

Область применения титановых сплавов
Титан обладает прекрасными конструкционными свойствами: он прочен (вдвое прочнее алюминия), легок (почти вдвое легче стали), упруг, не ржавеет, хорошо выдерживает напряжения растяжения, сжатия и скручивания. От широкого применения легкого и прочного металла сдерживает его высокая стоимость и сложность обработки. Из титана делают самые ответственные высоконагруженные детали в аэрокосмической отрасли — там, где малый вес важнее высокой цены. Это как детали планера самолета, так и детали двигателя — крыльчатки нагнетателей и воздухозаборники.

Область применения титановых сплавов
Титан также широко применяется в производстве вооружений — от деталей стрелкового оружия и бронежилетов до корпусов подводных лодок, выдерживающих погружение на рекордные глубины в 1000 метров.
В нефтегазовой отрасли литье титановых сплавов применяется для изготовления труб и запорной арматуры для установок нефтегазодобычи, нефтепроводов и нефтегазоперерабатывающих заводов.
Прокат и литье из титана применяется также для производства деталей элитных и гоночных автомобилей и мотоциклов, велосипедов и часов.
Благодаря физиологической инертности из титановых сплавов делают также зубные и костные протезы.
Преимущества изделий из литья алюминия
Особенными характеристиками алюминия являются его мягкость и высокие антикоррозийные свойства. При взаимодействии с воздухом на поверхности алюминия образуется оксидная пленка, которая и наделяет алюминий антикоррозийными качествами. Кроме того, литые алюминиевые детали отличаются:
- Малым весом;
- Экологической безопасностью;
- Устойчивостью к перепадам температур;
- Высоким коэффициентом звукопоглощения;
- Долговечностью.
Характеристики отливок возможно корректировать благодаря применению разного рода примесей.
Специальные способы литья алюминия позволяют получить достаточно сложные изделия высокого качества исполнения с наилучшими технологическими характеристиками.
Указания к точности посадки
Причины неточного прилегания могут быть разными и являются не только следствием ошибок в процессе литья. Для объектов разного объема и геометрической формы (монолитные вторичные конструкции, телескопические супраконструкции и супраконструкции на имплантатах) не всегда достаточно одной величины расширения, регулируемой с помощью концентрации жидкости для замешивания паковочной массы.
В таком случае, например, можно с помощью различной концентрации жидкости для паковочной массы выровнять неравномерную геометрию вторичных коронок у телескопов. При этом вторичные коронки заполняются паковочной массой с более высокой концентрацией жидкости, и затем опока заливается паковочной массой с низкой концентрацией жидкости (двухфазовая паковка)
При изготовлении комбинированного протеза важно, чтобы отфрезерованные плоскости имели гладкую форму, благодаря чему, в свою очередь, можно достичь правильного прилегания плеч распределения смещения (рис. 11)

