

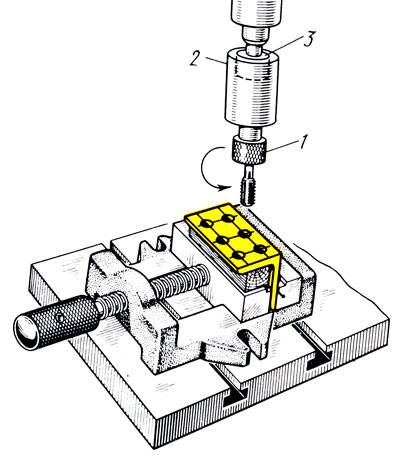
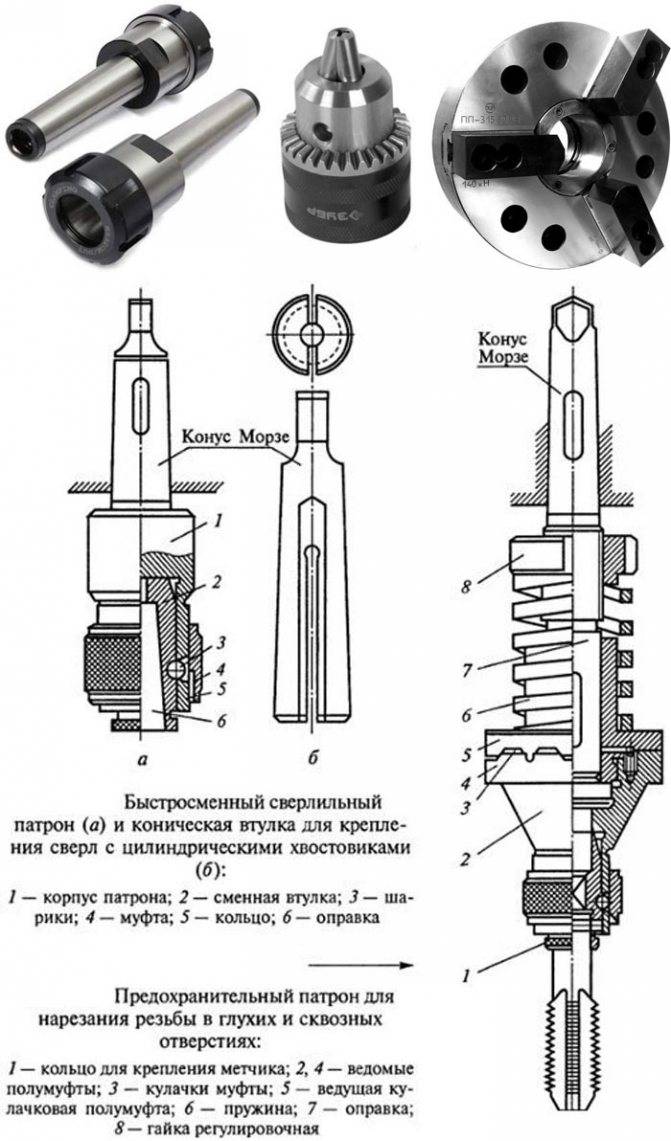
Элементы с быстросменным держателем
Замена режущего инструмента может проводиться без остановки работы шпинделя. Патрон имеет соответствующий конусности хвостовик и конус отверстия. Инструмент устанавливается одновременно со сменной втулкой, на которой находится два паза, а внутри корпуса сверлильный быстросменный патрон имеет два шарика и углубления для них. Совмещение на сменной втулке пазов с шариками создает надежность крепления в держателе инструмента.
