

Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
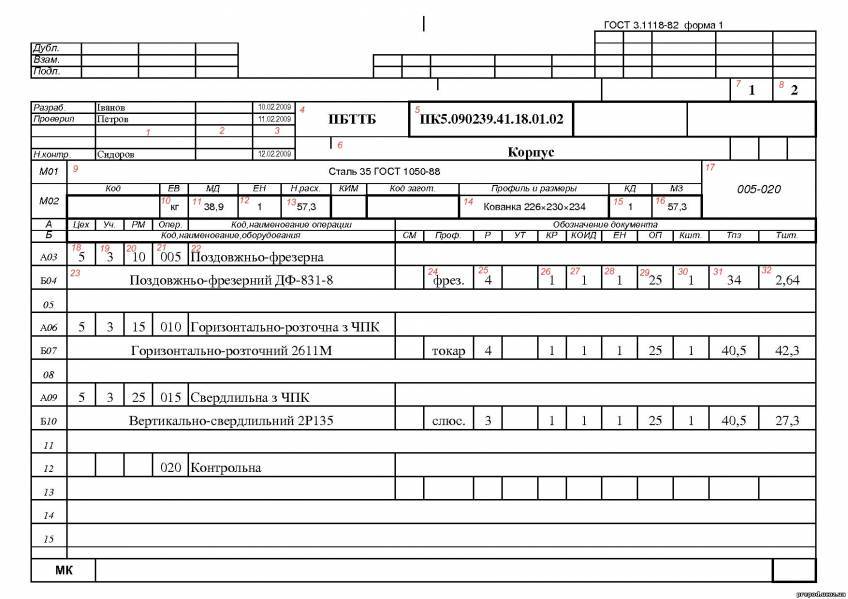
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
ТЕХНОЛОГИЧЕСКАЯ КАРТА ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ
Технологическая карта визуального и измерительного контроля – далее Карта ВиК, разрабатывается аттестованным специалистом по неразрушающему контролю II и III – уровней.
Необходимость Карты ВиК в том, чтобы у специалиста, который осуществляет контроль сварных стыков, были перед глазами предельно-допустимые нормы по объекту контроля.
Контролировать объект может специалист по ВиК I -уровня, но подписывать заключение по ВиК может специалист II и III – уровней.
Подписывать заключение по ВиК должны два специалиста!
В Карте ВиК указывается:
· по какому нормативному документу идет оценка годности,
· условия проведения контроля,
· перечень дефектов, допустимость которых устанавливается после проведения визуально-измерительного контроля,
· размеры, которые следует контролировать при измерительном контроле,
· средства контроля или измерения,
· перечень недопустимых дефектов.
Подписывает Карту ВиК специалист аттестованный в установленном порядке по визуальному контролю не ниже II – уровня.
Мы можем разработать следующие технологические карты по объектам Ростехнадзора.
1. Котельное оборудование (КО),
2. Газовое оборудование (ГО),
3. Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств (ОХНВП),
4. Нефтегазодобывающее оборудование (НГДО),
5. Строительные конструкции (СК).
Перечень технологических Карт ВиК:
· Технологическая карта визуального и измерительного контроля по оборудованию работающего под давлением,
· Технологическая карта визуального и измерительного контроля по трубопроводам пара и горячей воды,
· Технологическая карта визуального и измерительного контроля по технологическим трубопроводам,
· Технологическая карта визуального и измерительного контроля по внутренним, наружным металлическим газопроводам,
· Технологическая карта визуального и измерительного контроля по газопроводам из неметаллических материалов,
· Технологическая карта визуального и измерительного контроля по магистральным газопроводам,
· Технологическая карта визуального и измерительного контроля по строительным металлическим конструкциям,
· Технологическая карта визуального и измерительного контроля по сосудам, работающим под давлением.
Если Вам необходимо разработать технологическую карту визуального и измерительного контроля, напишите нам info @ zibon . ru или воспользуйтесь формой обратной связи.
Необходимые данные для разработки карт ВиК:
1. Наименование объекта,
2. Нормативный документ, для определения к какой категории относится объект,
3. Материал объекта контроля,
5. Типоразмер объекта контроля.
Ваша Заявка в кротчайшие сроки будет рассмотрена, будет определена стоимость и сроки выполнения.
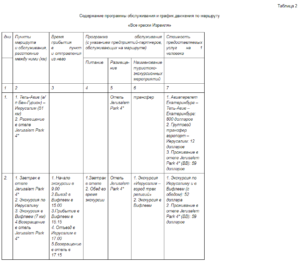
§ 5. Технологическая карта — основной документ для изготовления деталей
После того как сборочный чертёж изделия разработан и выполнена его деталировка (изготовлены чертежи всех деталей, входящих в изделие), переходят к следующей стадии технологического этапа работы над проектом: разработке технологической документации.
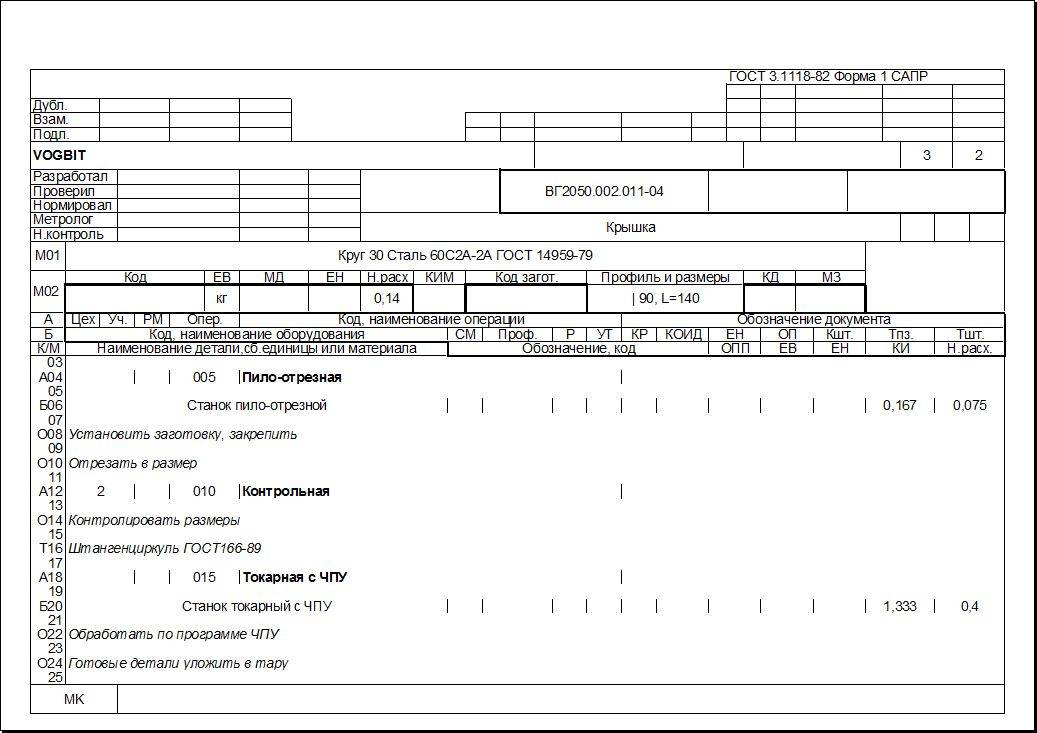
В качестве технологической документации применяют маршрутную карту, в которой указывается маршрут следования заготовок но операциям. В операционной карте содержится подробное описание технологической операции. В технологической карте — последовательность выполнения операций, их графическое изображение, а также перечень инструментов и приспособлений, необходимых для каждой операции. То есть в технологической карте описывается технологический процесс изготовления детали или изделия. В учебных мастерских вы будете работать по технологическим картам.
Изготовление изделий из древесины начинают с внимательного изучения чертежей (эскизов) деталей. Затем подбирают заготовки соответствующих размеров, размечают контуры будущих деталей, обрабатывают заготовки с соблюдением чертёжных размеров, зачищают и отделывают готовые детали. Если изделие состоит из нескольких деталей, то перед окончательной отделкой их соединяют между собой.