Рис. 11. Точное прилегание: плечо распределения смещения из неблагородного сплава.
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
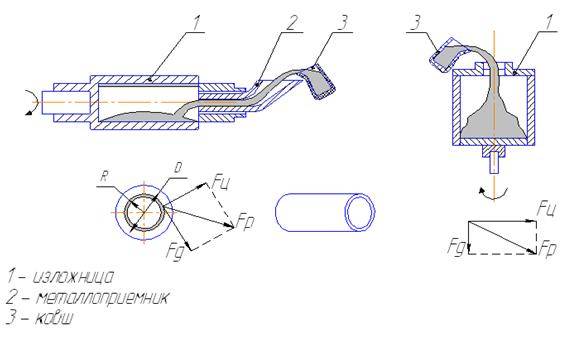
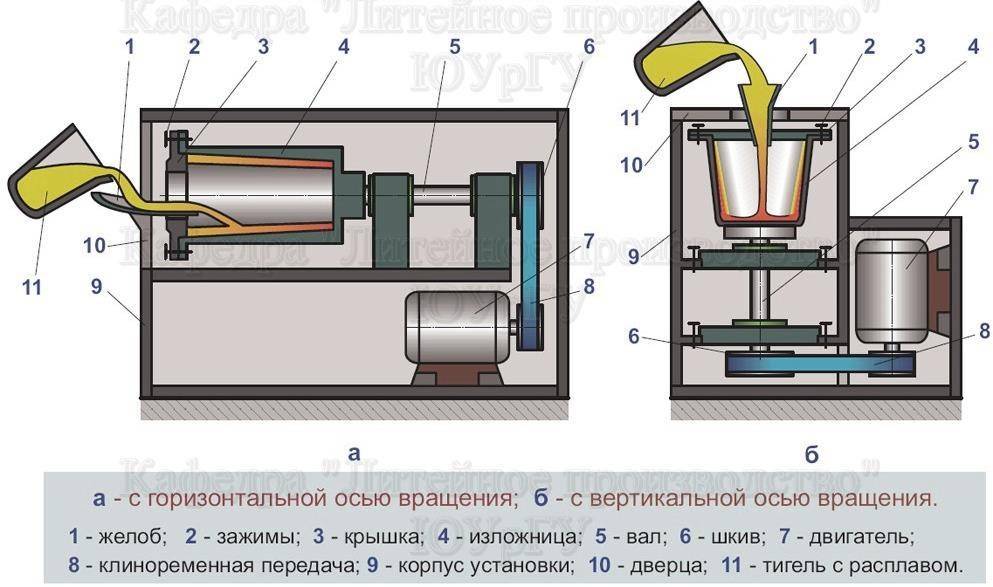
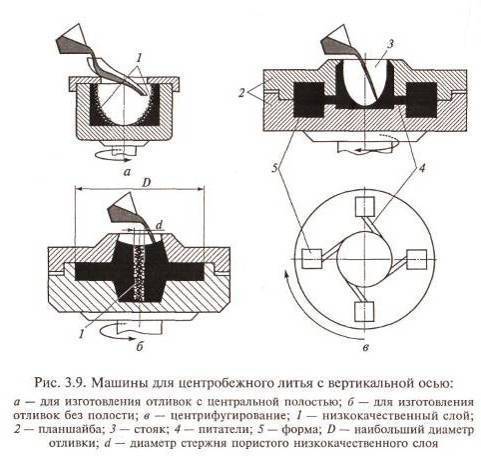
Центробежное литье с вертикальной осью вращения
Для того чтобы получить отливку на машинах, которые вращают форму вокруг оси, расположенной вертикально, заливка расплавленного металла или сплава производится сверху во вращающуюся форму через отверстие расположенное по оси вращения шпинделя.
В процессе вращения металл или сплав под влиянием центробежных сил стремится к боковым стенкам формы (изложницы). Вращение осуществляется до тех пор, пока форма затвердеет полностью. Как только это произойдет, форма останавливается, и из нее извлекается отливка.
Одной из характерных особенностей тех отливок, которые получаются на машинах с вертикальными осями вращения, является то, что толщина их стенок неравномерна по высоте: в нижней части они получаются более толстыми. Во многом именно поэтому таким способом обычно изготавливают отливки с небольшим габаритным значением по высоте: кольца, фланцы, короткие втулки.
Преимущества и недостатки центробежного литья
С помощью центробежного литья получить отливку, имеющую геометрически правильную свободную поверхность, можно только в том случае, если частота вращения является строго определенной (она определяется таким показателем, как гравитационный коэффициент). Если частота вращения отливки оказывается недостаточной, то вследствие усадки, как при вертикальном, так и при горизонтальном положении оси неизбежно возникают искажения.
Таким образом, можно констатировать, что одним из преимуществ центробежного литья является то, что оно позволяет существенно улучшить показатель заполняемости формы расплавом, поскольку на него действует повышенное давление, возникающее под воздействием центробежных сил. Кроме того, в отливках образуется меньше раковин, пор, разнообразных включений, существенно возрастает их плотность.
Необходимо также отметить, что достоинством этого метода литья является также уменьшение расхода металла и повышение такого показателя, как выход годного, по причине отсутствия литниковой системы. Помимо этого, при центробежном литье деталей и заготовок, имеющих форму труб и втулок, не нужно нести затраты на технологические стержни.
Что касается недостатков, то они у центробежного литья тоже есть. К таковым относится трудность изготовления отливок из тех сплавов, что склонны к ликвации; неточность размеров полости отливок, имеющих свободные поверхности; повышенная загрязненность поверхностей отливок ликватами и неметаллическими включениями (из-за этого приходится существенно повышать припуски на их механическую обработку).
Основные свойства титана
- Цвет: серебристо-белый
- Плотность: 4,54 г/см³
- Температура плавления: 1668°С
- Температура кипения: 3260°С
- Теплопроводность: 21.9 Вт/(м·К)
- Атомный номер: 22
- Атомная масса: 47,9
- Удельная теплота плавления: 358 кДж/кг
- Удельная теплоемкость (при 20°С): 0,54 кДж/(кг.°С)
- Модуль упругости: 112 ГПа
Механические свойства титана в большой степени зависят от содержания примесей, особенно Н, О, N и С, образующих с титаном твердые растворы внедрения и промежуточные фазы: гидриды, оксиды, нитриды и карбиды. Небольшое содержание кислорода, азота, углерода повышает твердость и прочность, но при этом значительно уменьшается пластичность, снижается коррозионная стойкость, ухудшается свариваемость, способность к пайке и штампуемость. Титан обладает высокими прочностью и удельной прочностью в условиях глубокого холода.
Технический титан хорошо обрабатывается давлением при 20-25°С и повышенных температурах. Из него изготовляют все виды прессованного и катаного полуфабриката (листы, трубы, проволоку, поковки и др.). Ковку проводят при температуре 1000-750°С, горячую прокатку – на 100°С ниже температуры ковки. Горячей прокаткой получают листы толщиной более 6 мм, листы меньшей толщины изготовляют холодной прокаткой или с нагревом до 650-700°С. Температура прессования 950-1000°С. Титан хорошо сваривается аргонодуговой и всеми видами контактной сварки. Сварной шов обладает хорошим сочетанием прочности и пластичности. Прочность шва составляет 90% прочности основного металла.
Титан плохо обрабатывается резанием, налипает на инструмент, что приводит к его быстрому износу. Для обработки титана требуется инструмент из быстрорежущей стали и твёрдых сплавов, малые скорости резания при большой подаче и глубине резания, интенсивное охлаждение. Недостатком титана является также низкая антифрикционность.







![Литье по выплавляемым моделям [1986 телесов м.с., ветров а.в. - изготовление и ремонт ювелирных изделий]](https://benzo-electro-instrument.ru/wp-content/uploads/f/2/0/f2057a97d2fa3bdebd5d1c6135e4cec2.jpeg)
Титановые сплавы
Достоинством титановых сплавов по сравнению с титаном являются более высокие прочность и жаропрочность при достаточно хорошей пластичности, высокой коррозионной стойкости и малой плотности. Титан в виде сплавов является важнейшим конструкционным материалом в авиа- и ракетостроении, в кораблестроении. Самым распространённым в мире титановым сплавом является сплав Ti-6Al-4V, который в российской классификации имеет обозначение ВТ6. Для изготовления деталей методами порошковой технологии используют сплавы ВТ5, ВТ5-1, ОТ4, ВТЗ-1 и другие.
По технологии изготовления титановые сплавы подразделяются на деформируемые, литейные и порошковые. По механическим свойствам титановые сплавы подразделяются на сплавы нормальной прочности, высокопрочные, жаропрочные, повышенной пластичности. По способности упрочняться с помощью термической обработки они делятся на упрочняемые и неупрочняемые термической обработкой; по структуре в отожженном состоянии они классифицируются на а-, псевдо-а, а + р, псевдо-р и р-сплавы.
Применение титановых сплавов
- В авиастроении, ракетостроении: каркасные детали, обшивка, топливные баки, детали реактивных двигателей, диски и лопатки компрессоров, детали воздухозаборника, детали корпусов ракетных двигателей второй и третьей ступени и т.д.
- В судостроении: обшивка корпусов судов и подводных лодок, сварные трубы, гребные винты, детали насосов и др.
- В химической промышленности: реакторы для агрессивных сред, насосы, змеевики, центрифуги и др.
- В гальванотехнике: ванны для хромирования, анодные корзины, теплообменники, трубопроводы, подвески и др.
- В газовой и нефтяной промышленности: фильтры, седла клапанов, резервуары, отстойники и др.
- В криогенной технике: детали холодильников, насосов компрессоров, теплообменники и др.
- В пищевой промышленности: сепараторы, холодильники, ёмкости для продуктов, цистерны и др.
- В медицинской промышленности: инструмент, наружные и внутренние протезы, внутрикостные фиксаторы, зажимы и др.
Марки и классы титана
| Титановая губка | ||||
| ТГ-100 | ТГ-110 | ТГ-120 | ТГ-130 | ТГ-150 |
| ТГ-90 | ТГ-Тв |
| Титан технический | ||
| ВТ1-0 | ВТ1-00 | ВТ1-1 |
| Титановый литейный сплав | ||||
| ВТ14Л | ВТ1Л | ВТ20Л | ВТ21Л | ВТ3-1Л |
| ВТ5Л | ВТ6Л | ВТ9Л |
| Титановый деформируемый сплав | ||||
| АТ-6 | ВТ14 | ВТ15 | ВТ16 | ВТ20 |
| ВТ22 | ВТ23 | ВТ3-1 | ВТ5 | ВТ5-1 |
| ВТ6 | ВТ6С | ВТ9 | ОТ4 | ОТ4-0 |
| ОТ4-1 | ПТ3В | ПТ7М | ТС6 |
Технология ЖСС
Технология жидко-стекольной смеси применяется там, где вдвигаются повышенные требования к качеству поверхности отливки. В состав смеси добавляют жидкое стекло и получившимся составом заливают модель. В опоку вводят углекислый газ, Проходит реакция, и ЖСС приобретает твердость. Требуется получить две полуформы, которые по окончании их твердения и извлечения макета соединяют. Получается оболочка, вокруг которой формируется наполнительная смесь.

