

Как выбирать шовный герметик
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии
Выбирая средства, следует обратить внимание на наличие следующих свойств:
- Долгий срок службы;
- Эластичность слоя, детали в авто обычно подвергаются вибрационному воздействию, поэтому слой должен эластично растягиваться, чтобы не изменить свою структуру;
- Высокий уровень сцепляемости, чтобы сцепление с основанием было надежным и прочным;
- Устойчивость к пагубным факторам окружающей среды;
- Допустимость окрашивания слоя.
Средства, созданные согласно ГОСТ отличаются хорошим качеством.
 Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии.
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии.
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
Очень важно, чтобы подготовка кромок под сварку и процесс конечной обработки соединения выполнялись в соответствии с установленными стандартами. Допускать нарушения в технологии обработки не рекомендуется, так как это может привести к снижению качества сварного соединения
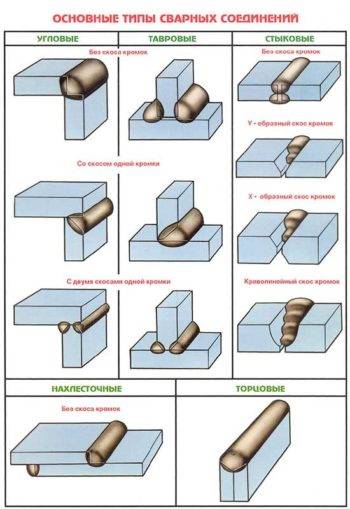 Основные разновидности сварных соединений.
Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов.
Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву. - Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи.
Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки. - Обработка с применением газопламенного оборудования.
В таком методе используются газопламенные горелки.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
https://www.youtube.com/watch?v=zrMvuPkVF20
Технология нанесения герметика
Использование герметика для автомобиля выделяется определёнными требованиями. Необходимо знать нижеописанные правила работы:
- Сначала основание требуется зачистить от всех типов загрязнений, в том числе удаляется ржавчина, обезжиривают основание;
- Чтобы увеличить степень сцепляемости, проводится зачистка красным скотч брайтом;
- Наносится грунтовочный раствор для металлических поверхностей, когда подобный этап указан в инструкции к герметику;
- Подготовить состав, туба ставится в пистолет, лента открывается, либо готовится кисточка или шпатель для нанесения средства;
- Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Лишняя часть слоя убирается с помощью шпателя либо просто пальцем в перчатке сразу же. Если слой отличается излишней липкостью, то сбрызгивание водой уменьшит проблему. Покраска слоя может проводиться через указанное на упаковке время.
 Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов
Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.

Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.









Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.

Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Пассивация.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.

Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности
Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Другие виды обработки
Зачистку швов осуществляют также механическим и химическим методами. Каждый из них имеет свои особенности проведения. Стоит отметить, что комбинирование этих методов позволяет значительно повысить качество обработки.
Механическая
Обработка проводится с помощью проволочной щетки. Но, такой инструмент используют в труднодоступных местах. В иных случаях для зачистки сварных швов специалисты рекомендуют использовать шлифовальное устройство или болгарку, оснащенную лепестковой насадкой или абразивным кругом.
Зачистка сварочных швов проводится с учетом некоторых нюансов:
Особое внимание стоит уделить выбору шлифовального круга. Оптимальным вариантом станет изделие из цирконата алюминия
Особенность этого материала заключается в том, что он обладает высокой прочностью.
Лепестки круга должны быть изготовлены на тканевой основе. Это связано с тем, что ткань, по сравнению с бумагой, обладает высокой прочностью. При этом стоит учесть, что такие изделия стоят сравнительно недешево.
Для проведения работ могут понадобиться круги с разными абразивными зернами. Поэтому стоит одновременно приобрести несколько изделий.
При проведении работ учитывается зернистость круга. Так, если нужно устранить большие окалины, то лучше использовать крупнозернистые насадки. Финишная очистка выполняется мелкозернистыми кругами.
Зачистка сварных швов в труднодоступных местах осуществляется с помощью специальных инструментов. Борфрезы имеют различные размеры, что позволяет подобрать оптимальный вариант для того или иного участка. Они устанавливаются на шлифовальную машинку.
Химическая
Чтобы достичь максимального эффекта и защитить конструкцию от коррозии, специалисты рекомендуют сочетать механический и химический методы обработки. Для начала осуществляется очистка сварного шва машинкой или щеткой. После этого материал обрабатывают специальными коррозионно устойчивыми веществами, которые позволяют защитить его от негативных факторов окружающей среды.
Химическая обработка осуществляется методом травления и пассивации. Травление применяют до проведения механической шлифовки. Для выполнения процесса используется химический состав, который обеспечивает образование однородного покрытия, защищающее материал от коррозии. Помимо этого, эти вещества позволяют устранить последствия негативного влияния окружающей среды на материал. В особенности это касается мест, где есть скопления окислов хрома и никеля. Именно там чаще всего возникают коррозийные процессы.