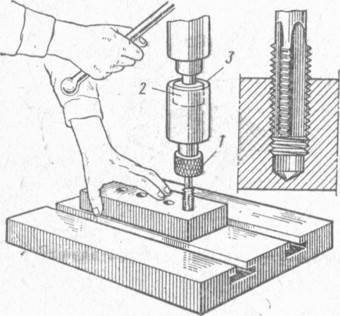
Фиксируются крепления зажимным наружным кольцом. Во время смены сверла кольцо приподнимается вверх до упора, открывая пазы, в которые во время вытаскивания втулки вдавливаются шарообразные фиксирующие крепления. Также вставка втулки проходит во время приподнятого внешнего кольца. Во время опускания его совмещаются шарики с пазами втулки и утапливаются вовнутрь.
Для того чтобы при работе не случилось самопроизвольного освобождения инструмента, сверлильный быстросменный патрон оборудован стопорным кольцом. Сверлу от шпинделя передается вращение с помощью конуса хвостовика на втулку, прочно удерживаемую в корпусе шариками. Это для инструмента сверления с вертикальной подачей. Кольцо фиксации шариков для горизонтального станка для сверления оборудовано пружинами, которые закрывают отверстия в корпусе, не допускающих их западание вовнутрь отверстий, это бы привело к постоянному высвобождению втулки с различных сторон.
Для того чтобы работа проходила быстрей, перед ее началом необходимо подготовить сверла. Они крепятся в сменных втулках, которые соответствуют внутреннему размеру патрона и укладываются по схеме использования. Во время сверления отверстий большого диаметра используется быстросменное двухкулачковое изделие. Принцип работы такой же, однако трехкулачковый быстрозажимной по максимальному размеру зажима по ГОСТ имеет меньшие возможности.
Самозажимной патрон, так же как и быстрозажимной, с диапазоном зажима отвечает ГОСТу по соответствию конуса. Тем более что быстрозажимными называются оба вида изделий, однако самозажимными являются лишь те, которые крепят сверло с помощью гайки на корпусе без использования ключа. В18 и В16 — это наиболее часто применяемые конусы для любых типов безрезьбовых патронов. Сверлильный самозажимной патрон имеет различную степень биения. С увеличением конуса, повышается его допустимое значение, вне зависимости от точности непосредственно станка.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
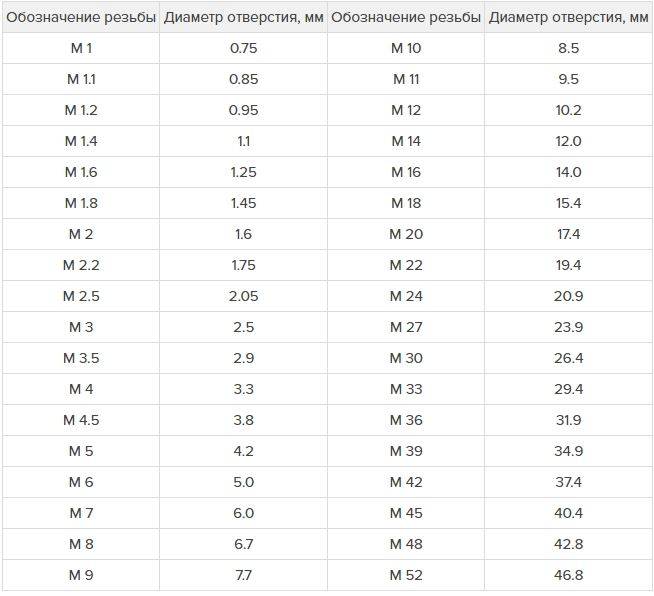
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
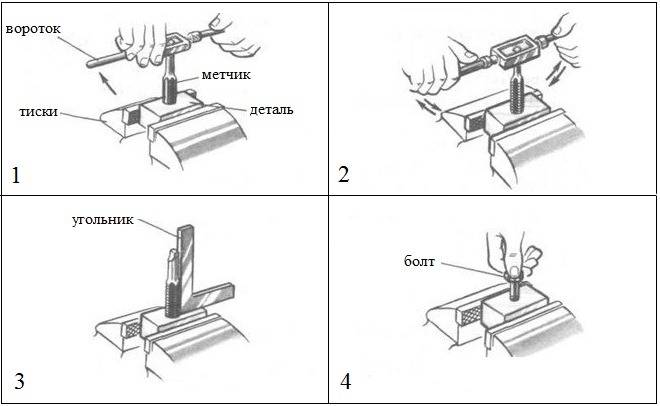
Схема нарезки резьбы метчиком
Как выполнять нарезание резьбы?