Качество поверхности отливки, соприкасающейся со слоем гладкого стекла, зачастую позволяет обойтись даже без последующей механической обработки. Остатки смеси сбиваются с отливки с помощью дробеструйной установки.
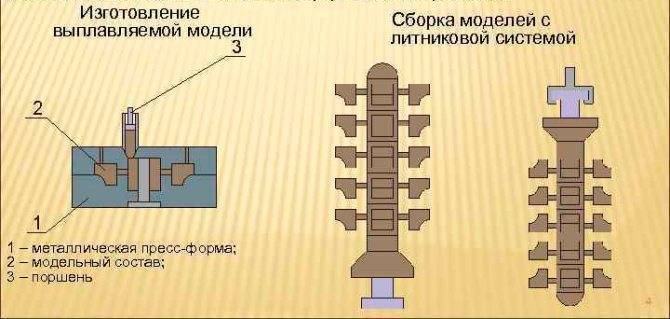
Изготовление моделей
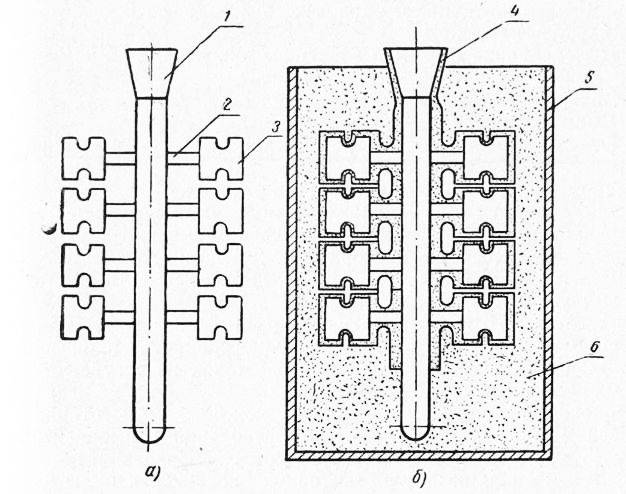
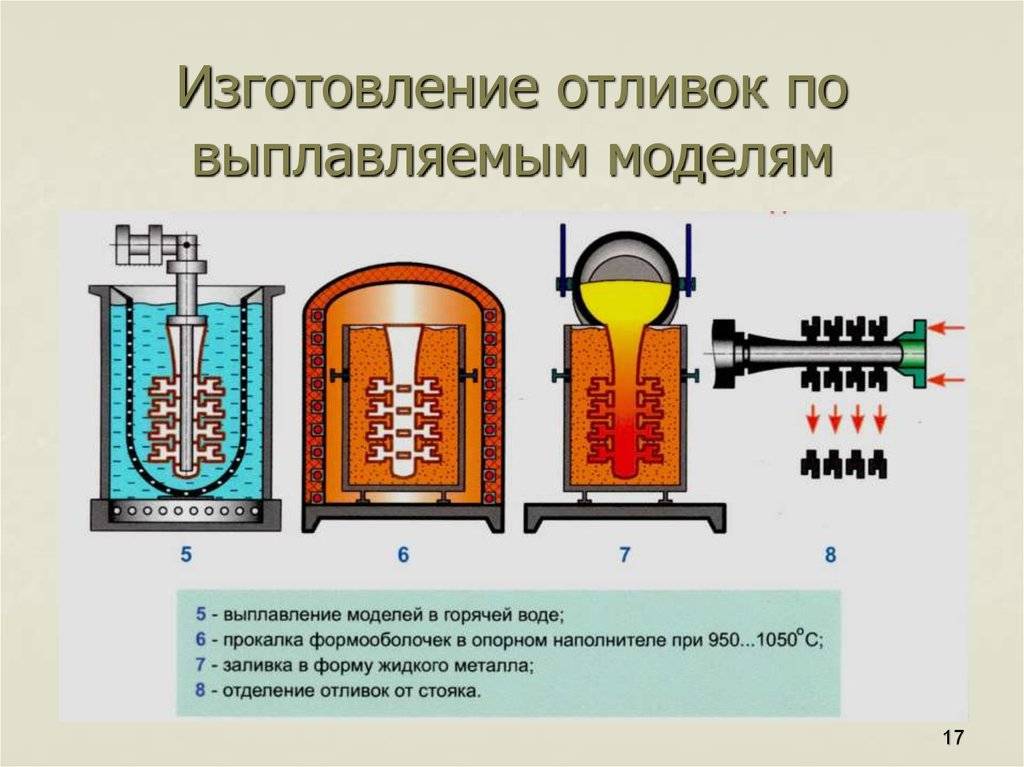
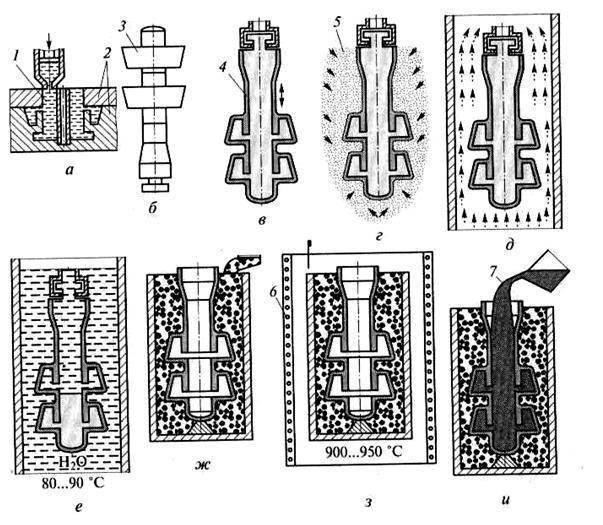
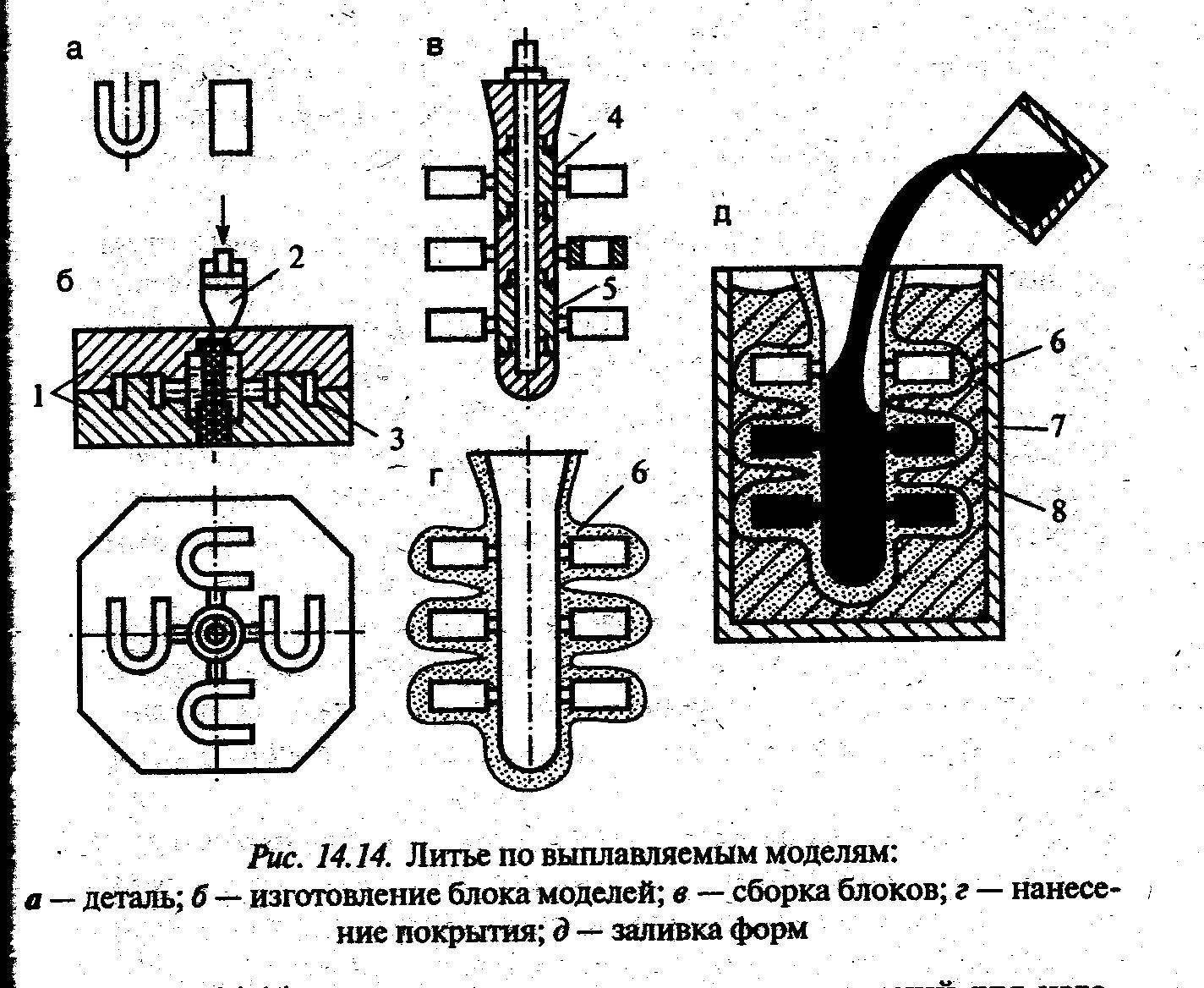
Модельный состав, состоящий из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др., в пастообразном состоянии запрессовывают в прессформы (рисунок 2.5, а). В качестве материала прессформ в зависимости от вида производства используют гипс, пластмассы, легкоплавкие металлы, сплавы, сталь или чугун. После затвердевания модельного состава прессформа раскрывается и модель (рисунок 2.5, б) выталкивается в ванну с холодной водой.

