

Классификация настольных токарных агрегатов
Настольные токарные станки имеют несколько модификаций:
- Револьверный. Особенность заключается в способе установки резца. Весь узел помещается в барабан. Появляется возможность вести несколько видов обработки детали без перестройки оборудования.
- Винторезный. Предназначен для ведения разнообразных операций.
- Многошпиндельный. Операции выполняются с заготовками разного диаметра.
- С ЧПУ. Идет подключение компьютерной программы. Без участия человека процесс проходит быстрее и качественнее.
На станке выполняются операции разной сложности — черновая обработка поковок, формирование нужной поверхности, расточка внутренней полости, срезание торцов.
Предназначение
Основными требованиями к учебному оснащению считаются безопасность и легкость настройки. Ученики, работая на оборудовании, узнают, как оно конструктивно устроено, знакомятся с обработкой деталей.

Первоначально токарные станки ТВ 4 Школьник создавались для осуществления различных токарных операций. Их конструкция скомпонована классически. Это свойственно подобным устройствам. На таком оборудовании возможно:
- Протачивать и растачивать разнообразные детали из стали посредством вращения;
- Подрезать торцевые участки с большой точностью;
- Нарезать резьбу. Необходимо помнить, что устройство может формировать лишь метрическую резьбу. Иные виды резьбы сделать попросту невозможно;
- Сверлить.
Для того чтобы увеличить функционал оснащения, его нужно модернизировать. Это возможно сделать, детально изучив его конструктивные особенности и ознакомившись с техническими характеристиками. Модернизация не должна негативно сказываться на показателях эксплуатации устройства, безопасности работы.
Управляющие части учебных станков располагаются особым образом. Ввиду этого подростки могут без проблем обрабатывать стальные заготовки. Низкий рост и небольшая длина рук не являются проблемой при работе на учебном оснащении.

Назначение
Описываемый в статье станок еще называется «Школьником». С его помощью ученики осваивают практические и теоретические основы токарного дела. Данная модель пришла на смену ТВ-6, которая подверглась незначительной модернизации. В качестве основного отличия этих станков выступает устройство коробки скоростей и шпиндельной бабки.
Данный агрегат позволяет не только провести обучение, но и проверить навыки действующих специалистов по работе, которые используют в своей деятельности токарно-винторезные агрегаты. Используется данное оборудование для:
- подрезания торцов;
- обтачивания цилиндрических поверхностей;
- протачивания канавок;
- растачивания внутренних цилиндрических поверхностей;
- обрезания обрабатываемых деталей;
- зенкования;
- сверления;
- обработки конических поверхностей;
- развертывания;
- нарезания резьбы.
Оглавление

фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
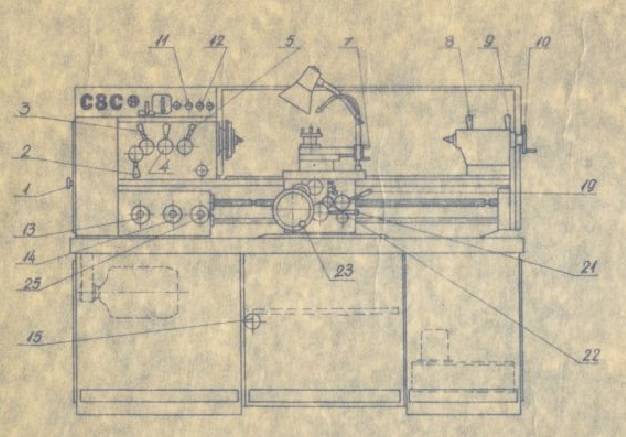
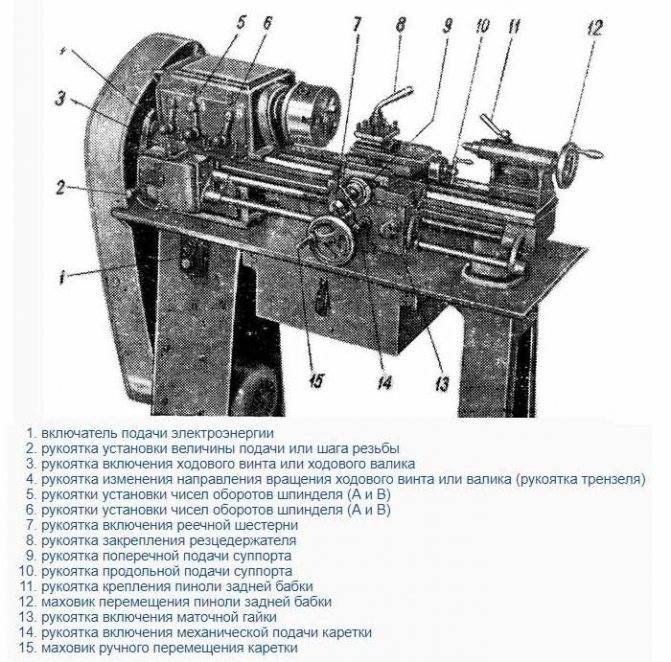
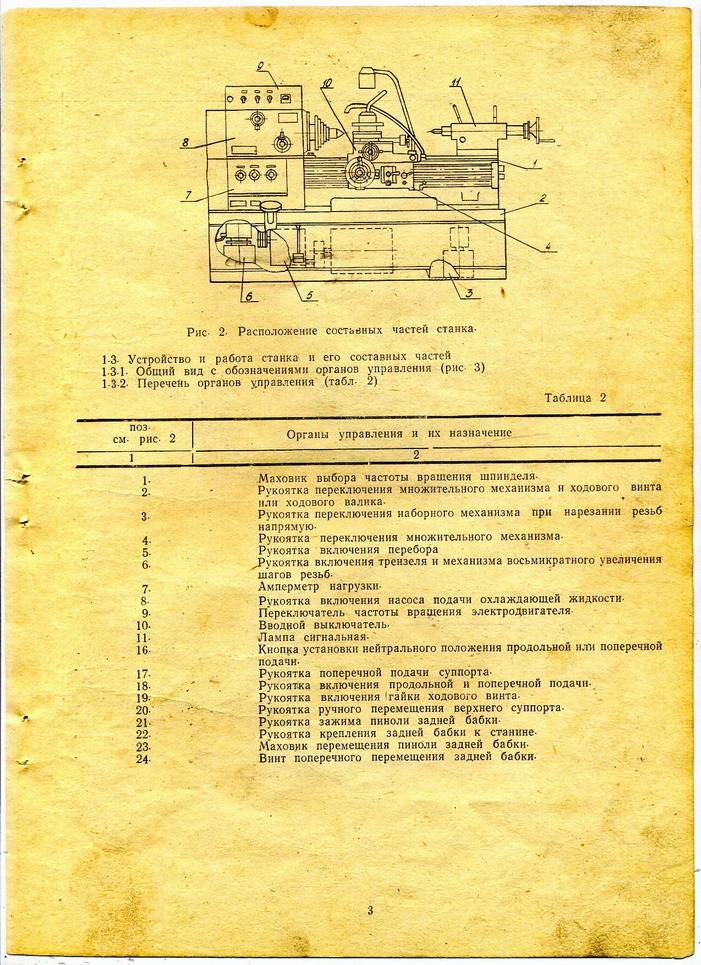
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
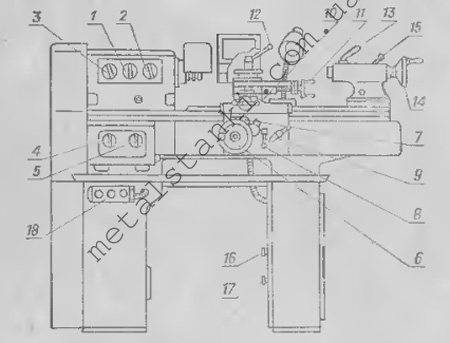
фото:органы управления токарного станка
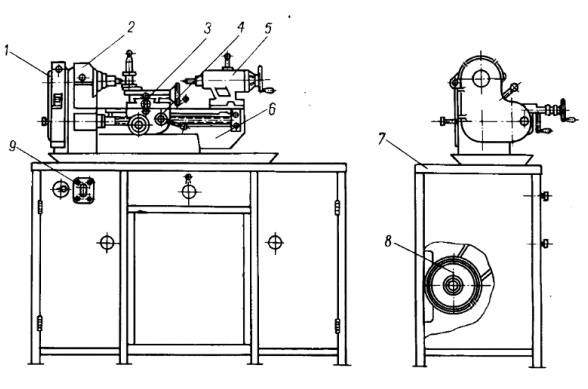
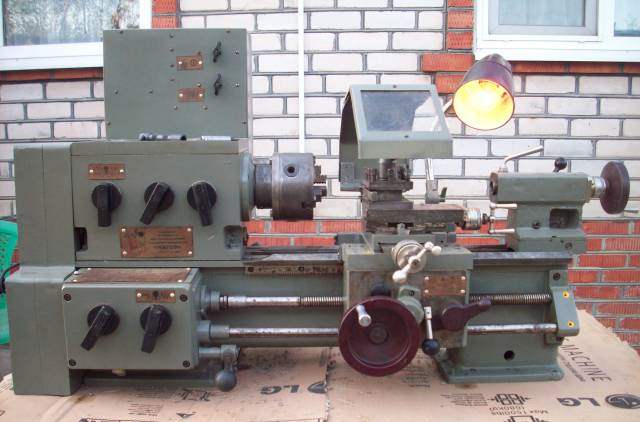
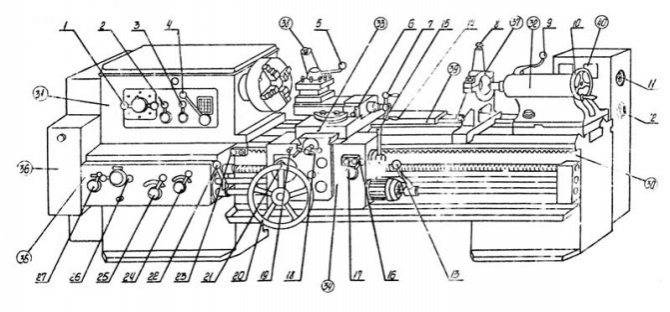
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух

фото:устройство токарного станка

фото:кинематическая схема токарного станка
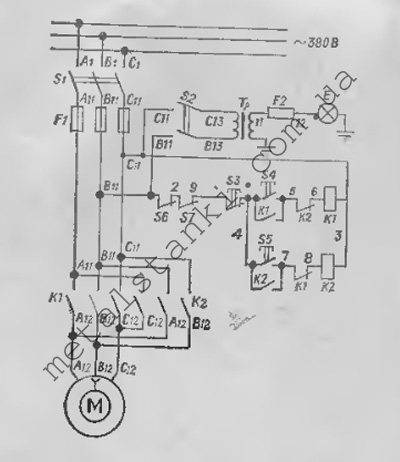
фото:электрическая схема токарного станка
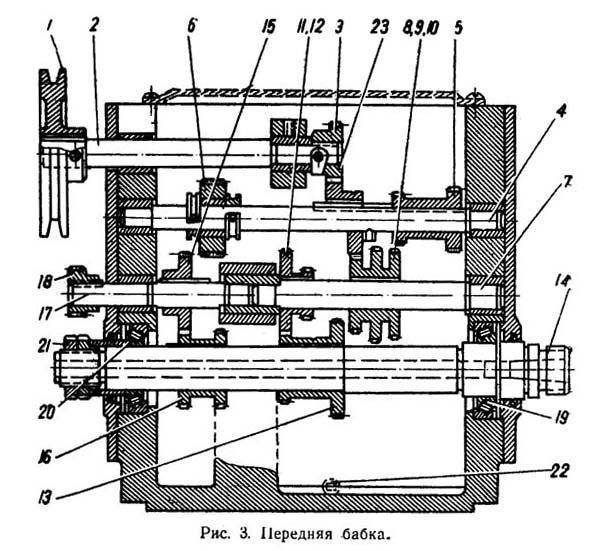
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
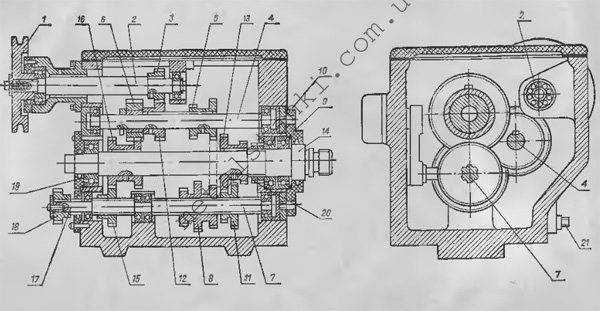
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.

фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.


Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
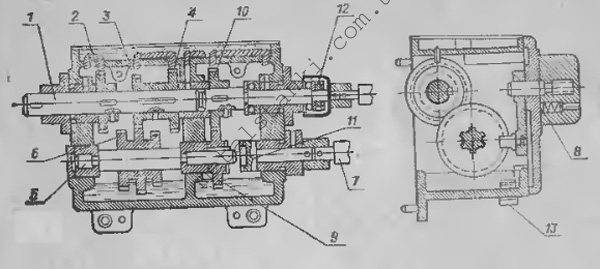
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
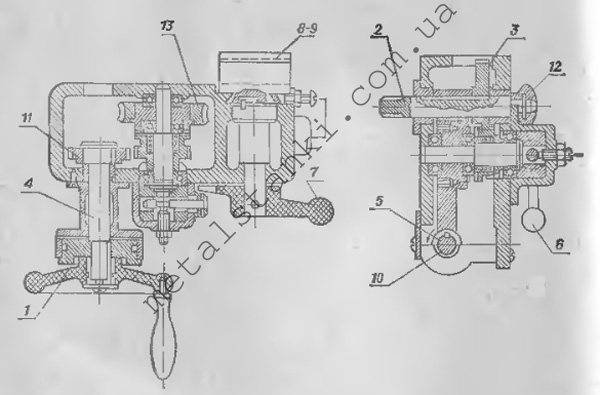
фото:фартук токарного станка
Информация о производителе
Ростовский завод был основан в далеком 1956 году. На сегодняшний день он входит в группу промышленных компаний КомТех, которая известна в сфере производства станков на протяжении последних нескольких лет. Продукция данного производителя хорошо известна на территории России и других стран СНГ, появившиеся ТВ-4 и ТВ-6 получили широкое применение и популярность практически сразу после поступления в продажу
Компания при проектировании своего оборудования уделяет особое внимание экономичности и достижению низкого уровня эксплуатационных расходов, что позволяет снизить себестоимость изделий и повысить эффективность труда. ТВ-9 отличается от своих аналогов показателем межцентрового расстояния. При изготовлении его основных узлов используются самые различные металлы
Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло
При изготовлении его основных узлов используются самые различные металлы. Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло.
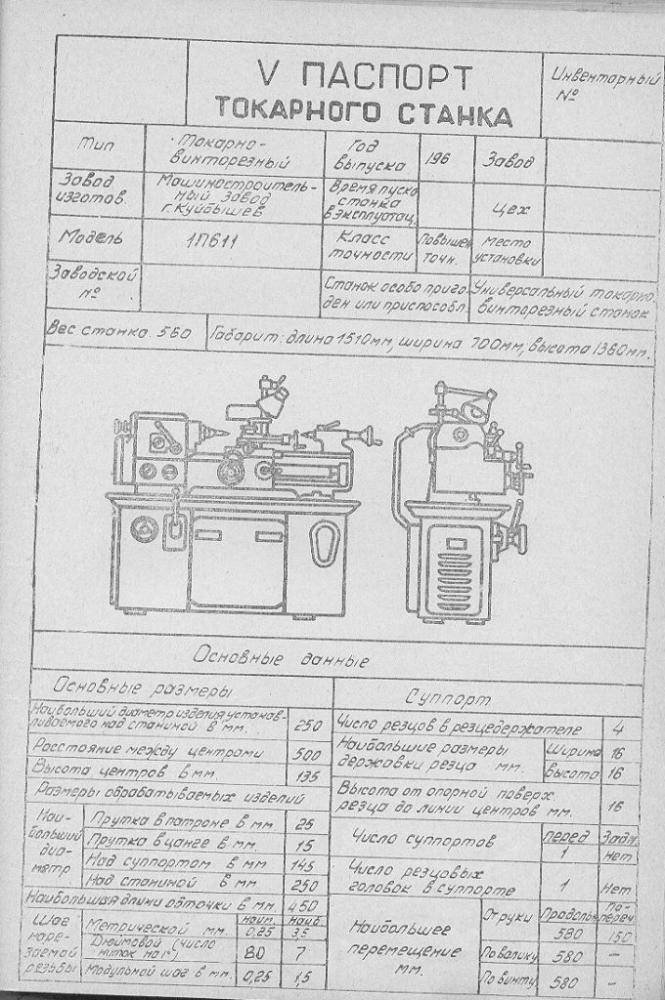
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
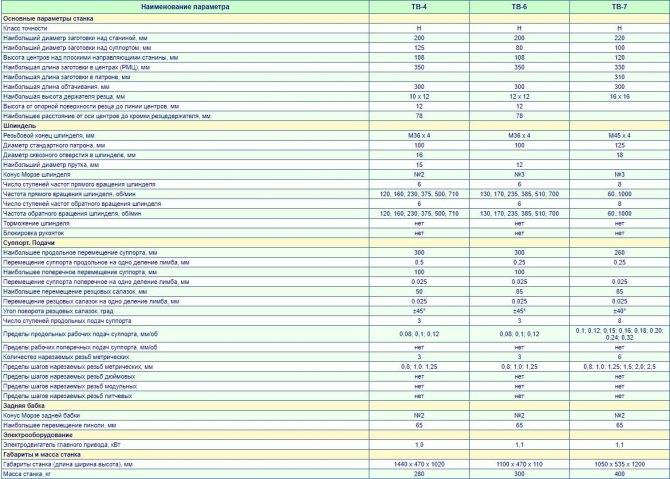
Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.

Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.

Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.

Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
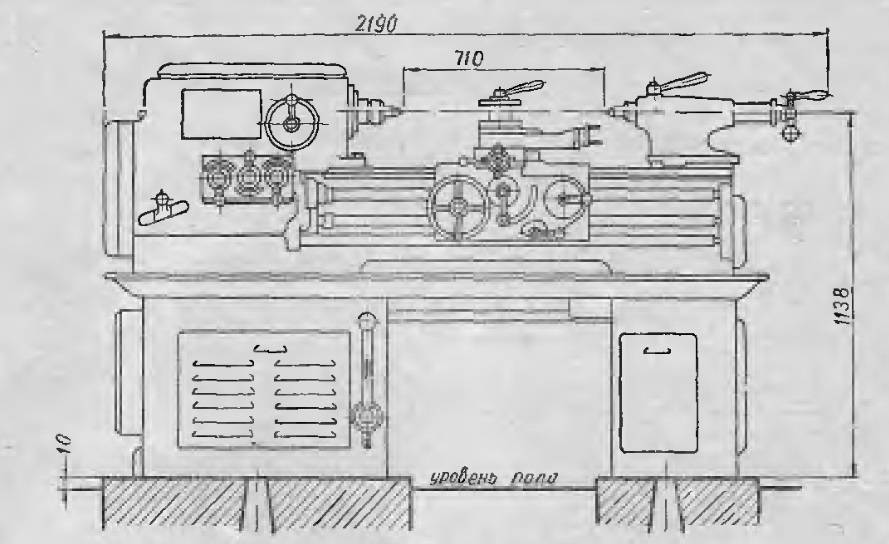
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.



Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Краткая история серии
В основе создания ТВ-16 лежит модель чехословацкого производства аналогичного назначения TOS MN-80 a. Известен с 50-х годов прошлого столетия, когда основным назначением агрегата было получение базовых навыков школьниками и студентами профтехучилищ и техникумов в токарном деле, считался обязательным инвентарем на уроках трудового обучения.
Заводы, производившие станки, размещались на всем постсоветском пространстве: Украина, Беларусь, Казахстан. Характеристики и конструктивные особенности моделей всех заводов были идентичны, отличались только конфигурацией литься станины. Несмотря на то, что официально заводы больше не занимаются выпусков ТВ-16, обучение токарей в учебных заведениях проводится по сей день.
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;

Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
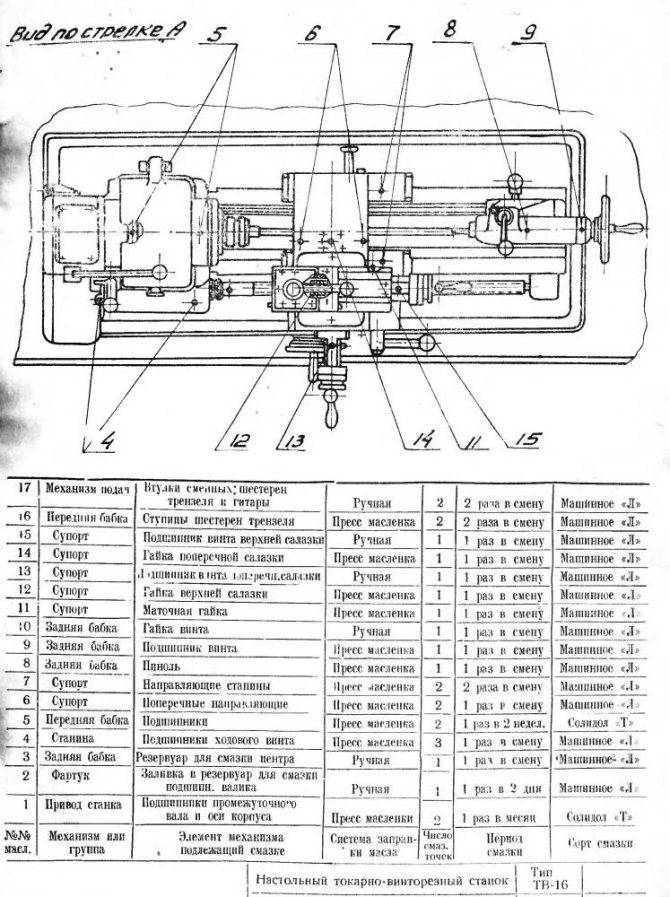
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Какие параметры нужно учитывать?
При выборе токарного станка для домашней мастерской нужно подбирать оборудование, которое будет соответствовать определенным параметрам:
Размер и вес оборудования. Существуют изделия как с малыми, так и большими габаритами. Конструкция небольших размеров проста в установке, но подвержена вибрации. Если вес достигает 100 кг, могут возникнуть проблемы с нехваткой места.
Значение имеет напряжение в сети помещения. Основная масса приборов работает при 220 В. Однако встречаются и трехфазные варианты
Это вызывает дополнительные сложности, связанные с прокладкой отдельного провода.
Обращается внимание на технические возможности станка. Имеется в виду, какого размера заготовка помещается в пространство между центрами
По мощности оборудование подбирается в пределах 500-750 Вт с асинхронным типом двигателя.
На точность обработки влияет величина разделения лимба. Более мелкая шкала увеличивает показатели точности. Обязательно ведется проверка на отсутствие люфта.
Присутствие режима обратного хода.
Дополнительная оснастка. С ее применением увеличиваются потенциал прибора, а значит и повышает качество работы. Приобретение узкоспециализированного прибора делает невозможным выполнения на нем разнообразных операций.
Разбег цен настольного токарного станка лежит в пределах 20–255 тыс. руб. Если выбор ведется по ценовому предложению, ориентир делается на сумму 40 тыс. За такие деньги можно приобрести оборудование, которое будет отвечать основным требованиям.
Скорость вращения закрепленной заготовки и возможность ее регулировки. Большие обороты позволяют увеличивать объем выполненной работы.
При выборе станка важно отличить фирменную конструкцию от подделки. Как правило, подделки можно определить по следующим особенностям:
- основные рукоятки сделаны из пластика и быстро выходят из строя;
- из пластика сделан защитный кожух шпинделя;
- металлический задний кожух расположен так, что вся стружка будет сыпаться на станок;
- задняя бабка фиксируется гайкой, что создает большие неудобства при ее перемещении и зажиме.
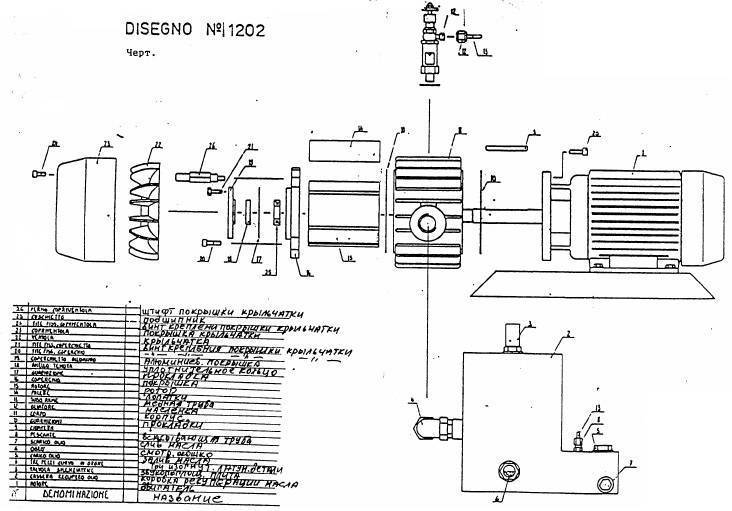
Устройство
Заводской состав станка токарно-винторезного ТВ-9 включает в себя:
Литая станина из чугуна. Она имеет достаточно сложную и прочную конструкцию, позволяющую компоновать все прочие части и при этом быть доступной при обслуживании и ремонте. На неё закреплены направляющие для перемещения подвижных элементов
Важно следить за состоянием данных рельсов и не допускать образования на них дефектов поверхности. Так же необходимо периодически их смазывать
Электродвигатель.
Передняя и задняя бабки
Они обеспечивают позиционирование, зажатие и вращение заготовки.
Суппорт. В нем крепится инструмент и обеспечивается организованная его подача к поверхности будущего изделия.
Гитара. Более наглядно она изображена на кинематической схеме. Назначение – настройка режимов.
Фартук. Он необходим для автоматического перемещения суппорта вдоль направляющих. Это позволяет производить нарезание резьбы с помощью резца с высокой точностью.
Коробка подач. Для передачи усилия используются пары шестерней, находящиеся в прямом зацеплении.
Элементы управления: переключатели, рукоятки, контрольные устройства.
Защитные кожуха, изолирующие движущиеся механизмы. В случае необходимости восстановления работоспособности они быстро демонтируются, открывая доступ к узлам ТВ-9,
Экран защитный, закрывающий саму зону резания. Его использование является обязательным требованием, так как он позволяет защитить лицо рабочего от разлетающейся стружки, и не дает частям резца или детали в случае разрешения нанести травму.
Светильник. При общем цеховом освещении процесс плохо различим, а произвести замеры и вовсе оказывается сложной задачей.
Патрон.
2 Технические характеристики такого станка по металлу
Токарный станок ТВ-4 имеет длину обтачивания 300 мм. 6 скоростей позволяет самостоятельно установить интенсивность обработки изделия. В зависимости от выбранного режима шпиндель вращается со скоростью от 120 до 710 оборотов в минуту. Диаметр изделий, устанавливаемых над станиной и над нижней частью суппорта, не должен превышать 200 и 125 мм соответственно. А обрабатываемые прутки не должны быть толще 15 мм. Пределы продольных подач составляют 0,08–0,12 мм/об, а шаг нарезаемой резьбы – 0,8 мм, 1 и 1,25 мм. Оборудование оснащено электродвигателем мощностью 0,6 кВт, а диаметр отверстия в шпинделе составляет 16 мм.

