

Разновидности токарных станков для обработки металла
Основной фактор, который влияет на выбор подобного оборудования для дома – это назначение. Перед покупкой такого небольшого станка необходимо точно знать, для чего он будет использоваться.
В зависимости от назначения, все токарные агрегаты подразделяются на три основных разновидности:
- настольные;
- полупрофессиональные;
- профессиональные.
На производствах используют мощные металлообрабатывающие агрегаты, для бытовых целей больше подойдут менее габаритные модели Настольные устройства для частного использования в домашних условиях отличаются своими небольшими габаритами и, соответственно, массой. Минимальный вес таких микростанков составляет 13 кг, а максимальный не превышает 100 кг. В свою очередь, полупрофессиональные напольные варианты, которые также часто используются в домашних мастерских, могут иметь массу до 400 кг. Мощность настольного агрегата доходит до 400 Ватт.
Полупрофессиональные станки используются также на небольших производствах и отличаются более высокой мощностью (до 1000 Ватт) и функционалом. Как правило, такие агрегаты совмещают в себе, помимо токарных функций, еще две: сверлильную и фрезерную. Подобное расширение возможностей значительно увеличивает функциональную принадлежность станков.
Профессиональные агрегаты устанавливаются на больших и средних производствах. Их управление зачастую осуществляется за счет программного обеспечения. Они отличаются большими габаритами и массой.
Для использования в домашних условиях подходит только первый тип станков. В зависимости от способа обработки деталей они подразделяются на три основных разновидности:
- токарно-фрезерные;
- токарно-винторезные;
- комбинированные.
Каждый тип станков имеет свой набор функций и технических характеристик
Токарно-фрезерные станки по металлу применяются, как правило, для удаления с заготовок фаски, а также для организации отверстий и торцевания. Вторая разновидность настольных устройств используется для затачивания деталей и нанесения на них резьбы. В свою очередь, комбинированные устройства, используемые в домашних условиях, способны выполнять все вышеперечисленные функции.
Назначение и технологические возможности
Станок выпускался Ростовским комбинатом учебного оборудования в 80-х годах минувшего столетия. Предназначался для производственного обучения старшеклассников в общеобразовательных школах. Учащиеся 7 — 8-х классов под руководством мастера производственного обучения изучали устройство станка и получали первоначальные навыки его обслуживания.