В качестве примера в таблицах 2 и 3 приведены технологические карты изготовления деталей из древесины. Деталь, описанная в таблице 2, имеет призматическую форму (форму бруска), в таблице 3 — цилиндрическую и коническую форму.
Таблица 2
Технологическая карта. Изготовление изделия «кегля»
При составлении технологической карты не следует назначать большие припуски на обработку заготовки. Это ведёт к неоправданному расходу древесины, а её нужно использовать экономно.
Практическая работа № 6
Разработка технологической карты изготовления детали из древесины
Рассмотрите и прочитайте выданный учителем чертёж детали из древесины или эскиз детали из своего творческого проекта.
Разработайте технологическую карту изготовления этой детали.
- Определите, какие инструменты понадобятся для изготовления этой детали или детали проектного изделия, запишите их названия в рабочую тетрадь.
Составьте с помощью компьютера технологическую карту изготовления детали своего проектного изделия и заполните её.
Проверяем свои знания
Что Такое деталировка?
Что указывается в технологической карте?
Из каких этапов состоит технологический процесс изготовления детали из древесины?
- Вспомните, какого специалиста называют технологом.
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Российской Федерацией
2 ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 15 апреля 1994 г.
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национальногооргана по стандартизации
Госстандарт Республики Казахстан
4 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 31 января 1995 г. N 27 межгосударственный стандарт ГОСТ 3.1129-93 введен в действие в качестве национального стандарта Российской Федерации с 1 января 1996 г.
5 ВЗАМЕН ГОСТ 3.1104-81 в части раздела 3
6 ПЕРЕИЗДАНИЕ. Сентябрь 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
Что такое диагностическая карта
Диагностическая карта — результат технического осмотра машины. Осмотр проводят аккредитованные станции техобслуживания. Благодаря техосмотру водитель и другие участники дорожного движения уверены, что от грузовика не отвалится колесо, а у автобуса с детьми не откажут тормоза.
Без диагностической карты не продадут полис ОСАГО. Штраф за вождение без полиса — 800 рублей.
Когда проходить техосмотр. Это зависит от того, сколько лет машине:
- от 4 до 10 лет — каждые два года;
- старше 10 лет, а также если это такси или автобус до 5 лет — ежегодно;
- такси и автобусы старше 5 лет и прицепы грузовиков — каждые полгода.
Что изменится с 1 марта 2021 года. Диагностические карты станут электронными. Информация о картах уже хранится в Единой автоматизированной информационной системе (ЕАИСТО). С 2021 года бумажные карты отменят.
На станции техосмотра в карточку записывают информацию о машине, данные ПТС, дают заключение и ставят печать. По этой карте водитель может получить полис ОСАГО
Что такое технологическая карта
Под технологической картой понимают документ, раскрывающий полную информацию о процессе или явлении, принимающем непосредственное участие в производстве технических объектов.
