

Что нужно для штамповки?
Технология штамповки деталей из листового металла требует специального оборудования: это ножницы, кривошипный пресс и гидравлический пресс, имеющий несколько шайб и поверхность матрицы.
ВАЖНО ЗНАТЬ: Как сделать гравировку по металлу своими руками?
Также необходимо соблюдать нормы работы и расчет материала.
Для холодной штамповки чаще всего используют гидравлический пресс, т.к. это оборудование бывает разнообразных конструкций и делает возможным изготовление деталей разных форм с уменьшением расхода материала.
Также выбор пресса зависит от работы, которую нужно провести с заготовкой.
К примеру, чтобы сделать вырубку и пробивку, требуется пресс простого действия, который отличается небольшим ходом ползуна и шайб, а также уменьшением расхода материала.
Чтобы произвести вытяжку, нужен пресс, имеющий двойное действие и заметно больший ход ползуна и шайб.
По конструкции прессы бывают однокривошипные, двухкривошипные, четырехкривошипные, но все они отличаются наличием матрицы.
Два последних типа отличаются стволами и ползунами более крупных размеров.
Видео:
Пресс работает за счет наличия клиноременной передачи: непосредственно передача движения осуществляется с помощью пусковой муфты и шайб на кривошипный вал.
С помощью шатуна, способного регулировать длину, движение поступает к ползуну и приводит его в работу.
Ползун движется возвратно-поступательным способом по направлению к столу. Запускается пресс педалью, которая воздействует на муфту. Педаль установлена на сам пресс.
Четырехшатунный пневматический пресс с наличием шайб и матрицы штампует детали с усилием, центр которого находится между шатунами, образующими между собой четырехугольник.
Таким образом, можно получить ассиметричные детали из листового металла крупного размера со снижением расхода материала.
Чтобы сделать более сложные изделия, нужен пневматический пресс, имеющий двойное или тройное действие, а также правильный расчет.
Особенность этого оборудования в том, что оно оснащено двумя или тремя ползунами.
В прессе, имеющим двойное действие, внешний ползун осуществляет зажим металлической заготовки посредством буфера, а ползун внутри позволяет сделать вытяжку изделия матрицы.
Сначала начинает двигаться внешний ползун, после достижения им самой крайней нижней точки, он замирает и фиксирует край детали на поверхности матрицы.
Затем в движение приходит внутренний ползун и начинается процесс вытяжки – все это время внешний ползун остается на месте.
ВАЖНО ЗНАТЬ: Процесс термодиффузного цинкования
После того как работа закончена, второй ползун поднимается вверх, тем самым освобождая заготовку, над которой производится работа. Таким образом и производится объемная или другая деталь с помощью пресса.
Для работы с тонкими листами металла существует специальный фрикционный пресс с наличием шайб, гидравлические же модели используют, главным образом, для создания деталей из толстого листового металла для снижения возможного расхода материала.
Гидравлический пресс отличается большим качеством штамповки материала, благодаря наличию более надежных шайб, матрицы и прочих элементов.
Еще один плюс в его пользу для использования на производстве и своими руками в том, что он не подвергается перегрузке, что довольно часто случается во время работы на кривошипном прессе.
Не только станок с прессом требуется для штамповки металла. Для проведения правильной работы с уменьшением расхода материала необходим также станок, имеющий встроенные вибрационные ножницы.
Помимо ножниц, станок имеет короткие ножки. Работа по обработке металла начинается с верхнего ножа, который запускается электродвигателем.
При работе заготовку из листового металла нужно установить на стол, и сдвинуть его в промежуток между ножками сверху и снизу до полного упора.
Подобный вид обработки металла так популярен потому, что количество расхода материала снижено, по сравнению с другими вариантами работы.
Плюс с его помощью может быть создана деталь любого вида: объемная, плоская, конусообразная и т.д.
Расчет требуемого материала можно провести как самостоятельно, так и с помощью специалистов, но, в любом случае, нормы будут ниже, чем при другой обработке металла.