Рисунок 2.5 – Последовательность операций процесса литья по выплавляемым моделям:
1 – прессформа; 2 – модельный состав; 3 – модель; 4 – модельный блок; 5 – емкость с керамической суспензией; 6 – специальная установка для обсыпки; 7 – кварцевый песок; 8 – бак с водой; 9 – устройство для нагрева воды; 10 – электрическая печь; 11 – оболочки; 12 – жаростойкая опока; 13 – ковш с расплавленным металлом
Литье под давлением
| Мостик. Материал — Сплав МЛ-5 | Ручка. Материал — АК — 8м | Корпус. Материал — АК-12 |
Литье под давлением: алюминиевое — марки АК-12, АК-8м, АК-5м2, АК-7ч, цинковое — марки ЦАМ 4-1, магниевое — марки МЛ-5. Развес отливок от 0,002 кг до 2,5 кг, максимальный габарит отливки 600х600 мм. Чистота поверхности-5 класс. Литейные машины с холодной камерой прессования чешского, итальянского и Тираспольского производства (1988-1989 года выпуска), усилие прессования от 15 до 40 тонн. Имеются две вертикальные машины чешского производства, усилие прессования 25 и 40 тонн. Возможный совокупный годовой выпуск литья при 3-х сменной работе-200т. Цена 1 кг литья от 180 руб. без материала по оснастке заказчика.
Существует опыт литья бытовых изделий:
а) декоративные решетки и столбы;
б) корпуса домофонов, распаячные коробки, кронштейны камер видеонаблюдения;
в) детали к снегоходам.
а) детали замков багажника к автомобилям ВАЗ 2104, 2106;
б) замки автобусные, корпуса светильников типа бра.
Изготовление отливок центробежным литьем
Центробежное литье металлов – один из самых удобных и выгодных способов производства тел вращения. Во вращающейся форме под действием центробежных сил металл прижимается к ее поверхности, принимая необходимую форму и сохраняя ее в процессе охлаждения.
Данный метод используется с самыми разными металлами, возможно даже центробежное литье нержавеющей стали. Популярно и центробежное литье чугуна, позволяющее получать отливки, требующие минимальной последующей обработки. Но наиболее востребован данный метод при работе с цветными металлами. В частности, мы выполняем центробежное литье бронзы и латуни.

