будет не тем. Трубогиб может быть универсальный (им работают с различными диаметрами) и специфический (предназначен для трубок определенного диаметра).
Далее следует купить трубки из алюминия, отрезать из них нужную длину и погнуть на гибочном станке. После приготовления трубок займитесь нарезкой фитингов и соедините все в одну систему. Прежде чем соединять, тщательно почистите трубки с помощью наждачной бумаги или металлической щетки. Если на изделиях останется смазка, краска или земля, то сцепление металла с припоем будет хуже. Если вы хотите соединить две трубки, вставьте их друг в друга, чтобы оставался небольшой зазор (0,2 см), который в дальнейшем будет заполнен расплавленным припоем. После выполнения этих действий можно приступать непосредственно к самой пайке.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.










Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Подготовительный этап
Прежде чем приступить к непосредственному процессу пайки алюминия, необходимо провести подготовку рабочего места, инструментов и самого материала:
Подготовка рабочего места сводится к удалению лишних предметов, особенно при использовании газовой горелки или паяльной лампы.
Заготовки должны быть надежно закреплены в тисах или струбцинах.
Инструменты располагаются в легкодоступных местах на расстоянии вытянутой руки.
Припой нужно заготовить в достаточном количестве, исключающем прекращение процесса пайки для его поиска и доставки.
Алюминиевые заготовки в местах пайки зачищаются наждачкой или напильником, после чего обезжириваются ацетоном или бензином.
При работе с крупными деталями, места соединения придется подогревать с помощью открытого огня, поэтому особое внимание следует уделить соблюдению мер пожарной безопасности.

Изготовление сварочного карандаша своими руками
При желании сделать сварной карандаш можно самостоятельно. Для этого надо раздобыть проволоку из углеродистой стали небольшого размера — длиной около 15 см. Также вместо проволоки неплохо подойдет стержень сварочного электрода диаметром 3-5 мм такой же длины.
Сверху заготовку покрывают специально сделанным составом на основе клея «Момент», железной окалины и алюминиевых опилок. Средство заранее смешивают в одноразовой посуде, затем в него окунают проволоку и вращают так, чтобы клей на нее намотался. Клеевой слой должен составить не менее 0,5 мм. Кончик оставляют без намотки — он будет выступать в роли ручки.
Для затравки делают новую смесь из бертолетовой соли и алюминиевых опилок (2:1) и того же клея «Момент» в небольшом объеме. Из этой массы формируют мелкие шарики, прикрепляют к кончику проволоки и дают всей конструкции просохнуть. После поджигают самодельный карандаш со стороны шарика и используют по назначению. Таким приспособлением вполне можно отремонтировать небольшое металлическое изделие, выполнить срочный ремонт, чтобы не дать вещи испортиться и затем полноценно восстановить ее.