Видео:
При всех своих плюсах, эта обработка металла требует специального оборудования: для работы нужен станок, на котором есть пресс, поверхность матрицы, несколько шайб и другие элементы, а также необходимо соблюдать нормы работы.
Все это делает создание станка своими руками маловозможным, однако заказать изготовление деталей путем штамповки не так дорого, поэтому острая необходимость иметь подобный станок дома, отсутствует.
Виды штамповки металла
Естественно, за столько веков появился целый ряд методов выполнения данной операции. До наших дней дожили те из них, которые обеспечивали должный уровень скорости, точности, качества, безопасности обработки заготовки. По этой причине ручные способы сегодня не находят широкого применения, а используются лишь в частных случаях.








Отдельную нишу занимают варианты, при которых результат достигается не давлением, а другими путями, например, воздействием кратковременных электрических импульсов или нагревом с изотермической деформацией и применением гидравлического пресса, или даже взрывом в водной среде.
Более подробно мы рассмотрим классические и актуальные сейчас виды.
Листовая штамповка металла
Особенно востребована при массовом выпуске плоских и/или объемных конструкций. Готовый предмет формируется специальным инструментом. По температуре осуществления операций подразделяется на 2 категории:
- Холодная – максимально эффективна при выборе меди, стали (легированной или углеродистой), алюминия в качестве основного материала, но при условии грамотной разделки. Наиболее распространенный случай применения – создание кузовных элементов машин.
- Горячая – заготовку предварительно помещают в электрическую или пламенную печь, в остальном же технология аналогична предыдущему варианту. Подходит для листов толщиной до 5 мм, чаще всего используется для изготовления корпусов водных судов.

Объемная
Очень интересный вариант, при котором, за счет пластической деформации сразу по трем плоскостям, из простейших заготовок делают более сложные. Обладает высокой степенью перспективности, классифицируется на две группы – с изменением агрегатного состояния продукции и без него. Рассмотрим обе по порядку.
Технология ГОШ – горячей объемной штамповки изделий из металла
Деталь подвергают давлению и, одновременно, температурному воздействию, нагревая в закрытой без зазоров пресс-форме. Данная полость получила сразу два названия – «ручей» и, по другой версии, «гравюра». Да, на начальном этапе реализации способ требует повышенного внимания к подготовке основного материала, но зато хорош своей точностью соответствия готового элемента заданным размерам и высоким качеством его поверхностей, и это при малом проценте облоя.
Относительный минус в том, что рабочее оборудование в этом случае стоит сравнительно дорого, а оператора требуется дополнительно обучать, но и такие затраты времени и средств многократно окупаются в долгосрочной перспективе производства.
Процесс ГОШ можно условно разбить на 7 этапов:
- выбор типа штампа по металлу;
- создание чертежа, максимально подробного;
- расчет числа выполняемых технологичных переходов;
- подготовка проектной документации для каждого из промежуточных этапов;
- определение подходящих пресс-форм;
- установка основных параметров и режима нагрева заготовки;
- задание нужных финишных процедур (учитывая эксплуатационные требования, предъявляемые к готовому изделию).
Кроме того, экономистам необходимо найти себестоимость единицы продукции, выпущенной по согласованному алгоритму.
Если сравнивать с горячей ковкой, ГОШ гораздо точнее, у него лучшая производительность и он дает больше вариантов для достижения результата, поэтому он объективно перспективнее.
Метод холодной объемной штамповки деталей из металла
Хорош высокой точностью и чистотой (гладкостью) конечной поверхности. Основной материал не рекристаллизируется ни на одном из этапов производственного цикла, что делает готовую продукцию устойчивой к различным механическим воздействиям и нагрузкам. Заготовками в данном случае являются проволочные и калиброванные прутки.
Относительный минус данного варианта – значительные усилия, затрачиваемые на выпуск: они больше в 10 раз, если сравнивать с ГОШ. Также следует отметить негативное влияние чрезмерных механических нагрузок, на практике уменьшающих ресурс пресс-форм, но в целом способ пока частично сохраняет актуальность.
