

Текст
(и 1663916 ОП ИСАНИЕ ИЗОБРЕТЕНИЯ Союз Соввтскмн Социалистически Расл ублажи(23) Приоритет удеретеенай-неинтет СССР ее делам нзобрвтеннй н етнрмтнй(53) УДК 621,837.7 (088.8) убликоваио 25.05,79, бюллетень Мт та опубликования описания 25.05.79 Авторизобретеии Г, Горенчик(71) Заявитель 4) КРИВОШИПНО — КУЛИСНЫЙ ЫЕХАНФИзобретение относится к машиностроению и. приборостроешпо и может быть использовано вустройствах и механизмах, требующих прямолинейного возвратно-поступательного движения исполнительного органа,Известен кривошипно-кулисный мехзнизм, содержащий стойку, основную и шарнирно закрепленную к ее средней части одним своим концомя шарнирно установленную на стойке.вспомогательную кулису с кулисными камнями и криво.шип, шарнирно связанный с кулисным камнем тфвспомогательной кулисы 111.,Недостатком этого механизма является непря.молинейное движение основной кулисы, вследствие конструктивных особенностей механизма.Для обеспечения прямолинейного движенияосновной кулисы кривошип выполнен в видеколенчатого вала, шейки которого размещены вплоскости, проходящей через ось врзщения кри.вошипа, и который шарнирно связан одной своейшейкой с кулисным камнем и другой шарнирно-е кулиснь.м камнем основной кулисы, з длинавспомогательной кулисы, расстояние между осями вращения кривошина и одной ее шейкой и расстояние между осями вращения кривошнпа и другой ее шейкой соответственно равно 1,25- 1,3; 0,08; 0,1 расстояния между осями враще. ния кривошипа и вспомогательной кулисы.На чертеже дана кинематическая схема предлагаемого кривошипно-кулисного механизма.Он имеет стойку 1, основную кулису 2 и шарнирно прикретщенную к ее средней части одним свопы концом и шарнирно устзновленную на стойке 1, вспомогательную кулису 3 с кулис- ными камнями 4 и 5 и кривошип 6, шарнирна связанный с кулисным камнем 5 вспомогзтель. ной кулисы 3. Кривошип 6 выполнен в виде коленчатого взла, шейки 7, 8 которого разме 1 цены в плоскости, проходящей через ось 00, вращения кривошипа 6, и который шарнирно : связан с кулисным камнем 5 одной своей шейкой 7 и другой — шарнирно с кулисным камнем 4 основной кулисы 2. Длина вспомогательной кулисы 3, расстояние между осями 00, и 020 з вращейия кривошипа и одной ее шейки 7 — и расстояние между осями 00, и 00, вращения кривоппша и другой ее шейки 8, соответственно равны 1,25 — 1,3; 0,08; 0,1 расстояния между ося6639 Составйтель В. Быстрыйдактор Т. Шагова Техред И,Асталош Корректор ОЖовинская Тираж 1138 ЦНИИПИ Государств по делам нзобрете113035, Москва, Жаказ 2963 Подан снонного комитета СССРннй н открытийРаушская наб., д. 4/5 ал ППП «Патент», г. Ужгород, ул. Проектная 4 3ми 00, н Оа 0, вращения криво 1 пипа 6 и вспомо. гательной кулисы 3.Механизм работает следующим образом.При вращении кривошипа 6 его шейка 7 обеспечивает качательное движение вспомогательной З кулисы 3 вокруг осиОеОт, а шейка 8 — возвратно-поступательное движение основной кулисы 2, прямолинейность движения которой обеспечива. ется подбором геометрических размеров указанных элементов механизма. 10 Формута изобретенияКривошипно-кулисньгй механизм, содержащий стойку, основную и шарнирно закрепленную к ее 1 средней части одним своим концом и шарнирно установленную на стойке вспомогательную кули- . су с кулисными камнями и кривошип, шарнирно связанный с кулисами камнем вспомогатель 16 4ной кулисы, о т л и ч а ю щ и й с я тем, что, с целью обеспечения прямолинейного движения основной кулисы, кривошип выполнен в виде коленчатого вала, шейки которого размещены в плоскости, проходящей через ось вращения кри
вошнпа, и которы 1 шарнирно связан одной своей шейкой с,кулисным камнем и другой — шарнирно с кулисным камнем основной кулисы, а длина вспомогательной кулисы,»расстояние между осями вращения кривошипа и одной ее шейки и расстояние между осями вращения криво- шипа и другой ее шейки соответственно равны 1,25 — 1,3; 0,08; 0,1 расстояния между осями вращения кривошипа и вспомогательной кулисы.Источники информащи,.принятые во внимание при экспертизе1. Артобалевскнй И. И
Механизмы в современной технике. М., «Машиностроение», 1971, т, 2, механизм У 1000
И. Механизмы в современной технике. М., «Машиностроение», 1971, т, 2, механизм У 1000.
Смотреть
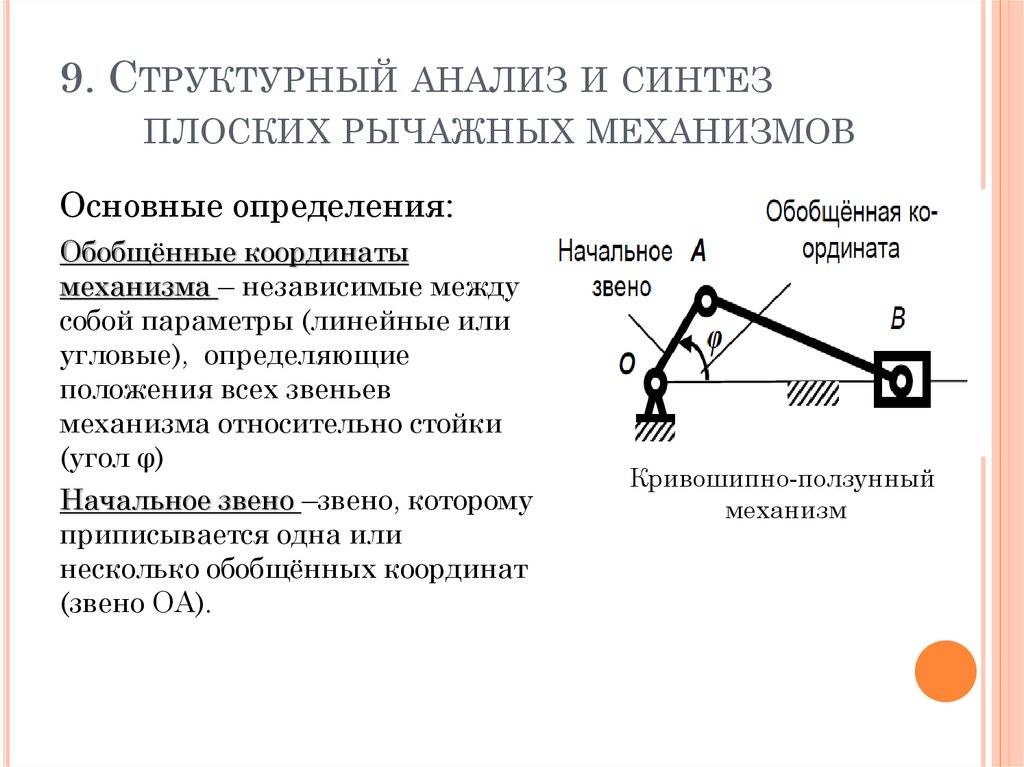
Принцип действия механизма
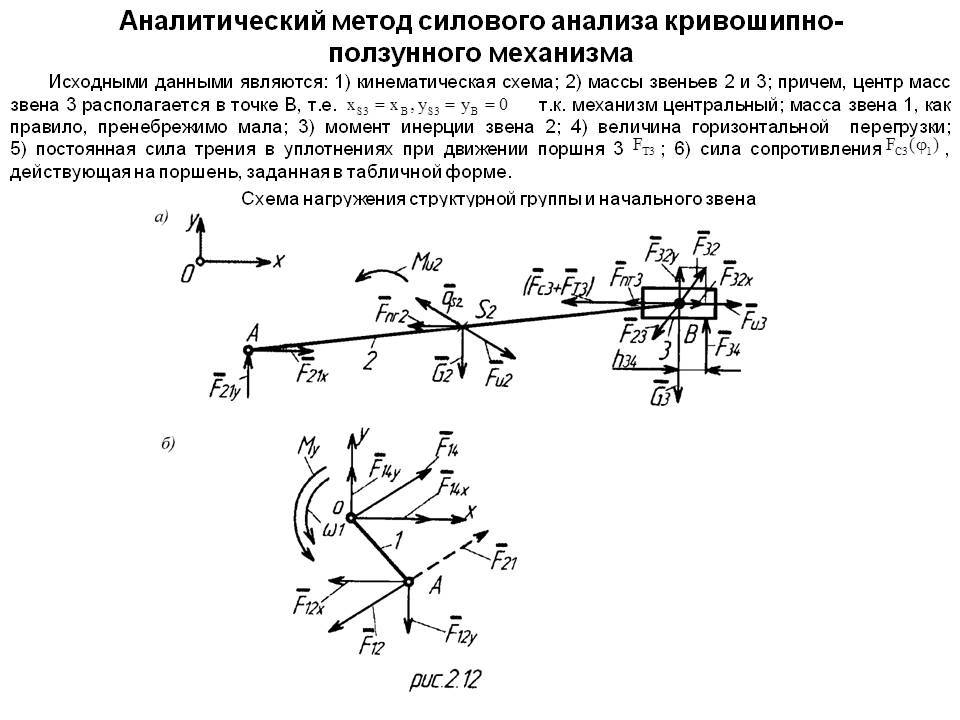
Принцип действия основывается на базовых законах прикладной механики, кинематики и статики, описывающий взаимодействие системы рычагов, имеющих как подвижные, так и неподвижные оси. Элементы системы полагаются абсолютно жесткими, но обладающими конечными размерами и массой. Исходя из распределения масс рассчитывается динамика кулисного механизма, строятся диаграммы ускорений, скоростей, перемещений, рассчитываются эпюры нагрузок и моментов инерции элементов.