Возможно изготовление самых разных отливок, одним из самых востребованных вариантов является центробежное литье труб. Кроем того, мы можем изготовить разнообразные втулки, диски, валы, подшипники, вкладыши, фланцы, любые другие тела вращения. Центробежное бронзовое литье позволяет получать отливки высокого качества в любом необходимом количестве и в самые короткие сроки, что делает данную технологию очень привлекательной.
В некоторых случаях может использоваться центробежное литье под давлением, обеспечивающее создание отливок самого высокого качества. Такие отливки имеют повышенную прочность, в них отсутствуют раковины, шлаковые и другие включения.
Общая характеристика металла
Бронза представляет собой сплав, в состав которого может входит олово, медь и другие компоненты. К сторонним примесям относится цинк, алюминий, бериллий, свинец, никель или кремний. Если говорить о составе, бронзу можно разделить на две группы:
- Оловянные сплавы. Материал может состоять из двух и нескольких компонентов. Олово относится ко второму по процентному содержанию компоненту сплава.
- Безоловянные сплавы. В состав могут входить алюминий, свинец, кремний, свинец или бериллий. Эти компоненты изменяют характеристики сплава.
К характеристикам бронзового сплава относятся:
- Плотность. Этот показатель зависит от содержания олова в составе. Среднее число 9,1 кг/куб. см.
- Температура при которой плавится металл. Изменяется в зависимости от компонентов состава. Диапазон 880–1060 градусов по Цельсию.
- Теплоемкость — 0,385 кДж / (кг*К).
- Электропроводность — 0,176 мкОм*м.
При желании изменить какую-либо из характеристик сплава в его состав добавляется определённое количество сторонних примесей.
Изготовление выплавляемых моделей
Для этого применяются легкоплавкие составы, которые состоят из парафина, церезина, воска и других компонентов. Эти составы должны иметь свойства:
- температура плавки 60–81,6 °С;
- стабильная линейная усадка и расширение должны свестись к минимуму;
- хорошая текучесть материала;
- хорошая прочность и твердость в застывшем состоянии;
- не прилипать к поверхности, минимальное образование золы;
- не вступать в химические реакции с огнеупорными материалами пресс-формы; отсутствие вредных паров во время нагревания;
- многократное применение;
- малая стоимость комплектующих материалов.
Сущность заключается в том, что модельный материал должен собой заполнить все элементы формы и не допустить ее повреждения. А впоследствии, не нанеся ущерба вытечь из формы, освободив место для металлической заливки.
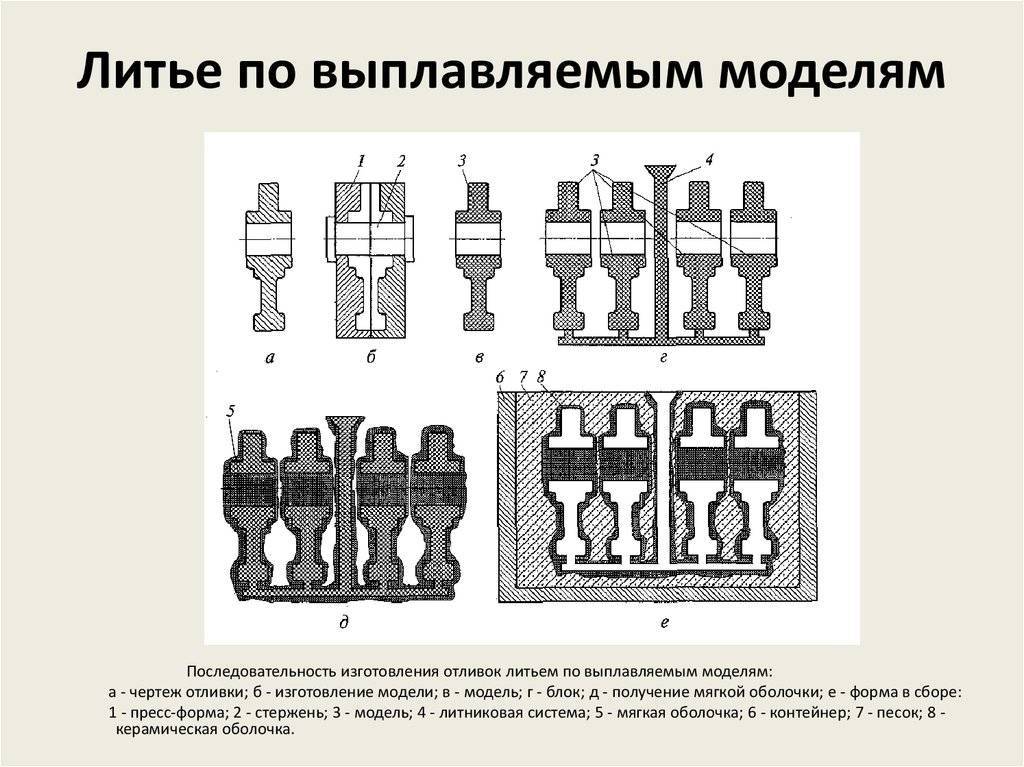
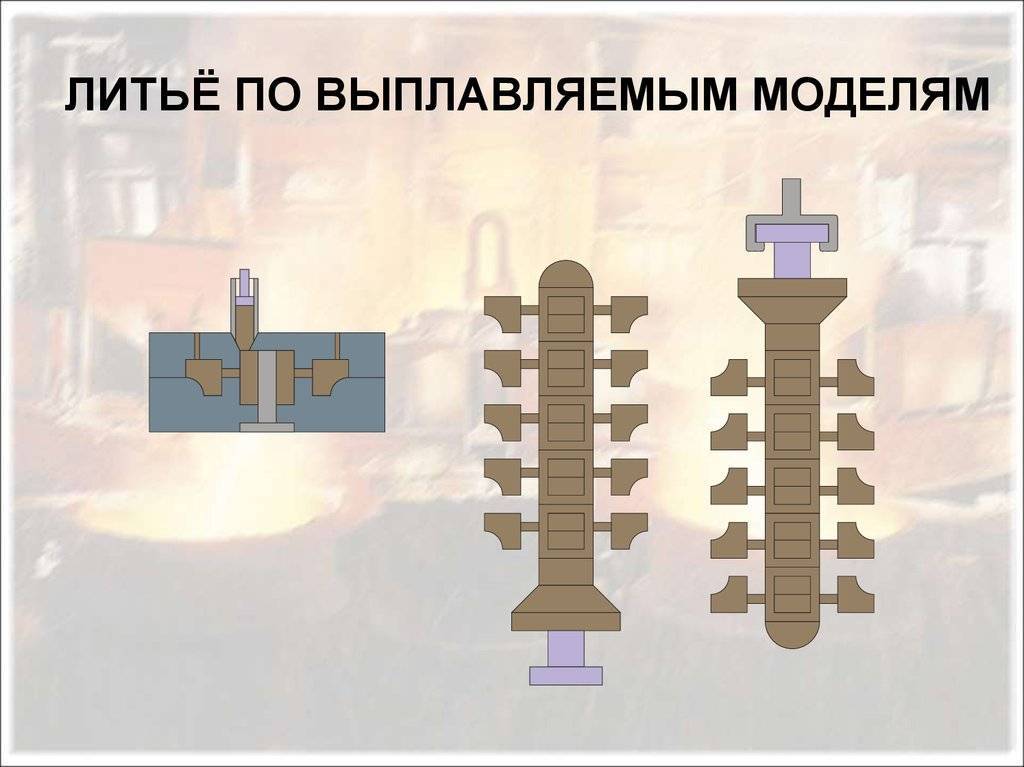
Литье по выплавляемым моделям — описание технологии, использование в домашних условиях
Не всегда возможно изготовить требуемую стальную деталь методом штамповки или при обработке на токарном станке. В особенности это касается тонкостенных заготовок сложной формы. В таком случае применяется литье по выплавляемым моделям. Описание технологии будет полезно не только для общего развития – она может быть адаптирована для работы в домашних условиях.
Общая схема
Принцип литья по моделям заключается в предварительном изготовлении формы, которая после определенной обработки заливается металлом. Но для начала необходимо определиться с основными этапами этого процесса.