История возникновения процесса
Штамповка изделий из металла претерпевала изменения на протяжении всей истории. Первый подъём в этом процессе был отмечен в 1850-ее годы. С этого периода времени в штамповке металлов начали применяться станки, благодаря чему улучшилось качество готовой продукции.
Следующий подъём в процессе штамповки произошёл в 20 веке. Благодаря развитию новых технологий начала активно развиваться сфера автомобилестроения. С помощью штамповки изготавливались детали корпуса и внутренних механизмов автомобиля.
В 1930-е годы процесс штамповки начал использоваться в корабле- и самолетостроении. Спустя 20 лет эта технология получила популярность в области ракетостроения.
Существует несколько причин, объясняющих рост популярности этой технологии обработки деталей:
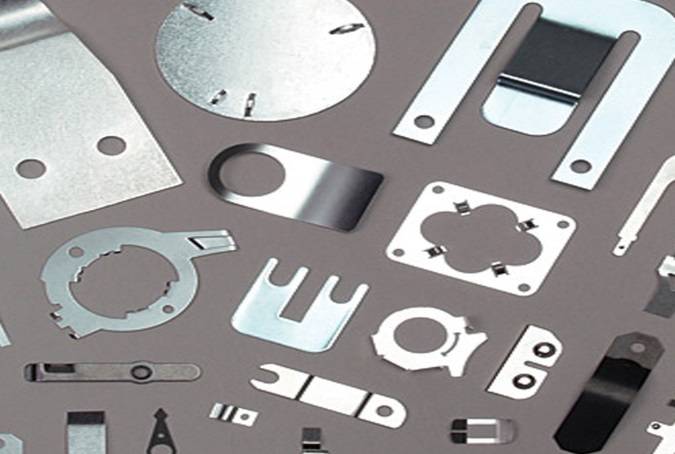
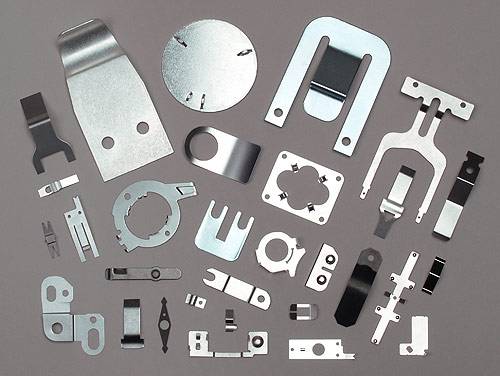
- Можно производить как готовые детали, так и заготовки для дальнейшей обработки. Форма и параметры могут быть любыми.
- В процессе штамповки можно изготавливать детали малой массы и высокой прочности.
- Высокая точность работ исключает необходимость в дополнительной обработке детали другими инструментами.
- Роторно-конвеерная линия, работающая автоматически, облегчала и ускоряла процесс производства.
Это интересно: Фольга для чеканки рисунка своими руками — рассказываем вопрос
Классификация оборудования для штамповки изделий из металла
В самом общем случае оно представляет собой станки-прессы с определенным типом привода (о котором ниже), а также различными характеристиками прочности, производительности, количества выполняемых операций, максимального размера обрабатываемых предметов и так далее.
Выбор нужно осуществлять в зависимости от особенностей производства и от того, какую конечную продукцию следует получить: учитывая, что для сравнительно мягких материалов не нужна значительная мощность, что для серийного выпуска требуется высокая скорость, и другие нюансы конкретного случая.
Просто необходимо, чтобы модель станка соответствовала рекомендациям актуальных межгосударственных стандартов. Помимо рабочих параметров оборудования для штамповки листового металла, ГОСТы также определяют расход, нормы безопасности труда, правила проектирования и другие сопутствующие моменты.
Перейдем к рассмотрению наиболее часто используемых видов техники.