Силы считаются приложенными к бесконечно малым точкам.
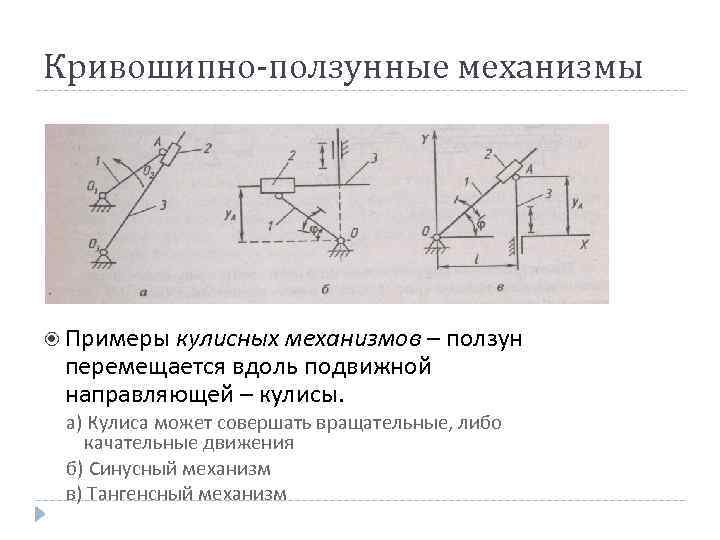
Рычажное устройство, имеющее два подвижных элемента (кулиса и кулисный камень) называют кинематической парой, в данном случае кулисной.
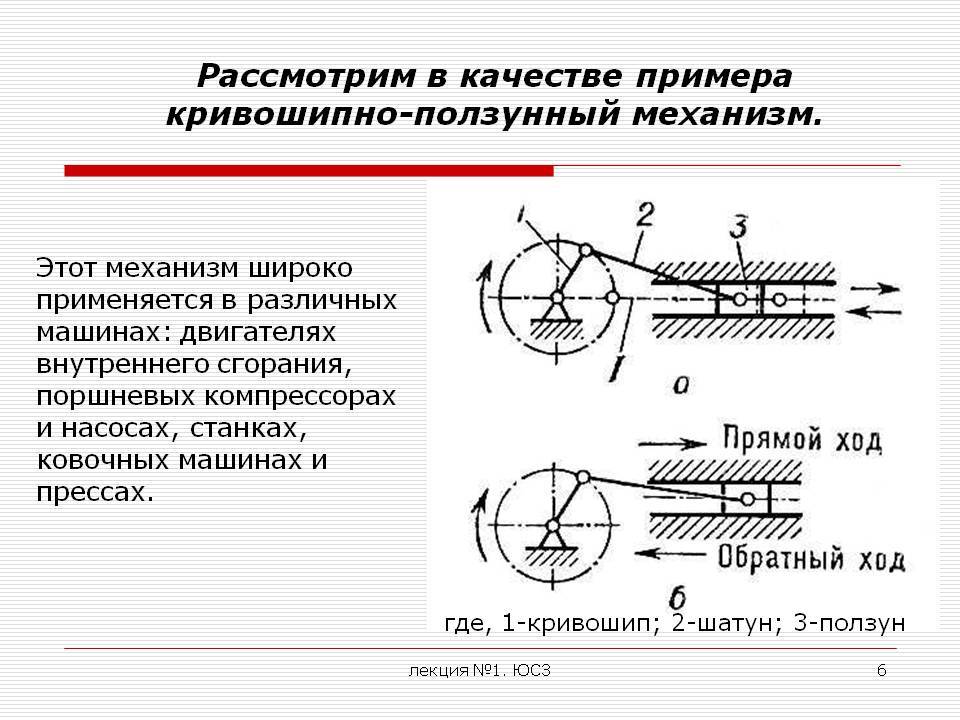
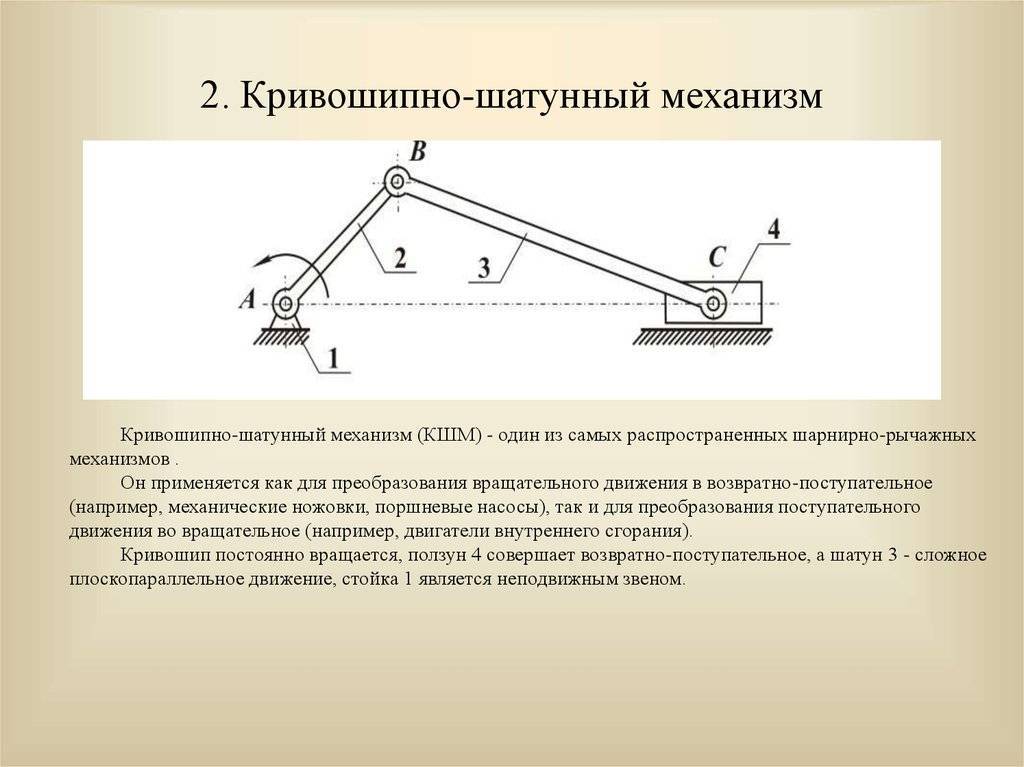
Чаще всего встречаются плоские схемы из четырех звеньев. Исходя из вида третьего звена рычажного механизма, различают кривошипные, коромысловые, двухкулисные и ползунные механизмы. Каждый из них обладает собственным способом преобразования вида движения, но все они используют единый прицеп действия- линейное или вращательное перемещение рычагов под действием приложенных сил.