Если деталь имеет небольшие размеры, то в процессе обработке она помещается в емкость, заполненную химическим составом. Время проведение в емкости определяется в соответствии с особенностями сварного изделия. В случае с большими изделиями используют местную обработку. Химический состав наносится непосредственно на обрабатываемый участок.
После травления приступают к пассивации сварного соединения. В процессе обработки на зачищенный участок металла наносится состав, который образует пленку. Такое защитное покрытие позволяет защитить изделие от коррозийных процессов.
На завершающем этапе выполняется очистка сварных соединений от химических веществ. Для этого используется вода
При проведении процесса стоит соблюдать осторожность, так как в отходах после смывки содержатся токсичные вещества, тяжелые металлы и кислоты. Нейтрализовать кислоту можно с помощью щелочи
Оставшуюся жидкость фильтруют. Отработанная вода утилизируется в специально отведенных для этого местах. При этом учитываются законодательные акты по охране окружающей среды.
Обработка конструкций после сварки является весьма ответственным процессом. Работу должен проводить профессиональный мастер. Это обеспечит высокое качество конечного результата. При желании выполнить обработку сварных соединений можно своими руками. Для этого нужно следовать определенным правилам и советам специалистов.
Главное помнить о средствах безопасности. Это касается всех видов обработки. При термической зачистке опасность заключается в использовании высоких температур
С используемым оборудованием нужно обходиться очень осторожно. Это позволит предотвратить возникновение травм
При проведении работ стоит использовать средства индивидуальной защиты.
Зачистка сварных швов (3 видео)
https://youtube.com/watch?v=mZnkrJ7_W_U
https://youtube.com/watch?v=1SZ4o4Rivok
Методы нагрева швов
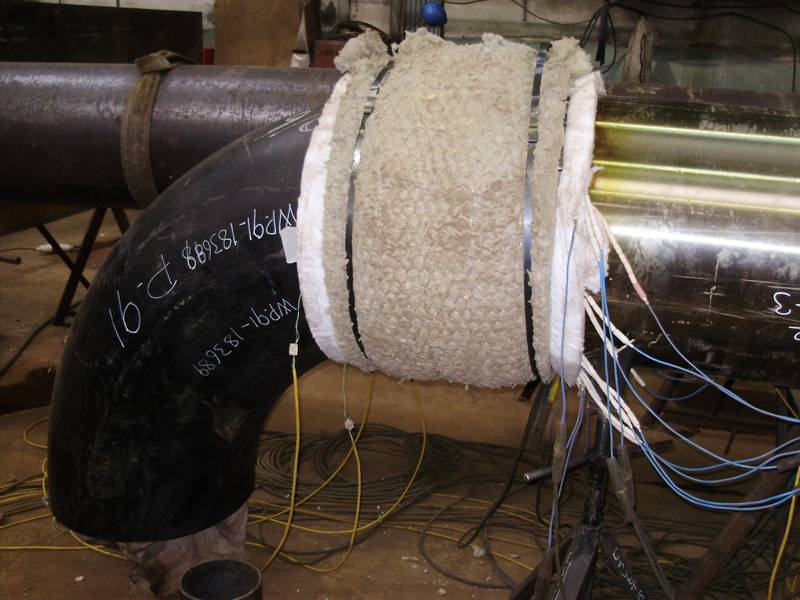
Сварочные швы и соединения могут нагреваться несколькими способами. Среди наиболее распространенных можно выделить специальные гибкие нагревательные изделия, муфельные печи, индукционные и газопламенные приспособления.

Метод нагрева шва выбирается исходя из возможности установки дополнительного оборудования, доступа к трубам, диаметра детали и прочих субъективных факторов. Проще говоря, выбор метода нагрева не регламентируется нормами и правилами. Самое главное — нагревательные приспособления должны беспрепятственно монтироваться на деталь, весить немного и осуществлять равномерный нагрев, без перепадов температур. Такая обработка называется локальной или местной.
Локальная термообработка с помощью гибких нагревательных элементов — это самый простой и недорогой способ обработки шва. Ранее такие нагреватели выпускал завод «Минмонтажспецстрой», сейчас этим занимается «Корпорация Монтажспецстрой». Такие элементы легко подстраиваются под диаметр трубы и их монтаж не вызывает трудностей.
Также используются муфельные печи. Они вполне эффективны при работе с трубами небольшого диаметра. Но здесь есть один нюанс: чтобы прогрев был равномерным нужно устанавливать печь так, чтобы ее ось вращения не совпадала с геометрической осью.
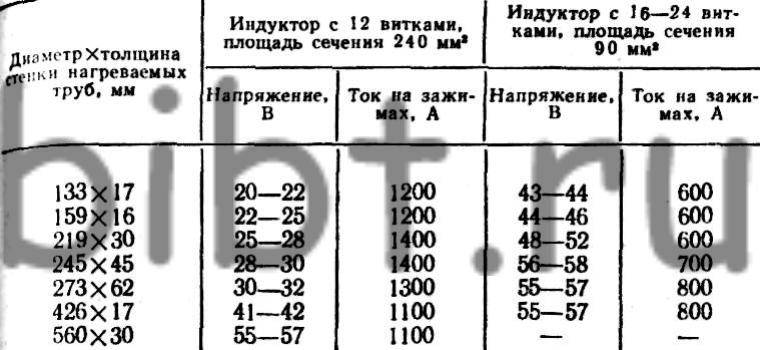
Индукционные приспособления также довольно распространены. Они недорогие и эффективные. Широко применяются при нагреве швов как раз на трубах. В качестве нагревательного элемента здесь выступают многожильные медные кабели, которые охлаждаются с помощью воздуха. При нагреве шва труб нужно оставить небольшой зазор между самой трубой и кабелями. Такая установка для термообработки сварных швов позволяет прогреть соединения равномерно и быстро. Ниже представлена таблица с характеристиками индукторов.
Газопламенный метод нагрева предполагает использование многопламенных газовых горелок. Принцип работы такой специальной горелки ничем не отличается от обычной бытовой зажигалки, разве что каналов выхода пламени в десять раз больше. Здесь пламя образуется при сгорании кислорода и горючего газа. Газопламенный метод хорош в труднодоступных местах, но может занимать больше времени.
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится. Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов
Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее
Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Механическая обработка – сварное соединение
Механически обрабатываемые поверхности заготовок, не затрагиваемые при механической обработке сварного соединения, вычерчивают в окончательном виде, с указанием необходимых допусков и знаков чистоты.
Нагрев чугуна при сварке приводит к значительным деформациям изделия, поэтому на последних операциях механической обработки сварных соединений используют не сварку, а пайкосварку. Процесс пайкосвар-ки происходит без расплавления основного металла за исключением пайкосварки чугунными и латунными припоями. При этом процессе ванна жидкого металла не образуется, а присадочный металл наплавляют отдельными валиками. Капли жидкого металла, попадая на основной металл, отдают ему часть своего тепла, повышая температуру поверхностного слоя.









| Форма шва ( поперечное сечение с увеличенной выпуклостью для. |
Сварку только остальными электродами типа Э42 и Э42А ( предпочтительно марки УОНИ-13 / 45) применяют при ремонте мелких и крупных деталей, когда не требуется механическая обработка сварных соединений и не предъявляются требования к их прочности. Сварочный процесс ведется на минимальных токовых режимах, отдельными участками с перерывами на охлаждение основного металла. На поверхность наплавленного металла рекомендуется наплавлять отжигающий валик без выхода его на чугунную деталь.
Сварные соединения получаются достаточно прочными; поэтому представляется возможность сваривать детали больших габаритов, тонкостенные и сложной конфигурации. Наплавленный металл шва допускает механическую обработку сварных соединений.
Подогрев способствует более замедленному охлаждению металла шва и прилежащих к нему зон после сварки. Замедленное охлаждение в значительной степени предотвращает получение отбеленных зон, что позволяет производить механическую обработку сварных соединений. Подогрев деталей перед сваркой производится в термических печах, горнах или с помощью газовых горелок ацетилено-кислородным пламенем. При подогреве газовой горелкой необходимо следить за равномерностью нагрева подогреваемой поверхности.
Подогрев свариваемой детали до 300 – 400 С способствует более замедленному охлаждению металла шва и прилежащих к нему зон после сварки. Замедленное охлаждение в значительной степени предотвращает получение отбеленных зон, что позволяет производить механическую обработку сварных соединений. Детали перед сваркой нагревают в термических печах, горнах или с помощью газовых горелок аце-тилено-кислородным пламенем. При подогреве газовой горелкой необходимо следить за равномерностью нагрева подогреваемой поверхности.
Подогрев свариваемой детали до 300 – 400 С способствует более замедленному охлаждению металла шва и прилежащих к нему зон после сварки. Замедленное охлаждение в значительной степени предотвращает получение отбеленных зон, что позволяет производить механическую обработку сварных соединений. Детали перед сваркой нагревают в термических печах, горнах или с помощью газовых горелок аце-тилено-кислородным пламенем. При подогреве газовой горелкой необходимо следить за равномерностью нагрева подогреваемой поверхности.
Подогрев способствует более замедленному охлаждению металла шва и прилежащих к нему зон после сварки. Замедленное охлаждение в значительной степени предотвращает получение отбеленных зон, что позволяет производить механическую обработку сварных соединений. Подогрез деталей перед сваркой производится в термических печах, горнах или с помощью газовых горелок ацетилено-кислородным пламенем. При подогреве газовой горелкой необходимо следить за равномерностью нагрева подогреваемой поверхности.
Детали перед сваркой подвергают отжигу. Требуется предварительный и сопутствующий подогрев изделий при сварке простых узлов не ниже 350 С, а сложных – при 500 – 650 С. Отпуск после сварки обязателен, прячем для сложных узлов – немедленно после сварки. Механическая обработка сварного соединения возможна после отжига и высокого отпуска.
Чугун относится к категории плохо свариваемых сплавов. Его сваривают при исправлении дефектов в отливках и ремонте деталей. Дуговая сварка чугуна чугунными электродами с покрытиями не обеспечивает хорошего качества сварных соединений. Это затрудняет механическую обработку сварных соединений и может привести к образованию трещин.
Хорошо сваривающиеся легированные стали. Термическую обработку до сварки не производят. Тепловой режим сварки нормальный. Термическая обработка после сварки не производится. Механическая обработка сварных соединений ввиду высокой вязкости большинства сталей рассматриваемой группы затруднена.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.
Пирометр