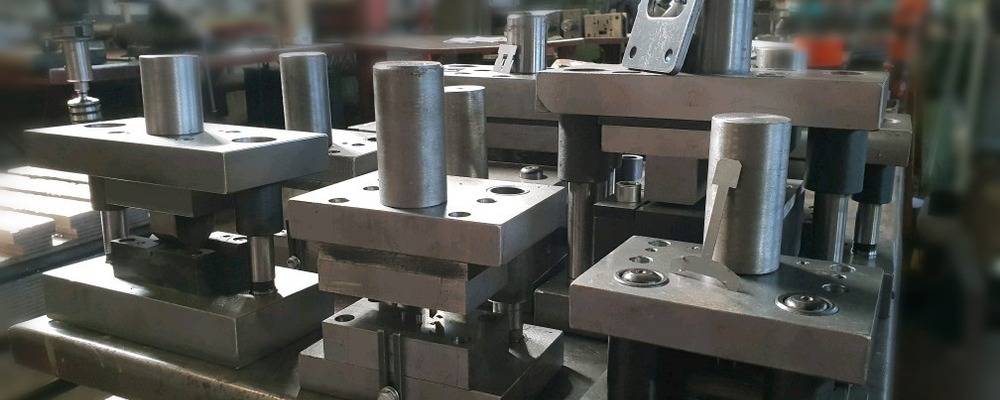
Кривошипно-шатунные прессы
Считаются сравнительно простыми по конструкции механизмами с двойным или тройным характером действия. Преобразуют крутящий момент в возвратно-поступательное движение, благодаря которому:
- подающее устройство перемещает стальную ленту (или другой материал);
- шаговый нож отрезает заготовки согласно заданной программе.
Достаточно надежны (в силу отсутствия сложных функциональных узлов), поэтому нашли свою нишу в массовом выпуске однотипных элементов, чаще всего небольших размеров. Оправдывают себя с экономической точки зрения в перспективе долгосрочного использования.
Гидравлические прессы
Лидируют среди всех видов оборудования по своим мощностным характеристикам: наиболее производительными их моделями выштамповка металла осуществляется с усилием до 2 килотонн.
Принцип их действия базируется на передвижении пары цилиндров разных размеров. За счет отличия в диаметрах при вращении создается определенное давление на поверхность заготовки, которое изменяет геометрию листа и позволяет получить элемент нужной формы.
За перемещение жидкости отвечают насосы: оснащенные электроприводами, они быстро обеспечивают необходимую интенсивность воздействия. Результат – готовая продукция с гладкой поверхностью, параметры которой с высокой степенью точности соответствуют заданным.
Радиально-ковочные прессы
Классический случай их применения – выпуск цилиндрических заготовок, но также они широко используются для серийного производства предметов с круглым, прямоугольным, квадратным сечением.
Современные модели таких станков, как правило, оснащаются индукционной печью, в которой материал (обычно уже в виде болванки) проходит предварительный нагрев. Термическое воздействие позволяет обеспечить должную пластичность при сохранении максимальной прочности.
Точность соответствия заданной геометрии главным образом зависит от того, какая была выбрана форма для штамповки металла, но и мастерство оператора тоже играет свою роль. Обслуживать такие станки должны специалисты, прошедшие профильную подготовку.

Электромагнитные прессы
Наиболее современные и в чем-то даже инновационные варианты оборудования.
- Создают ЭМ-поле, энергия которого является основной движущей силой, давящей на сердечник.
- Последний, обладающий проволочной обмоткой, в свою очередь, воздействует на инструмент (исполнительный орган).
От интенсивности влияния и зависит степень изменения размеров заготовки. Задав соответствующую программу, можно с максимальной точностью выполнить предмет любой геометрии, даже самой сложной.