Обобщенная технологическая схема
Первое, что предшествует литью – изготовление формы. В заводских условиях для этого используют разъемные алюминиевые изложницы. Их конфигурация соответствует форме будущей заготовки, но имеет большие габариты. Обычно части изложницы изготавливают методом прессования алюминиевых заготовок.




Модель
В качестве материала изготовления первичной формы используют материал с низкой температурой плавления: парафин, стеарин, воск или этилцеллюлоза. При этом температура заливки не должна превышать 100°С. В твердом состоянии модельный состав обладает достаточной степенью пластичности, чтобы заполнить все пространство изложницы.
| Модельный состав | Условные обозначения | Температура заливки, °С |
| Парафин-стеарин | ПС 70-30 | 65-80 |
| Парафин-стеарин | ПС 50-5и | 75-80 |
При сложной конфигурации изделия могут быть изготовлены несколько моделей, которые соединяются между собой путем незначительного нагрева торцевых частей.

Заполненная изложница
Форма
Поверх модели наносят специальный состав на основе керамики. Для лучшей термической сопротивляемости она обсыпается мелкозернистым песком с добавлением циркония. В зависимости от габаритов изделия этот процесс может повторяться от 3 до 7 раз. Минимальная толщина керамической формы должна составлять 7 мм.

Обработка керамическим составом
На этом этапе важно соблюдать следующие условия:
- Равномерное распределение состава по всей поверхности модели.
- Отсутствие внутренних пустот. Они приведут к неправильной конфигурации изделия.
- Критическая температура, при которой форма не изменит своих габаритов, должна быть больше, чем температура расплавленного металла. Обычно это от 900 до 1200°С.
По окончании формирования необходимо сделать отверстия для удаления парафинового материала. Формы помещаются в печь, где под воздействием высоких температур происходит испарение парафина. В случае надобности проводится дополнительный дожег керамической формы.
Готовая отливка
Основной проблемой литья по выплавляемым моделям в домашних условиях является частое появление дефектов формы при заливке в нее расплавленного металла. Поэтому предварительно ее поверхность нагревается до температуры заполняемой массы. При этом термическая обработка должна быть сделана равномерно по всей поверхности керамической заготовки.
В ранее сформированную горловину заливают металл. Остывание происходит при комнатной температуре. Не допускается принудительное остывание изделия.