ТВ-6 пришел на смену своему предшественнику — ТВ-4 «Школьник». Станок обладал всеми технологическими возможностями, присущими настоящему производственному оборудованию. Правда, учитывая учебное, а не производственное, назначение, обладал такими же ограниченными режимами обработки: числами оборотов, подачей и размерами резьбового шага.
Какие операции осваивали учащиеся:
- наружное точение;
- растачивание отверстий;
- подрезание торца;
- резьбонарезание;
- сверление.
- фрикционное управление шпинделем;
- его торможение после выключения двигателя;
- сменные передаточные шестерни;
- автоматическая поперечная подача;
- жидкостное охлаждение зоны резания.
Высота станка соответствует среднему росту обучаемых. Поэтому, чтобы не сутулиться при работе взрослому человеку, станок необходимо установить на металлическую раму или бетонную подливку.
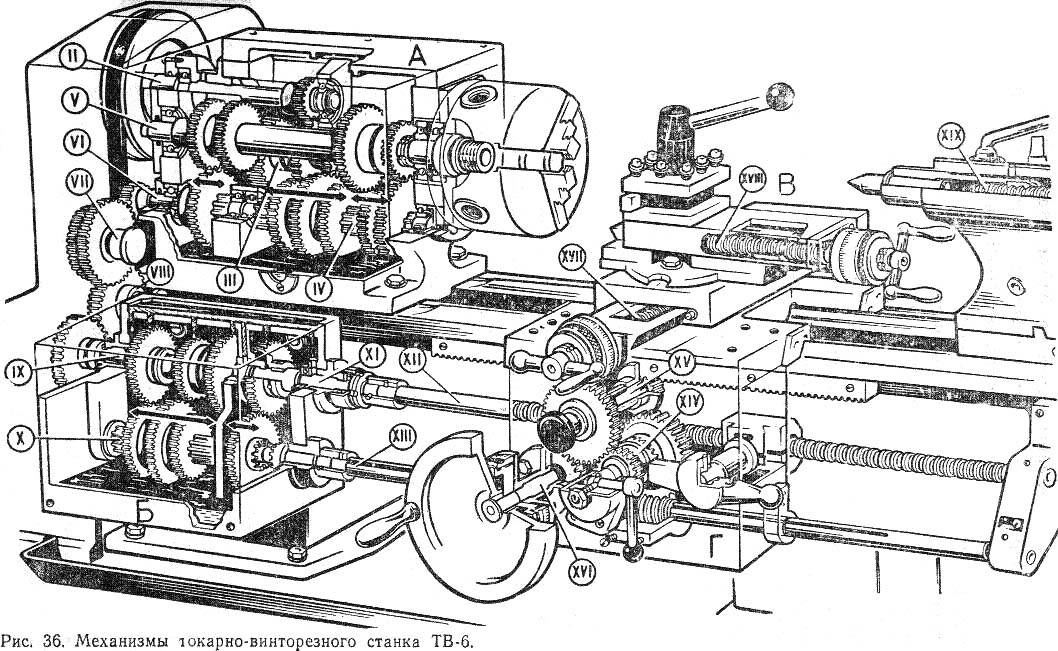
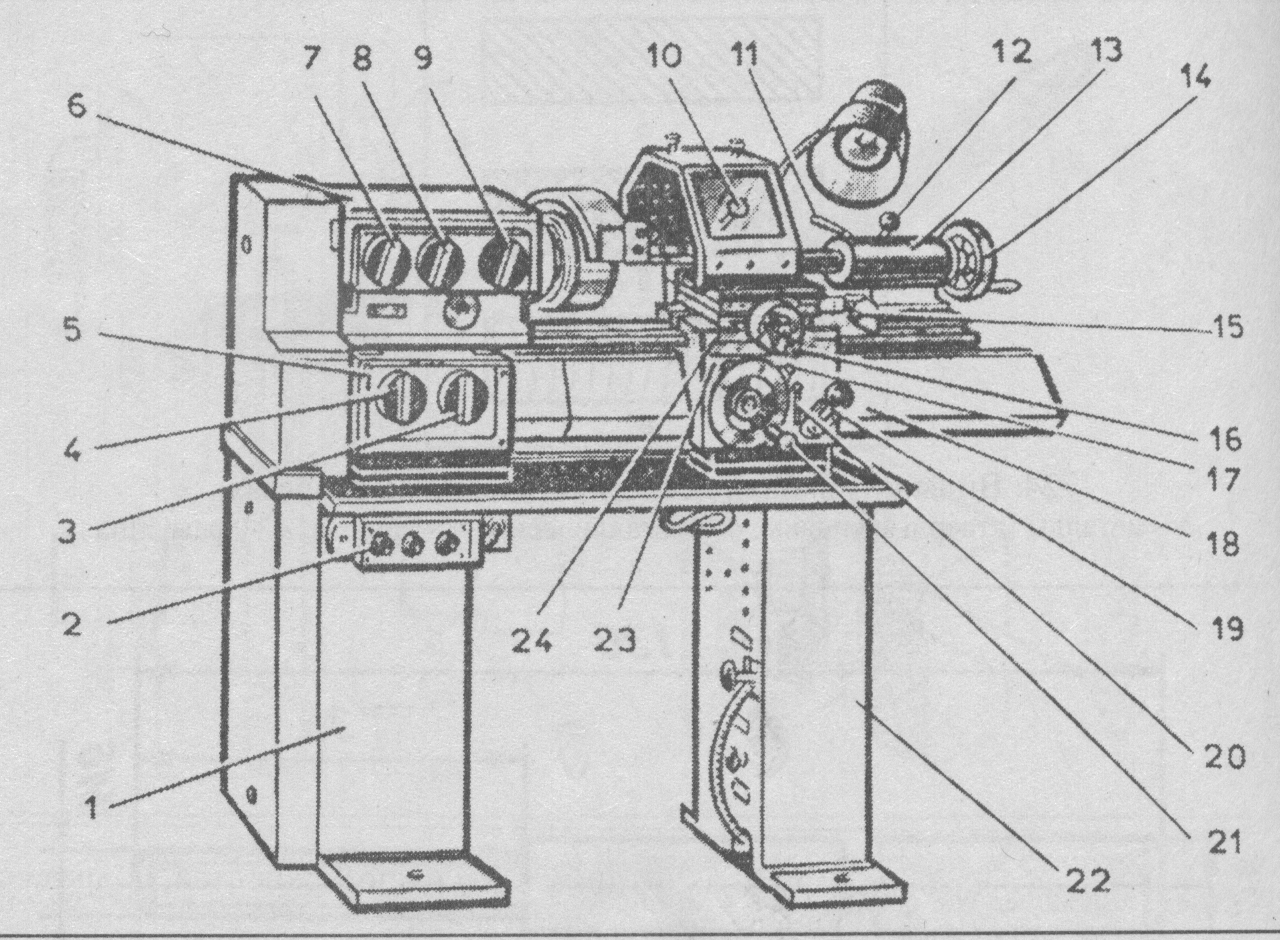
Комплектация токарного станка ТВ-6
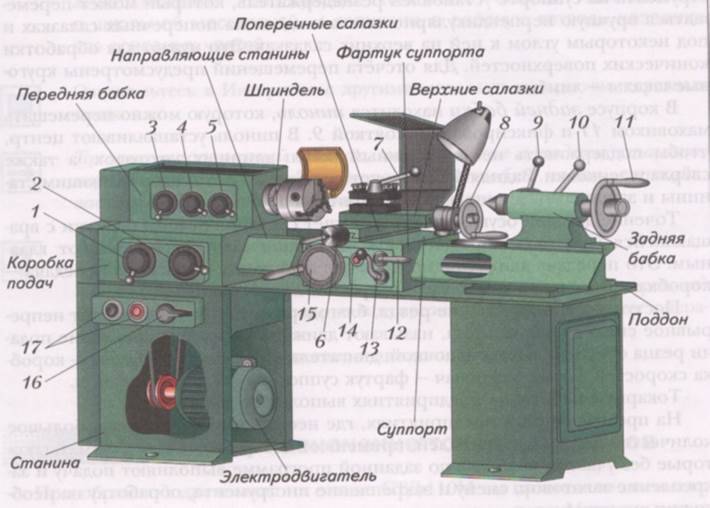
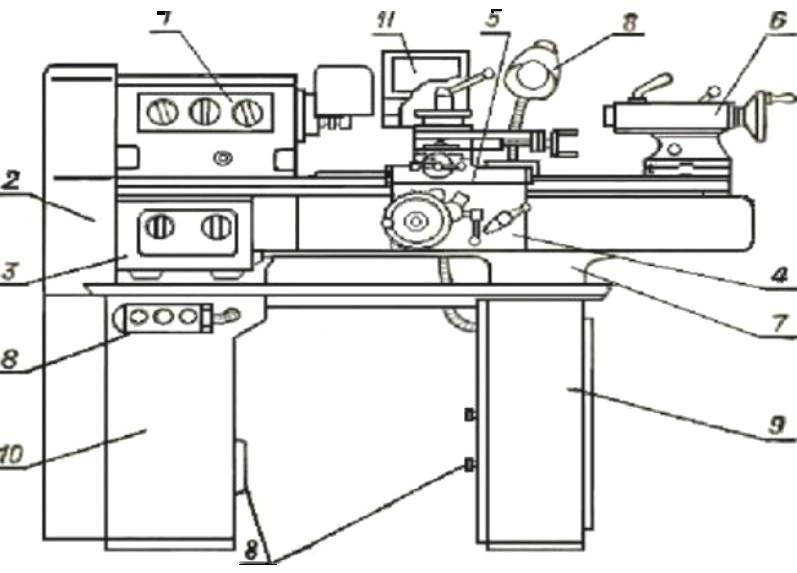
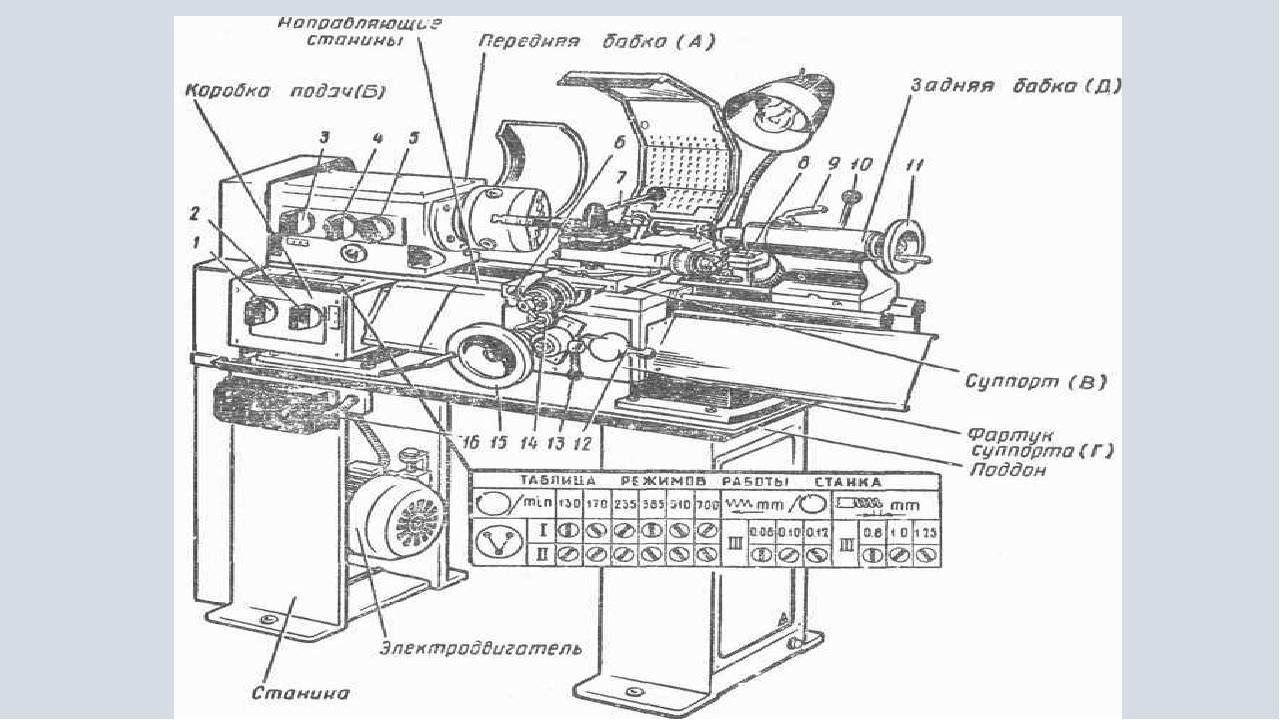
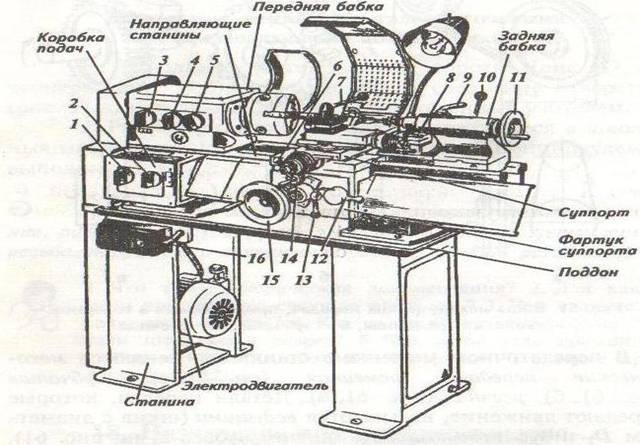
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.

Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
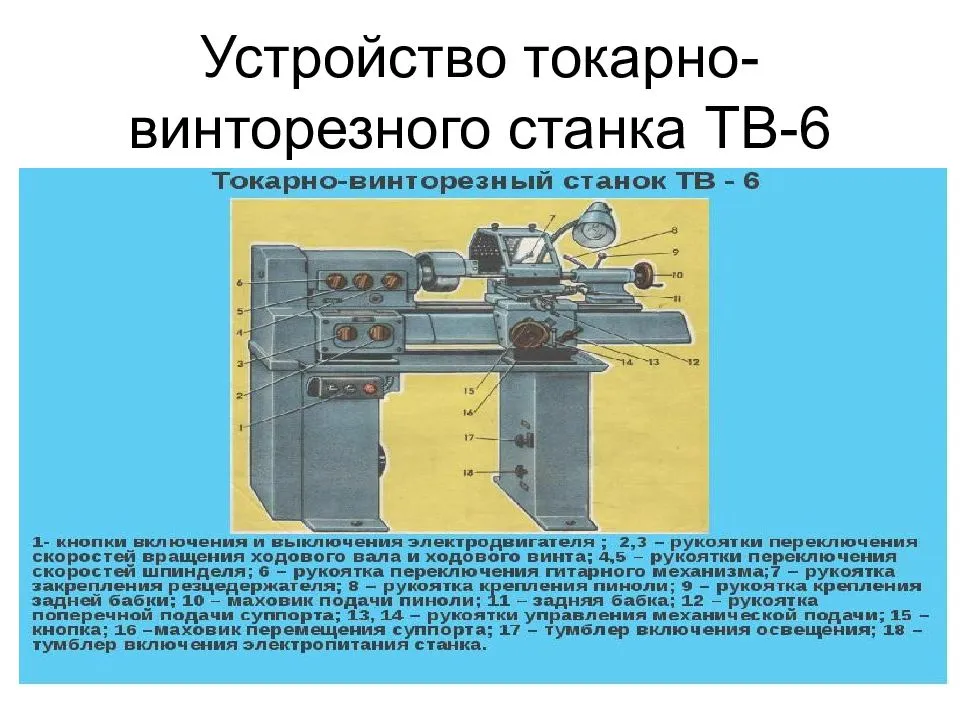
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
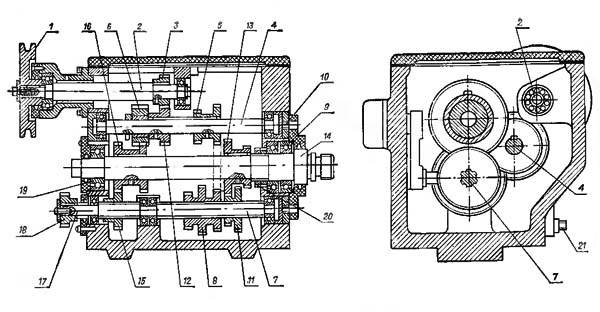
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
- блок-шестерни.
Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
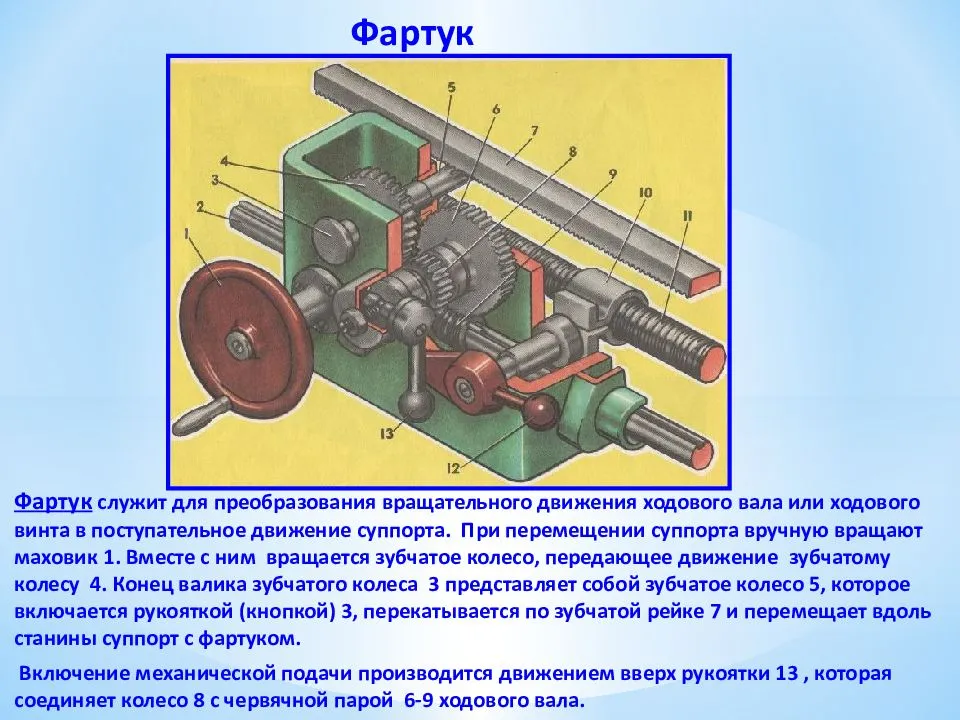
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.