Валковая штамповка
Валковая штамповка — формоизменяющая операция обработки металлов давлением, получения осесимметричных деталей из цилиндрической заготовки путём одновременного действия на неё радиальных и осевых нагрузок. Осевая нагрузка заготовки создаётся за счёт перемещения пуансона, а радиальная — за счёт обкатки её боковой поверхности в роликах или валках. Таким образом, валковая штамповка является способом комплексного локального деформирования, в котором в одном технологическом процессе происходит совмещение одной из основных кузнечных операций — прошивки или осадки с поперечной прокаткой или обкаткой. Валковая штамповка позволяет изготавливать круглые в плане сплошные и полые детали, тонкостенные и толстостенные изделия малых размеров, применяемые в приборостроении, а также крупногабаритные детали с высокой точностью и качеством при технологических усилиях на порядок меньших, чем при традиционных методах объёмной штамповки. Комплексное нагружение очага пластической деформации локальным периодическим воздействием с одновременным воздействием через постоянно фиксируемую зону позволяет получить новый технологический эффект, недостижимый другими методами деформирования. Валковая штамповка способствует улучшению физико-механических свойств обрабатываемого металла, обеспечивает требуемое расположение его волокон, что повышает эксплуатационные свойства получаемых деталей. Относительно низкая стоимость оснастки, незначительное время подготовки производства, возможность быстрой переналадки на другой типоразмер детали, использование оборудования небольшой мощности позволяют применять валковую штамповку как в крупносерийном, так и в средне- и мелкосерийном производствах.
мтомд.инфо
Формообразующие операции — в которых стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка.
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.









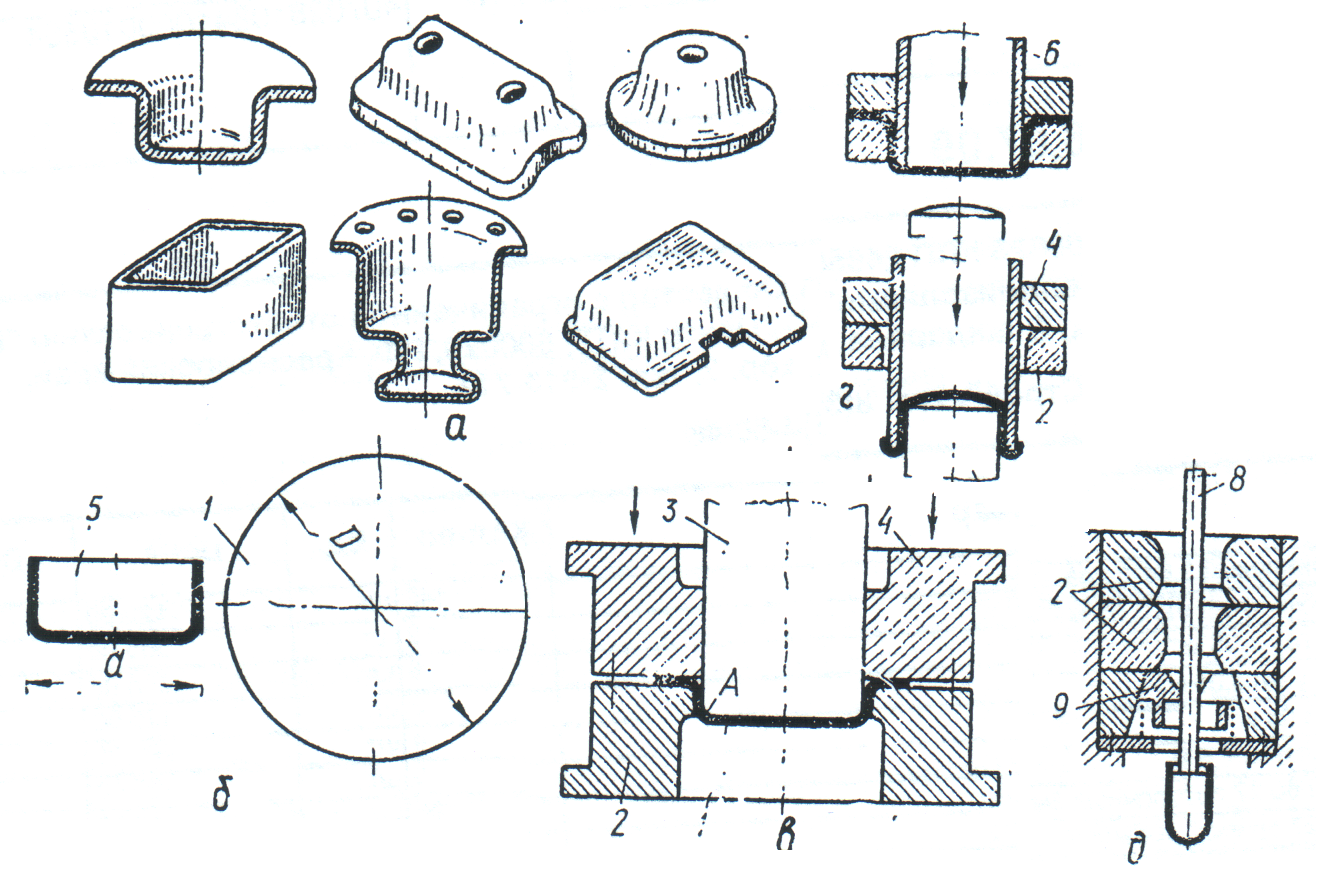
Схемы формообразующих операций
а — гибка; б,в — вытяжка; г — отбортовка; д — обжим; е — рельефная формовка
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы. При гибке пластически деформируется (см. Пластическая деформация) только участок заготовки в зоне контакта с пуансоном 1 (рис., позиция а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1…2,0 от толщины заготовки, в зависимости от механических свойств материала.