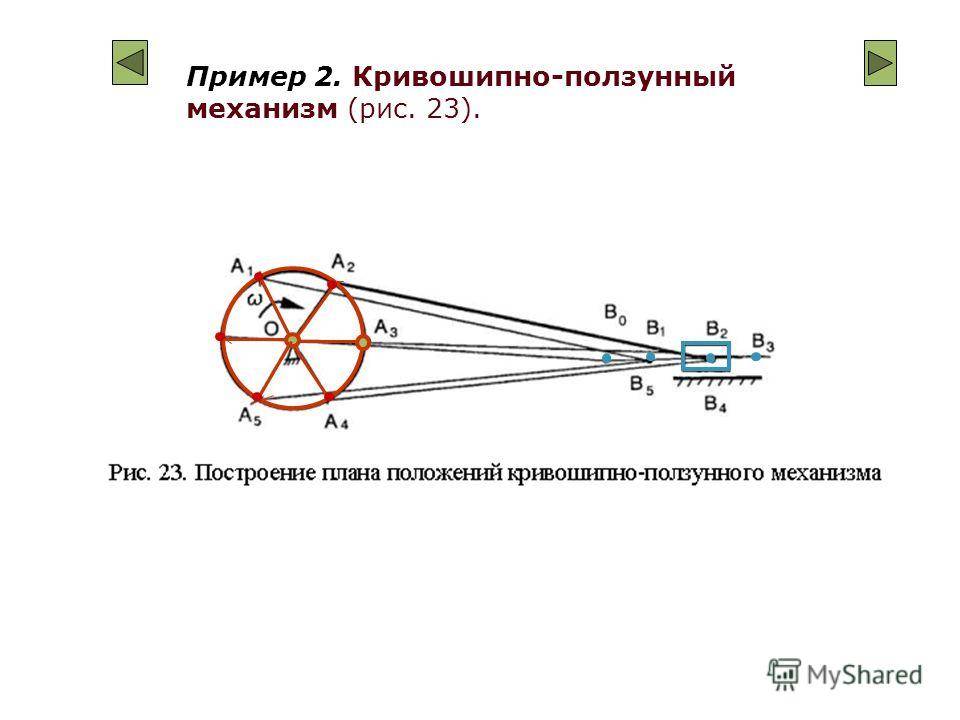
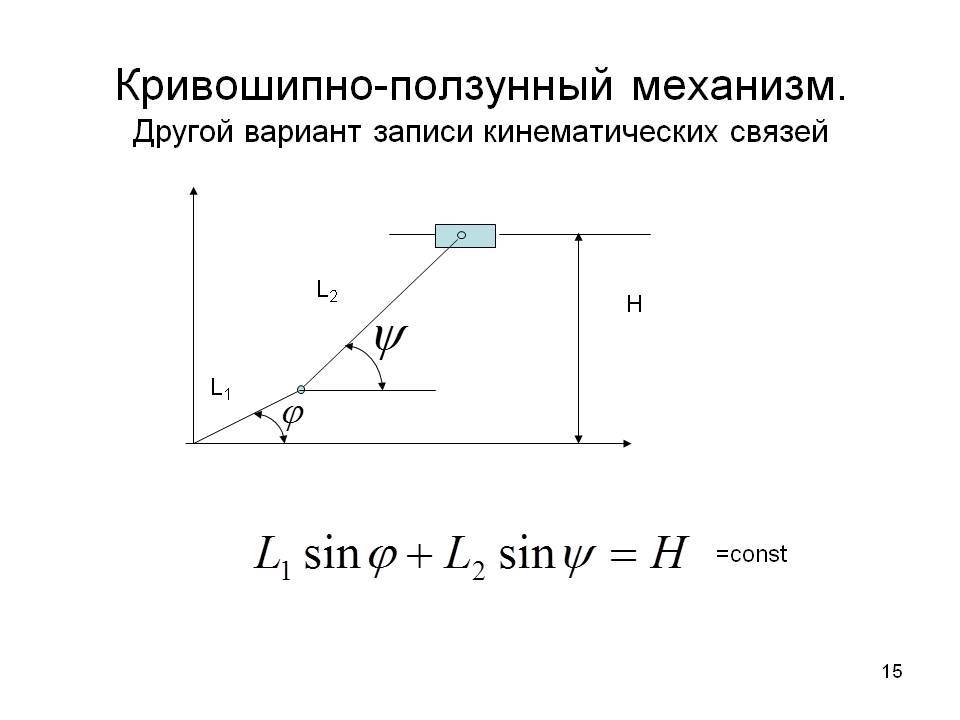
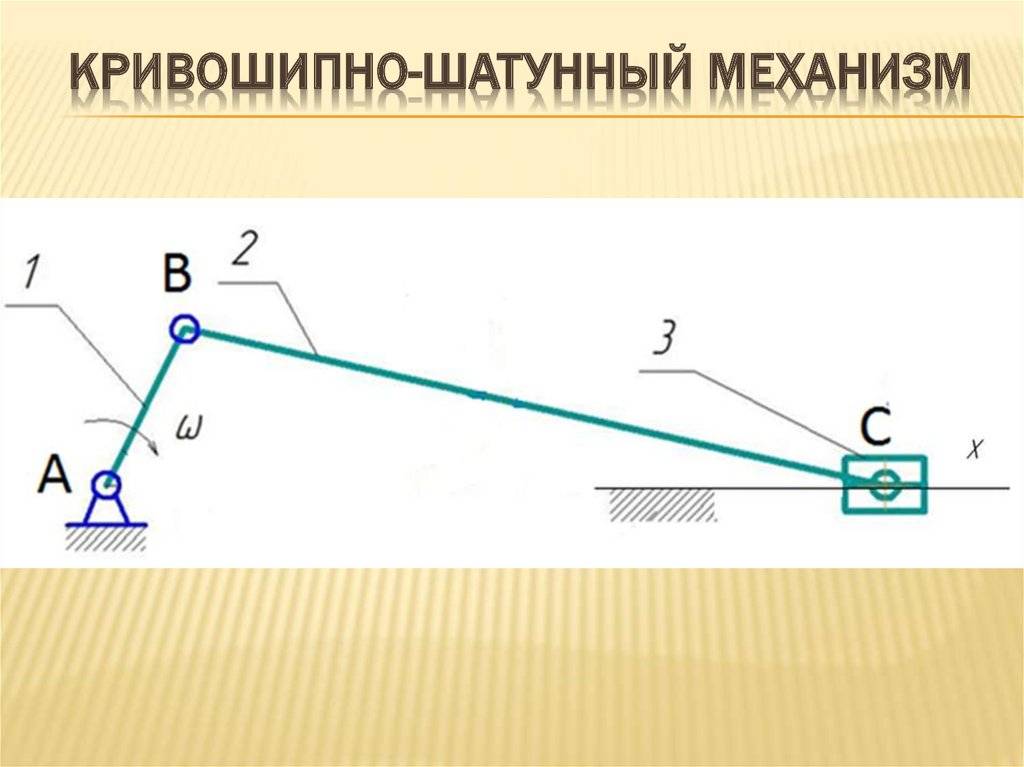
Траектория движения каждой точки кривошипно кулисного механизма определяется соотношением длин плеч и рабочими радиусами элементов схемы.