Порядок выполнения работы по нарезке винтовых канавок в отверстии
Работу выполняют в определенной последовательности.
Начинается с разметки. С помощью керна отмечается центр будущего отверстия
Здесь важно произвести разметку с первого раза. Не допускается наносить несколько последовательных ударов
Достаточно даже несильного воздействия, которое даст углубление. Сверло само определится по центру сверления.
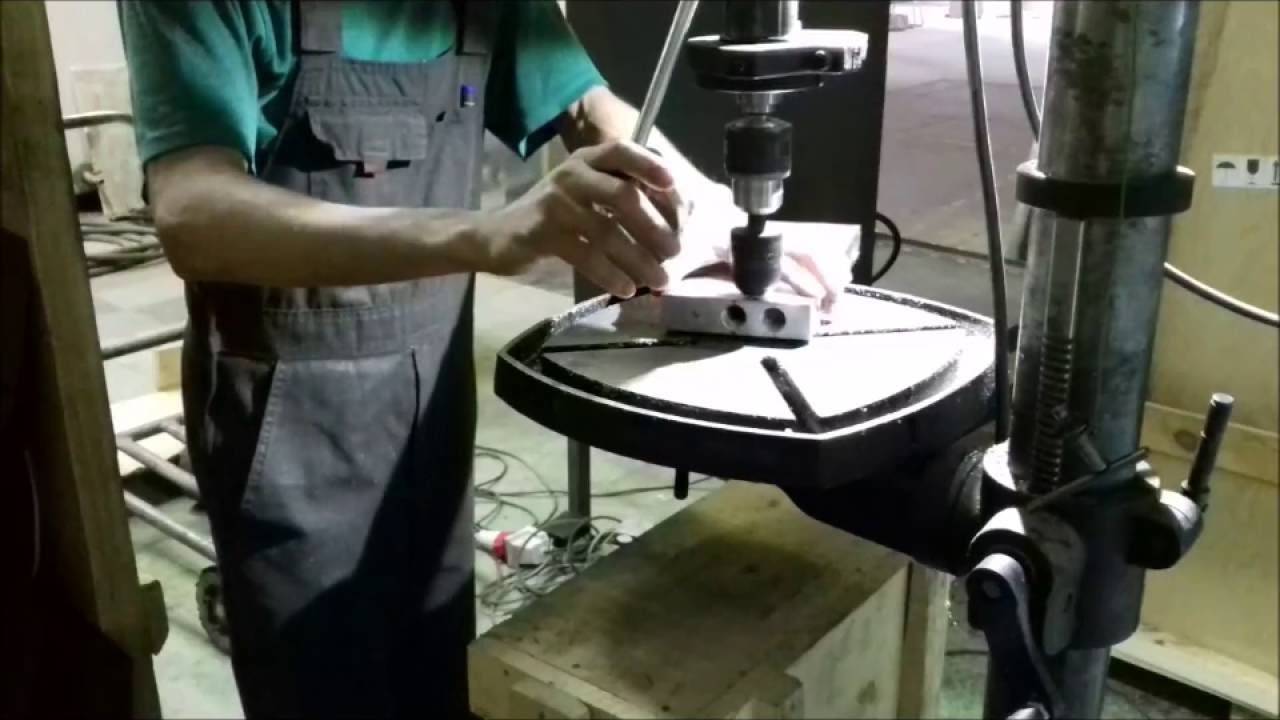
Сверлить нужно строго перпендикулярно к поверхности. Поэтому, если позволяют условия, нужно воспользоваться станком. Он обеспечит жесткое перемещение шпинделя со сверлом. Если приходится сверлить отверстие более 8 мм, то желательно выполнить эту процедуру в несколько этапов. Сначала сверлится отверстие малого диаметра. Потом рассверливается более крупным. Бывает, что приходится сверлить в три или даже в пять этапов, последовательно увеличивая диаметр отверстия. На последнем этапе применяют тот размер, который требуется по таблице
Внимание! Обязательно следует использовать смазку. Ее можно наносить кисточкой, подавать из пипетки или применять шприц, у которого удалена игла (впрочем, можно применять и с иглой)
При невозможности использовать сверлильный станок используют ручные электросверлильные машинки (дрель)
Здесь важно строго выдержать положение сверла относительно детали. Опытные мастера для начала работы используют специальные кондукторы, которые обеспечивают перпендикулярный вход сверла
Важно выполнить правильный первый проход. В дальнейшем сверла большего диаметра сами идут в направлении минимальных усилий.








