

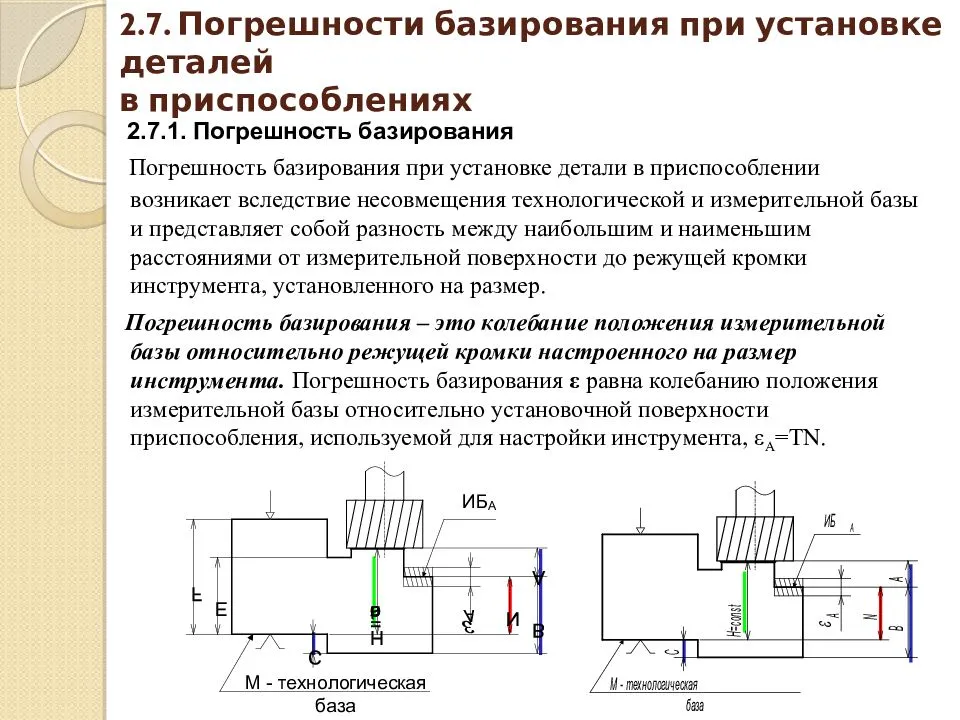
Причины возникновения погрешностей
Погрешности неизбежно возникают в процессе изготовления деталей машин. Это обусловлено неточностями, сопровождающими любой производственный процесс.
В самом начале разработки конструкций машин и механизмов конструктор, учитывает будущие отклонения размеров деталей в процессе производства. Он назначает допуски на изготовление деталей, т.е. определяет верхние и нижние пределы размеров детали.
Влияние допусков деталей на точность машин можно уменьшить и не повышая точность деталей. Это достигается за счет применения селекционной сборки и введения в конструкцию механизма деталей-компенсаторов (прокладок, шайб, дистанционных колец и др.). Это позволяет компенсировать неточности размеров деталей в направлении осей или в направлениях, параллельных осям, но не компенсируют неточности размеров в радиальных направлениях.
В последние годы появились компенсаторы из пластмассы, которые позволяют компенсировать неточности и радиальных размеров. Однако и селекционная сборка, и применение компенсаторов увеличивают продолжительность сборочных операций, ограничивают взаимозаменяемость деталей и, следовательно, усложняют процесс производства и эксплуатации машин. Поэтому при массовом производстве изделий необходимо обеспечивать полную взаимозаменяемости деталей за счет уменьшения допусков на их изготовление.
Правильно выбрать степень точности изготовления деталей можно только при точном учете всех погрешностей, возникающих в процессе производства.
К ним относятся:
- погрешности, обусловленные выбранным способом базирования детали при обработке на станках;
- погрешности размещения (установки) детали в приспособлении;
- погрешности, обусловленные колебаниями сил резания;
- погрешности, обусловленные колебаниями сил закрепления детали в приспособлении;
- погрешности изготовления деталей самого приспособления;
- погрешности, связанные с износом инструментов;
- погрешности, вызываемые упругой деформацией системы станок—приспособление—инструмент—деталь (СПИД);
- и др.
Требуемое расположение поверхностей детали можно обеспечить только в следующих случаях:
- если заготовка занимает определенное положение в рабочей зоне станка;
- если положение заготовки в рабочей зоне определено до начала обработки, на основе этого можно корректировать движения формообразования.
Сумма возможных погрешностей, возникающих при обработке деталей, не должна превышать величину допуска, установленного на тот размер детали, который должен быть выдержан при выполнении данной операции.
Точное положение заготовки в рабочей зоне станка достигается в процессе установки ее в приспособлении. Процесс установки включает в себя:
- базирование (придание заготовке требуемого положения относительно выбранной системы координат);
- закрепление (приложение сил и пар сил к заготовке для обеспечения постоянства и неизменности ее положения, достигнутого при базировании).
Фактическое положение заготовки, установленной в рабочей зоне станка, отличается от требуемого.Это обусловливается отклонением положения заготовки (в направлении выдерживаемого размера) в процессе установки. Это отклонение называют погрешностью установки. Она в свою очередь состоит из
- погрешности базирования;
- погрешности закрепления.
Поверхности, принадлежащие заготовке и используемые при ее базировании, называют технологическими базами.
Поверхности, принадлежащие заготовке и используемые для ее измерений — измерительными базами.
Для установки заготовки в приспособлении обычно используют несколько баз. Упрощенно принято считать, что заготовка соприкасается с приспособлением в точках, называемых опорными.
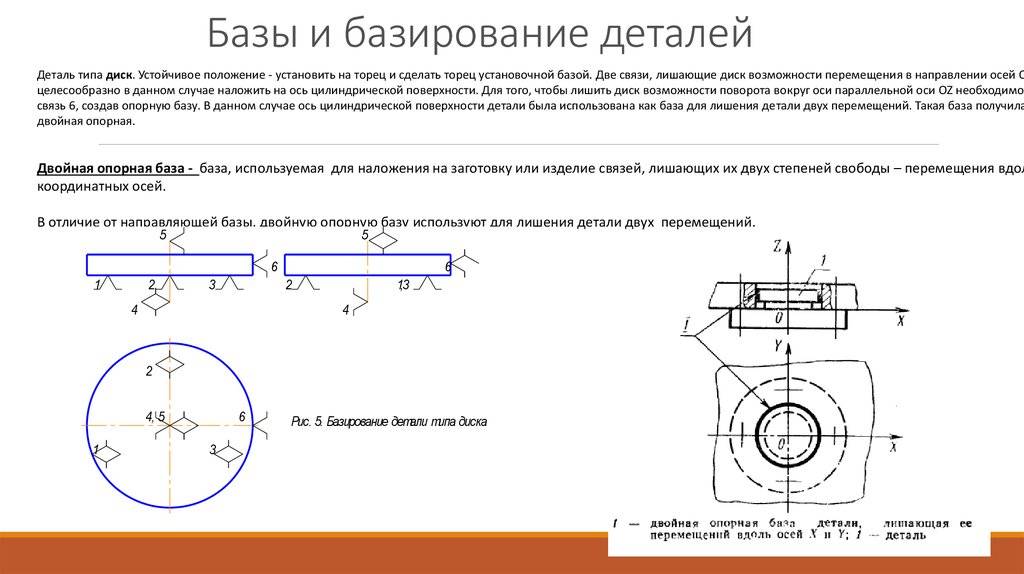
Общие понятия.
Базирование – придание заготовке требуемое положение относительно системы координат.База – поверхность либо сочетание поверхностей, ось, точка, принадлежащая заготовке и используемая для базирования.Проектная база – база, выбранная при проектировании изделия, технологического процесса изготовления.Действительная база – база, фактически используемая в конструкции, при изготовлении.Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия.Опорная точка – точка, символизирующая одну из связей заготовки с выбранной системой координат.Схема базирования – схема расположения опорных точек на базах.Погрешность базирования – отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого.Закрепление – приложение сил к заготовке для обеспечения постоянства их положения, достигнутого при базировании.Погрешность установки – отклонение от фактического достигнутого положения заготовки при базировании и закреплении от требуемого.