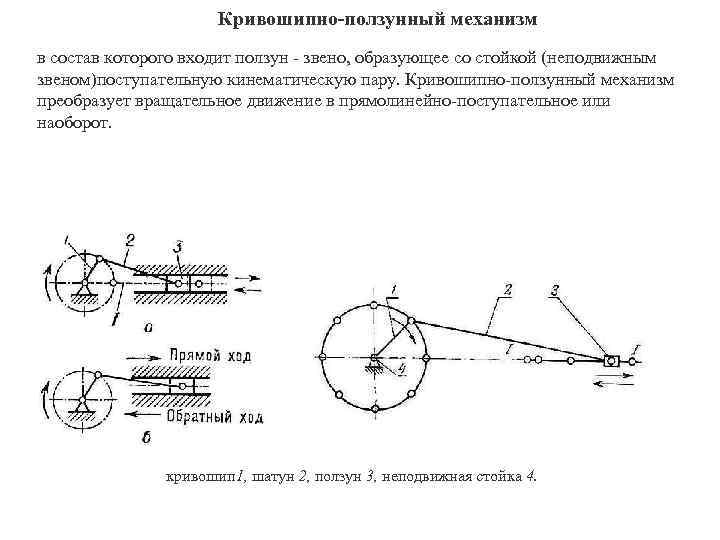
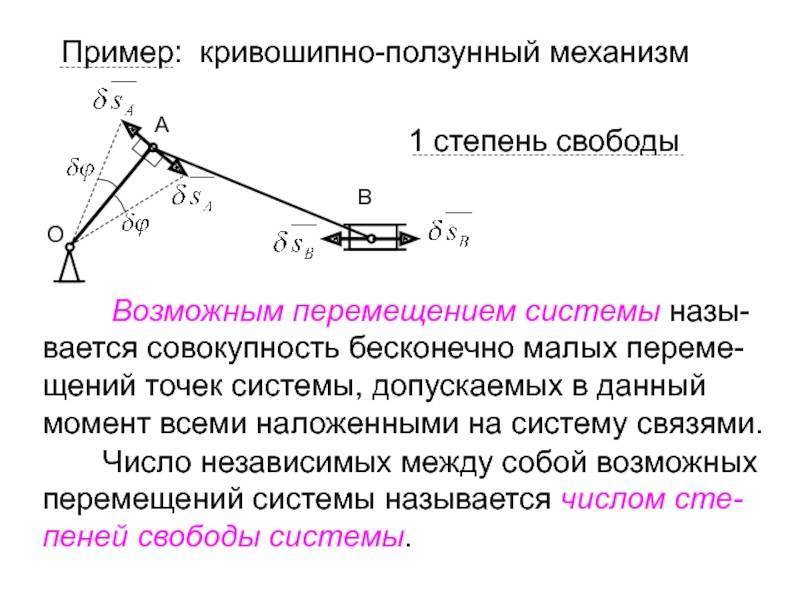
Вращающееся или качающееся звено системы рычагов оказывает воздействие на поступательно движущееся звено в точке их сочленения. Оно начинает перемещение в направляющих, оставляющих этому звену только одну степень свободы, и движется до тех пор, пока не займет крайнее положение. Это положение соответствует либо первому фазовому углу вращающегося звена, либо крайнему угловому положению качающегося. После этого при продолжении вращения или качании в обратную сторону прямолинейно движущееся звено начинает перемещение в обратном направлении. Обратный ход продолжается до тех пор, пока не будет достигнуто крайнее положение, соответствующее либо полному обороту вращающегося звена, либо второй граничной позиции качающегося.
После этого рабочий цикл повторяется.
Если кулисный механизм, наоборот, преобразует поступательное движение во вращательное, взаимодействие осуществляется в обратном порядке. Усилие, передаваемое через сочленение от ползуна, прикладывается в стороне от оси вращения звена, обладающего возможностью поворота. Возникает крутящий момент, и вращающееся звено начинает поворачиваться.
Неисправности, возникающие при работе КШМ и их причины
Сбои в работе могут случиться в разных элементах кривошипно-шатунной группы. Сложность конструкции и сочетания параметров шатунных механизмов двигателей заставляет особенно внимательно относить к их расчету, изготовлению и эксплуатации.
Наиболее часто к неполадкам приводит несоблюдение режимов работы и технического обслуживания мотора. Некачественная смазка, засорение каналов подачи масла, несвоевременная замена или пополнение запаса масла в картере до установленного уровня- все эти причины приводят к повышенному трению, перегреву деталей, появлению на их рабочих поверхностях задиров, потертостей и царапин. При каждой замене масла обязательно следует менять масляный фильтр. В соответствии с регламентом обслуживания также нужно менять топливные и воздушные фильтры.
Нарушение работы системы охлаждения также вызывает термические деформации деталей вплоть до их заклинивания или разрушения. Особенно чувствительны к качеству смазки дизельные моторы.
Неполадки в системе зажигания также могут привести к появлению нагара на поршне и п\его кольцах Закоксовывание колец вызывает снижение компрессии и повреждение стенок цилиндра.
Бывает также, что причиной поломки становятся некачественные либо поддельные детали или материалы, примененные при техническом обслуживании. Лучше приобретать их у официальных дилеров или в проверенных магазинах, заботящихся о своей репутации.
Описание патента на изобретение SU1444577A1
Изобретение относится к машиностроению, а именно к кривошипно-ползун- ным преобразователям вращательного движения в возвратно-поступательное с регулируемым ходом ведомого звена, и может быть использовано в станкостроении я приводах строгальных станков.
Цель изобретения – расширение диапазона регулирования хода ведомого звена и повьшение точности регулирования.