В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.
Продольная каретка прикреплена к фартуку. Она двигается механически либо при помощи рукоятки по направляющим станины. Поперечные салазки перемещаются вручную. Верхние закреплены на поворотной плитке. С их помощью производится заточка конических поверхностей, что достигается за счет изменения угла до 40. Ее перемещение выполняется вручную.


Бабка
На станке ТВ-6 предусмотрены бабки – передняя и задняя. Основное различие между ними заключается в том, что последняя свободно двигается по направляющим станины.
Передняя бабка расположена на левой стороне станины, основными элементами которой являются шестерни. Они передают вращательное движение на обрабатываемую деталь, которая жестко закрепляется в головке. Их функциональное назначение заключается в производстве смены режима скоростей, для чего используется переключатель.
Задняя бабка расположена в правой части станины. Она удерживает обрабатываемую деталь в заданном положении. При производстве работ по сверлению отверстий функция задней бабки видоизменяется – осуществляет подачу обрабатываемой детали на сверло. В ее верхней части установлен пиноль, способная перемещаться при помощи маховика и фиксироваться.


Это интересно: Дробилка для зерна своими руками: освещаем по пунктам
Подача станка
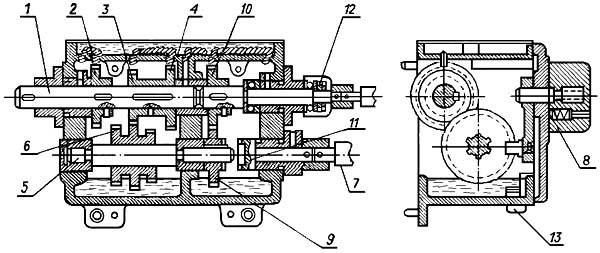
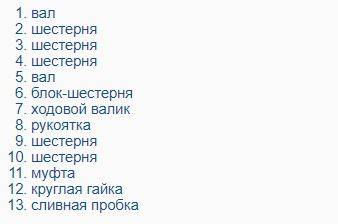
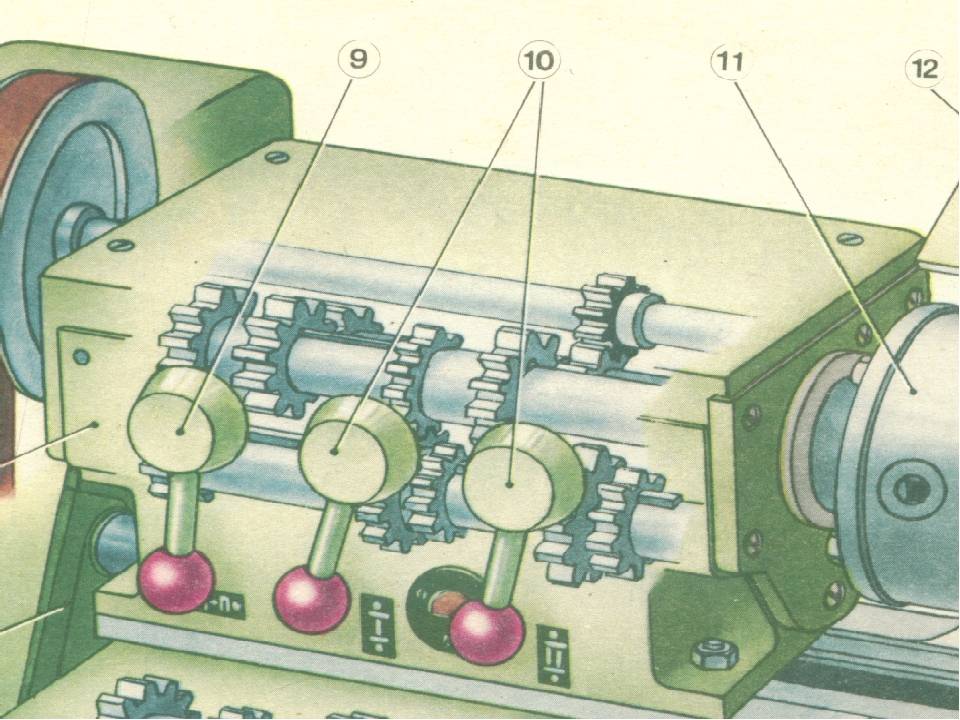
Для механической подачи на станке есть специальная коробка. Управление осуществляется двумя рукоятками, расположенными ниже пульта управления коробкой передач. Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Вторая рукоятка позволяет активировать вращение ходового винта или вала. В конструкции коробки подач имеется муфта, которая предотвращает возможность одновременного включения винта и вала. Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Смазка коробки подач ТВ-6 осуществляется фитилями из емкости, расположенной в верхней части коробки. Во время работы станка необходимо визуально контролировать наличие масла в этой ёмкости. Излишки смазки сливаются через резьбовую пробку, расположенную в самой нижней части коробки.