Для облегчения входа метчика в отверстие снимается фаска. Небольшое углубление выполняет две функции: облегчается введение начала рабочей части инструмента; смазка в коническом углублении будет поступать еще в течение некоторого времени, облегчая процесс нарезания резьбы.
Первым используют черновой метчик. Его вставляют в вороток, затем рабочую часть помещают в отверстие. Приходится слегка придавливать инструмент, чтобы началось образование винтовой канавки. Слишком усердствовать нельзя, можно легко сломать метчик.
Проворачивают на один оборот, а потом нужно повернуть обратно на треть, чтобы сломать образовавшуюся стружку. Вращая в обратном направлении, можно почувствовать, когда произойдет излом.
Если приходится нарезать резьбу в глубоком отверстии (более 5 диаметров), то следует периодически выкручивать метчик полностью наружу. Вынув, очищают от прилипшей стружки. Используют металлические щетки
Внимание! Стряхивать пальцами, незащищенными перчатками, или сдувать нельзя. Надо помнить, что правила техники безопасности написаны кровью
Не следует повторять ошибок тех, на чьих примерах формировались эти правила.
После полного прохода первым метчиком используют второй. Здесь процесс нарезания идет значительно легче. Обязательно смазывается инструмент. Можно делать два полных оборота, а потом совершать половину оборота в обратную сторону. Правило глубоких отверстий действует и при использовании второго номера. Желательно периодически вынимать наружу и удалять стружку. Она гораздо мельче, чем можно наблюдать при черновом нарезании резьб, но заполняет пространство тоже довольно быстро.
Третий номер используется для чистового нарезания. Можно проворачивать инструмент на два-четыре оборота, а потом совершать обратное вращение на целый оборот назад. Получается довольно качественное резьбовое отверстие.
Классификация лерок
Сегодня промышленность выпускает большое множество различных плашек для нарезки винтового соединения. Понятно, что все они различаются по многим признакам. Кроме такого явного различия, как размер, существует и еще ряд признаков, на основе которых можно произвести классификацию:
- Форма;
- Конструкция корпуса;
- Способ нарезания резьбы.
Есть, конечно, и иные различия, но вышеприведенные – это наиболее явные.
По форме могут различать такие виды:
- Трубчатые;
- В виде шестигранников;
- В виде квадрата;
- Круглые.
Плашки для нарезки резьбы метрической и дюймовой
По конструкции различают следующие:
По способу нарезки резьбы делятся на такие виды:
- Для круглой резьбы. Изготавливаются по гост 13536-68;
- Для цилиндрической. Изготавливаются по гост 9740-71;
- Для конической. Изготавливаются по гост 6211-81;
- Для дюймовой регламентирующим является гост 61111-52, а для метрической – гост 9150-81.
Наибольшее распространение получили материалы круглой формы. Они позволяют делать резьбу всего за один проход. Например, раздвижные плашки для нарезки резьбы иной формы, могут гарантировать качество только после трех-четырех проходов. Однако есть у них и недостаток. Например, их использование рекомендовано только тогда, когда к резьбе на трубах или иных предметах предъявляются требования присущие не выше второго класса точности.