Заливка металла
По истечении 4-6 часов можно удалить поверхностную керамическую оболочку. В промышленных условиях для этого используют вибрационную машину. Основательный этап – отсечение литника. В дальнейшем изделие может подвергаться обработке сжатым воздухом, пескоструйной шлифовке.
Области применения
Общее описание технологии не дает представление о практическом применении этой схемы. В настоящее время она используется в машиностроении и при изготовлении сложных конструкций. Учитывая высокую точность получаемых деталей и относительно низкую себестоимость их изготовления, литье по выплавляемым моделям активно применяется в следующих областях:
- Машиностроение, судостроение и приборостроение. Применяется относительно недавно, так как при изготовлении были проблемы с качеством сформированной формы. Появление этилсиликата позволило добиться требуемых показателей термической устойчивости и вязкости.
- Ювелирная промышленность. Так как температура плавления золота, серебра и бронзы значительно ниже, чем у стали – требования к качеству керамических заготовок дают возможность делать литье в домашних условиях.
- Зубопротезирование.
Ярчайшими примерами применения метода воскового литься являются памятники Санкт-Петербурга – Петру Первому и «Укротитель коней», установленный на Аничковом мосту. Соблюдение технологии и применение соответствующих составов позволяет добиться изготовления деталей, ювелирных украшений, произведений искусства высокой точности.
Сборка модельных блоков
Для этого модели собирают в модельные блоки (рисунок 2.5, в) с общей литниковой системой. В один блок объединяют от 2 до 100 моделей. Соединяют модели в кондукторе, механически скрепляя или склеивая их. Одновременно ведется отливка литниковой системы.
Для сборки моделей в блоки в кондукторе выставляют металлические стояки из алюминия, наращивают на них слой модельного состава толщиной 25 мм и крепят к нему модели. Этот прием ведет к повышению прочности блока, сокращению расхода состава, обеспечению удобства транспортирования, хранения и просушивания блоков при нанесении обмазки.
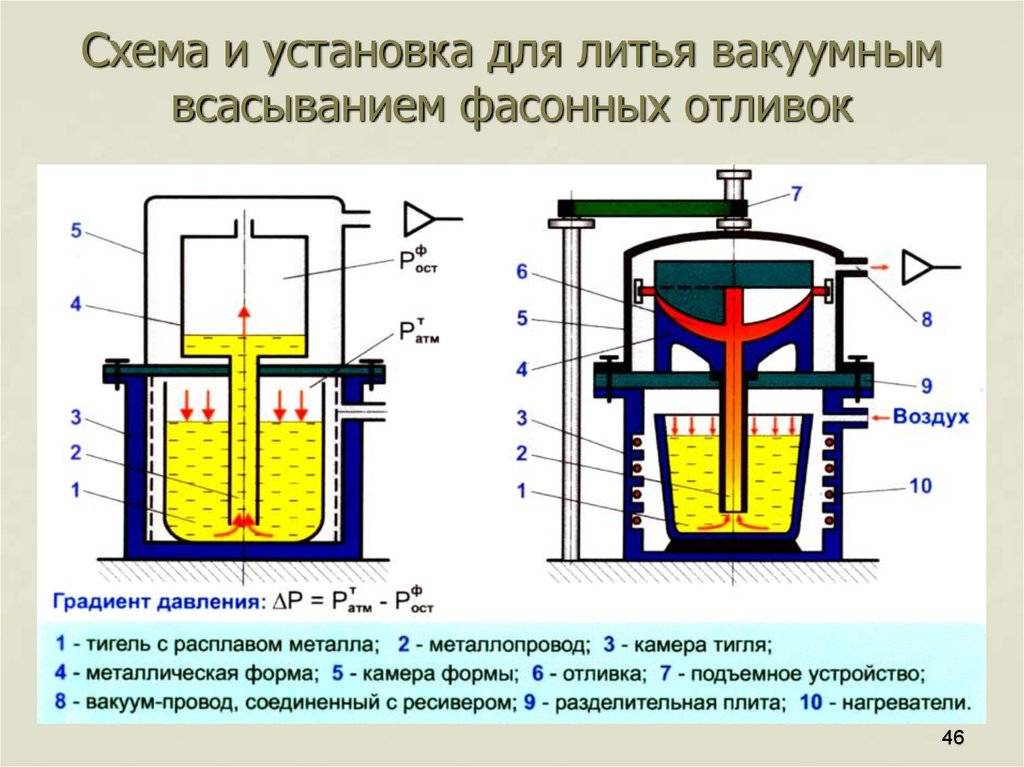
Вакуумное литье под давлением
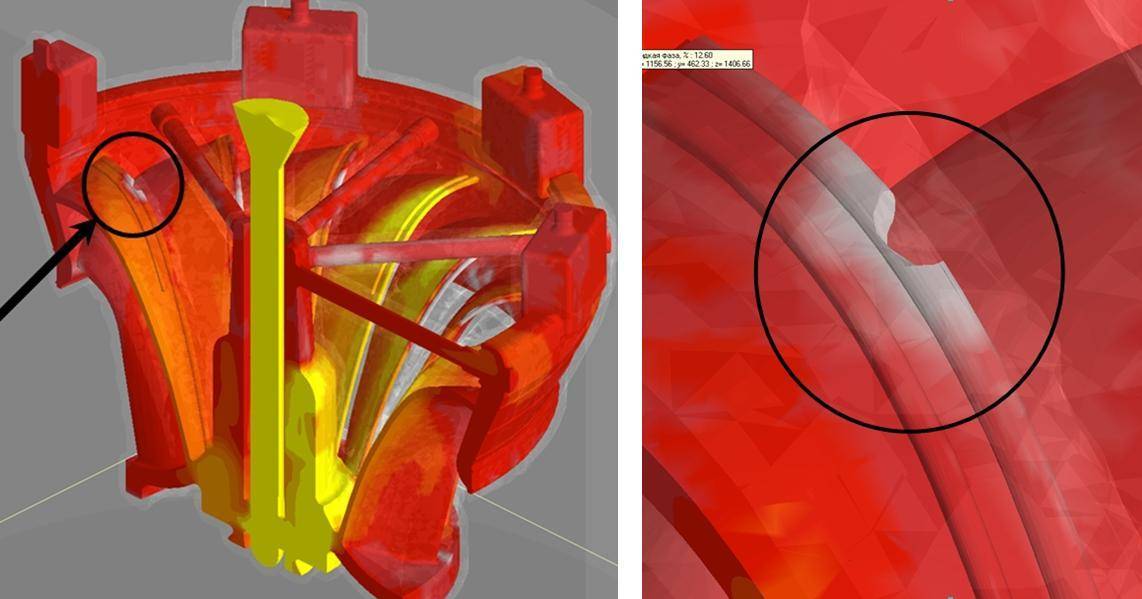
В отличие от центробежного литья, при вакуумном литье под давлением (рис. 6) в полости опоки собирается только незначительный объем воздуха. В процессе литья сплав благодаря своей силе тяжести заполняет почти 80 % полости опоки. При подаче давления сплав проникает в самые тонкие области полой формы (рис. 7). Незначительное количество оставшегося воздуха свободно вытесняется через поры паковочной массы. При вакуумном литье давление действует на всю литьевую камеру, т. е. действует на опоку и сплав со всех сторон
Поэтому очень важно соблюдать расстояние от смоделированного объекта до стенок опоки (минимальное расстояние — 5 мм), и поверхность опоки ни в коем случае не должна быть сошлифована. Иначе давление, преобладающее в камере литейной машины, проникнет сквозь паковочную массу и заполнит полую форму быстрее, чем втекаемый сплав