Обслуживание коробки ТВ-6 заключается в замене масла и устранении осевых перемещений ходового винта. Для этого на выходном валу имеются две гайки круглой формы. Замена масла выполняется по аналогии с коробкой передач – раз в три месяца. Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Использование устройства
Хоть данное оборудование для точения, соответственно с описанием, и считается учебным, посредством него возможно достигать отличной точности и осуществлять довольно непростые токарные процедуры. Ввиду этого эти станки часто покупают владельцы домашних мастерских.
В приводе устройства применяются клиноременные передачи. Нужно следить за тем, чтобы ремни были постоянно натянуты. Это даст возможность максимально задействовать мощность привода, намного увеличить эксплуатационный период передачи. Если ремни слабо натянуты, их можно отрегулировать. Для этого необходимо немного открутить гайки, которые соединяют салазки с мотором, установить нужное натяжение (десять килограмм на 1 ветку ремня клина).
Довольно часто в ТВ-6 возникает неполадка, заключающаяся в вибрировании шпиндельного элемента. Она может появиться из-за того, что соединяющие винты ослабли. Если вы подтянули гайки шпинделя, а вибрирование продолжается, значит, сломались подшипники.

Если в подшипниках появились промежутки, избавиться от них возможно, отшлифовав торцевые части колец компенсации или отрегулировав гайки. Устранить данными методами возможно только маленькие промежутки, относящиеся к радиальному/осевому типу.
ТВ-6, как и всякий иной станок, нужно регулярно технически обслуживать и ремонтировать. Лишь в этом случае он проработает долгий срок, даст возможность обрабатывать заготовки с высокой точностью.
Фартук и суппорт
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.
На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
- Для перемещения по станине.
- Для поперечного перемещения.
- Поворотная каретка (по 40 градусов в каждую сторону).
- На поворотной каретке стоит четвертая, в которой установлен резец.
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.
Назначение и область применения
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Это интересно: Токарный станок 16К20 — характеристики, назначение и принцип работы
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
Станок токарно-винторезный (учебный) ТВ-6. Паспорт, 1983
ТУ 79 РСФСР 507-80
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Намедни. Наша Эра
Два года скитаясь с канала на канал, тает ушедшая с НТВ телевизионная команда во главе с Евгением Киселевым. Власти дважды отключают ее от эфира, второй раз — окончательно. Причиной названы хозяйственные неурядицы. Главный итог эпохи: в стране не осталось более-менее независимого вещателя ТВ-новостей





После раскола НТВ часть компании, верная прежнему гендиректору Киселеву, недолго работает на канале ТНТ, еще подконтрольном Владимиру Гусинскому. Затем экс-нтвшники переходят на ТВ-6, основной владелец которого Борис Березовский, тоже оказавшись в эмиграции, помирился с Гусинским. Примерно $45 млн инвестиций превращают прежде «нишевый» ТВ-6 в одного из телелидеров, а проект «За стеклом» — главная эфирная сенсация сезона. Но миноритарий «Лукойл-Гарант» (15% акций ТВ-6) неожиданно требует ликвидации компании из-за долгов 1998-2000 гг. Почему молчали прежде, а предъявили претензии только сейчас, когда телеканал начал зарабатывать? В позиции акционера видят политический заказ, выполняемый лояльным власти главой ЛУКойла Вагитом Алекперовым. Березовский, у которого 75%, пытается купить лукойловский пакет, но тщетно. Уже когда перестал действовать закон, позволявший миноритарию выступать инициатором ликвидации акционерного общества, суд окончательно выносит фатальное для ТВ-6 решение.
Минпечати отключает эфир в полночь с 21 на 22 января 2002-го, но власти гарантируют команде Киселева новую лицензию на вещание. Условие: в числе акционеров не будет Гусинского и Березовского. Очевидно, при содействии Кремля образуется пул крупных бизнесменов, у каждого из которых по 7,5% ЗАО «Шестой канал», и 10% — у журналистского коллектива. Его именуют «уникальным», главным активом будущей телекомпании. Медийное национальное достояние должно сохраняться непременно цельным и обеспечиваться «федеральной кнопкой». Понятие «УЖК» станет последней эмблемой русской мессианской журналистики.
Накануне подачи заявки конструкция осложнилась политической надстройкой — держателем лицензии, оказывается, будет партнерство «Медиа-Социум» во главе с президентом Торгово-промышленной палаты Евгением Примаковым и главой Российского союза промышленников и предпринимателей Аркадием Вольским. Примаков признает, что предложение участвовать в проекте он получил от президента Путина. Два «дядьки Савельича», пожилые консервативные деятели советской закалки, явно виделись властью «смотрящими». Предсказуемо выиграв конкурс, УЖК 1 июня 2002-го вернулся в эфир на том же 6-м канале под названием ТВС.