Плашки круглой формы (гост 13536-68) позволяют изготовить резьбу мелкого и крупного шага, как в метрической системе исчисления, так и в дюймовой.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.

Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Нарезание резьбы резцами
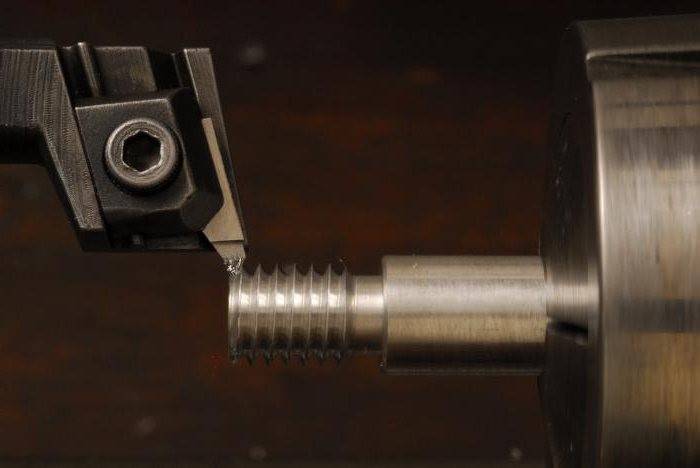
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).

Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
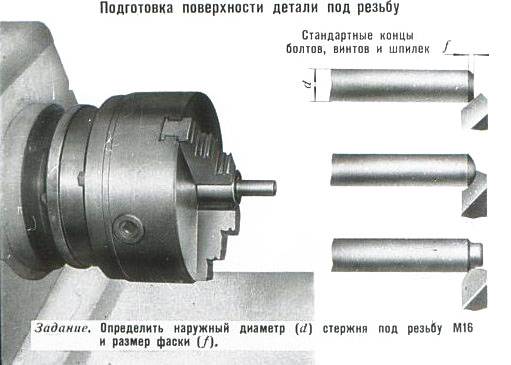







Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Приемы нарезания резьбы резцами
После наладки станка, закрепления обрабатываемой детали, установки и закрепления резца, включают станок и начинают нарезать резьбу, незначительно углубив резец в металл. На поверхности детали получается винтовая риска, шаг которой проверяют линейкой, штангенциркулем или резьбомером. Перед началом следующего прохода резец углубляют по лимбу на требуемую величину.
Нарезать профиль треугольной резьбы резцами можно следующими способами.
Первый способ.
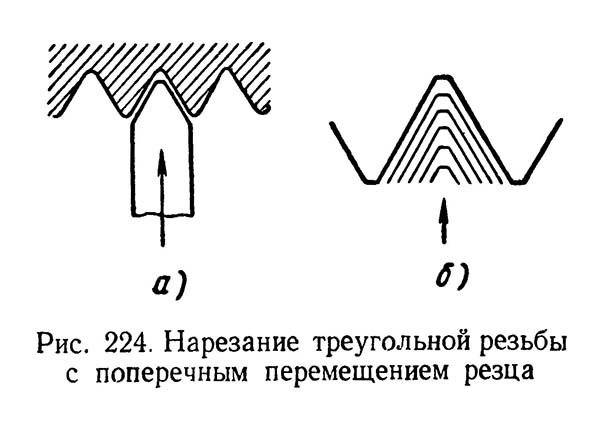
Резец устанавливают перпендикулярно оси детали (рис. 224, а), пользуясь шаблоном, как показано на рис. 219.
Перед каждым новым проходом резец выводят из канавки, перемещая поперечный суппорт на себя. Затем дают станку обратный ход, возвращая продольные салазки суппорта в начальное положение. По возвращении продольных салазок резцу дают поперечное перемещение (рис. 224, б). Отсчет ведут по лимбу винта поперечной подачи. Так повторяют все эти приемы до тех пор, пока резьба не будет нарезана на полную глубину профиля.