Рис. 6. Литье на вакуумной установке под давлением.
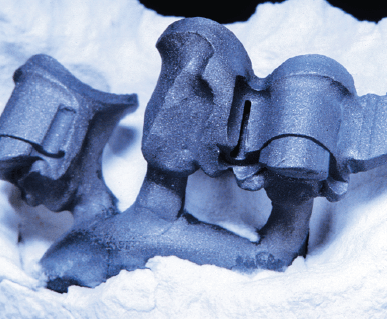
Рис. 7. Объект из неблагородного сплава на вакуумной установке под давлением.
При литье массивных объектов на вакуумной установке под давлением необходимо учитывать следующиефакторы:
По своему объему литьевой резервуар (питательная балка) должен быть таким же, как сам объект для литья.
Литьевой резервуар должен находиться в тепловом центре.
Объект необходимо разместить в верхней части опоки, учитывая минимальное расстояние до стенок в 5 мм. Это необходимо для осуществления быстрого оттока тепла наружу. Только таким образом можно достичь кристаллизации (уменьшение объема) без
образования пор. При этом литьевой резервуар должен служить в качестве питателя




Важно также учитывать длину соединительных каналов между резервуаром и объектом: она не должна превышать 10 мм. Часто это требуется в тех случаях, когда необходимо достичь оптимальной позиции в опоке как для объекта, так и для литьевого резервуара.
Другое влияние может оказать размер опоки
По возможности объект должен располагаться на одинаковом расстоянии до стенок опоки (колец). В особенности при паковке прямых объектов (мостовидный протез) может возникнуть необходимость применения более крупного муфельного кольца.
Условием для успешного процесса литья на вакуумной установке является правильная установка следующих рабочих параметров:
- поступательное давление;
- давление нагнетания;
- время открытия тигеля;
- время нарастания давления.
Общее указание: при вакуумном литье под давлением отсутствует необходимость образования литьевого конуса, так как он может отрицательно повлиять на процесс кристаллизации объекта. В этом случае литьевому резервуару / системе литейных каналов параллельно приходится питать конус сплавом в процессе кристаллизации (рис. 8,9).
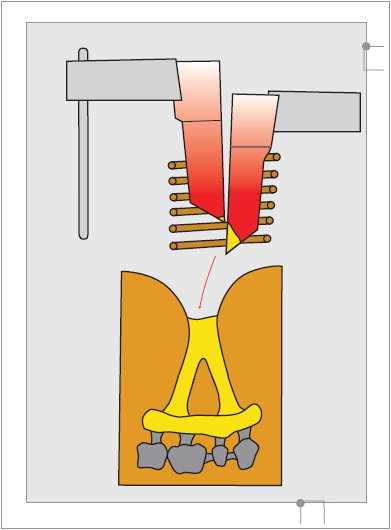
Рис. 8. Вакуумная установка: заполнение под вакуумом.

Рис. 9. Вакуумная установка: нагнетание давления и уплотнение (литьевой конус не требуется).
Во избежание напряжения при литье объектов большой протяженности необходимо разрезать литьевой резервуар. Где и как часто — зависит от размера объекта литья и его объема. Однако для массивных объектов следует выбирать литниковые каналы большого диаметра, чтобы при кристаллизации они выполняли функцию питателя (рис. 10).
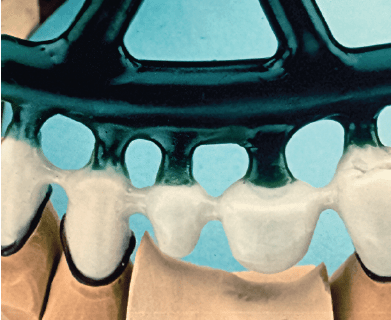
Рис. 10. Установка литниковой системы.
Особенности титановых сплавов и их получения
Общие особенности, которые имеют марки титана:
- немагнитность (отсутствие реакции на воздействие магнитного поля или его создание);
- прочность в сочетании с низкой плотностью, дающие небольшой вес и поразительную хладостойкость (последнее свойство даёт «зелёный свет» применению титана в условиях постоянного и сильного холода);
- технологичность в процессе прессования (благодаря этому сплав используется, как заготовка для обработки прессом);
- высокая коррозионная стойкость (сплав настолько хорошо выдерживает высокую влажность, что может применяться даже в воде).
Сплав проявляет свои механические свойства в зависимости от содержания внутри него таких веществ, как водород, азот, кислород и углерод. Именно они образуют с титаном, основным элементов сплава, твёрдые соединения, называемые в химии нитритами, оксидами, гидридами, карбидами. Так, повышение содержания перечисленных элементов влияет на сплав в сторону увеличения плотности, твёрдости и уменьшения пластичности, способности подвергаться сварке (штамповке и пайке) либо противостоять коррозии. Сплав при большом содержании водорода значительно увеличивает свою хрупкость.
Метод изготовления сплава из титана зависит от той разновидности материала, которую необходимо получить на выходе. Например, чистейший йодный титан-сплав можно произвести путём диссоциации термического типа, в которой участвует четырёхйодистый сплав, либо применяется способ зонной плавки. Однако, благодаря невысокому модулю упругости титана, изготовление жёстких конструкций из данного составного вещества становится затруднительным, поэтому не производится.