Чаще всего техкарта разрабатывается отдельно для каждого крупного техносферного объекта.
Основные положения, которые описывает карта:
- требуемые действия;
- последовательность совершаемый действий;
- периодичность работы;
- временные затраты (нормативные и аварийные);
- итог совершения действий;
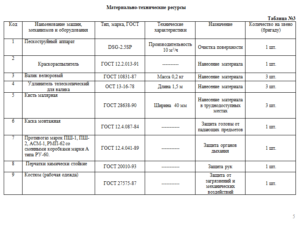
- необходимое оборудование, материалы, комплектующие и прочее.
По сути технолоческая карта является «подробной инструкцией» на предприятии. Она содержит основные комментарии для каждого этапа процесса. Однако не каждому объекту нужно подготавливать карту – это «привилегия» наиболее сложных технических объектов.
Особенности оформления маршрутного листа
Существующее законодательство не предусматривает унифицированную форму данного бланка. Поэтому на каждом предприятии его разрабатывают самостоятельно с учетом производственной специфики. Тем не менее, существуют рекомендации по заполнению бланка, выработанные на практике.
На бланке обязательно должны быть указаны:
- название документа;
- его номер;
- наименование организации;
- должность работника (водитель, курьер, другие должности);
- сведения о транспортном средстве;
- дата заполнения.
Далее информация может быть представлена в виде таблицы, в которой выделены отдельные графы для указания начальной и конечной точек движения. Отдельный столбец посвящается цели поездки. На некоторых предприятиях в документ вносятся данные о полученной оплате и ее отсрочке. В частности, указывается размер полученной суммы, а также способ оплаты. Иногда в таблице предусматривается столбец для указания срока отсрочки.
Для удобства планирования в бланке можно создать отдельную графу, в которой будет указываться частота посещения торговой точки. Этот показатель, в зависимости от производственных потребностей, можно подразделить на несколько категорий. Например, если товар поставляется по нескольким адресам, но с разной периодичностью, можно создать категории А, B и С, где «А» будет означать доставку раз в день, «B» — раз в три дня, «С» — раз в семь дней. Категории и их расшифровка могут варьироваться в зависимости от потребностей предприятия.
Стоит помнить, что документ в обязательном порядке должен быть заверен подписью водителя, уполномоченного лица и работника бухгалтерии.
Нередко работодатель требует отметки получателя груза о том, что передача состоялась.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
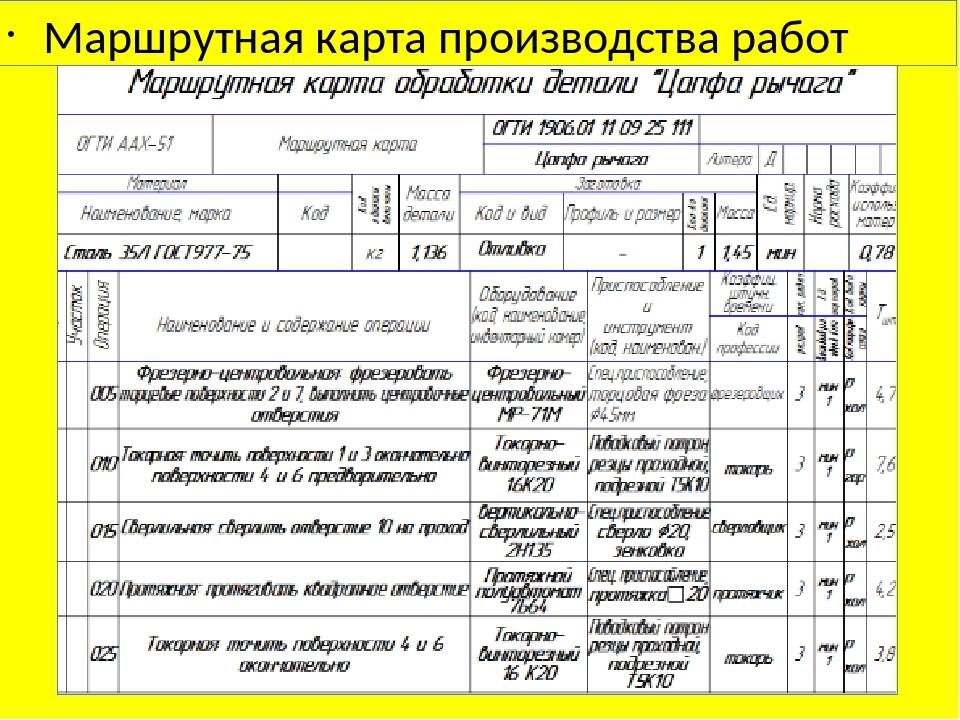
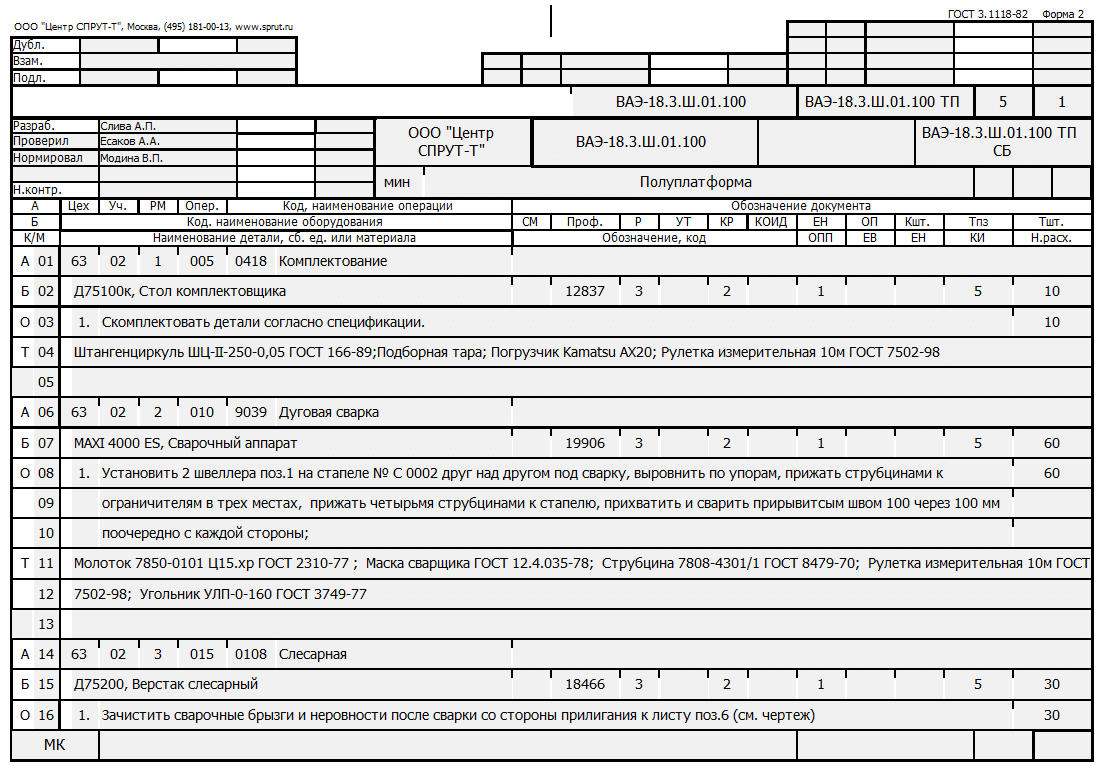
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
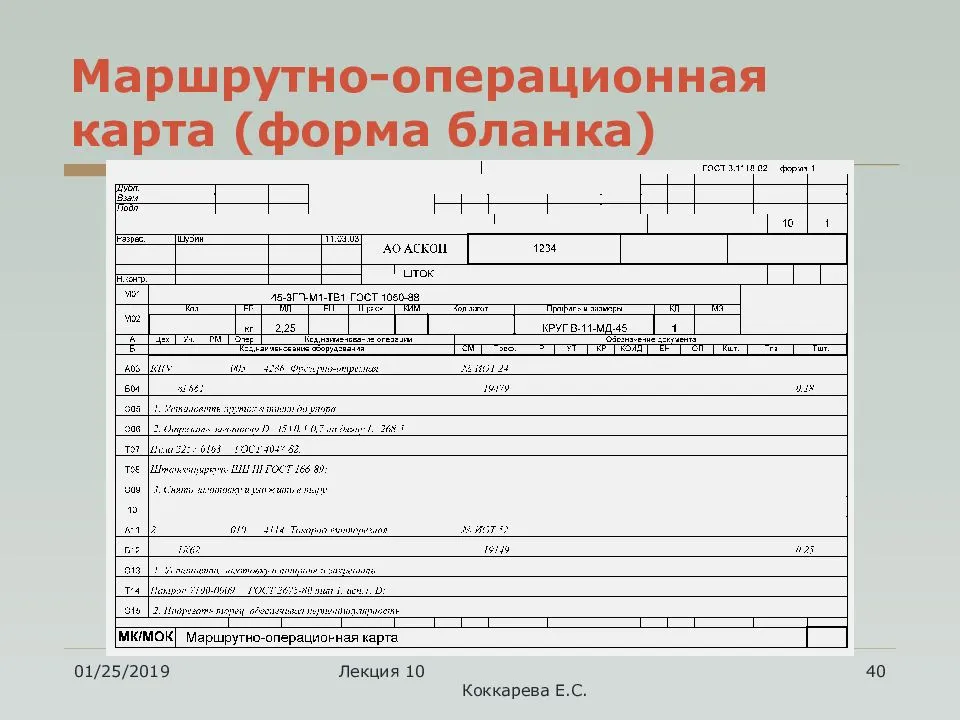
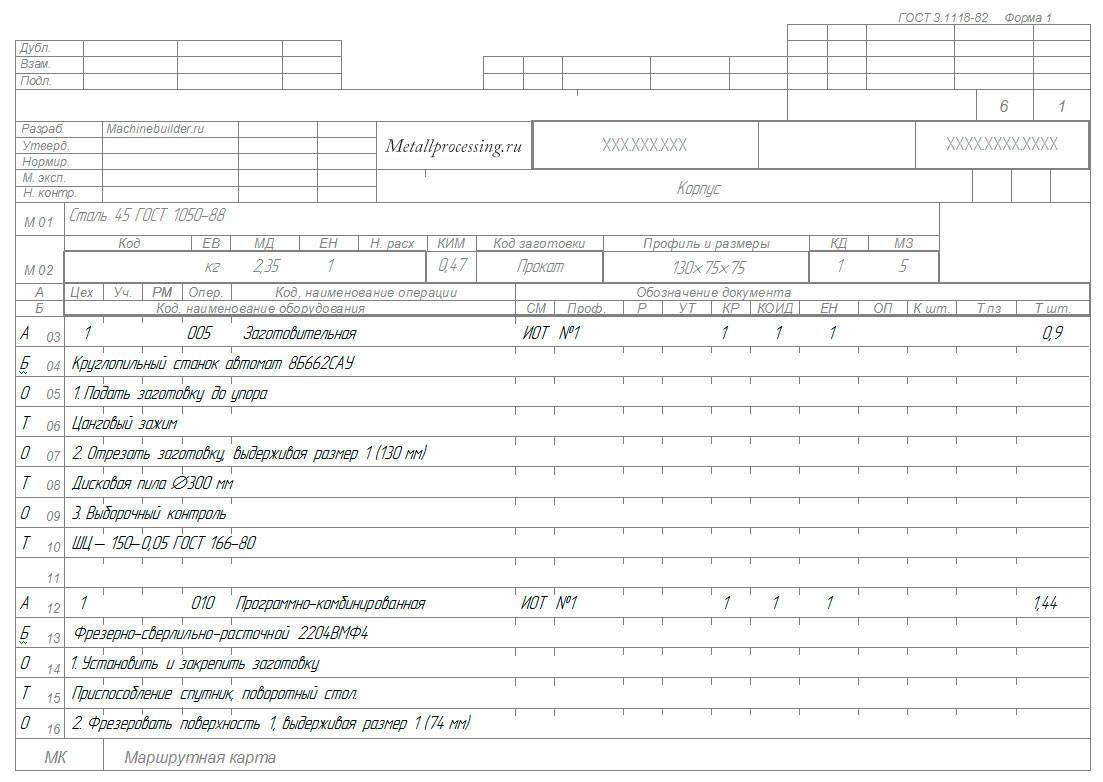
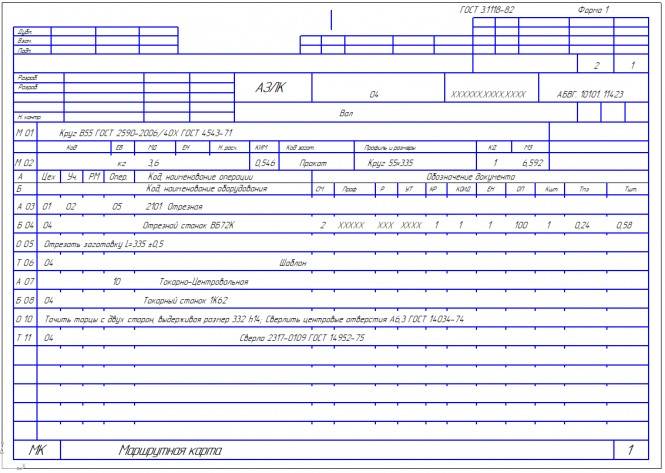
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
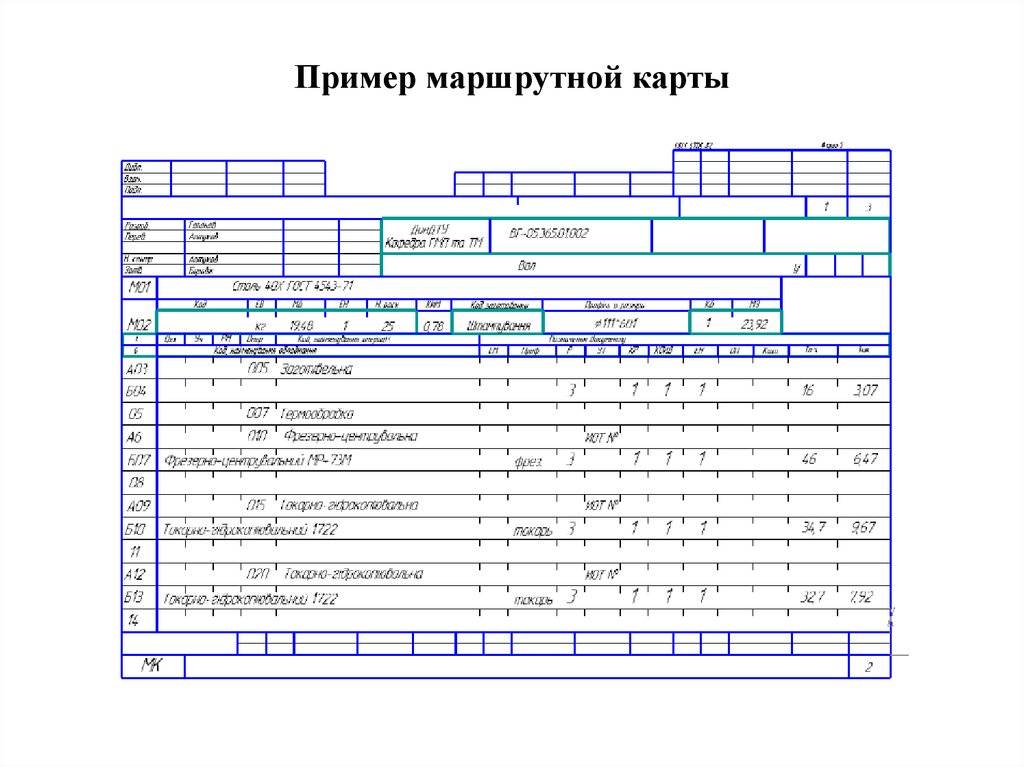
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Образец и правила составления технологической карты