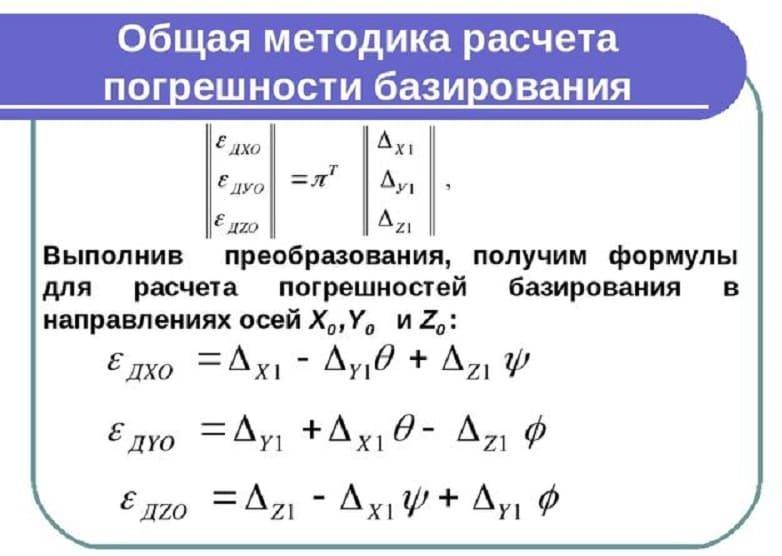
Погрешность – базирование
Погрешность базирования Де § определяют соответствующими геометрическими расчетами или анализом размерных цепей, что обеспечивает в ряде случаев более простое решение задачи.
Погрешность базирования вызывается погрешностями изготовления поверхностей заготовки, используемых в качестве технологических установочных и измерительных баз.
Погрешность базирования имеет место при несовмещении измерительной и установочной баз заготовки; она не является абстрактной величиной, а относится к конкретному выполняемому размеру при данной схеме установки. Поэтому величине ее в расчетах нужно присваивать индекс соответствующего размера.
Погрешности базирования и закрепления, объединяемые погрешностями установки, учитывают отклонение фактического положения детали, установленной в приспособлении, от идеального.
| Установка заготовки по плоскости основания и двум боковым сторонам.| Установка заготовки по плоскости и двум отверстиям. а – теоретическая схема базирования. б-схема установки. |
Погрешность базирования равна сумме погрешностей размеров, соединяю – Щих конструкторские и технологические базы.
Погрешности базирования также влияют на кинематическую точность передачи. Погрешности базирования возникают за счет несовпадения рабочей оси колеса с геометрической осью зубчатого венца. Они складываются из эксцентриситета и перекоса оси. При суммировании этих погрешностей необходимо учитывать фазы влияния каждой погрешности. Кинематическая точность работы отдельного колеса характеризуется кинематической погрешностью. Плавность работы колеса характеризуется циклической погрешностью.
Погрешность базирования влияет на точность выполнения размеров и взаимного положения поверхностей, но не влияет на точность получения формы поверхностей. При совмещении установочной и измерительной баз для некоторых схем установки ( например, на рис. 5.5, а) погрешность базирования равна нулю. Она также равна нулю для всех размеров, определяющих взаимное положение поверхностей, обработанных при неизменной установке заготовки. Погрешность закрепления вызывается смещением заготовки под действием сил зажима.
| Схема расчета погрешностей базирования. |
Погрешность базирования возникает, когда в качестве технологической базы выбирается поверхность не являющаяся измерительной.
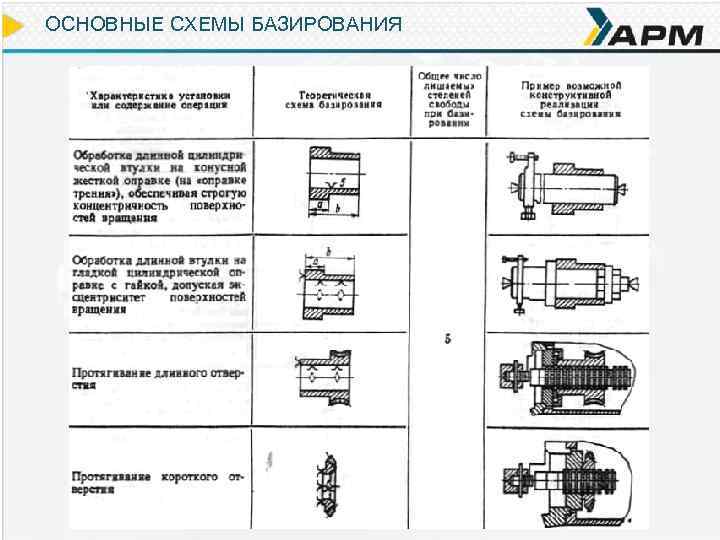
Погрешность базирования в радиальном направлении при установке детали на конус отсутствует, так как ось детали будет совпадать с осью конической оправки. Для получения минимальной погрешности базирования необходимо всегда стремиться к тому, чтобы измерительная база совпадала с установочной.
Погрешность базирования Дед возникает в процессе базирования заготовок в приспособлениях и определяется как предельное поле рассеивания расстояний между измерительной и установочной поверхностями в направлении выдерживаемого размера. Приближенно Дяй можно оценить величиной размаха – разностью между наибольшим п наштпыним значениями указанного расстояния.



Погрешность базирования еб возникает в результате базирования заготовки в приспособлении по технологическим базам, не связанным с измерительными базами. При базировании по конструкторской основной базе, являющейся и технологической базой, погрешность базирования не возникает.
Погрешности базирования зависят от выбранной схемы установки детали в приспособлении и могут быть заранее рассчитаны.
| Расчетная схема погрешности закрепления.| Зависимость For реакции в опоре. |
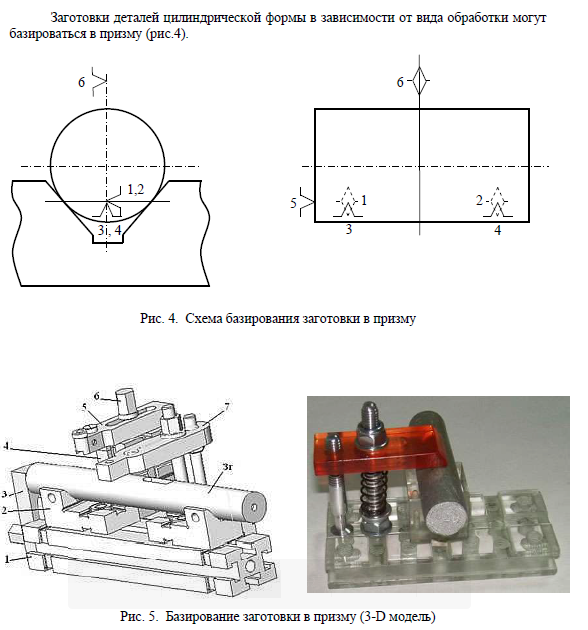
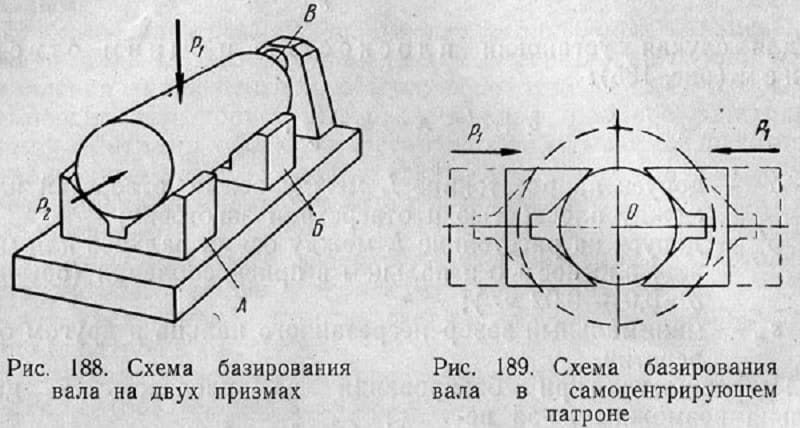
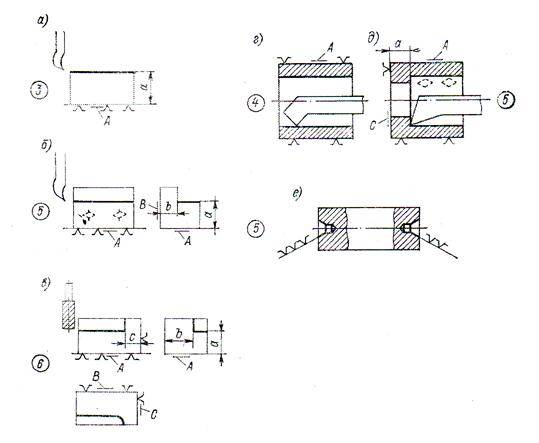
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Методики расчета погрешности базирования
Расчёт погрешности базирования выполняется по общему алгоритму:
- Определение положения измерительной базы, исходя из размерных характеристик детали. Измерительная база показывает относительное местоположение предмета и приспособлений для вычисления.
- Нахождение места размещения технологической базы заготовки. Она предоставляет данные о положении изделия во время процедуры обработки.
- В случае, когда технологическая и измерительная базы совмещаются, погрешность измерения равняется 0.
- Если базы имеют различия, то вычисления величины отклонения необходимо произвести геометрические расчёты отклонений заготовки. Из предельно допустимых значений нужно вычесть полученные результаты. Разность этих чисел будет являться искомой погрешностью. Общая формула выглядит следующим образом: = Т -∆ж.
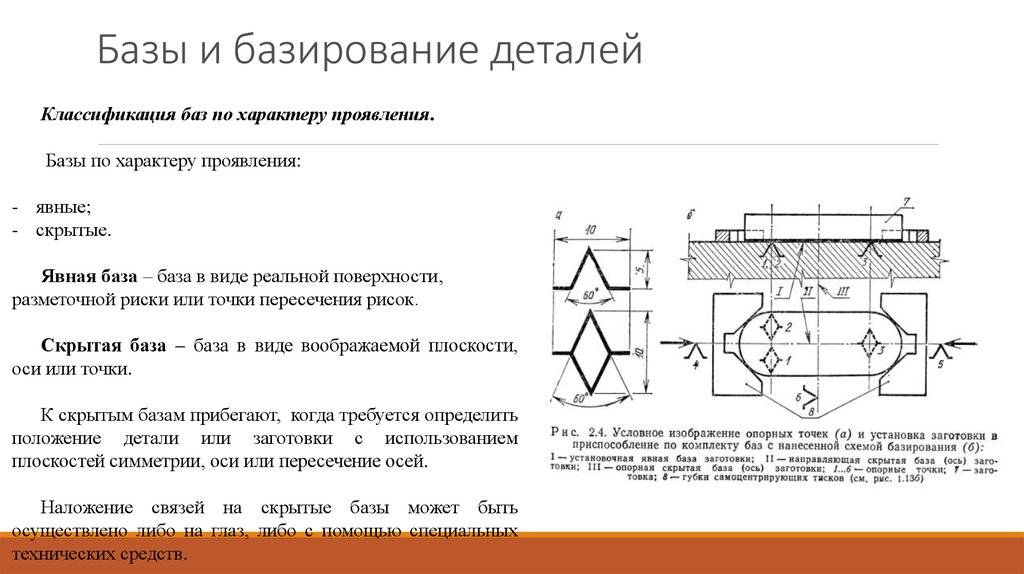
Классификация базисов, включает в себя, помимо измерительной и технологической баз, огромное количество подвидов:
- вспомогательная база: определяет местоположение заготовки, прикреплённой к сборочной единице;
- направляющая база: при зажиме ограничивает деталь в движении, предоставляя ей 2 степени свободы (вдоль оси и вокруг другой координатной оси);
- опорная база: лишает изделие только 1 степени свободы – поворота вокруг оси координат;
- скрытая база: представляет собой виртуальную ось на воображаемой плоскости, применяется при измерении погрешности детали, установленной в трёхкулачковом патроне(под скрытой базой понимается ось патрона, вместе с которой при смещении диаметра передвигается ось заготовки);
- явная база: выступает полной противоположностью скрытой базы и является существующей осью, располагающейся на действительной координатной плоскости.
При отсутствии общего базиса и предельных значений мастер должен для правильного определения погрешности базирования найти исходную базу – часть измеряемой заготовки, которая сходится с обрабатываемой поверхностью по размеру. Если она не изменяется и не перемещается, то погрешность будет равна нулю.
Примером расчёта погрешности базирования может выступать задача по определению величины отклонения детали во время её фрезерования. Изначально необходимо составить эскиз изделия и на нём обозначить плоскость, являющуюся измерительной базой. Далее нужно определить количество степеней, ограничивающих перемещение. Отверстия детали совмещаются с цилиндрическими пальцами. Получившееся расстояние между отверстиями будет выступать технологической базой. Для нахождения отклонения нужно произвести совмещение этих баз и найти их разность
Важно, чтобы погрешность не оказалась меньше доступных величин отклонения
Схема базирования призматических деталей.
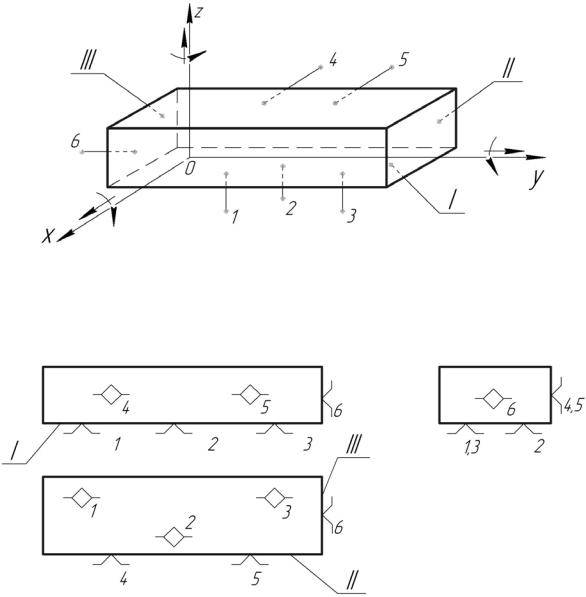
| Всякое твердое тело, рассматриваемое в системе трех взаимно-перпендикулярных осей, может иметь шесть степеней свободы: три перемещения вдоль осей OX, OY, OZи повороты относительно тех же осей. Три координаты, Две координаты, определяющие положение детали Шестая координата, определяющая положение Поверхность детали, несущая три опорные точки, В качестве главной базы желательно выбирать | 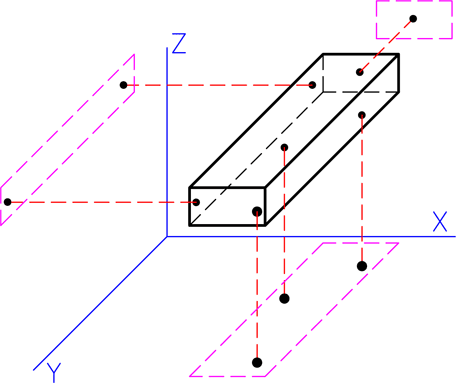 |
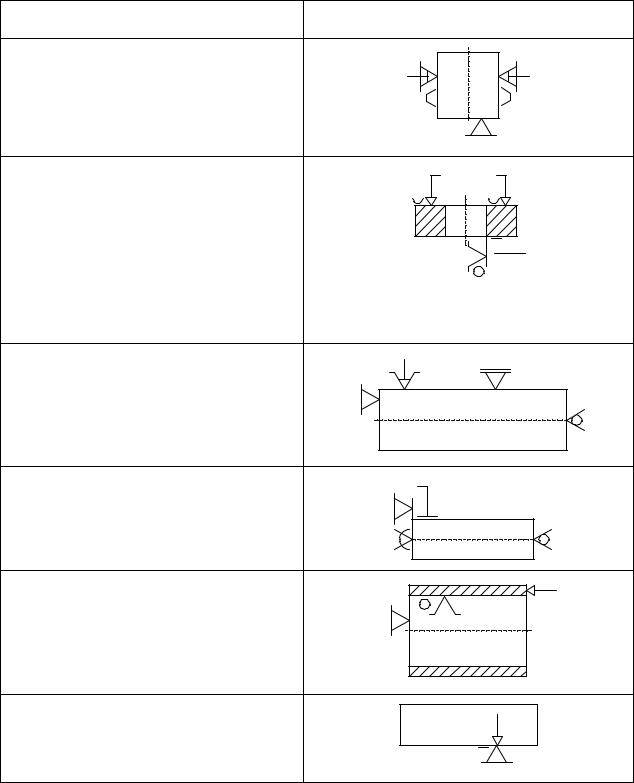
2.1. Виды вспомогательных баз рабочих органов для установки заготовок в станках токарной группы
- фланцевые;
- резьбовые;
- конические.
опорной Рис. 3. Классификация по виду вспомогательных баз конструкций рабочих органов металлорежущих станков для установки заготовок (* в некоторых случаях могут быть вида Ф1)Рис. 3 (продолжение). Классификация по виду вспомогательных баз конструкций рабочих органов металлорежущих станков для установки заготовок
| Вид конструкции (рис. 3) | Тип или группа металлорежущих станков | Примечание |
| 1 | Токарные и токарно-винторезные (легкие и средние); внутришлифовальные и универсальные круглошлифовальные | |
| 2 | Токарные и токарно-винторезные (тяжелые) | |
| 3 | Токарные многошпиндельные вертикальные полуавтоматы | |
| 4 | Токарные, токарно-винторезные | Дополнительные базы – внутренние конусы в шпинделе и пиноли задней бабки |
| 4 | Зубострогальные и зубообкатывающие полуавтоматы | |
| 5 | Токарные и токарно-винторезные станки; токарные автоматы (легкие) | |
| 6 | Токарные многошпиндельные горизонтальные полуавтоматы | Возможно совмещение с 7…9 |
| 7, 8 | Токарные прутковые автоматы (легкие); внутришлифовальные и универсальные круглошлифовальные станки | |
| 9 | Токарные прутковые автоматы (средние, тяжелые) | |
| 10 | Круглошлифовальные | |
| 11 | Токарно-карусельные | |
| 12 | Зубофрезерные | |
| 13 | Карусельно-фрезерные;Фрезерные с ЧПУ (отдельные модели) | |
| 14 | Фрезерные (горизонтальные, вертикальные, продольные); расточные; плоскошлифовальные станки | |
| 15 | Многооперационные (фрезерно-сверлильно-расточные) с ЧПУ | |
| 16 | Протяжные |
2.1.1. Фланцевые шпиндели токарных станков (схемы 1, 2, 3)
1011установочнаядвойная опорная опорнаяразличные
| Стандартный размерный ряд диаметров патронов (мм) по ГОСТ | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 |
| Условный размер конца шпинделя токарного станка | ||||||||||||
| 2675 1) | – | – | 3/4 | 4/5 | 5/6 | 6/8 | 6/8 | 8/11 | 8/11 | 11/15 | – | – |
| 24351 2) | 3 | 3 | 3/4 | 4/5 | 5/6 | 6/8 | 8/11 | 8/11 | 8/11/15 | 11/15 | – | – |
| 3890 3) | шпиндели по ГОСТ12593 | |||||||||||
| – | – | – | 4/5 | 4/6 | 5/6/8 | 6/8 | 6/8 | 8/11 | 8/11 | 11/15 | 11/15 | |
| шпиндели по ГОСТ12595 | ||||||||||||
| – | – | – | – | 5 | 5 | 6 | 6/8 | 11 | 11 | 11/15 | 11/15 | |
| П р и м е ч а н и я 1) Патроны самоцентрирующие трехкулачковые. 2) Патроны токарные самоцентрирующие трех- и двухкулачковые клиновые и рычажно-клиновые. 3) Патроны четырехкулачковые с независимым перемещением кулачков. |
11
конец шпинделя условного размера 3 и 4 5, 6, 8 11, 15, 20 количество отверстий (пазов) 3 4 6
Рис. 4. Схемы базирования и закрепления приспособлений на фланцах шпинделей токарных и токарно-винторезных станков (Базовые точки показаны по вспомогательным базам шпинделя. 1*…6* – базовые точки при базировании приспособления по дополнительной вспомогательной базе – внутреннему конусу)10втулкойвинтомРис. 5. Схемы фиксации поворотной шайбы 5 за фланцем шпинделя токарного станка с помощью втулки 1 и специального винта 4 (2 – стандартный винт крепления втулки; 3 – фланец шпинделя по ГОСТ 12593-93; 6 – гайки крепления патрона; на фронтальном виде поворотных шайб втулка 1 и винт 4 условно показаны как «прозрачные» тонкими линиями)третий тип конструкциипромежуточный фланец1814101119тришесть
2.1.2. Шпиндели токарных станков с резьбовыми базами (схема 5)
Рис. 6. Схема базирования приспособлений на шпинделе токарного станка с резьбовой базой (базовые точки указаны по вспомогательным базам шпинделя)

![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://benzo-electro-instrument.ru/wp-content/uploads/4/a/5/4a59aa880f1a6afd016f7066f0b949b4.webp)
2.1.5. Шпиндели токарно-карусельных станков
20тричетырешестьРис. 7. Планшайба(7) шпинделя(8) токарного карусельного станка: 1 – системы Т-образных пазов для установки основных опор и зажимов (3, 4 или 6); 2 – Т-образные пазы для установки дополнительных опор; 3 – зигзагообразные пазы или системы глухих отверстий для фиксации (упора) зажимных элементов; 4 – основная базовая плоскость; 5 – центрирующая база (для установки или выверки заготовок); 6 – дополнительная коническая базовая поверхность (у некоторых моделей)Рис. 8. Установка зажимного устройства (кулачка) на планшайбу токарно-карусельного станка исполнения 2 (а) и исполнения 1 (б): 1 – корпус; 2 – элементы крепления корпуса к планшайбе; 3 – кулачок; 4 – дифференциальный винт (с разнонаправленной резьбой); 5 – палец-упор; 6 – винт; 7 – шпонка; 8 – планка переставнаяminmaxHhоh=H
2
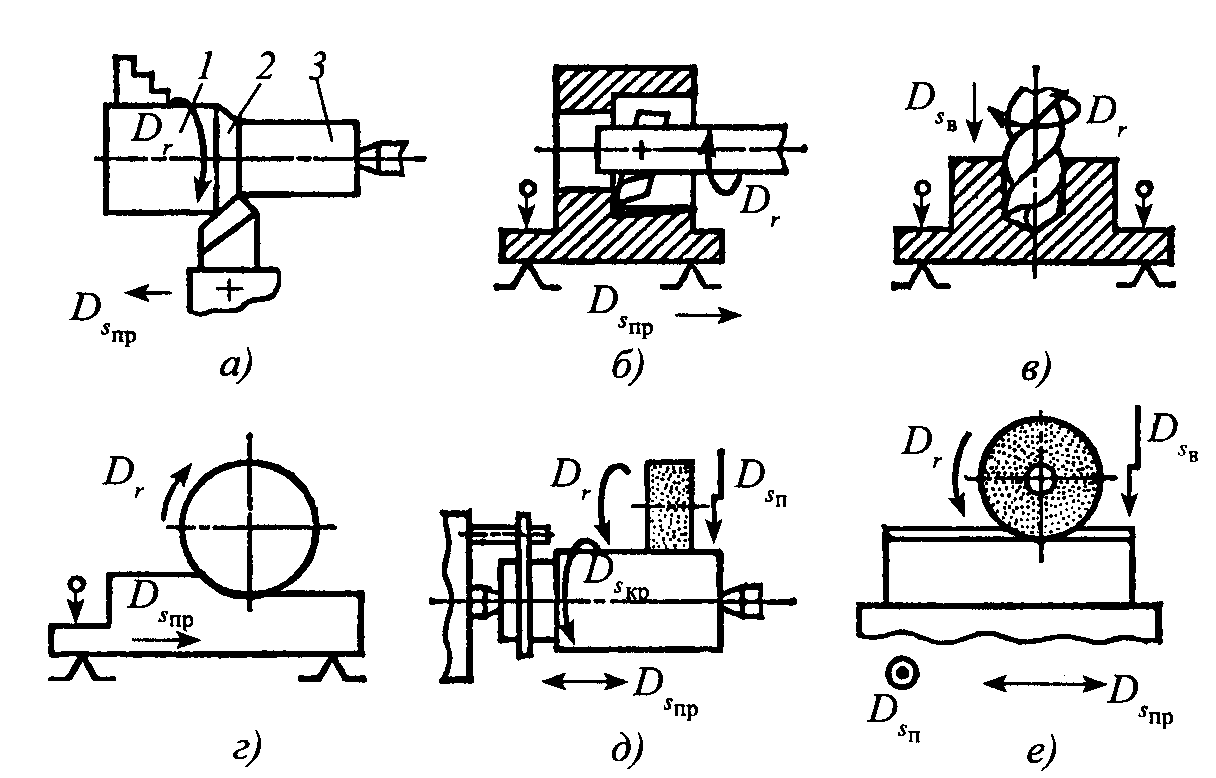
2. СПОСОБЫ БАЗИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ЗАГОТОВОК НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала. Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали
Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей. Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов. Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов
Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆
Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным
Для расчета погрешности был разработан общий алгоритм вычисления:
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
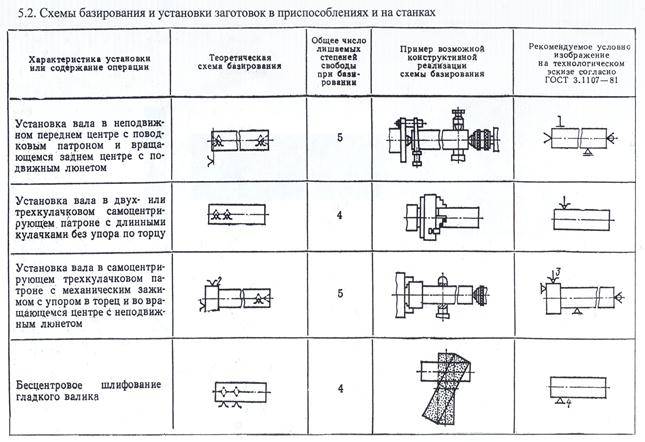
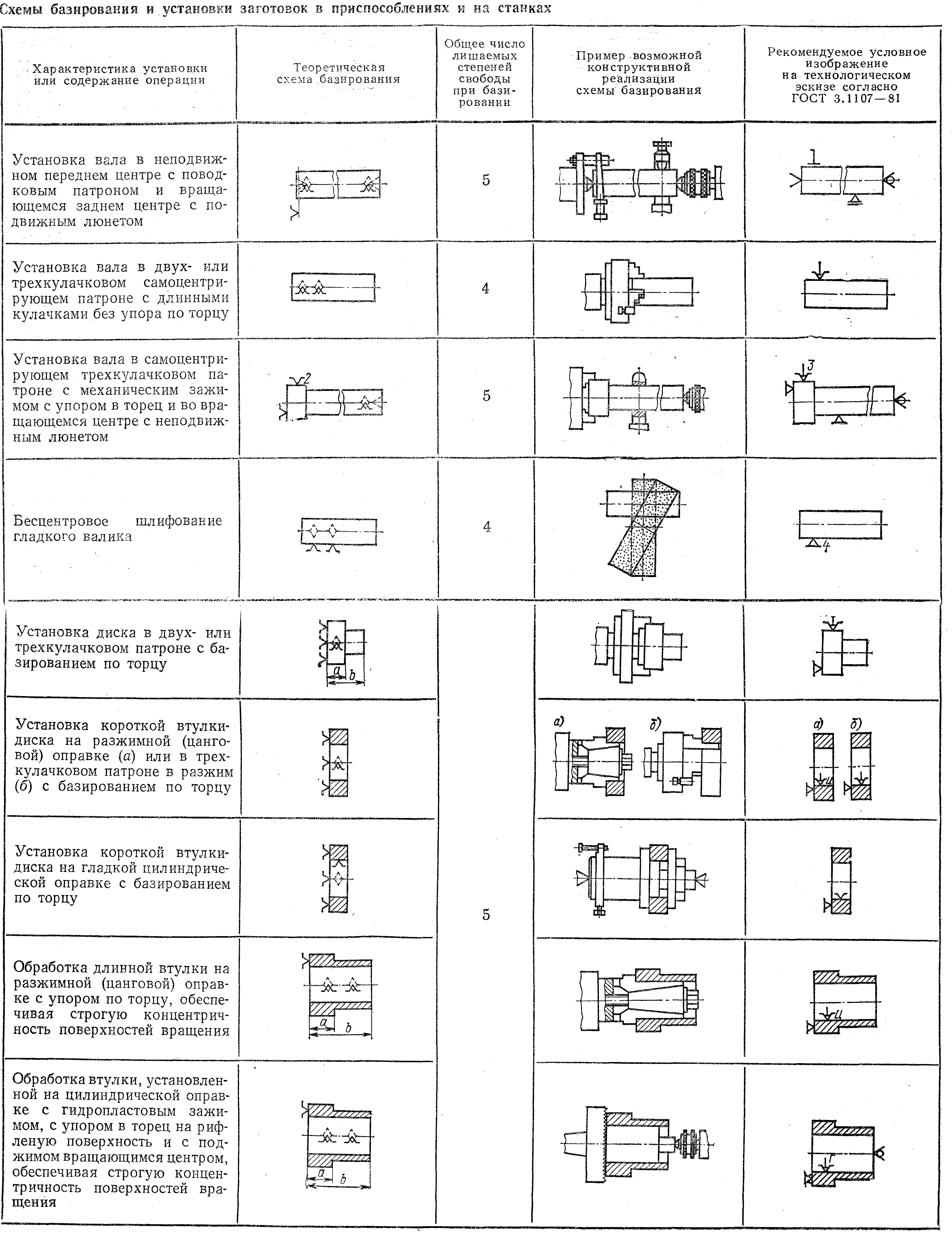
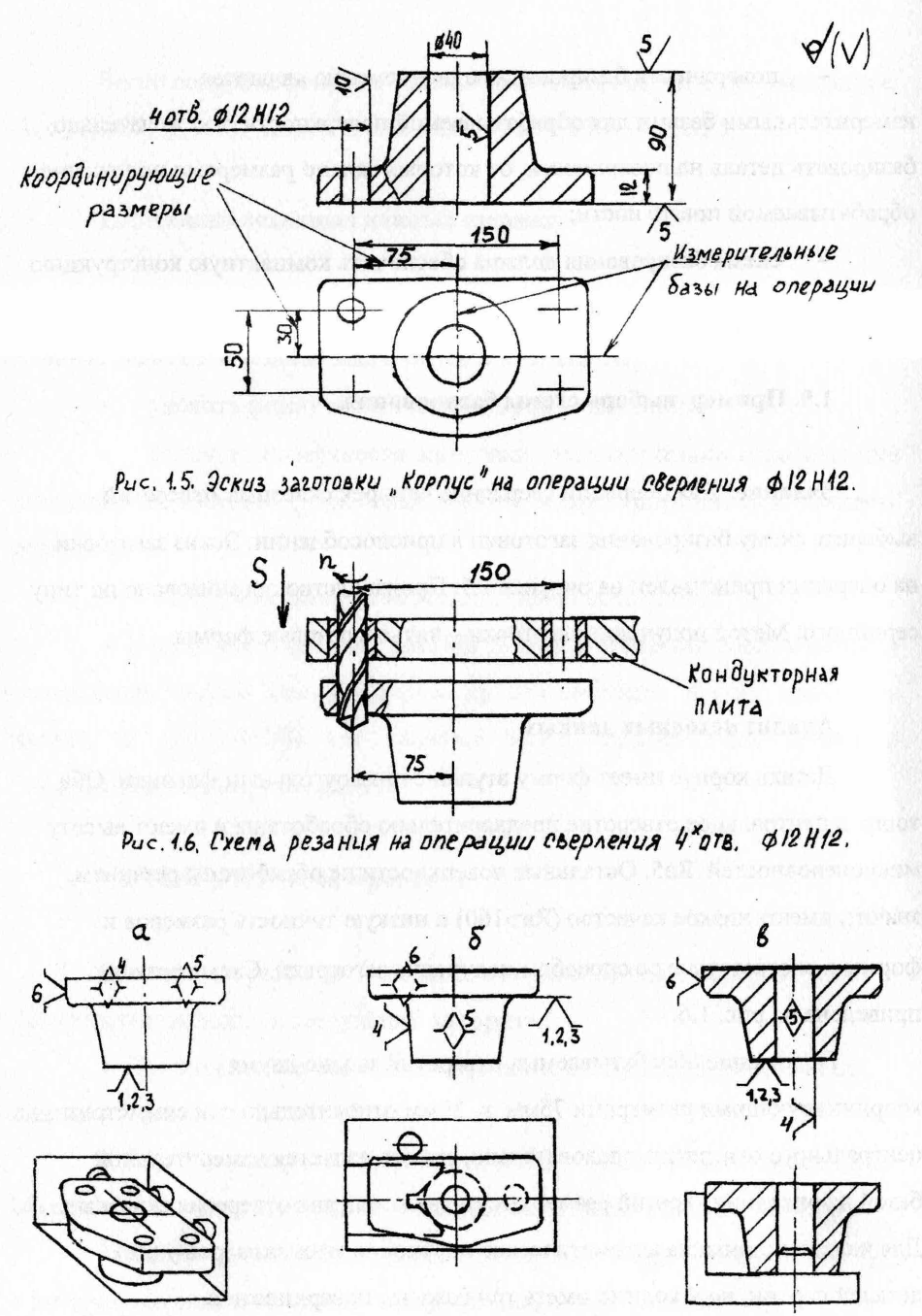
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
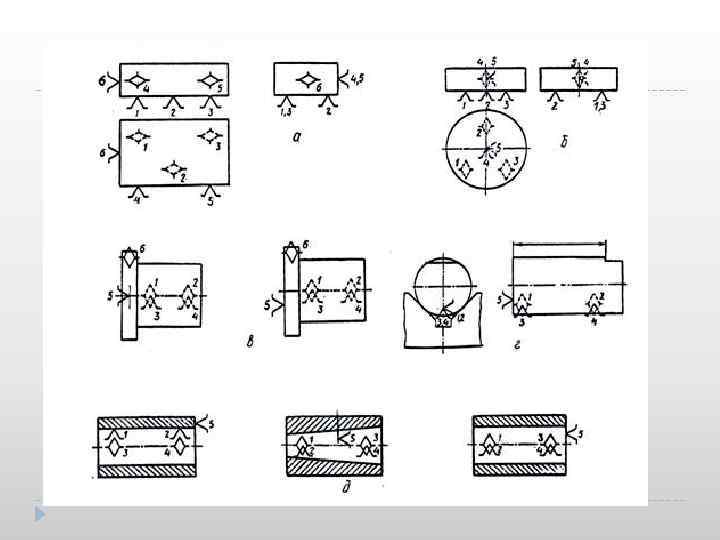
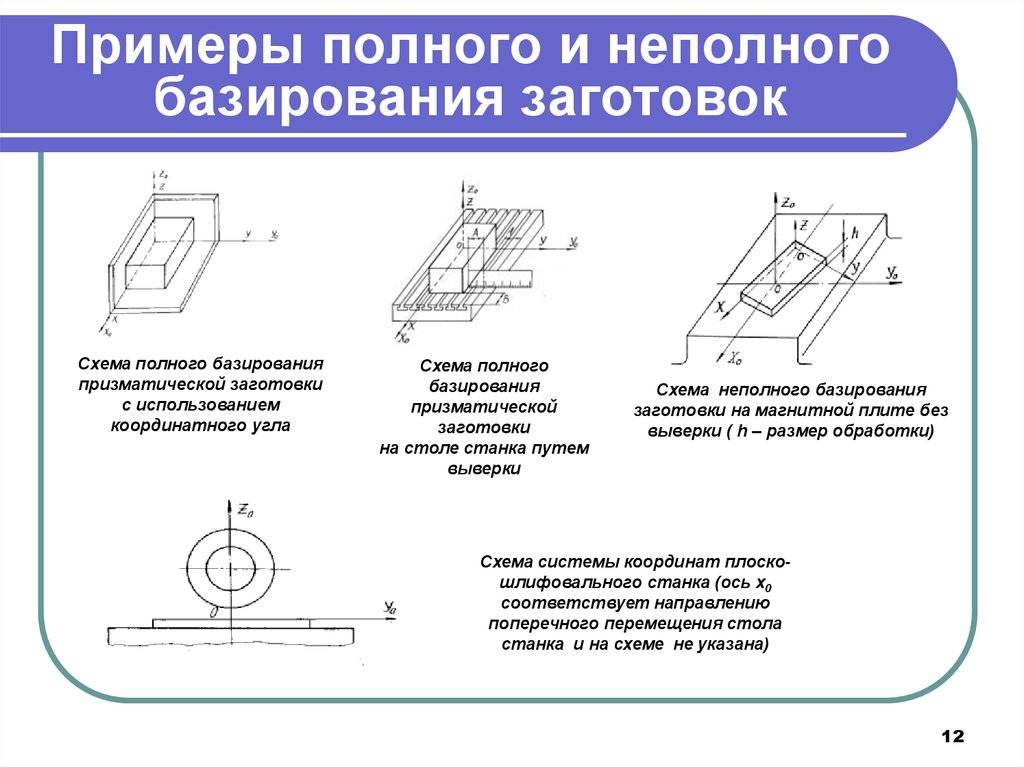
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
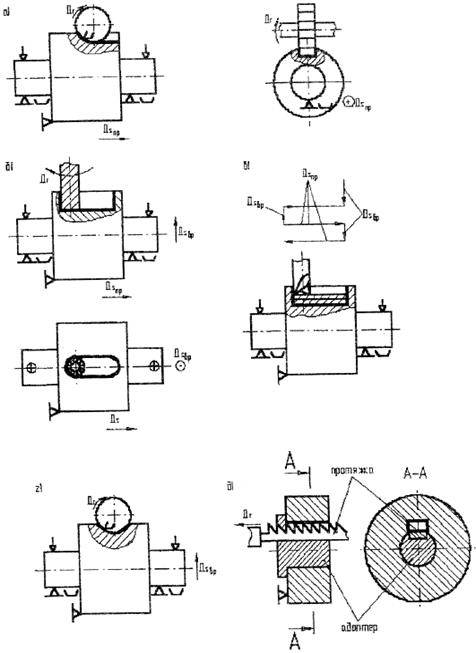
Схемы для определения местоположения детали подразделяются на следующие категории:
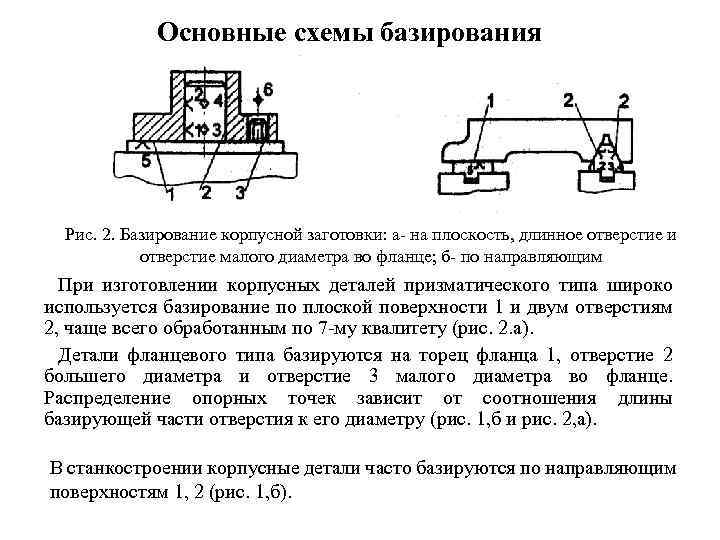
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.

Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
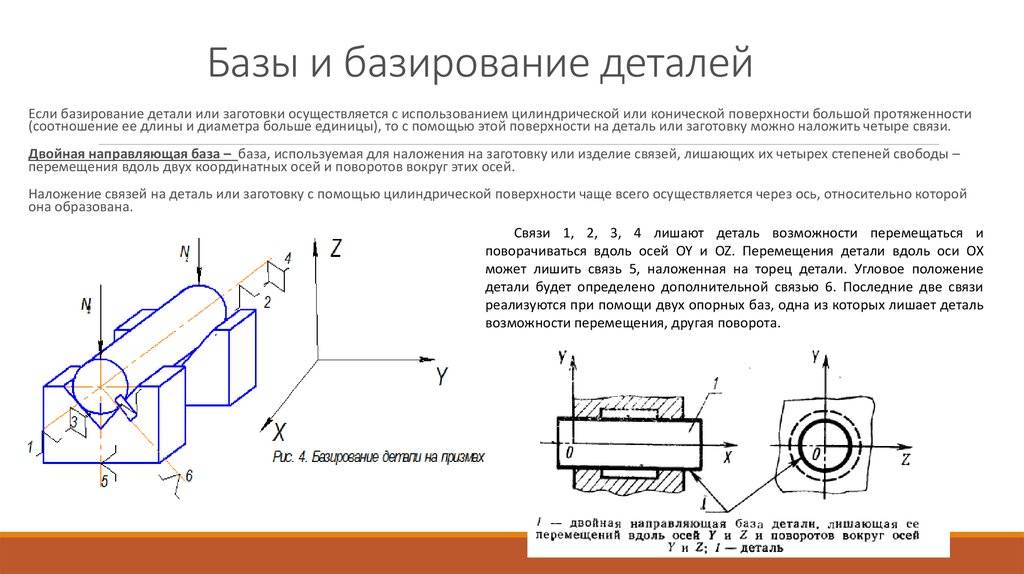
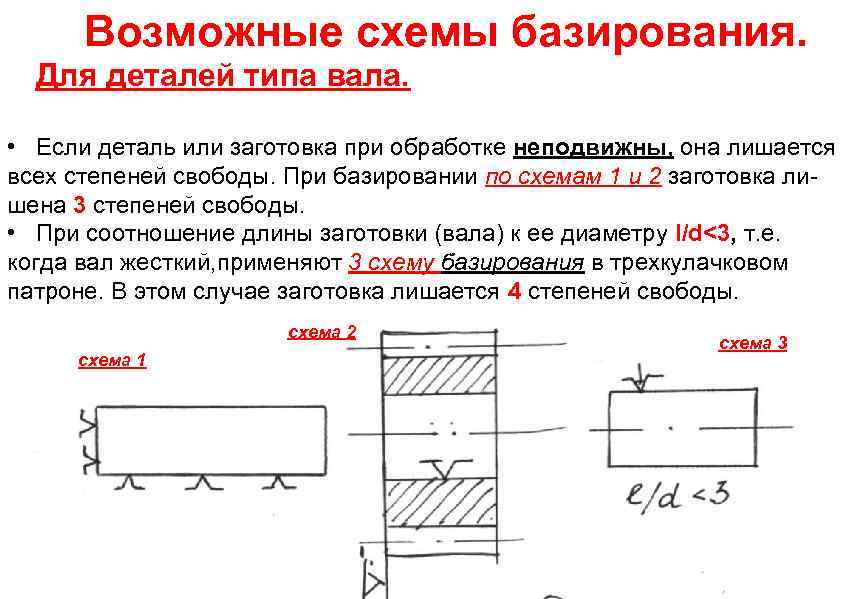
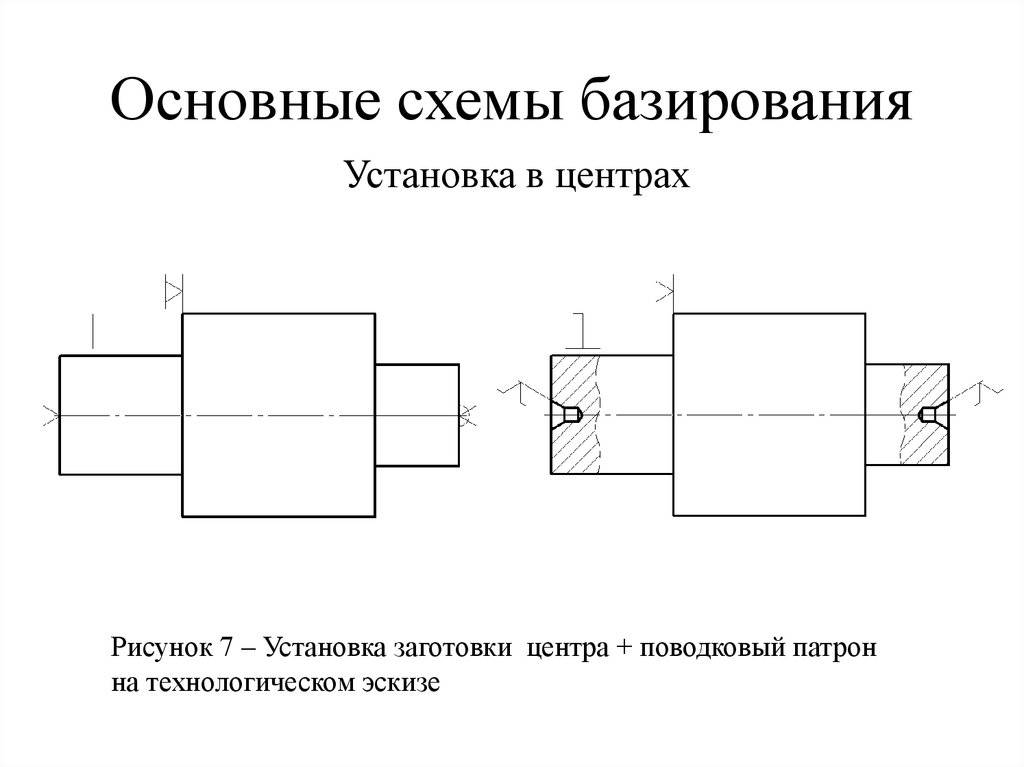
Базирование – заготовка
Для базирования заготовок по цилиндрическим поверхностям применяют призмы. При базировании в призмах ось цилиндрической поверхности детали независимо от отклонения в размерах ее диаметра устанавливается в плоскости симметрии призмы.


| Базирование заготовки по плоскости и двум перпендикулярным к ней отверстиям. |
Для базирования заготовок по обработанной плоскости и отверстиям применяют установочные пальцы.
Почему базирование заготовки в приспособления производятся на дм вдв три базы.
Для базирования заготовок корпусных деталей совмещают установочную, измерительную и сборочную базы. Для обработки базирующих поверхностей за первичную базу следует принимать черные основные отверстия детали, что обеспечивает наиболее равномерное распределение припусков при последующей обработке отверстий.
Для базирования заготовок корпусных деталей совмещают установочную, измерительную и сборочную базы. Для обработки базирующих поверхностей за первичную базу следует принимать черновые основные отверстия детали, что обеспечивает наиболее равномерное распределение припусков при последующей обработке отверстий. В ряде случаев в качестве первичных баз предусматривают специальные приливы и бобышки.
Для базирования заготовок корпусных деталей совмещают установочную, измерительную и сборочную базы. Для обработки базирующих поверхностей за первичную базу следует принимать черные основные отверстия детали, что обеспечивает наиболее равномерное распределение припусков при последующей обработке отверстий.
Для базирования заготовок корпусных деталей совмещают установочную, измерительную и сборочную базы. Для обработки базирующих поверхностей за первичную базу следует принимать черновые основные отверстия детали, что обеспечивает наиболее равномерное распределение припусков при последующей обработке отверстий. В ряде случаев в качестве первичных баз предусматривают специальные приливы и бобышки.
Изменение базирования заготовки при помощи обычных стальных клиньев, подбитых молотком или кувалдой, совершенно недопустимо, так как при этом повреждается рабочая поверхность плиты. Здесь при вращении винта верхний клин перемещается по нижнему и его верхняя поверхность смещается по высоте вместе с заготовкой, оставаясь параллельной основанию. Боковая шкала позволяет точно регулировать общую высоту сдвоенного клина. Высота подъема клина мала и поэтому на рабочем месте разметчика следует иметь набор сдвоенных клиньев разной высоты и с разной величиной подъема.
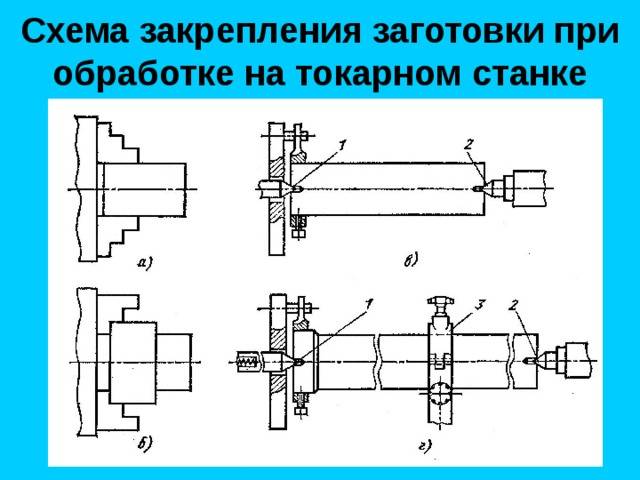
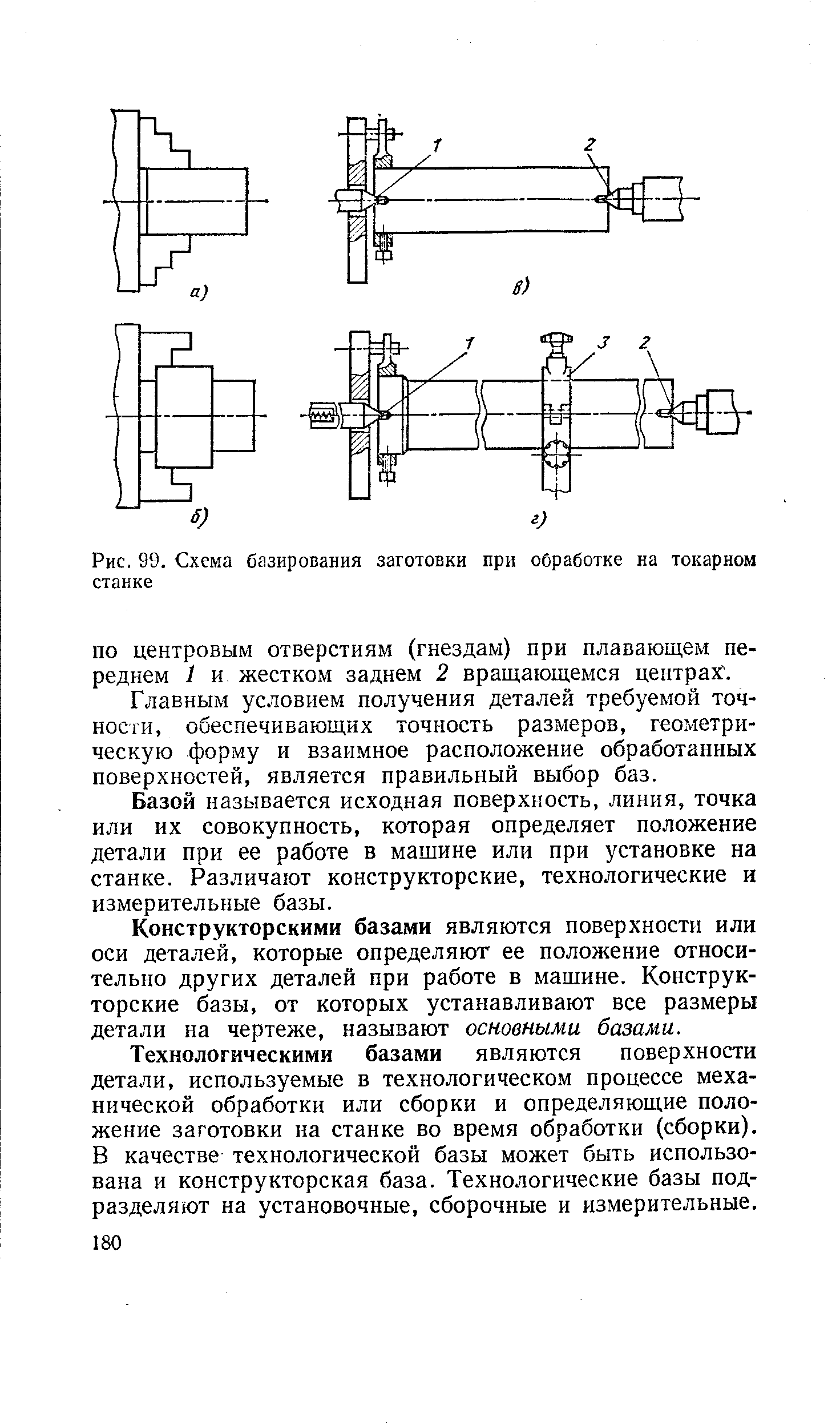
Схема базирования заготовки на станке с ЧПУ должна обеспечивать достаточную устойчивость и жесткость установки заготовки, а также требуемую точность ориентации заготовки в приспособлении. Это достигается выбором соответствующих размеров и качеством базовых поверхностей, а также их относительным расположением. На станках токарной группы применяют традиционные схемы базирования заготовки в центрах или патроне, на фрезерных станках базируют по трем взаимно перпендикулярным плоскостям или по плоскости и двум отверстиям.
| Измерительная база детали / 4.| Базы и точки контакта заготовки. |
Под базированием заготовки понимается придание ей определенного положения в приспособлении. Осуществив базирование, заготовку закрепляют, чтобы при обработке она сохраняла неподвижность относительно приспособления.
При базировании заготовок на необработанные или грубо обработанные поверхности, а также при обработке недостаточно жестких заготовок установка на плоскость по трем точкам оказывается недостаточной. Кроме того, иногда опорные штифты сильно вдавливаются в заготовку вследствие большого удельного давления от ее веса.
При базировании заготовки по плоскости и параллельному ей отверстию ( рис. 185) установочный палец также делают срезанным.
При базировании заготовки по наружной поверхности вращения с установкой в патроне или цанге может возникнуть погрешность установки от смещения оси заготовки в радиальном направлении относительно оси вращения и от смещения заготовки вдоль оси. Однако и в этом случае погрешность установки не повлияет непосредственно на допуск по выдерживаемым диаметральным размерам, так как и обработка, и измерение обрабатываемой поверхности производится относительно оси вращения. Вместе с тем погрешность установки должна быть учтена при расчете припуска на обработку, так как в противном случае он окажется недостаточным в направлении, диаметрально противоположном смещению.