Как видно из рис. 224, б, резьба в этом случае нарезается равномерно обеими режущими кромками. При черновом нарезании отделяющиеся толстые стружки мешают друг другу, поэтому возможно заедание резца и получение шероховатой, надорванной поверхности резьбы; при чистовом нарезании, когда снимается небольшая стружка, поверхность получается чистой.
Такой способ подачи резца применяется для нарезания резьб с шагом Sp меньше 2 мм; как на черновых, так и на чистовых проходах резец подается за каждый проход на глубину t = 0,05.. 0,2 мм.
Второй способ. Если шаг нарезаемой резьбы больше 2 мм, резьбу нарезают особым резцом (рис. 225, а). Его устанавливают в верхней части суппорта, повернутой на угол α/2 равный половине угла профиля резьбы, и подают боковым врезанием, перемещая верхнюю часть суппорта под углом к оси детали в направлении, указанном стрелкой. При такой установке резца резание осуществляется в основном левой режущей кромкой (рис. 225, б); правая режущая кромка снимает очень тонкую стружку, поэтому изнашивается медленно.
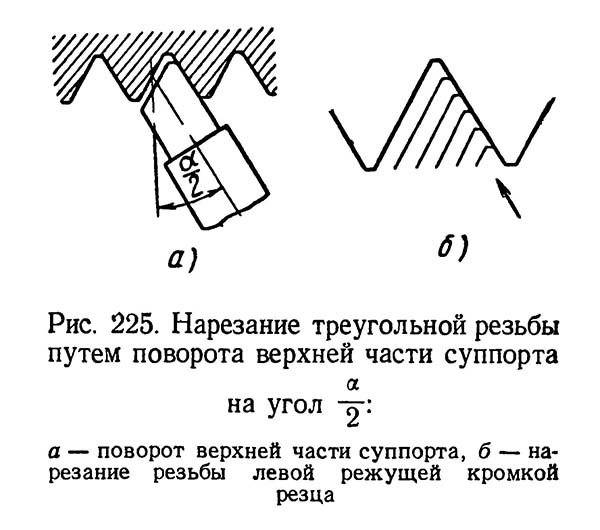
После каждого прохода резец выводят из канавки, перемещая поперечный суппорт на себя (верхнюю часть суппорта не трогают). Затем включают обратный ход станка и возвращают продольные салазки суппорта в их начальное положение. Перед каждым следующим проходом подают поперечный суппорт в прежнее положение (по лимбу, либо по упору). Углубляют резец перемещением верхней части суппорта по лимбу.
Для получения более точной резьбы окончательное нарезание выполняют по первому способу (см. рис. 224).
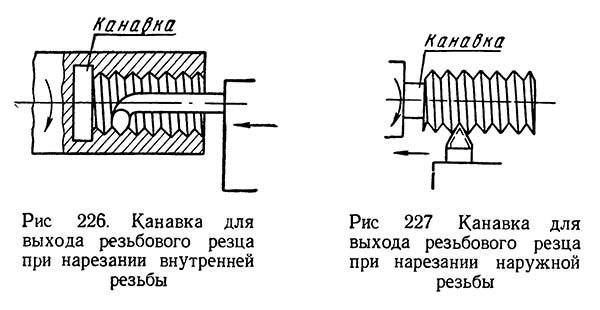
Канавки для выхода резьбового резца. При нарезании как наружной, так и внутренней резьбы у деталей с уступами необходимо предусматривать канавки для выхода резца, чтобы предохранить его от поломки (рис. 226 и 227). Глубина канавки должна быть немного больше глубины резьбы, а ширина канавки должна равняться 2—3 шагам резьбы.