Перезапуск неудачный. «За стеклом-3. Теперь ты в армии», стоя в несколько раз дороже первого «Застеколья», проваливается: за военно-спортивными соревнованиями следить неинтересно. Не оправдывает себя базовый для сетки сериал «Деньги». На обновленной «шестерке» нет ни одного сильного проекта, концепция вещания не определена — просто выходит еще одно «центральное телевидение». Выпуски новостей и киселевские «Итоги» не поражают, как прежде, смелостью — впрочем, и спрос на политическую остроту у телезрителей уже упал. Журналисты спорят с бизнесменами о финансировании, канал же, получив свыше $40 млн кредитных средств, собирает рекламы на $2-3 млн в месяц.
К лету 2003-го долги вырастают до $100 млн, связисты отключают ТВС от кабельных сетей Москвы. Управленцы акционерного пакета Березовского доказали в суде незаконность отключения ТВ-6, и ТВС вещает по «временному разрешению». Деморализованная команда измучена двухлетними передрягами. 21 июня Минпечати опять решает проблему рубильником — хотя юридических оснований для отключения эфира «исходя из оценки бизнеса» у ведомства нет. Большинство членов УЖК, не дожидаясь финала, нашли себе место на других каналах.
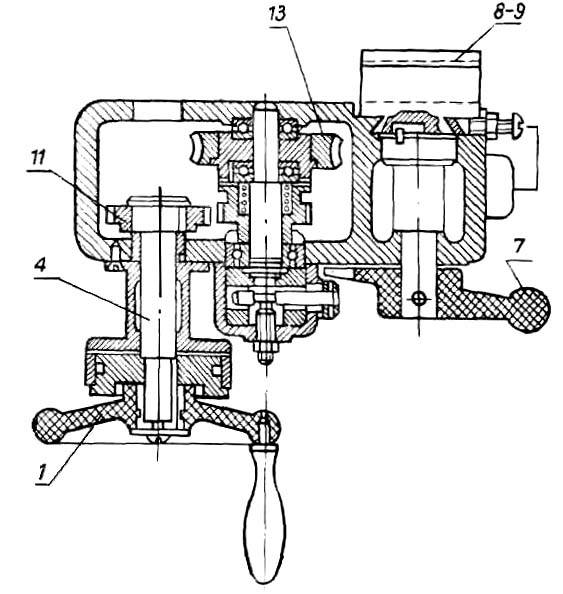
Гитара и задняя бабка
Крутящий момент от коробки скоростей поступает к коробке подач при помощи шестеренной передачи, называемой гитарой. В состав последней у станка ТВ-6 входят три шестерни. А комплектов сменных шестерен не существует. Смазка шестерен гитары ведется вручную и выполняется ежемесячно.
Задняя бабка используется в качестве задней опоры для заготовок большой длины. Внутри нее установлена пиноль, оснащенная конусом Морзе. Благодаря ему в пиноль можно устанавливать различное оборудование и инструмент. Для ее перемещения имеется маховик, связанный с винтом. Выставление оси пиноли с осью шпинделя осуществляется регулировочными винтами и гайкой. Для фиксации бабки имеется тормоз, с управлением от специальной рукоятки.
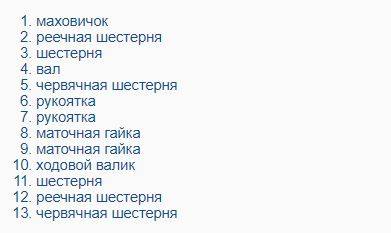
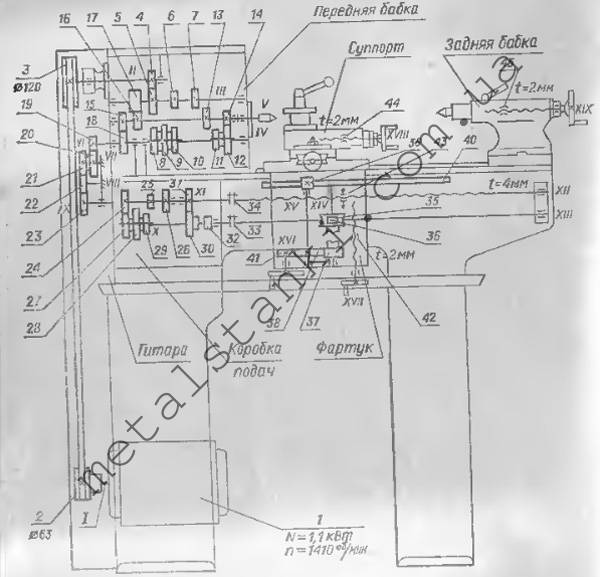
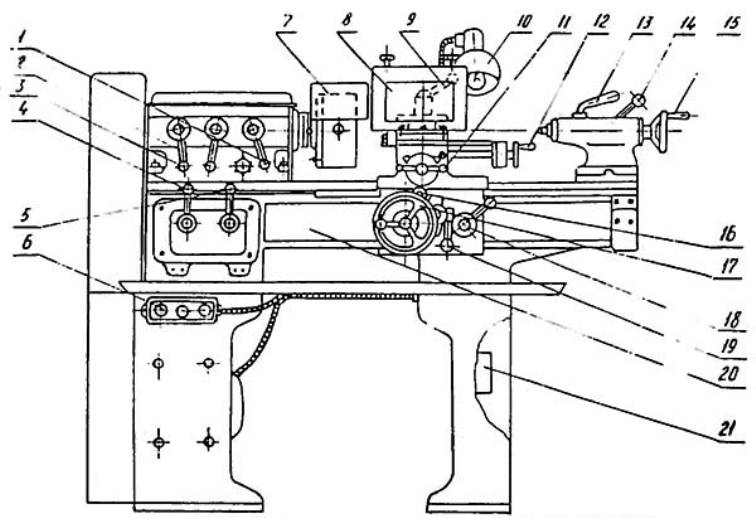
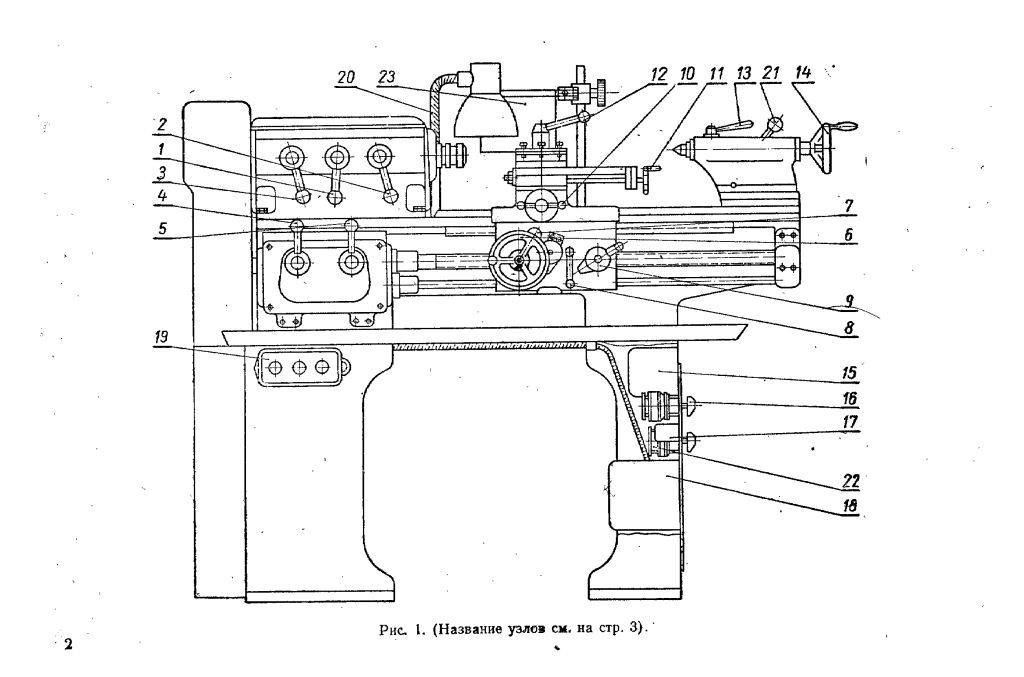
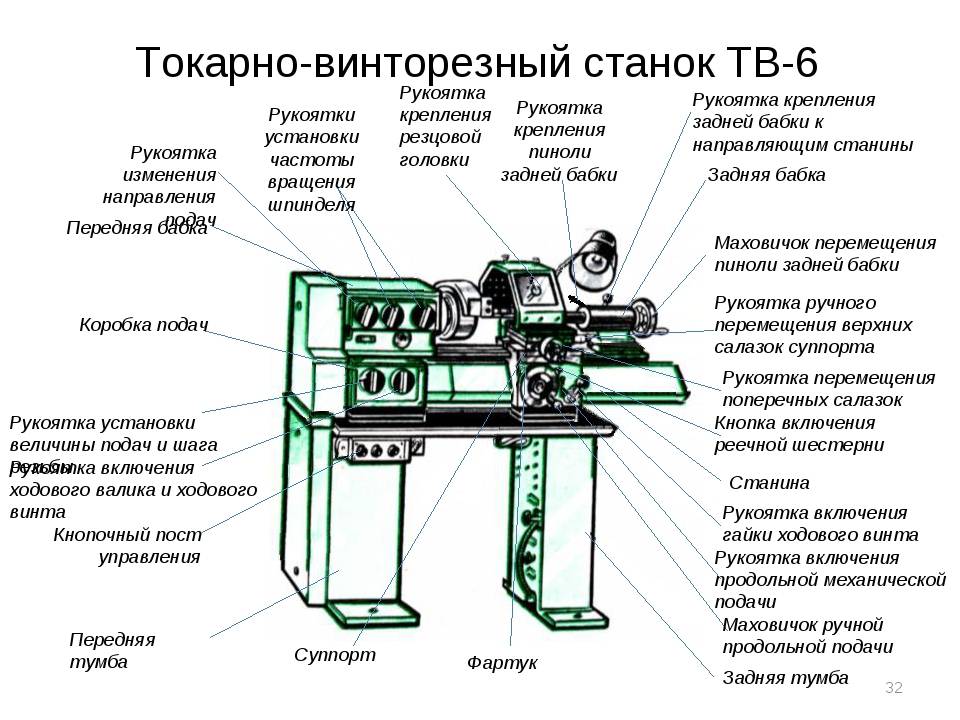
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.







Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.