Устройство Profi-350 имеет несколько лучшие показатели. Например, частота вращения шпинделя колеблется в пределах от 100 до 3000 об/мин. Диаметр обрабатываемых заготовок, устанавливаемых над станиной, не должен превышать 180 мм, а длина деталей в центрах – 350 мм. Диапазон дюймовой резьбы составляет 12–52 TPI, а метрической – 0,4–2,0 мм. Продольные подачи находятся в пределах от 0,1 до 0,2 мм/об. В шпинделе имеется отверстие диаметром 20 мм. Оборудование укомплектовано электродвигателем мощностью 350 кВт. Этот токарный станок довольно компактен, в упаковке его габариты – 90х40х40 см, а вес всего 54 кг.
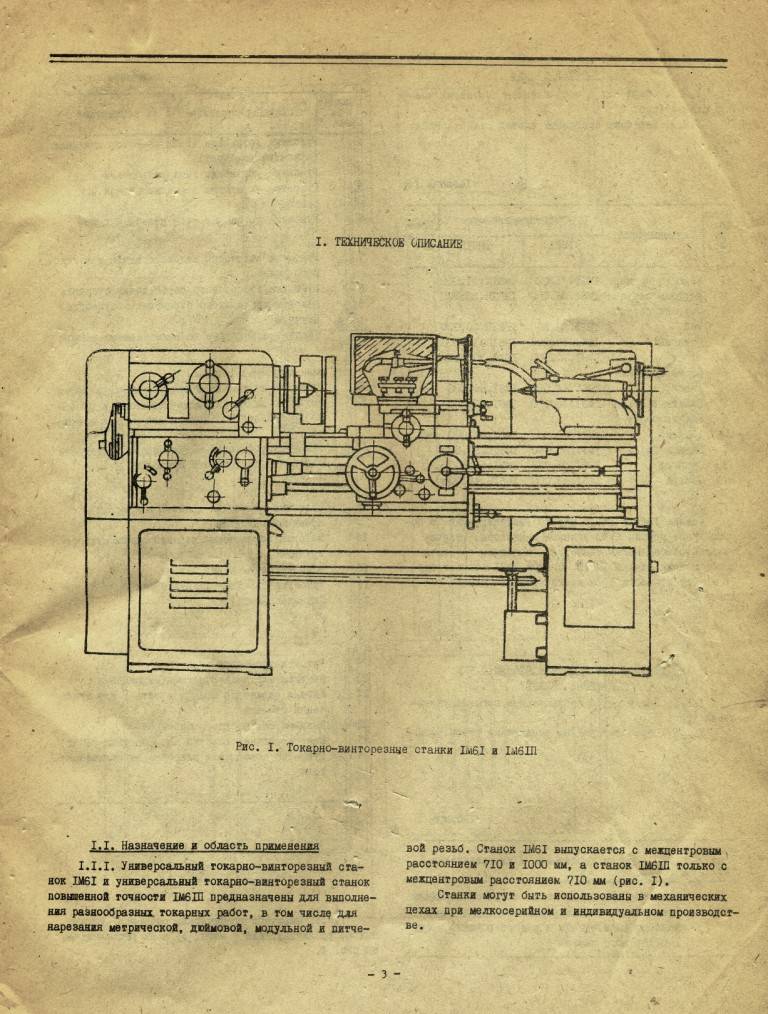
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.





Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
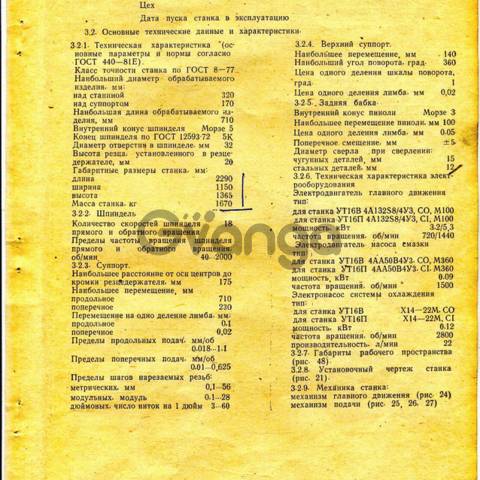
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм