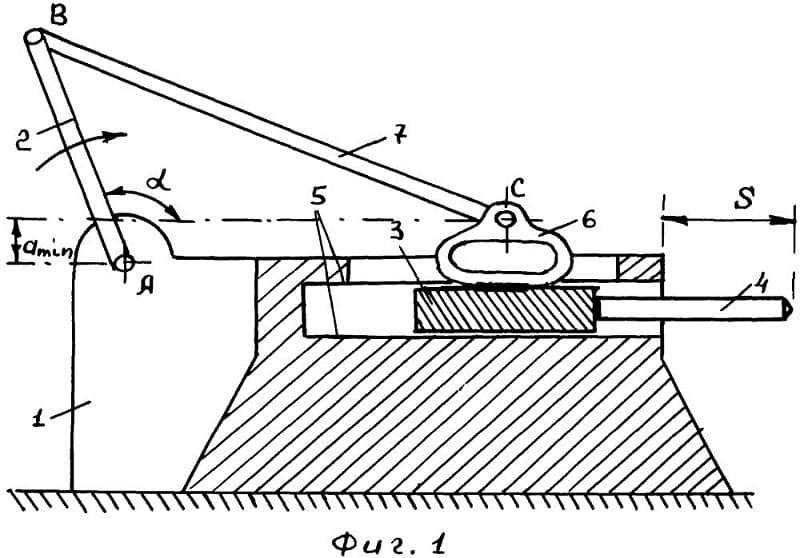
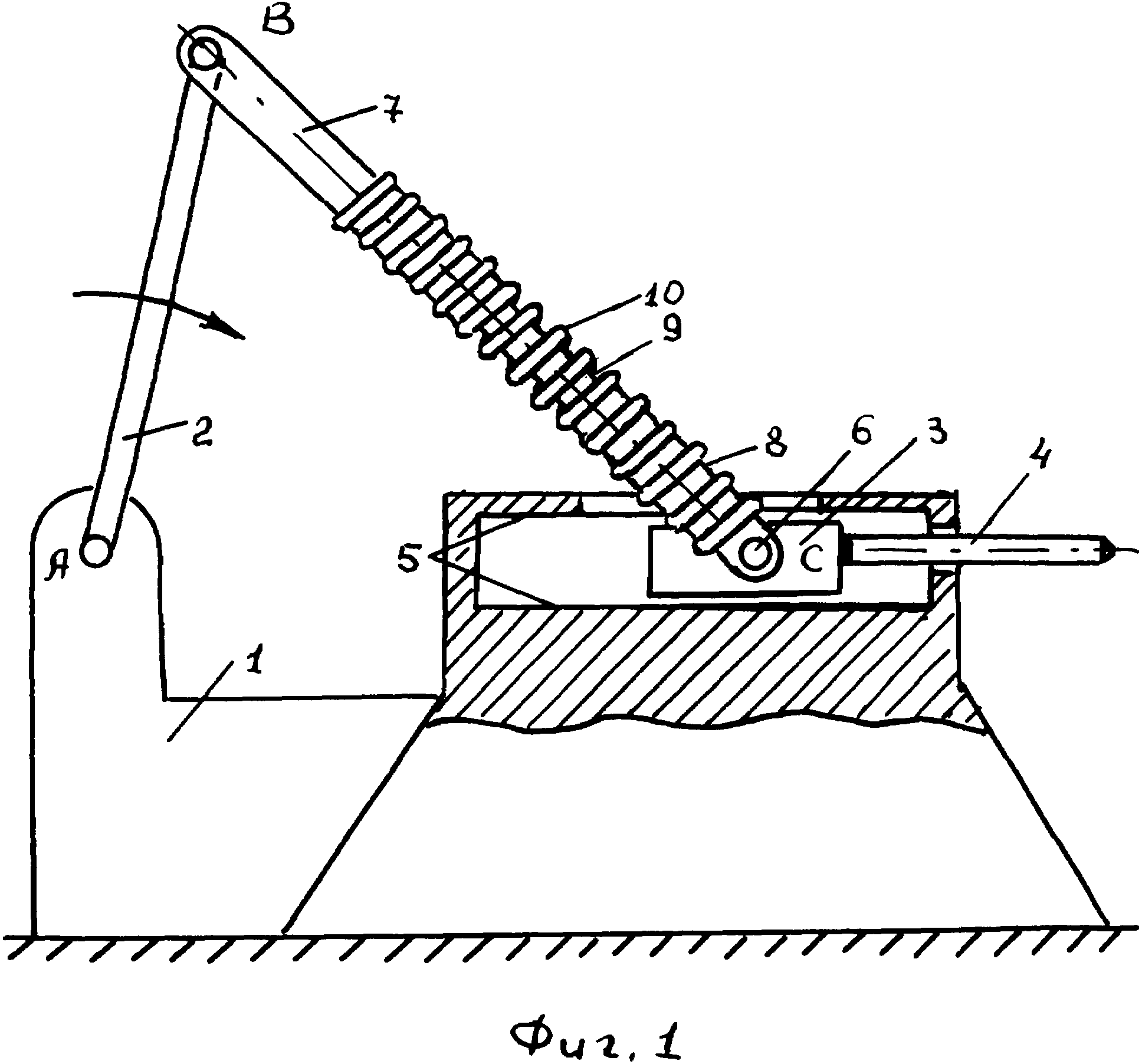
На чертеже показана конструктивная схема предлагаемого механизма.
Механизм содержит основание 1с выполненными в нем основной прямолинейной направлякнцей 2 и вспомогательной прямолинейной направляющей 3,установленный на основании t кривошип 4 в виде, например, диска, в радиапь- ном пазу .5 которого установлен с возможностью перемещения и фиксации кривошипный палец 6, установленный в направляквцей 2 рабочий ползун 7 (являющийся выходным звеном механизма), установленный в направлякяцей 3 с возможностью перемещения и фиксации в требуемом положении регулировочный ползун 8, шарнщ но связанный одним концом с кривошипным пальцем 6 пер- вый шатун, второй щатун 10, шарнирно связанный одним концом с другим концом первого шатуна 9, а другим концом – с рабочим ползуном 7, и коромысло 11, шарнирно связанное одним концом с регулировочным ползуном 8, а другим концом – с общим шарниром шату нов 9 и 10. Для перемещения и фиксаци ползуна 8 механизм снабжен, например, винтовым механизмом 12.



Механизм работает следующим образом.
Вращение кривошипа 4 через шатуны 9 и 10 преобразуется в возвратно-посг
тупательное перемещение ползуна 7, при этом коромысло 11 совершает колебательное движение. Для изменения и i смещения амплитуды хода ползуна 7 изменяют длину кривошипа 4 за счет перемещения и закрепления пальца 6 в пазу 5 или перемещают в новое положение с помощью винтового механизма 12 ползун 8 в направляющей 3, или производят одновременные перемещения кривошипного пальца 6 и ползуна 8.
Формула изобретения
1.Кривошипнр-ползунньй механизм с регулируемым ходом ползуна, содержащий основание с выполненными в нем двумя прямолинейными направляющими, установленный на основании кривошип, установленные в соответствующих направляющих рабочий и регулировочный ползуны, шарнирно связанный од ним концом с кривошипом осевой .шатун и
второй шатун, шарнирно связанный одним концом с другим концом осевого шатуна, а другим концом – с рабочим ползуном, отличающийся тем, что, с целью расширения диапазона регулирования хода ведомого звена, кривошип выполнен регулируемой длины, регулировочный ползун установлен с возможностью фиксации в заданном положении, а механизм снабжен коромыслом, шарнирно связанным одним концом с регулировочным ползуном, а другим концом – с общим шарниром шатунов.
2.Механизм поп.1, отличающийся тем, что, с целью повышения точности регулирования, средство перемещения и фиксации регулировочного ползуна выполнено в виде винтового механизма.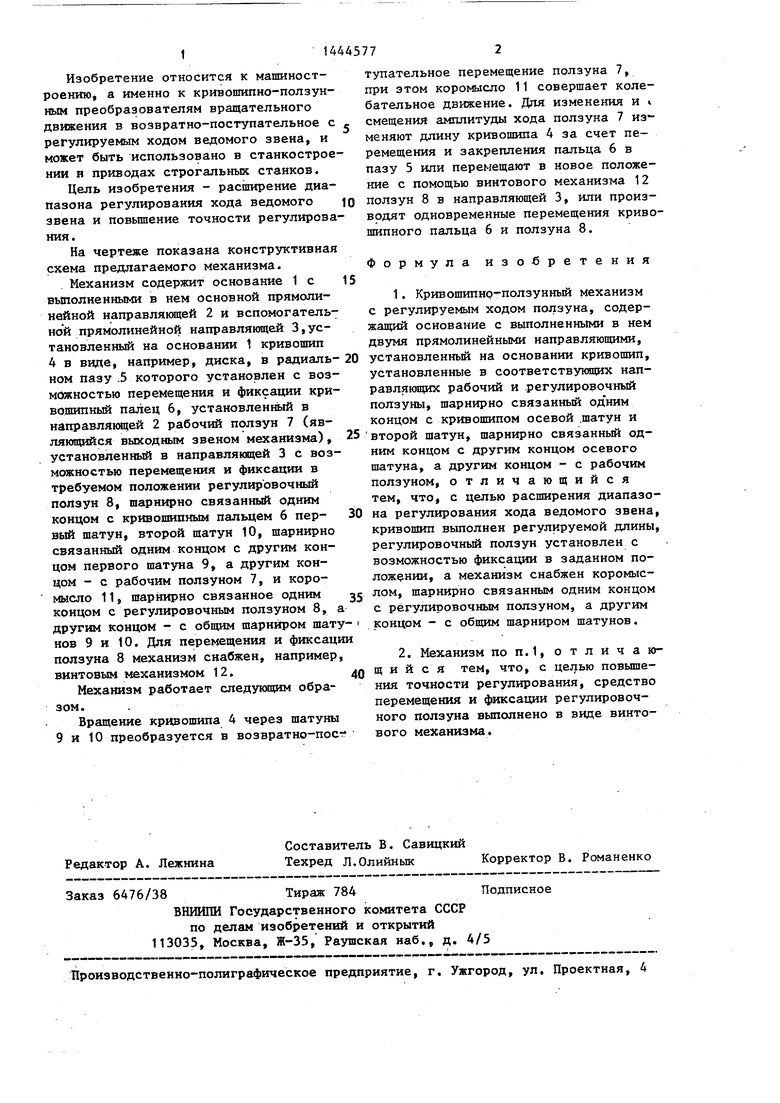
Формула изобретения
1. Сферический кривошипно-ползунный механизм для обратимых преобразователей направления движения, в котором геометрические оси всех установленных с возможностью вращения деталей пересекаются в одной “центральной” точке и который имеет корпус, вал, который установлен в корпусе в двух противоположных соосных подшипниках, кривошип, который жестко связан с валом в его средней части и снабжен кольцевым пазом, плоскость симметрии которого наклонена к геометрической оси вала и включает в себя упомянутую “центральную” точку, ползун, который кинематически связан с кольцевым пазом кривошипа, качательное кинематическое звено, которое установлено в корпусе в двух противоположных соосных подшипниках так, что их общая геометрическая ось практически перпендикулярна общей геометрической оси подшипников вала, и по меньшей мере один стержневой промежуточный элемент кинематической связи между ползуном и качательным кинематическим звеном, отличающийся тем, что кольцевой паз кривошипа выполнен в виде по меньшей мере одной первой беговой дорожки для тел качения, ползун выполнен на основе кольца с по меньшей мере одной второй беговой дорожкой для тел качения и кинематически связан с кольцевым пазом кривошипа через эти тела, качательное кинематическое звено выполнено в виде обоймы, которая с непрерывным зазором свободно охватывает указанное кольцо и жестко связана по меньшей мере с одним дополнительным выступающим за корпус валом.
2. Механизм по п.1, отличающийся тем, что указанная обойма жестко связана с двумя дополнительными соосными валами, которые выступают за пределы корпуса с его противоположных сторон.
3. Механизм по п.1 или 2, отличающийся тем, что вал, несущий кривошип, снабжен по меньшей мере одним маховиком, который расположен вне корпуса.
4. Механизм по п.1 или 2, отличающийся тем, что корпус выполнен в виде двух жестко связанных рамок, плоскости симметрии которых перпендикулярны и включают упомянутую “центральную” точку.
5. Сферический кривошипно-ползунный механизм для обратимых преобразователей направления движения, в котором геометрические оси всех установленных с возможностью вращения деталей пересекаются в одной “центральной” точке и который имеет корпус, вал, который установлен в корпусе в двух противоположных соосных подшипниках, кривошип, который жестко связан с валом в его средней части и снабжен кольцевым пазом, плоскость симметрии которого наклонена к геометрической оси вала и включает в себя упомянутую “центральную” точку, ползун, который кинематически связан с кольцевым пазом кривошипа, качательное кинематическое звено, которое установлено в корпусе в двух противоположных соосных подшипниках так, что их общая геометрическая ось практически перпендикулярна общей геометрической оси подшипников вала, и по меньшей мере один стержневой промежуточный элемент кинематической связи между ползуном и качательным кинематическим звеном, отличающийся тем, что кривошип выполнен разъемным, в кольцевом пазу кривошипа жестко закреплено цельное кольцо с по меньшей мере одной беговой дорожкой, которое служит внутренним кольцом подшипника качения, ползун выполнен на основе наружного кольца указанного подшипника качения, которое имеет одинаковое с указанным внутренним кольцом количество беговых дорожек и опирается на него через подходящие тела качения, а качательное кинематическое звено выполнено в виде обоймы, которая с непрерывным зазором свободно охватывает ползун и жестко связана по меньшей мере с одним дополнительным выступающим за корпус валом.
6. Механизм по п.5, отличающийся тем, что указанная обойма жестко связана с двумя дополнительными соосными валами, которые выступают за пределы корпуса с его противоположных сторон.
7. Механизм по п.5 или 6, отличающийся тем, что вал, несущий кривошип, снабжен по меньшей мере одним маховиком, который расположен вне корпуса.
8. Механизм по п.5 или 6, отличающийся тем, что корпус выполнен в виде двух жестко связанных рамок, плоскости симметрии которых перпендикулярны и включают упомянутую “центральную” точку.
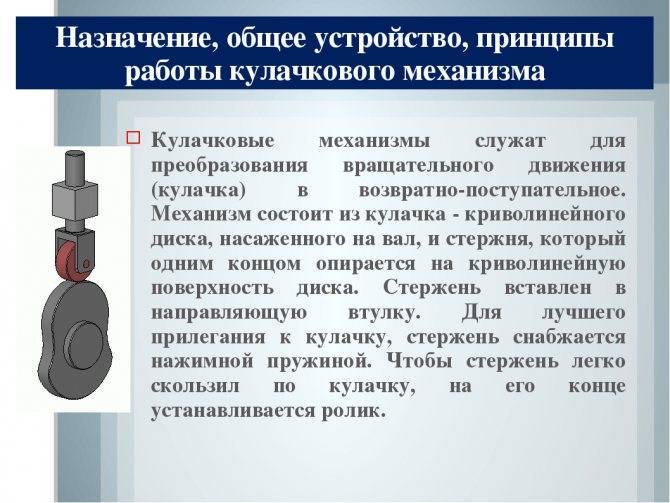
Поршень
Поршень принимает на себя энергию, выделяемую при сгорании, и за счет своего перемещения преобразовывает ее в механическое действие. Состоит он из днища, юбки и бобышек для установки пальца.

Устройство поршня
Именно днищем поршень и воспринимает энергию. Поверхность днища в бензиновых моторах изначально была ровной, позже на ней стали делать углубления для клапанов, предотвращающих столкновение последних с поршнями.
В дизельных же моторах, где смесеобразование происходит непосредственно в цилиндре, и составляющие смеси туда подаются по отдельности, в днищах поршня выполнена камера сгорания – углубления особой формы, обеспечивающие более лучшее смешивание компонентов смеси.
Отличие дизельного двигателя от бензинового
В инжекторных бензиновых двигателях тоже стали применять камеры сгорания, поскольку в них тоже составные части смеси подаются по отдельности.
Юбка является лишь его направляющей в гильзе. При этом нижняя часть ее имеет особую форму, чтобы исключить возможность соприкосновения юбки с шатуном.
Чтобы исключить просачивание продуктов горения в подпоршневое пространство используются поршневые кольца. Они подразделяются на компрессионные и маслосъемные.
В задачу компрессионных входит исключение появления зазора между поршнем и зеркалом, тем самым сохраняется давление в надпоршневом пространстве, которое тоже участвует в процессе.
Если бы компрессионных колец не было, трение между разными металлами, из которых изготавливаются поршень и гильза было бы очень высоким, при этом износ поршня происходил бы очень быстро.
В двухтактных двигателях маслосъемные кольца не применяются, поскольку смазка зеркала производиться маслом, которое добавляется в топливо.
В четырехтактных смазка производится отдельной системой, поэтому чтобы исключить перерасход масла используются маслосъемные кольца, снимающие излишки его с зеркала, и сбрасывая в поддон. Все кольца размещаются в канавках, проделанных в поршне.


Бобышки – отверстия в поршне, куда вставляется палец. Имеют отливы с внутренней части поршня для увеличения жесткости конструкции.
Палец представляет собой трубку значительной толщины с высокоточной обработкой внешней поверхности. Часто, чтобы палец не вышел за пределы поршня во время работы и не повредил зеркало гильзы, он стопориться кольцами, размещающимися в канавках, проделанных в бобышках.
Это конструкция ЦПГ. Теперь рассмотрим устройство кривошипно-шатунного механизма.
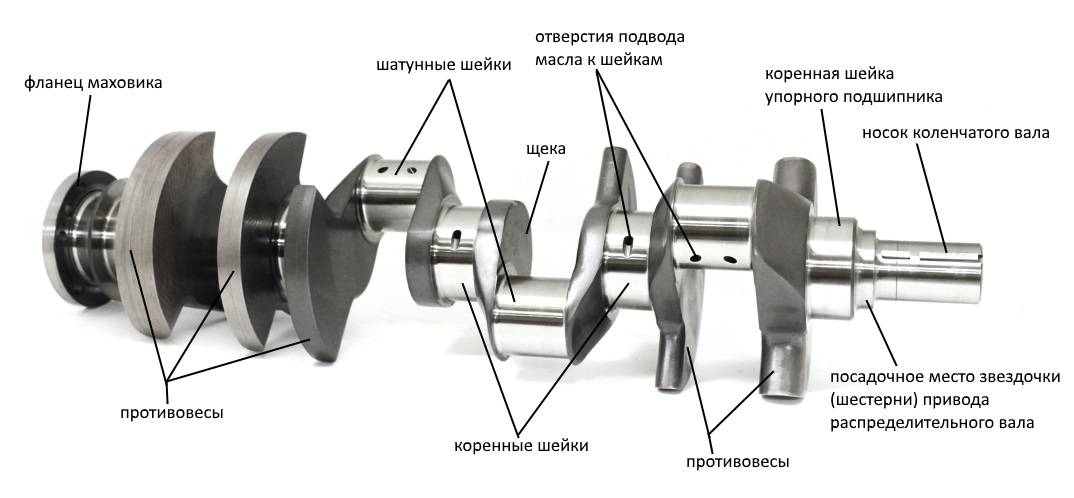
Коленчатый вал
Перейдем к коленчатому валу. Он имеет достаточно сложную форму. Осью его выступают коренные шейки, посредством которых он соединен с блоком цилиндров. Для обеспечения жесткого соединения, но опять же подвижного, в блоке посадочные места вала выполнены в виде полуколец, второй частью этих полуколец выступают крышки, которыми вал поджимается к блоку. Крышки к с блоком соединены болтами.
Коленвал 4-х цилиндрового двигателя
Коренные шейки вала соединены с щеками, которые являются одной из составных частей кривошипа. В верхней части этих щек располагается шатунная шейка.
Количество коренных и шатунных шеек зависит от количества цилиндров, а также их компоновки. В рядных и V-образных двигателях на вал передаются очень большие нагрузки, поэтому должно быть обеспечено крепление вала к блоку, способное правильно распределять эту нагрузку.
Для этого на один кривошип вала должно приходиться две коренные шейки. Но поскольку кривошип размещен между двух шеек, то одна из них будет играть роль опорной и для другого кривошипа. Из этого следует, что у рядного 4-цилиндрового двигателя на валу имеется 4 кривошипа и 5 коренных шеек.
У V-образных двигателей ситуация несколько иная. В них цилиндры расположены в два ряда под определенным углом. Поэтому один кривошип взаимодействует с двумя шатунами. Поэтому у 8-цилиндрового двигателя используется только 4 кривошипа, и опять же 5 коренных шеек.
Уменьшение трения между шатунами и шейками, а также блоком с коренными шейками достигается благодаря использованию вкладышей – подшипников трения, которые помещаются между шейкой и шатуном или блоком с крышкой.
Смазка шеек вала производится под давлением. Для подачи масла применяются каналы, проделанные в шатунных и коренных шейках, их крышках, а также вкладышах.
В процессе работы возникают силы, которые пытаются сместить коленчатый вал в продольном направлении. Чтобы исключить это используются опорные полукольца.
В дизельных двигателях для компенсации нагрузок используются противовесы, которые прикрепляются к щекам кривошипов.
Устройство модели кривошипного пресса
Типовая кинематическая схема кривошипного пресса включает в себя:
- Электродвигатель;
- Клиноременную передачу;
- Приёмный вал (у быстроходного оборудования, выполняющего более 200 ходов в минуту, он может отсутствовать) с промежуточной зубчатой передачей;
- Маховик, в который, как правило, встраивается система включения – муфта с тормозом;
- Главный вал, который может располагаться параллельно или перпендикулярно фронту обслуживания машины;
- Кривошипно-шатунный или эксцентриковый исполнительный механизм;
- Ползун, к которому прикрепляется подвижная часть инструмента. В ползунах устанавливаются механизмы регулировки закрытой высоты, которые для прессов усилием свыше 1,6 МН имеют собственный электропривод;
- Станину, с одной или двумя стойками, где устанавливаются регулируемые направляющие для точного направления ползуна;
- Уравновешиватель (опционно, для прессов с номинальным усилием более 0,25 МН);
- Систему смазки и управления. Привод системы включения – электропневматический.
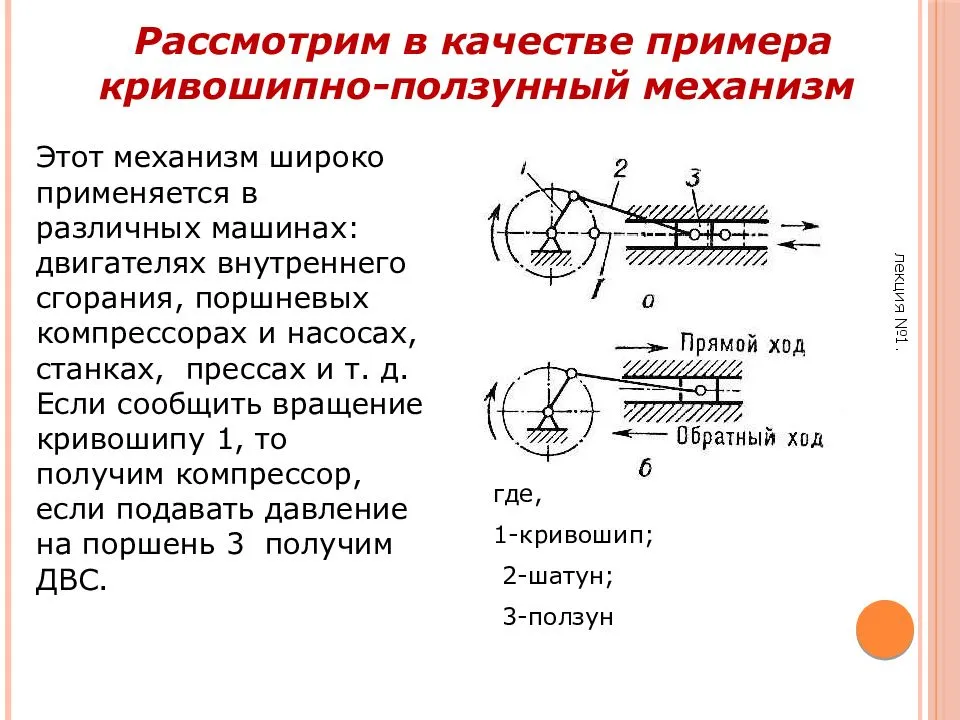
Принцип работы
Штамповочный пресс с кривошипно-шатунным исполнительным механизмом работает так. Крутящий момент от электродвигателя через клиноременную передачу передаётся маховику, который свободно вращается в подшипниках главного или приёмного вала. Ползун при этом неподвижен, поскольку главный вал блокирован тормозом. При включении муфты тормоз отключается, а муфта соединяет главный вал с электродвигателем, в результате чего он начинает вращаться. Шатун, закреплённый на кривошипной/эксцентриковой оси, совершает качательные перемещения, в результате чего вращательное движение вала преобразуется в возвратно-поступательное движение ползуна.