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые – растягиваются, что приводит к изменению угла гибки α, т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Холодная обработка металлов давлением
Вытяжка – образование полого изделия из плоской или полой заготовки (рис., позиция б). Вырубленную заготовку диаметром Dз и толщиной S укладывают на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром d.
Формоизменение при вытяжке оценивают коэффициентом вытяжки kв = Dз / d, который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
При Dз — d > (18..20)S, возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом 2 фланца заготовки к матрице с определенным усилием Pпр.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра D полуфабриката и увеличением его высоты (рис., позиция в). При последующих переходах для предотвращения разрушения металла принимают:
Промежуточный рекристаллизационный отжиг для устранения наклепа позволяет увеличить kв до 1,4…1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов для уменьшения сил трения между поверхностями заготовок и инструмента.
При вытяжке зазор между матрицей и пуансоном составляет (1..1.3)S.
Отбортовка – получение борта диаметром dб путем вдавливания центральной части заготовки с предварительно пробитым отверстием dо в матрицу (рис., позиция г). Формоизменение оценивают коэффициентом отбортовки:
который зависит от механических характеристик металла заготовки и ее относительной толщины S / do. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение (см. Наклеп. Наклеп металла. Сущность явления наклепа.) у края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость матрицы (рис., позиция д). За один переход можно получить d = (0.7..0.8)Dз. Для большего формоизменения выполняют несколько последовательных операций обжима.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рис., позиция е). Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Резка
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
Схемы резки листового металла ножницами
Пробивка
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
В процессе пробивки часть материала удаляется в отход
Вырубка
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
Пример детали, изготовляемой из полосы вырубкой
Отбортовка
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
Схема отбортовки детали вокруг заранее пробитого отверстия
Вытяжка
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
Инструментальные способы вытяжки
Обжим
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.


![Штамповка деталей из листового металла [горячая и холодная, оборудование]](https://benzo-electro-instrument.ru/wp-content/uploads/1/4/c/14c4a45ac2900ac024ad46f84b405d7d.jpeg)




При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
Гибка
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Формовка
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Схемы формовки
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.
Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.
Производственный цех, в котором ведется процесс листовой штамповки
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Холодная объёмная штамповка
При холодной объёмной штамповке (ХОШ) температура исходной заготовки ниже ковочной. Это обуславливает высокие значения сопротивления металла штамповочному давлению и существенно меньшую текучесть, что ограничивает возможность получения изделий сложной формы. Однако по сравнению с ГОШ металл не подвергается термическим модификациям, нет усадки при охлаждении и нет риска образования горячих трещин. Точность выполнения поверхностей при ХОШ сопоставима с таковой при обработке металлов резанием, однако после ХОШ на поверхности металла, отсутствуют концентраторы напряжений (риски и царапины). Поэтому методами ХОШ изготавливают высокоточные и (или) высоконагруженные детали, например: шаровые опоры подвески автомобилей, коленчатые валы ДВС, детали втулки несущих винтов вертолётов.
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.

Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.