Технологическая карта составляется в виде обычного документа, в котором наряду с текстовой частью, как правило, присутствует и описание процесса в виде таблицы, схемы, рисунка, чертежа и т.п. Стандартная структура документа включает в себя такие разделы:
- Название.
- Область применения.
- Организация выполнения работ – описание условий, требований к сырью, оборудованию.
- Собственно алгоритм действий.
- Характеристики готового продукта (требования к нему).
- Данные по испытаниям в разных условиях – температура, влажность, уровень освещенности и др.
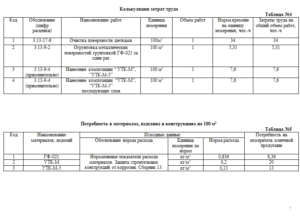
- Технико-экономические показатели (смета затрат на производство, в том числе трудовых ресурсов).
- Смета материалов и других ресурсов на единицу продукции.
- Техника безопасности во время изготовления продукта.
Наличие всех этих разделов необязательно. Однако в случае со сложными процессами, например, по возведению, ремонту строительных объектов обычно присутствуют все перечисленные пункты. При составлении технологической карты можно ориентироваться на готовые образцы для разных видов деятельности, представленные ниже.
Строительных работ
Для них составляют наиболее сложные технологические карты
В документе важно отразить не только исчерпывающую информацию по условиям процесса, последовательности действий и требованиям к готовому продукту, но и сослаться на соответствующие регламентирующие документы (ГОСТ и другие стандарты)

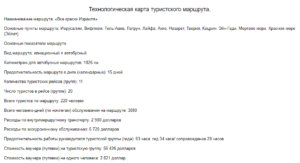
Маршрута
В этом случае документ содержит исчерпывающие сведения о маршруте – описание транспортного средства, количество человек, начальный, промежуточные и конечные пункты, планируемое время прибытия/убытия, состав передвигающейся группы и т.п.

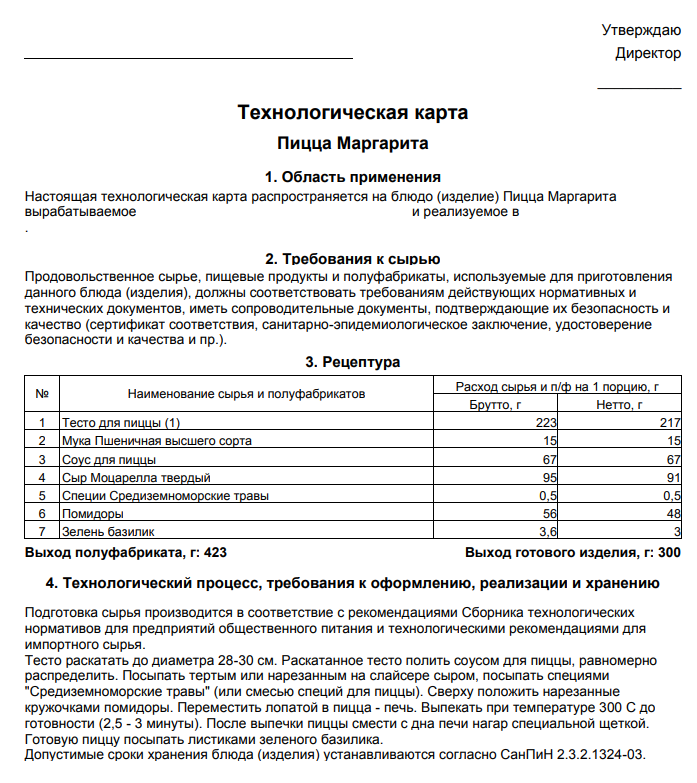
Пищевого производства
Это одни из наиболее простых видов карт, которые содержат не так много разделов, как, например, в случае со строительными работами. Достаточно описать базовые ингредиенты, их количество, а также последовательность действия для приготовления того или иного блюда.
Урока
Карта представляет собой схематическое изображение конспекта урока. В этом смысле документ напоминает план занятия с пошаговым описанием действий учителя и учащихся.
Разработка технологических карт – это процесс создания организационно-технологических документов для выполнения технологических процессов, определения состава операций, требований к качеству и охране труда.
 АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
Наши специалисты разрабатывают технологические карты, которые содержат комплекс организационно-технологических решений с использованием наиболее эффективных и современных средств механизации, технологической оснастки, инструмента и приспособлений.
Технологическая карта является частью организационно-технологической документации и определяет правила выполнения технологического процесса, выбор средств технологического обеспечения, строительных машин, оборудования, необходимых материально-технических ресурсов, требования к качеству и приемке работ, а также мероприятия по охране труда, безопасности, охране окружающей среды и пожарной безопасности.