Режимы работы кривошипного штамповочного пресса
Для своего управления кривошипные прессы имеют режим двуручного включения, а также падаль, которая используется в тех случаях, когда руки штамповщика заняты (например, удерживанием заготовки). Для пуска пресса на рабочий ход необходимо одновременное нажатие двух кнопок.
Кривошипно-штамповочные прессы, не оснащённые средствами автоматизации/механизации, имеют следующие режимы работы:
- Режим прямого одиночного хода, когда ползун пресса совершает рабочий ход вниз, после чего останавливается в верхнем положении, независимо от того, нажата ли или отпущены кнопки или педаль включения.
- Режим автоматических ходов, когда ползун совершает непрерывные ходы после однократно нажатой кнопки/кнопок. После вторичного нажатия на кнопку механизм остановится.
- Наладочный режим, когда движение ползуна происходит только в момент нажатия кнопок включения. Применяется при необходимости переустановки штампов или регулировке хода ползуна.
Купить пресс кривошипный можно, воспользовавшись предложениями . В наличии – только современные модели отечественных или зарубежных производителей.
- Пресс кривошипный одностоечный КД2122(ус. 16 т)
- Пресс кривошипный одностоечный КД2124(ус. 25 т)
- Пресс кривошипный одностоечный КД2126(ус. 40 т)
- Пресс кривошипный одностоечный КД2128(ус. 63 т)
- Пресс кривошипный одностоечный КД2130(ус.100 т)
- Пресс кривошипный одностоечный КЕ2130(ус. 100 т)
- Пресс кривошипный одностоечный КЕ2130А(ус. 100 т)
- Пресс кривошипный одностоечный КЕ2330(ус. 100 т)
- Пресс кривошипный одностоечный КВ2132 (КГ2132)(ус. 160 т)
- Пресс кривошипный одностоечный КВ2134 (КГ2134)(ус. 250 т)
Эксплуатация
Эксплуатация зерноуборочного комбайна должна осуществляться по инструкции:
- Проверяют уровень масла в двигателе, коробке, баке гидравлики, охлаждающую жидкость в радиаторе, топливо в топливном баке.
- Выбирают подходящую передачу при среднем положении рычага хода, толкают вперед и начинают движение.
- Регулируют скорость езды, проверяют тормоза.
- При температуре воздуха ниже 0°С двигатель должен поработать несколько минут на холостом ходу.
- Переключение скоростей осуществляют на ровной поверхности земли. Сначала переключатель устанавливают на нейтральную передачу, затем на желаемую.
- Педали тормоза сцеплены. Системой пользуются плавно. Запрещено двигаться по наклонной вниз на нейтралке.
- При движении комбайна по дорогам общего пользования жатки устанавливаются на свои места, направление передних и задних фар должно быть отрегулировано, включается только ближний свет. Зерновой бункер пустой.
- При езде по полю используют тормоза управления для снижения разворотного радиуса. На мягких участках уменьшают давление в передних шинах. На крутых склонах устойчивость улучшается с повышением давления колес. Если бункер загружен наполовину, шансы перевернуться минимальны.
- При обмолоте для обеспечения равномерной загрузки работают на больших оборотах силового агрегата. Предварительно регулируют скорость движения, высоту среза и мотовило так, чтобы загрузка хлеба происходила равномерно и непрерывно. Затем производят пробный заезд с отрегулированными параметрами.
Работы по установке оборудования, настройке и ремонту должен выполнять специалист, обладающий знаниями и навыками по работе с комбайном.
Габариты комбайнов
- Если для обработки масштабных участков подходят крупногабаритные модели, то в небольших хозяйствах настоящим спасением стал мини комбайн зерновой. Он выполняет те же функции что и комбайн зерноуборочный самоходный КЗС 10К 26, но обладает компактными размерами и малым весом, благодаря чему не повреждает почву. Японские мини комбайны зерновые весьма эффективны и могут быть использованы со вспомогательными агрегатами и техникой.
- Если вас интересует самый большой зерноуборочный комбайн мира, то им стал New Holland CR10.90, также в этом направлении работает американский производитель Джон Дир, стоит отметить, что и зерноуборочные комбайны российского производства стремительно развиваются в этом направлении.
В том случае, если ваш участок достаточно компактен, и в приобретении промышленного комбайна смысла нет, вы можете сэкономить и использовать самодельный зерноуборочный комбайн, или же довериться многолетнему опыту профессионалов, приобретя максимально удобный и продуктивный зерновой мини комбайн Вольво ВМ 800.
Сказать какой зерноуборочный комбайн лучше, нельзя. Все зависит от поставленных целей и особенностей собираемой культуры, особенностей грунта и ландшафта, а также прочих нюансов. Вы можете сами досконально изучить принцип работы зерноуборочного комбайна, или же обратиться к высококвалифицированным специалистам, которые помогут осуществить выбор оптимального варианта, исключительно для вас и вашего хозяйства.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
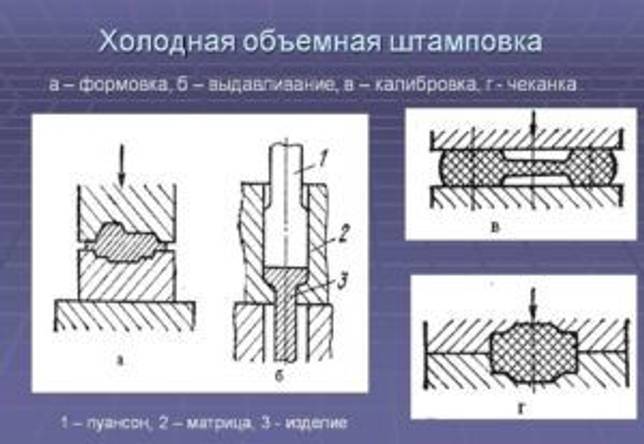
Холодная штамповка является одним из разновидностей штампования
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Это интересно: Радиально-сверлильный станок 2М55: характеристики и документация
Часовой механизм поворота
Устройство часового механизма поворота в основе своей довольное простое. Для того чтобы создать такой принцип работы, нужно взять любые механические часы и соединить их с двигателем солнечной батареи.
Для того чтобы заставить работать двигатель, необходимо установить один подвижный контакт на длинную стрелку механических часов. Второй неподвижный закрепляется на двенадцати часах. Таким образом, каждый час, когда длинная стрелка будет проходить через двенадцать часов, контакты будут замыкаться, и двигатель будет поворачивать панель.
Временной промежуток в один час, выбран исходя из того, что за это время солнечное светило проходит по небу около 15 градусов. Установить еще один неподвижный контакт можно на шесть часов. Таким образом, поворот будет проходить каждые полчаса.
Автоматизация и механизация оборудования листовой штамповки
Осуществляется очень легко благодаря тому, что в качестве исходных заготовок используется металлическая лента или полоса. Ленту, свернутую в рулон, и полосу подают в штамп чаще всего с помощью роликов, которые периодически в нужный момент поворачиваются на определенный угол, обеспечивая перемещение металла на требуемый шаг (рис. 10).
Устройства для автоматической подачи штучной заготовки к рабочему инструменту весьма разнообразны. В данном случае механизм должен обеспечить определенную ориентировку заготовки в пространстве и последующую подачу ее к рабочему инструменту.
В качестве вспомогательного оборудования штамповочных прессов получили распространение магазинные устройства, питающие пресс заготовками, механизмы для удаления деталей из штампа, приспособления для нанесения технологической смазки перед штамповкой, механизмы для удаления отходов, счетчики готовых изделий. При холодной штамповке находят широкое применение различные конструкции «механических рук» с использованием механического и пневматического зажимов.