Нарезание правой и левой резьб. При нарезании правой резьбы ходовой винт и шпиндель вращаются против часовой стрелки, а суппорт с резцом перемещаются от задней бабки к передней (см. рис. 193, а). При нарезании левой резьбы трензель должен быть установлен так, чтобы ходовой винт вращался в обратном направлении, т. е. по часовой стрелке при обычном направлении вращения шпинделя. При этом суппорт должен перемещаться к задней бабке (см. рис. 193, б), следовательно, нарезание левой резьбы должно начинаться с левого конца детали, т. е. ближайшего к передней бабке.
Охлаждение. Применение смазывающих и охлаждающих жидкостей при нарезании резьбы является обязательным. Обильное охлаждение предохраняет резец от затупления и способствует получению чистых боковых поверхностей резьбы. В качестве охлаждающих жидкостей при нарезании резьбы в стали и латуни рекомендуются эмульсии, сульфофрезол (дает лучшие результаты); чугунные детали можно нарезать всухую или с керосином.
Обозначения для резцов
Если на токарном станке делают резьбу с использованием специальных резцов, то важно выбрать такую модель, которая соответствует заданным параметрам. Для того, чтобы правильно выбрать деталь, достаточно узнать точное название
В нём указывают следующие характеристики:
Буквенная часть определяет тип резца. Каждый из них имеет свои сильные и слабые стороны, которые необходимо учитывать при выборе.
Цифры, характеризующие номинальный размер инструмента.
Указывают шаг резьбы, который можно создать этим резцом. Если их несколько, то в названии указывают самый мелкий из них.
Если предполагается создать многозаходную резьбу, то сообщают количество заходов и шаг







Последнее число берут в скобки.
Важно знать, для какого направления применяется резец. По умолчанию считается, что оно правое
В случае, если речь идёт о левом, то применяется обозначение LH.
Класс точности инструмента или используемое поле допуска.
Указывают длину свинчивания в том случае, если она отличается от обычной.
Правила обозначения можно объяснить на следующем примере. Вот обозначение на резце: 1: М16х1,5LH–6H. Далее будет рассмотрен каждый его элемент:
«М» говорит о том, что речь идёт об обработке цилиндрической детали. Предполагается, что резец предназначен для создания метрической резьбы.
«16» — это номинальный диаметр.
«1,5» говорит о том, что используется шаг резьбы, равный 1,5 мм.
«LH» означает, что таким образом нарезают левую резьбу.
«6Н» говорит о том, что точность равна 6, а Н — основное отклонение. Использование прописных букв говорит о том, что речь идёт о нарезке внутренней резьбы.
Поскольку длина свинчивания не указана, то это означает, что она нормальная.
Технологии нарезки
Чаще всего нарезка производится при помощи механического станка. Заготовка располагается на станке в вертикальном положении. Механический станок обрабатывает заготовку при помощи резьбовых инструментов – резцов, изготавливаемых из прочных железных сплавов. Внутренняя нарезка производится резцами изогнутой формы, наружная нарезка осуществляется резцами прямой или выгнутой формы. Чтобы получить максимально точную резьбу на механическом станке, нужно правильно соотнести частоту оборотов заготовки и угол воздействия резцов, учитывая параметры производительности станка.
Нарезка производится посредством метчиков – стержней с режущими кромками. Метчики подбираются, исходя из диаметра и шага, и закрепляются в тисках. Изначально используется черновой метчик для придания приблизительных размеров. После применяется чистовой метчик, посредством которого изделию придаются точные формы, в соответствии с заданными параметрами. Внутренняя резьба выполнена правильно только в том случае, если болты ввёртываются в трубу легко и плотно.
Наружное нарезание также может осуществляться вручную при помощи плашки. Этот инструмент закрепляется винтами на плашкодержателе, к нему прикрепляется стержень. Плашка должна находиться под углом 90° относительно оси нарезаемой детали. Далее мастер производит несколько переменных оборотов плашки до тех пор, пока не будет достигнута точная длина заготовки. Правильность выполнения наружного нарезания проверяется калибрами или гайками.