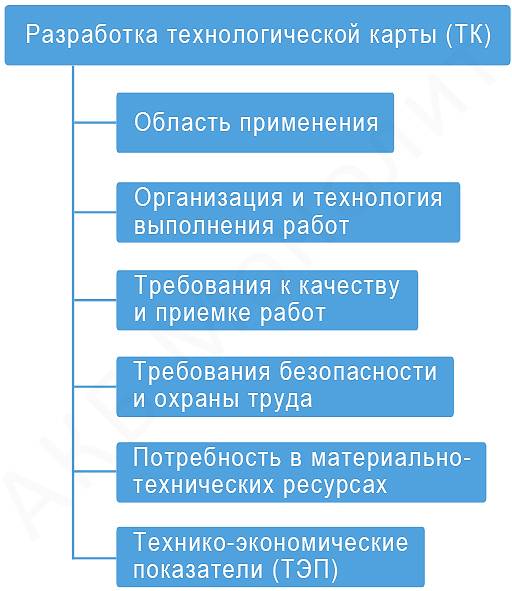
Разработка технологических карт делится на шесть основных частей:
- Область применения
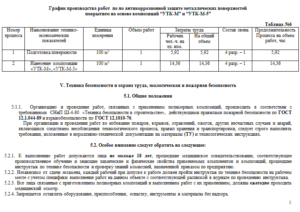
- Организация и технология выполнения работ
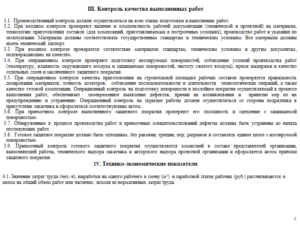
- Требования к качеству и приемке работ
- Требования безопасности и охраны труда
- Потребность в материально-технических ресурсах
- Технико-экономические показатели
С этим читают
ПРАВИЛА ПРИМЕНЕНИЯ
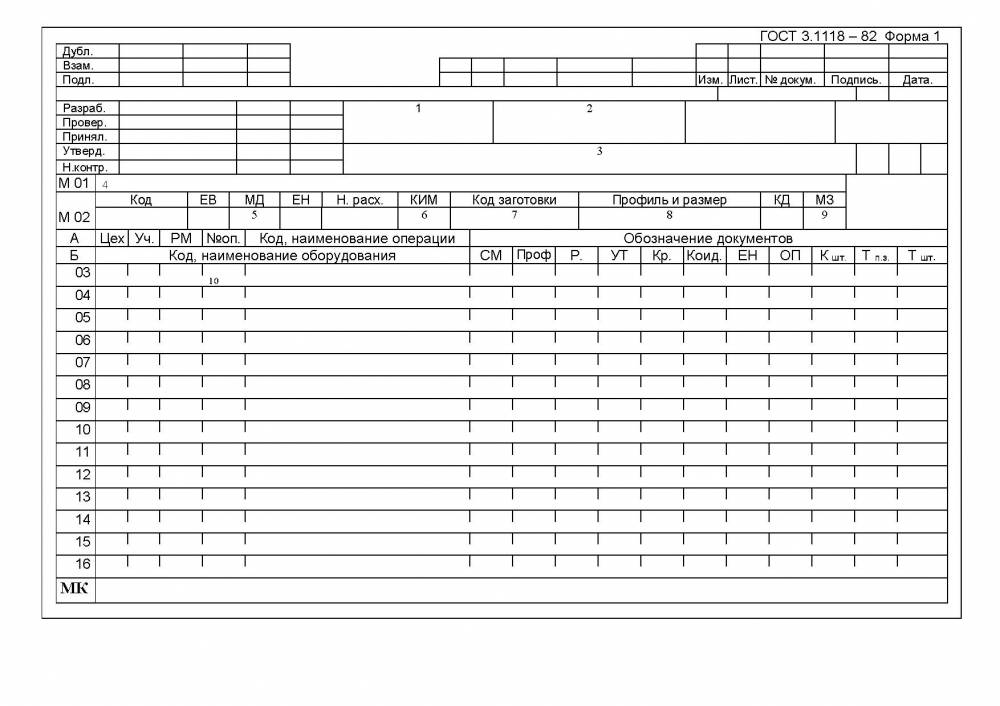
2.1. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации) по табл.1.
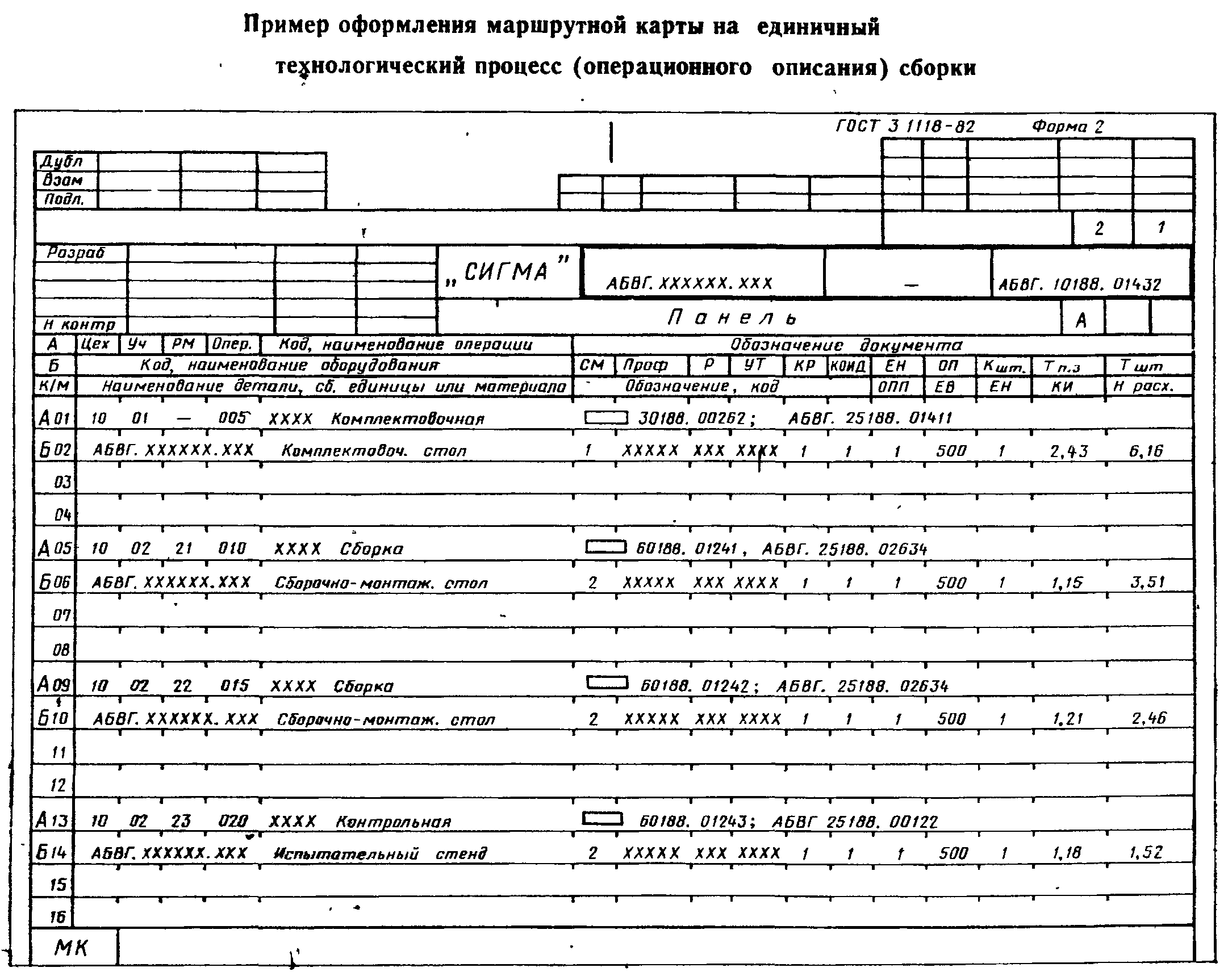
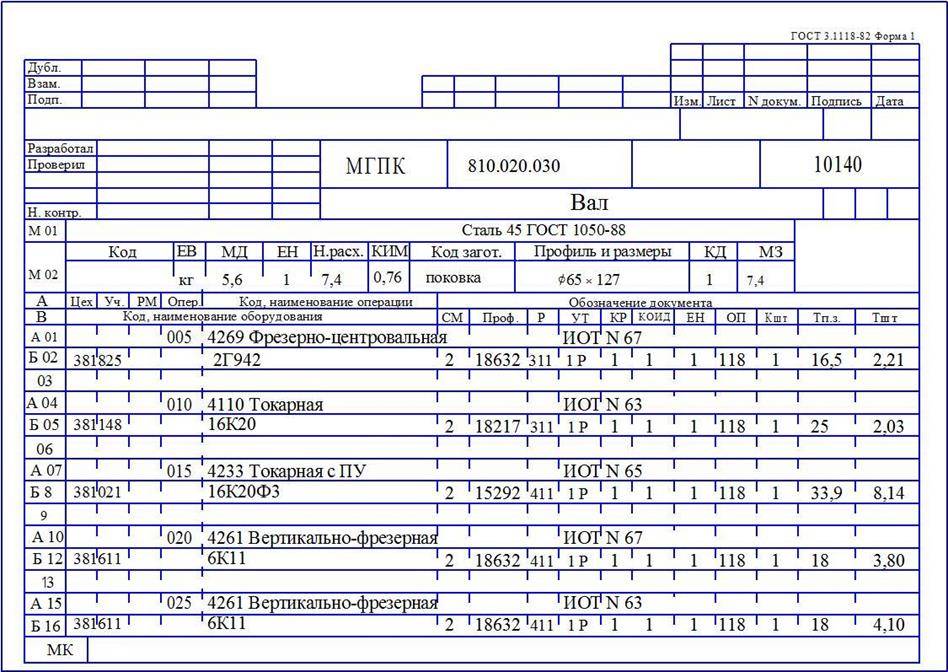
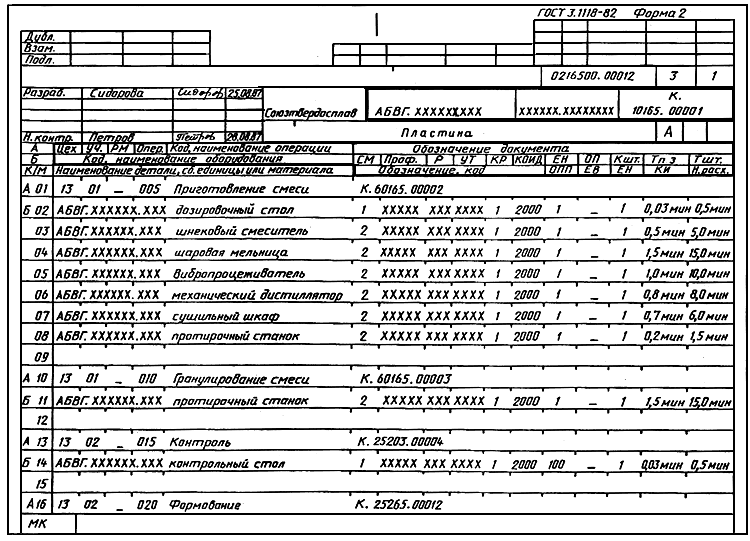

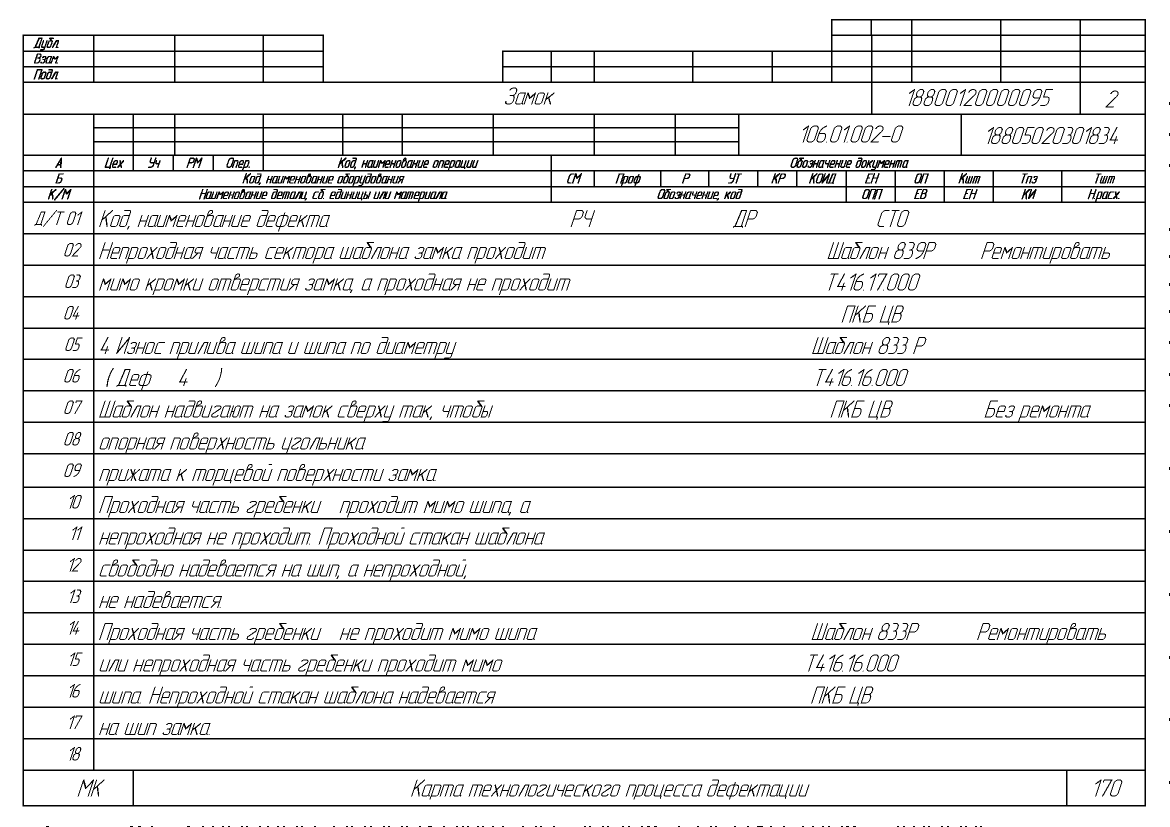
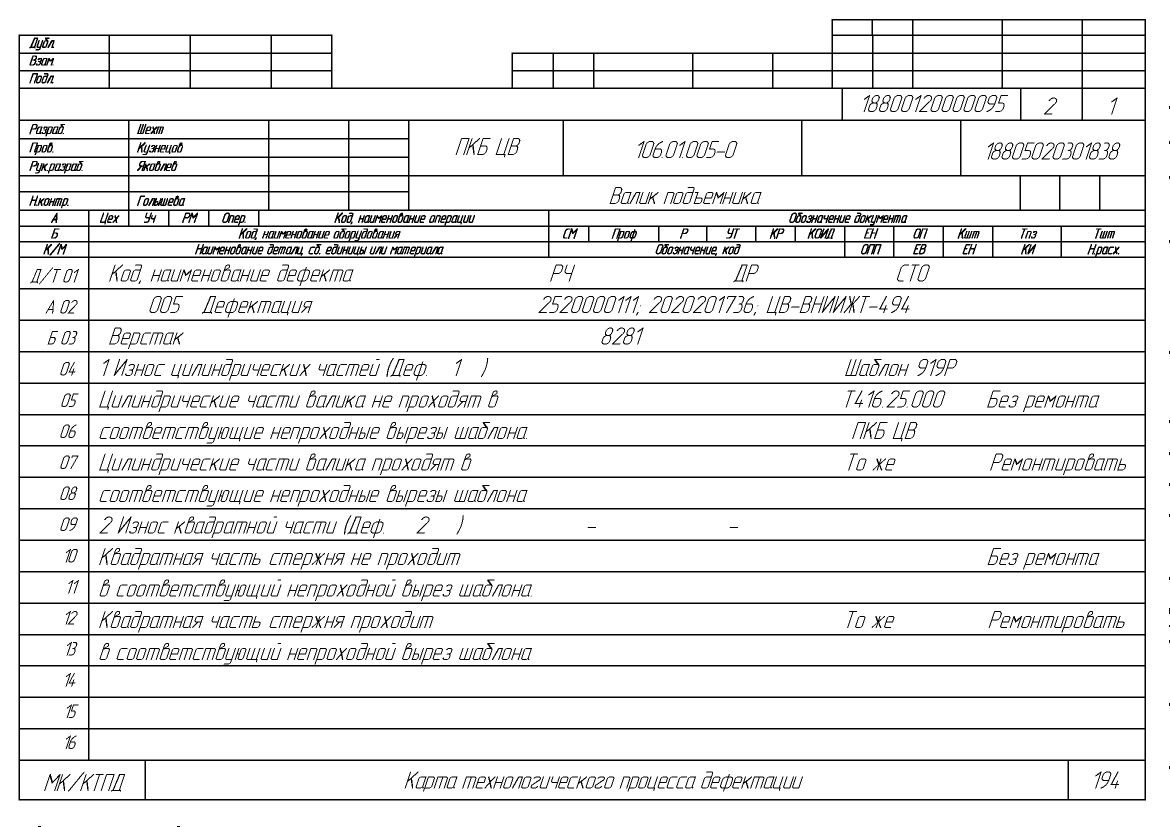
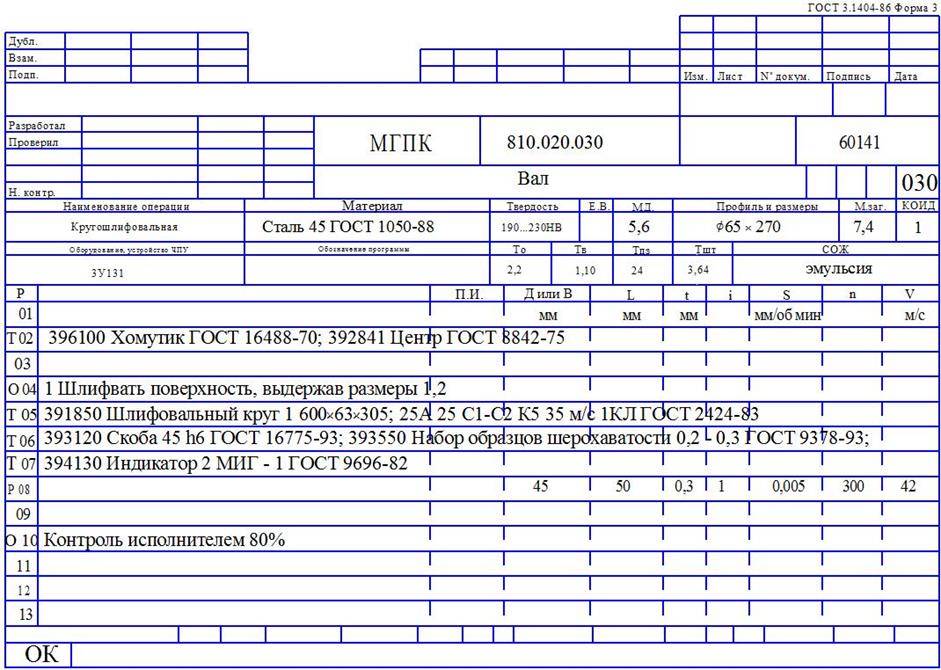
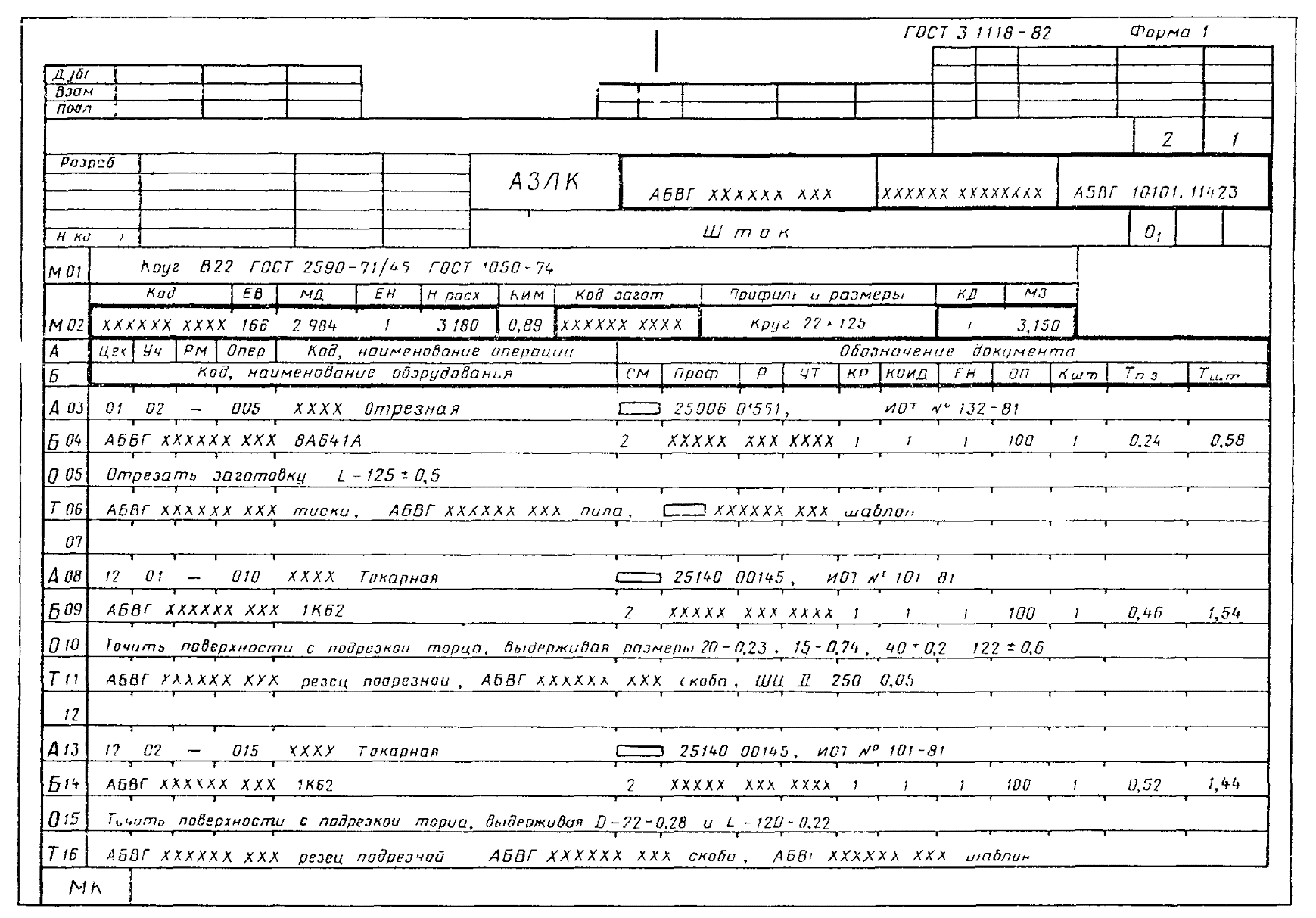
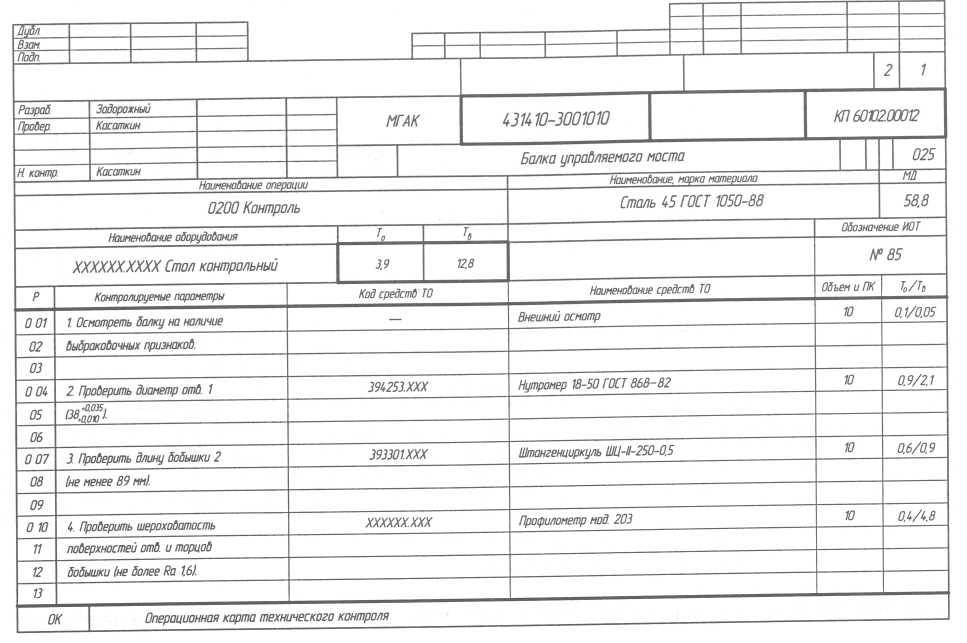
Таблица 1
Вид технологического процесса | Номер формы МК | Назначение формы МК | Применяемый метод проектирования | Применение |
Единичные технологические процессы, выполняемые с применением различных методов обработки | 1 | Первый или заглавный лист | Все методы | При автоматизированной распечатке форм на АЦПУ размеры высоты граф следует увеличить до 8,5 мм за счет уменьшения количества основных строк, предназначенных для описания операций (см. форму 5) |
3 | То же | То же | ||
5 | “ | Автоматизированное | Форма предусматривает вертикальное расположение поля подшивки с нанесением блока дополнительной информации основной надписи резиновым штампом. Форма рассчитана на размещение 128 символов в строке | |
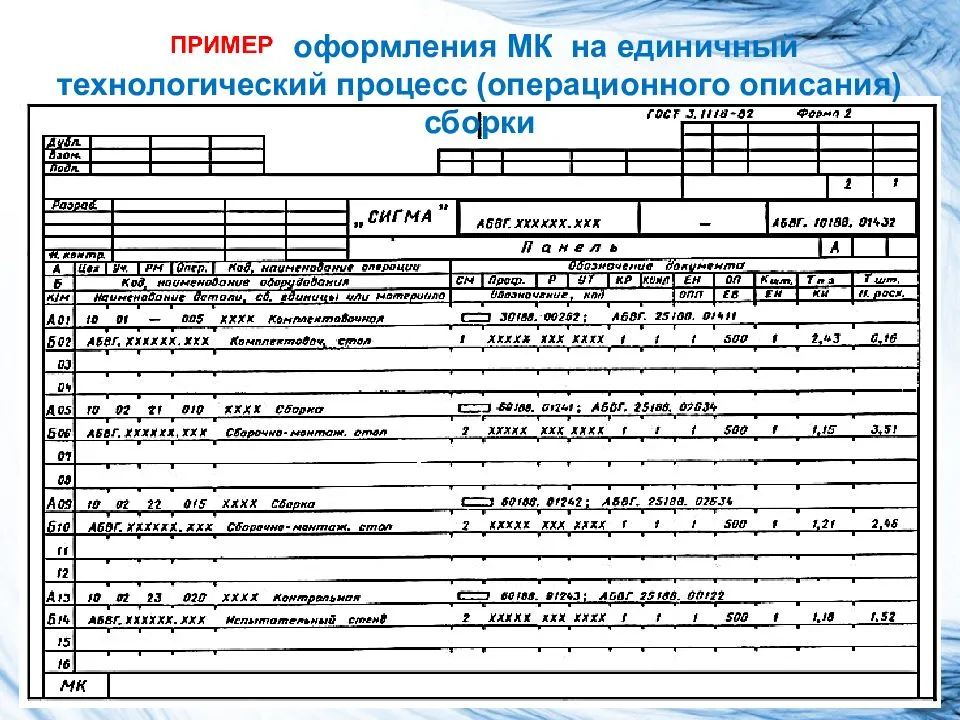
Единичные технологические процессы сборки (разъемные и неразъемные соединения) | 2 | “ | Все методы | См. применение форм 1 и 3 |
4 | “ | То же | То же | |
6 | “ | Автоматизированное | См. применение формы 5 | |
Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта | 2 | “ | Все методы | См. применение форм 1 и 3 |
4 | “ | То же | То же | |
6 | “ | Автоматизированное | См. применение формы 5 | |
Единичные технологические процессы, выполняемые с применением различных методов изготовления и ремонта | 2 | Первый или заглавный лист | Все методы | В случае применения МК, взамен соответствующих КТП, совместно с соответствующей КТИ, содержащей переменную информацию |
4 | То же | То же | ||
6 | “ | Автоматизированное | ||
Единичные, типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта | 1б | Последующие листы | Все методы | См. применение форм 1 и 3 |
3б | То же | То же | То же | |
5а | “ | Автоматизированное | См. применение формы 5 | |
1а | Оборотная сторона | Не механизированное и не автоматизированное | Рекомендуется применять для документов маршрутного описания и не подлежащих микрофильмированию | |
3а | То же | То же |
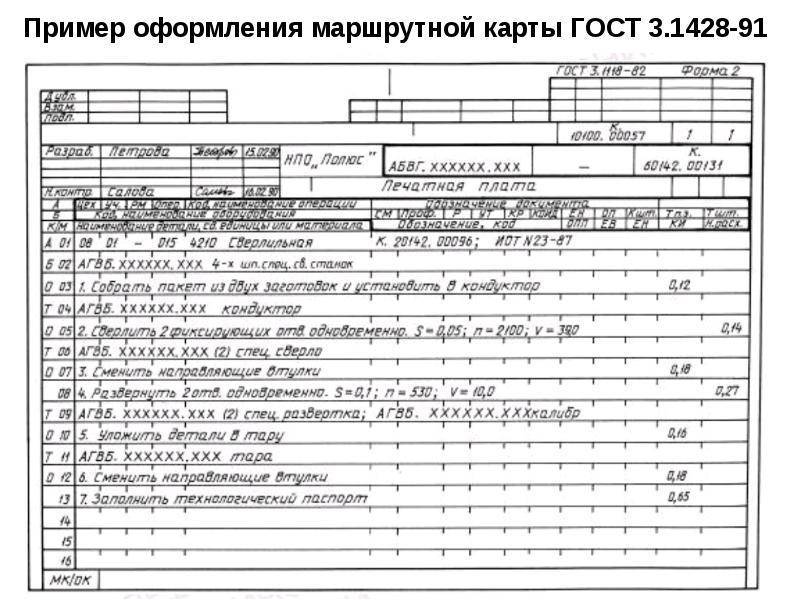
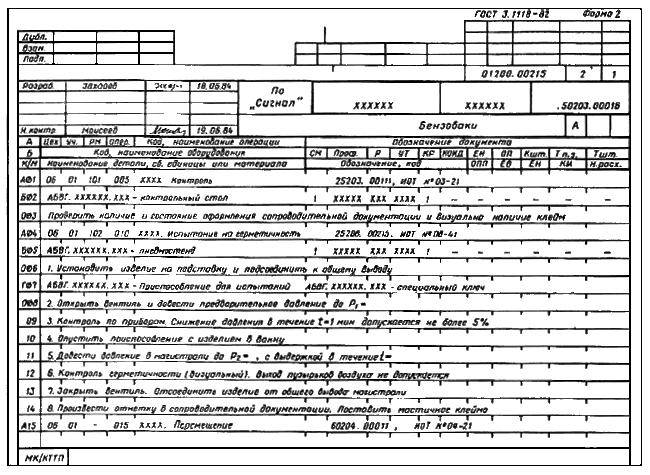
2.2. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.

2.3. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
Отличие маршрутного листа от путевого
Некоторые специалисты не различают два указанных выше понятия. Несмотря на их кажущуюся схожесть, они имеют ряд существенных отличий. В частности, маршрутный лист:
- может иметь произвольную форму, в то время как путевой составляется по утвержденной законодательством форме;
- не содержит сведения о количестве горючего и километраже;
- выдается при производственной необходимости;
- не оформляется на водителей легковых автомобилей, обслуживающих должностных лиц.
Таким образом, путевой лист выдается при осуществлении любых перевозок, связанных с работой, в отличие от маршрутного. Кроме того, путевой лист относится документам строгой отчетности и должен храниться на предприятии пять лет, в отличие от маршрутного, который может быть уничтожен после оформления акта приема работ.





