Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Источники
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://proinstrumentinfo.ru/lerka-dlya-narezki-rezby-na-trubah-tsena/
- https://www.rocta.ru/info/kak-narezat-metchikom-vnutrennyuyu-rezbu-pravilnaya-narezka-vruchnuyu-v-metalle/
- https://metallz.ru/articles/kak_pravilno_narezat_rezbu_metchikom/
- http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
- https://sovet-ingenera.com/santeh/trubodel/kak-narezat-rezbu-na-trube.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby
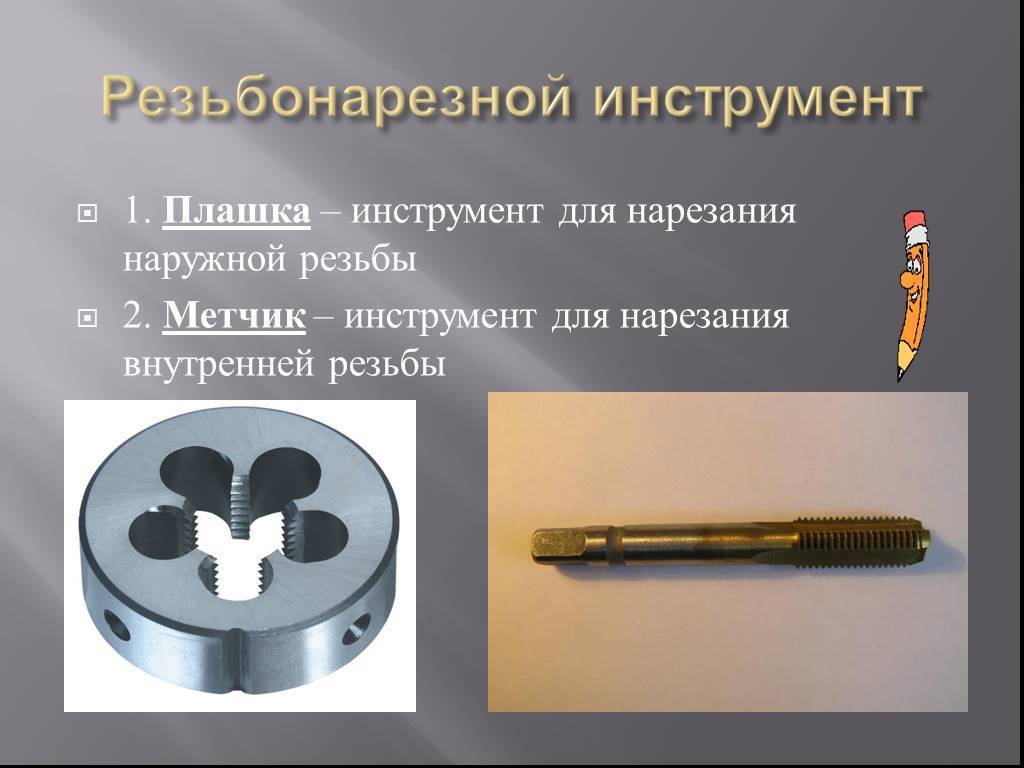
Все о плашках
Плашка или лерка — это приспособление, которым нарезается наружная резьба разного типа. Представлена маленькой гайкой, на которой находится кромка и стружечный отвод. Резьбовое приспособление может быть с размерами резьбового шага от восьми до десяти.
Шаг резьбы — это расстояние между соседними резьбовыми витками.
 Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Классификация плашек

Лерки делятся на: трубчатые, квадратные, круглые и шестигранные.
Также их разделяют по структуре:
- цельная;
- раздвижная(призматическая);
- разрезанная.
Круглая лерка имеет самое широкое распространение. Ей нарезается резьба одним прохождение, а не несколькими как раздвижными. Эти плашки могут нарезать резьбу с разными шагами. А также ими можно сделать нарезку трубной и дюймовой резьбы. Рабочая часть круглых плашек не подвергается шлифовке. Наружный диаметр будет зависеть от размера стружкоотводчиков и от размера требуемой резьбы.
Нарезка внешней резьбы
Неотъемлемой частью любого резьбового соединения является компонент со внешней резьбой. Именно он вкручивается в отверстие со внутренней резьбой. Наружной резьбовой поверхностью оснащаются тела вращения, то есть валы. Такой тип резьбы характерен для болтов, шпилек, ходовых винтов, всевозможных муфт и переходников.
Для нарезки наружной резьбы используется специальный инструмент:
- Плашка
- Плашкодержатель
Как понятно, плашка вставляется в плашкодержатель. Зафиксированная в держателе плашка насаживается на кончик вала со снятой фаской. Далее плашка придавливается и накручивается на вал.
Высота плашек зависит от диаметра нарезаемой резьбы. В среднем плашка имеет 8 винтовых канавок. Если рассматривать плашки для нарезки метрической резьбы, то промышленность предлагает плашки от М3-М6 до М52. Помимо плашек для нарезки традиционной метрической резьбы существуют плашки для трубной (дюймовой) резьбы, которая может быть как цилиндрической, так и конической.
Разновидностью плашек является лерка. Ключевым отличием лерок от плашек является конструкция. Лерка представлена цельнолитым изделием. Плашка же может иметь разрезную или раздвижную конструкцию.
Конечно, разрезную плашку можно использовать и для непосредственной нарезки резьбы. Но из-за пружинящей конструкции точность резьбовой поверхности будет далекой от идеала. Как правило, разрезной плашкой делают первый, так называемый «черновой», проход.
Раздвижные плашки имеют разборную конструкцию. Если в разрезных плашках разрез делается лишь с одной стороны изделия, то в раздвижных аналогах плашка разрезается на 2 равные части.
Плашки раздвижного типа обычно имеют призматическую форму. Для работы с такими плашками следует использовать клупп с прижимным механизмом.
Раздвижные плашки характеризуются повышенной долговечностью. Благодаря разборной конструкции режущие кромки могут «играть» при критических нагрузках. Это позволяет избежать появление сколов и трещин на нарезных канавках.
Разумеется, разборная конструкция плашек сказывается на точности нарезки резьбы. Обычно при помощи разборной призматической плашки удается добиться 6-7 квалитета точности, в то время как неразборные аналоги обеспечивают возможность получения резьбы 8-9 квалитета.
Цельные лерки – литые неразъемные плашки. Главным преимуществом леры является возможность нарезки резьбы с повышенной степенью точности. Хорошее качество получаемой резьбы обусловлено неразборной жесткой конструкцией.
Касательно слабых мест, в лерах они есть. Высокая жесткость конструкции делает такие плашки подверженными возникновению сколов и трещин. В лерах часто выкрашиваются нарезные кромки. Леры значительно уступают по долговечности разрезным и раздвижным аналогам. При использовании лер рекомендуется использовать обильную смазку. Не помешает и охлаждение.
Устройство лерки для нарезания трубной резьбы
Металлический диск с отверстием, соответствующий одному из диаметров трубы – это лерка — самый распространенный инструмент для нарезания резьбы. Внутренняя часть – это режущие кромки, идущие по спирали, с расстоянием, соответствующим шагу резьбы. Накручивая плашку на трубу или пруток, получаем резьбу нужного размера. На наружной поверхности расположены круглые углубления для закрепления инструмента в леркодержатель.
Плашки, в зависимости от ширины, имеют до 8 режущих граней. Это предусмотрено ГОСТом 9740 от 1971 года. Изготавливаются из легированной инструментальной стали. При этом для нарезки резьбы на деталях, изготовленных из аналогичных марок стали, такие лерки не используют. ХСС, 9ХС, и конечно, самая распространенная инструментальная сталь Р6М5.
До 1991 года выпускались плашки из стали Р18. сейчас это большая редкость. Хотя резьбу нарезать таким инструментом легко. Все современные лерки с таким обозначением некачественные подделки. Покупать их не стоит.
Диаметр заготовки для нарезания резьбы должен соответствовать внутреннему размеру плашки. На краю режущей части сделана фаска для начала нарезания ниток. Для труб применяется дюймовая трубная резьба.
Основные размеры:
• полудюймовая труба – диаметр 15 мм;
• труба ¾ — 20 мм;
• дюймовая труба – 25 мм;
• дюйм с четвертью – диаметр 32 мм.
Важно. Даны размеры внутреннего диаметра труб, для определения наружного нужно добавить толщину 2=х стенок труб
На корпусе плашки обозначены следующие значения:
• размер трубы обозначен значениями ½, ¾, 1, и.т. д;
• обозначение типа резьбы;
• Обозначается вид лерки:
1. К – коническая;
2. G – цилиндрическая;
3. R – коническая трубная плашка.
Для выполнения работы по нарезанию трубной резьбы необходимо использовать не только плашку, но и другие приспособления и материалы.
Материал изготовления
В качестве сырья для производства плашек используются стали следующих марок:
легированная специализированная инструментальная 9XC;
легированная инструментальная XBCГФ;
быстрорежущая инструментальная P18;
вольфраммолибденовая быстрорежущая инструментальная P6M5 и Р6М5К5;
самозакаливающаяся инструментальная быстрорежущая молибденкобальтсодержащая Р6М5Ф2К8
Изготавливаться лерки могут также из твердых сплавов, утвержденных ГОСТом 3882-74. Их перечень содержится в таблице.
Группа | Марка металла | Физико-механические характеристики | ||
Твердость НRА, не меньше | Плотность, г/см3 | Предел прочности при воздействии на изгиб кгс/мм2, не меньше | ||
Титано-тантало-вольфрамовая | T8K7 | 90,5 | 12,8-13,1 | 155 |
TT20K9 | 91,0 | 12,0-12,5 | 150 | |
TT10K8Б | 80,9 | 13,5-13,8 | 165 | |
TT8K6 | 90,5 | 12,8-13,3 | 135 | |
TT7K12 | 87,0 | 13,0-13,3 | 170 | |
Титано-вольфрамовая | T5K10 | 88,5 | 12,5-13,1 | 145 |
T14K8 | 89,5 | 11,2-11,6 | 130 | |
T15K6 | 90,0 | 11,1-11,6 | 120 | |
T30K4 | 92,0 | 9,2-9,8 | 100 | |
Вольфрамовая | BK20-KC | 82,0 | 13,4-13,7 | 215 |
BK15 | 86,0 | 13,9-14,4 | 190 | |
BK11-BK | 87,0 | 14,1-14,4 | ||
BK20 | 84,0 | 13,4-13,7 | 210 | |
BK10-KC | 85,0 | 14,2-14,6 | 190 | |
BK11-B | 86,0 | 14,1-14,4 | 200 | |
BK4-B | 88,0 | 14,9-15,2 | 150 | |
BK10-XOM | 89,0 | 14,3-14,7 | ||
BK10 | 87,0 | 14,2-14,6 | 180 | |
BK8-BK | 87,5 | 14,5-14,8 | ||
BK8-B | 86,5 | 14,4-14,8 | 185 | |
BK8 | 88,0 | 14,5-14,8 | 170 | |
BK6-B | 87,5 | 14,6-15,0 | 170 | |
BK6-OM | 90,5 | 14,7-15,0 | 130 | |
BK6-M | 90,0 | 14,8-15,1 | 145 | |
BK3-M | 91,0 | 15,0-15,3 | 120 | |
BK6 | 88,5 | 14,6-15,0 | 155 | |
BK3 | 89,5 | 15,0-15,3 | 120 |
Плашки, режущие кромки которых выполнены из этих твердых сплавов, способны наносить резьбу на стержни из высоколегированной стали. Они хорошо подходят для применения в промышленных условиях.










Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент. Точечная сварка
К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами. Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских. Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Лерки для машинного нарезания резьбы
В сравнении с ручным методом, заготовка при машинном формообразовании совершает винтовые движения, а плашка возвратно-поступательные. В данном случае лерки разделяются на неподвижные, когда монтируются прямо на столе, и подвижные, фиксируясь в ползунке станка.

В случае с неподвижными лерками рабочая область представлена 3 частями:
- Калибрующей, где происходит настройка главных параметров резьбы, после чего осуществляется плавный выход продукции из области резьбообразования;
- Профилирующей, где выполняется накатывание резьбы;
- Заборной, где начинается захват заготовки.

Подобный метод не позволяет развиваться сильным колебаниям, которые неизбежны по причине особенностей работы устройства: присутствие холостого хода, когда при захвате новой заготовки плашкодератель с ползуном возвращаются в первоначальное положение, и большая производительность (порядка 400 об/мин).
Подвижная плашка отличается менее сложной конструкцией. По длине ее приемная область в сравнении с диаметром заготовки достигает около 30-35 процентов. До нужного уровня профилирования профиль поднимается под углом 4-7 градусов. При обратном ходе ползуна случайный захват накатанной заготовки исключается за счет того, что длина подвижной лерки больше.

При помощи машинной плашки можно запросто нарезать как обыкновенные резьбы, так и более сложные профили, к примеру, резьбу для шурупов и саморезов, а также головки пресс-масленок. Для этого на формообразующем участке плашки создается особый гребень, где в канавках создается требуемое заострение конца фиксируемого элемента.
Как правило, плашки для машинной нарезки резьбы производятся предприятиями, занимающимися выпуском резьбонакатного оборудования. Из наиболее заметных компаний можно выделить бельгийскую Malmedie, японскую Sakamura и итальянские Sacma и Sima.

Помимо причисленных изготовителей, на рынке сегодня присутствует продукция из Тайваня и КНР, которая отличается меньшей стоимостью, однако механические свойства и эксплуатационные характеристики у них вызывают ряд вопросов!
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.

Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
- для круглой идет инструмент по ГОСТ 13536-68;
- цилиндрической на трубах — ГОСТ 9740-71;
- конической — ГОСТ 6211-81;
- дюймовой — ГОСТ 6111-52;
- метрической — ГОСТ 9150-81.
Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Этапы проведения работ
Выполнение этой слесарной работы проводится в 2 этапа.
1. Подготовка инструмента и труб к работе. Качество работы и время на выполнение напрямую зависят от ответственного подхода к этому этапу.
При этом необходимо выполнить:
• Следует подготовить инструмент до надлежащего состояния. Удалить ржавчину. Если используются новые плашки и держатель, то нужно очистить от консервирующей смазки. Проверить состояние режущих кромок. Они должны быть острыми, без трещин и значительных сколов.
• При нарезании резьбы на смонтированную трубу, при замене участка трубопровода, необходимо очистить ее от слоя краски, зачистив участок на длину резьбы. Это можно сделать различным инструментом, таким как cтроительный фен, наждачная бумага, напильник или болгарка.
• Напильником или, если позволяет расстояние до стены, болгаркой, выравниваем торец трубы.
• Этими же инструментами обтачиваем край детали, снимаем фаску до образования конуса для лучшего захода лерки.
Важно. Перед выполнением дальнейшей работы, необходимо убедиться в целостности трубопровода системы, надежно закрепить ее от скручивания при нарезании
В противном случае, вы можете сломать трубу.
2. Нарезание трубной резьбы.
• Для этого первой (черновой) лучше использовать конусную лерку. Она дает возможность легко начинать процесс нарезки, но край резьбы получается не в размере. Поэтому чистовой стоит применять — цилиндрическую плашку.
• Подготовив лерки, фиксируем обрабатываемую деталь. При работе с отдельной трубой закреплять ее лучше в трубный зажим. При его отсутствии, можно зажать в тисках, используя специальные прокладки, либо закрепить ее вдоль тисков. Здесь главное не смять трубу.
• При работе с установленным трубопроводом систем здания, трубу следует отвести от стены, подложив под нее прокладки для фиксации. Для подстраховки лучше дополнительно закрепить ее с помощью газового ключа.
• Смазываем часть трубы, для короткой или длинной резьбы, солидолом или салом. Можно использовать отработку моторного масла.
• Смазываем режущие кромки и направляющую леркодержателя.
• Надеваем направляющую на трубу и подводим лерку к краю трубы. Она должна быть расположена к трубе под углом 900.
• Вращаем и одновременно надавливаем плашкодержатель, добиваемся надежного сцепления с деталью. Накручиваем несколько первых витков.
• Затем, нужно провернуть в обратную сторону, для снятия стружки.
• Следует постоянно следить за правильным расположением леркодержателя по отношению к трубе, избегая перекосов.
• Продолжаем накатывать нитки, вращая лерку по 2 полных оборота и возвращая ее на половину оборота. Таким образом, доводим ее до точки разметки.
• Периодически добавляем смазки — для лучшей производительности.
• Скручиваем конусную черновую плашку, повторяем операцию, используя чистовую цилиндрическую.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
По конструкции различают следующие виды плашек:
- Призматические или квадратные. Это две одинаковые раздвижные половинки квадратного или призматического сечения, закрепляемые в клуппе в форме рамки с рукоятками. На составных частях имеются призматические канавки. Чаще всего используют косые захватные устройства с прямоугольным окном – всего 6 номеров инструмента. Держатель вращается в рабочем направлении точно так же, как метчик. Вороток или клупп может иметь специальные направляющие кольца, благодаря чему удается получать более ровную без дефектов (например, перекосы, заусеницы, зазубрины);
- Круглые плашки могут быть разрезными и цельными (или иначе называют их лерками). Первый вариант используют для получения более точной резьбы. Конструктивно разрезная лерка имеет на боковой поверхности небольшую прорезь. Это позволяет легко регулировать обрабатываемый диаметр в пределах 0,1-1,25 мм.;
- Цельные. Конструктивно – это сплошная закаленная гайка, в которой резьба нарезана в виде сквозных продольных канавок. Они же образуют режущий контур и служат для вывода стружки. Нарезка резьбы осуществляется за один проход. Несмотря на то, что инструмент обладает достаточной жесткостью, быстро изнашивается. Данный вид плашек применяется для получения следующих видов резьб (параметры по ГОСТ 2173-51):
- метрической – диаметром до 52 мм.;
- дюймовой – от ¼ до 2″;
- метрической мелкой до 135 мм. и до 125 мм. – всего пять размерных групп.
Читать также: Как сделать пневматический домкрат
Левая плашка и различные специализированные модели
Кроме традиционных плашек очень часто в руках профессионалов можно увидеть специальные приспособления, при помощи которых можно добиться максимально точной резьбы. Они встречаются нескольких видов:
- Трубные;
- Левые;
- Метрические;
- Трубные канонические и многие другие.
Левые плашки используются в тех случаях, когда требуется левая резьба, что вполне логично. Работы такие встречаются достаточно редко, однако несмотря на это, специализированные инструменты все же существуют и даже пользуются спросом, что неудивительно, ведь в целом нарезание резьбы метчиками и плашками с каждым годом все больше набирает популярность среди профессионалов своего дела.
Освоит ли новичок резьбу плашкой с первого раза сложно сказать, поскольку здесь все зависит от его первоначальных навыков. Стоит иметь в виду, что для плашек различного типа, есть свои нюансы в работе.
Конечно у всех схожий принцип, поэтому освоив один из инструментов, вполне вероятно, что на работу с любым другим придется затратить намного меньше времени, а результат будет исключительно высокого качества.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Лерка для нарезки резьбы. Раскрываем особенности работы

Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки.
В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности.
При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.

Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.

Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур.








Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают.
При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.

Важным элементом для правильного выбора лерки является материал, из которого она изготовлена.
Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается.
Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC.
Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Основные характеристики плашки резьбонакатного типа
В последние пару лет позиции лидера при выполнении данной разновидности работ бесспорно занимает плашка, хотя известная многим лерка в свое время была также одним из инструментов, к которому обращались достаточно часто.
Однако прогресс не стоял на месте, и по этой причине на сегодняшний день эти два популярных приспособления объединены воедино и инструмент называется уже одним словом – плашка.
Внешне они достаточно сильно похожи на самые простые закаленные гайки с дополнительными осевыми отверстиями, которые образуют дополнительно режущие кромки
На всех устройствах есть от трех до шести стружечных отверстий, имеющих особую важность при отведении в сторону стружки
Читать также: Регулируем карбюратор на бензопиле