

Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Где и в каких случаях ставится?
В соответствии с пунктом 21 ФНП “Сварка на ОПО”, все сварные соединения с толщиной стенки более 6 мм обязательно должны быть промаркированы идентифицированными номерами сварщиков, выполняющих работу. Также, по ГОСТу 25225-82, сварщик обязан обозначить место выполненной работы меткой или клеймом.
Обычно клеймо сварщика, проставляется на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ – все те участки, где имеются повышенные требования к надежности и безопасности. Стоит также отметить, что в случае скрепления арматуры или сварки элементов толщиной менее 6 мм, применение клейма не обязательно – в таком случае необходимо применять требования производственной технической документации.
Сварщик, сразу после осуществления сварочных работ на объектах ОПО, обязан проставить клеймо рядом с выполненным швом. При этом заполняется журнал сварочных работ, протоколы испытаний сварочных соединений – оформляется вся исполнительная документация, предусмотренная законом. Эта документация обеспечивает идентификацию записей с выполненными сварными соединениями по шифрам клейм сварщиков и схемам сварных соединений.
В соответствии п. 4.10.5 ГОСТ 23118-2012, п. 1.3.21 РД 34.15.132-96 и п. 4.8.7. ПБ 03-584-03 все сварные подлежать клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносится на расстоянии 20-50 мм от кромки сварного шва с наружной стороны, если других указаний по их расположению не имеется в технологической документации. Если шов наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны, а в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо ставить около таблички или на другом открытом участке.
У продольных швов клеймо следует располагать в начале и конце шва на расстоянии 100 мм от кольцевого шва. На обечайке с продольным швом длиной менее 400 мм допускается ставить одной клеймо. Для кольцевого шва клеймо выбивается в месте пересечения кольцевого шва с продольным и далее через кадые 2 м, но при этом должно быть не менее двух клейм на каждом шве. На кольцевой шов сосуда диаметром не более 700 мм допускается ставить одно клеймо. Клеймение продольных и кольцевых швов сосудов с толщиной стенки менне 4 мм допускается производить электрографом или несмываемой краской.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
В Федеральных нормах и правилах также имеется пункт о том, что при исполнении сварных мероприятий одним сварщиком, указывание идентификационного шифра на всех швах не обязательно. Это объясняется тем, что в плане сооружения уже имеется обозначение исполнителя работ – для избежания повторения и исключения ненужной волокиты, достаточно указать шифр клейма в доступном для осмотра месте, при этом заключив в рамку несмываемой краской. При этом если над одним сварным швом высокой сложности работают сразу несколько работников, необходимо чтобы каждый работник оставил свой шифр.
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция распространяется на маркировку снимков, получаемых при радиографическом контроле качества сварных соединений трубопроводов, и оформление заключений по качеству этих соединений.
1.2. Инструкция регламентирует следующие основные положения:
разметку и маркировку стыков;
маркировку радиографических снимков;
оформление заключений о качестве стыков.
1.3. Инструкция не устанавливает правил приемки сварных соединений и применение метода радиографического контроля, которые предусматриваются действующими нормативными документами: СНиП III-42-80, ГОСТ 7512-75, ОСТ 102-51-79, Инструкциями, ТУ и т.д.
1.4. Каждому дефектоскописту полевой испытательной лаборатории (ПИЛ), специализированного или хозрасчетного участка и других подразделений (при иных формах организации службы контроля) приказом по организации, в которой он работает, присваивают шифр, который должен быть зафиксирован на радиографических снимках просвеченных им стыков.
Миннефтегазстроем 16 августа 1982 г.
Копия приказа о присвоении шифра должна находиться на том участке, где дефектоскопист ведет работы по радиографическому контролю.
1.5. Шифр состоит из начальной буквы фамилии дефектоскописта, к которой при наличии в данной организации нескольких дефектоскопистов с фамилиями, начинающимся с одинаковой буквы, добавляется своя определенная цифра (1, 2 и т.д.).
1.6. Контроль сварных соединений и оформление заключений по ним с обязательными подписями работников, выполнивших просвечивание стыков, должны производиться в сроки, не превышающие:
— двух дней с момента сварки стыков плетей на трубосварочных базах;
— трех дней с момента сварки стыков непосредственно в нитке трубопровода.
1.7. Журналы регистрации результатов контроля заполняются по мере оформления заключений в сроки, указанные в п. 1.6 настоящей Инструкции, за исключением подписи начальника или другого ответственного работника ПИЛ, которая ставится не позднее 30 дней с момента просвечивания стыка. Сведения о местонахождении стыка (километр и пикет) к трассе заносят в бланк заключения и в журнал регистрации результатов контроля по мере поступления этих сведений от соответствующих служб участка.
1.8. Качество выполняемых работ по контролю (чувствительность снимков, качество обработки, оформление документации и др.) выборочно в объеме не менее 5 % от общего количества проконтролированных с момента предыдущей проверки стыков проверяет начальник или другой ответственный работник ПИЛ не реже одного раза в месяц. При обнаружении недостатков в выполнении данных работ объем проверки удваивается (не менее 10 %). При неудовлетворительных результатах повторной проверки ее объем доводится до 100 % (проверяется весь объем работ по контролю, выполненный с момента предыдущей проверки), а лицо, допустившее брак, отстраняется от работы до переаттестации.
Клеймо
Клейма располагают на средней линии листа вдоль прокатки.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сваренного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
Клеймо наваривается на расстоянии 40 – 60 мм от сваренного стыка.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварнос о шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны чере. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика, выполнившего шов с наружной стороны, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клейма ставятся с наружной стороны.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской или электрографом, и указывается в паспорте сосуда.
Клеймо ( диаметром 12 мм с изображением букв Пм), удостоверяющее проверку пористой массы.
| Разные требования. |
Клеймо должно быть завода-изготовителя или электротехнической лаборатории.
| Полуавтомат модели МФ75. |
Клейма изготовляют слесари с помощью штихелей, пуансонов ( обратников), напильников и надфилей. Разница состоит лишь в том, что на пуансоне буквы и цифры имеют изображение не рельефное, а углубленное и зеркальное. На одном конце заготовки пуансона опиливают скосы под углом 30, оставляя припуск на обработку, а затем надфилями обрабатывают контур выступов внутри цифр и букв. Сырые заготовки пуансонов проверяют на алюминиевой пластинке.
Клеймо ставится на нерабочей части пластинки. Применение пластинок без клейма или самодельных, а также установка вместо одной двух и более пластинок запрещается.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клеймение сварных швов инструкция

Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм. В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Главное правило производимой идентификации сварщика — при постановке клейма на металлических изделиях не допускается образовывать наклёпки, подкалки или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным. Сохранность маркировки должна быть на высшем уровне в течение всего периода эксплуатации конструкции.
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).
Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).








- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.
(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.и.о.
- ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.
Dobiralis poezdom. Колягин 10 класс
Архив Образец приказ на сварщика
- Трудовой договор со сварщиком
- Образец приказ на присвоение клейма сварщику — Руководства
- Клеймо сварщика
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Как получить клеймо сварщика
Приказ о присвоении клейма сварщику – конечный этап получения личного клейма. Ему предшествует аттестация НАКС. Чтобы успешно сдать все испытания, нужно иметь предписанный правилами стаж, обладать хорошими знаниями теории сварочного производства и справиться с практической частью экзамена. Клеймо будет выдано вместе с удостоверением.
Что представляет собой аттестация НАКС и как ее пройти, можно узнать здесь.
Приказ о присвоении клейма сварщику составляется учреждением, которое производит сварочные работы. Документ может быть сформулирован в произвольной форме. Чаще всего в нем прописываются виды конструкций, которые должны подлежать клеймению, а также перечень дополнительных функций владельца клейма.
Шифр клейма сварщика по НАКС

Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика.
Как получить клеймо сварщика
Для получения клейма необходимо пройти аттестацию в национальном агентстве контроля сварки (НАКС), филиалы которого есть в большинстве городов России. Для работы на ОПО аттестацию должны пройти работники четырех уровней:
- Сварщики умеющие выполнять все виды швов с любым пространственным положением.
- Мастера-сварщики, к которым предъявляются более высокие требования. В их компетенцию входит не только сварка, но и обязанность контролировать работу других сварщиков.
- Технологи контролируют производственные процессы всего предприятия.
- Инженеры несут ответственность за правила и подтверждающие их документы по проведению сварочных работ.
Аттестация бывает первичная, повторная и внеочередная. Первичную проверку работник проходит по собственному желанию или по направлению от предприятия. Ее должны также проходить сварщики, которые больше 6 месяцев не работали по профессии. Повторную аттестацию проводят каждые 4 года. После ее прохождения издается приказ о присвоении клейма сварщику с указанием нового срока действия. Личный код не меняется. На внеочередную аттестацию направляют сотрудников, уровень профессионализма которых вызывает сомнения у руководства.
Для получения удостоверения НАКС необходимо подготовить следующие документы:
- медицинскую справку с положительным заключением;
- документ о профессиональном образовании;
- справку о трудовом стаже;
- справку о присвоенном разряде;
- 2 фото 3х4 см.
Для повышения разряда нужно до сдачи экзаменов пройти курсы повышения квалификации и представить справку об их окончании. При подготовке документов следует учитывать, что минимальная продолжительность стажа и величина разряда у каждого уровня разная.
Также следует учитывать, что сварщиков аттестуют только по одному виду сварки. Поэтому при переходе на другую технологию придется пройти процедуру еще раз, чтобы получить новый код клейма.
Заявление с документами подают в ближайший от предприятия филиал. После его рассмотрения будет назначена дата аттестации, которая состоит из 3 экзаменов: общего, специального, практического. Подготовиться можно самостоятельно или предварительно пройдя подготовительный курс в учебном центре НАКС. При неудаче на одном из экзаменов его можно пересдать в срок от одного до 6 месяцев.
Иметь личное клеймо не только престижно, но и выгодно, так как у аттестованных сварщиков зарплата значительно больше. Однако, в зависимости от условий конкретного филиала и уровня аттестации, за удостоверение придется заплатить от 25 до 150 тыс. рублей. Поэтому лучше получить направления от предприятия, которое оплатит все расходы.
НАКС дистанционно – это мошенники
Из-за того, что свидетельство НАКС увеличивает конкурентоспособность сварщика на рынке труда и также востребовано работодателями, в мошеннических кругах оно стало популярным. Что обычно предлагают вымогатели:
- получить удостоверение дистанционно;
- пройти курсы НАКС в заочном режиме и по сниженным ценам.
Но уже само существование аттестационных центров НАКС, где все умения и навыки отрабатываются на практике, не предполагает дистанционного получения знаний. Нельзя также где-то в другом месте пройти теорию, получить уроки у уже аттестованных сварщиков, а потом сдать экзамен, представив все документы. Все это мошеннические схемы.
Область проведения
На предприятиях должно эксплуатироваться только исправное сварочное оборудование, которое обеспечивает технологические параметры согласно установленному ГОСТу, поэтому и проводятся периодические проверки комиссиями НАКС, которые инспектируют:
- импортную технику для сварочных процессов;
- оборудование, впервые эксплуатируемое на предприятии;
- сварочное оборудование, впервые проходящее аттестацию.
Тщательно проверяется комплектация и соответствие оборудования требованием нормативных документов. Для нового оборудования аттестация действует в течение трёх лет, а для изделий, находящихся в эксплуатации более 6 лет — не более 18 месяцев. Каждый объект проверки должен иметь журнал учёта технического состояния, куда записывается информация о проведённых проверках, ремонте и перемещениях в пределах данного производственного комплекса. Кроме главенствующей организации, занимающейся аттестацией в области сварочных работ, НАКС проводит консультативное и методическое обслуживание предприятий, имеет право сформировывать и направлять в нужное русло техническую деятельность САСв или Системы Аттестации сварщиков, а также следить за соблюдением технологического процесса сварки на вверенных для надзора предприятиях. Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Приказ о присвоении шифра клейма электросварщику
» Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций.
Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом , должно содержать в себе буквы и цифры, размерами около 6 мм.
В случае выполенения особых работ, допускается использвание знаком большего или меньшего размера, при этом данное обстоятельство оговаривается с руководством организации и ставится в известность.
Профессия сварщика не так проста, как кажется на первый взгляд.
Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Обязательным элементом в данном случае является личное клеймо сварщика. Для чего необходимо С 8 октября г.
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений.
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие. Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу.






В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
Что же это такое?
Реестр НАКС сварщиков позволяет быстро узнать по личному клейму, кто сварил данную конструкцию, т. к. данные прошедшего курс переподготовки в аналогичных центрах, заносятся в компьютерную базу агентства. Подобное правило введено совсем недавно, а сделано это для того, чтобы быстро отыскать виновника брака и наказать за некачественно выполненное задание. После окончания курсов сварщики получают личное удостоверение, данные которого заносятся в реестр НАКС ЭДО (Электронный Документооборот). При возвращении к профессиональной деятельности на производстве, окончившие курсы имеют право на получение более ответственных заданий и повышения заработной платы. Для этого надо представить руководству документ о повышении квалификационного разряда.
Центры НАКС проводят три основных вида аттестации:
- Первичная.
- Повторная подготовка, которая проводится для повышения уровня сварщика после отработки на производстве определённое количество лет.
- Внеочередная переподготовка — необходима, когда исполнитель по каким–либо причинам не выполнял обязанности в течение полугода или руководство сомневается в квалификации сварщика.
Цель аттестации — проверка готовности предприятия к выполнению сварочных работ и подтверждение квалификации исполнителей, имеющих допуск к сложным видам сварки.
Т. И. Кирюшкин, образование: колледж по подготовке сварщиков, специальность: сварщик шестого разряда, опыт работы: с 2003 года: «Сертификат центра НАКС необходим каждому сварщику, потому что только такое удостоверение даёт право на проведение ответственных операций по прочному соединению конструкций из металла».
Требования к заводской табличке
4.1. На каждом котле, автономном пароперегревателе и экономайзере предприятием-изготовителем должна быть прикреплена заводская табличка по ГОСТ 12971 с маркировкой паспортных данных, нанесенных ударным или другим равноценным способом.
(Измененная редакция, Изм. N 2).
4.1.1. Маркировка на паровых котлах должна содержать следующие данные:
наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
обозначение парового котла по ГОСТ 3619, парового энерготехнологического котла по ГОСТ 22530;
номер котла по системе нумерации предприятия-изготовителя;
номинальную паропроизводительность в т/ч;
рабочее давление в МПа (кгс/см2);
номинальную температуру пара в °С.
(Измененная редакция, Изм. N 1, 2).
4.1.2. Маркировка на водогрейных котлах должна содержать следующие данные:
наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
обозначение котла по ГОСТ 21563;
номер котла по системе нумерации предприятия-изготовителя;
номинальную теплопроизводительность в МВт (Гкал/ч);
рабочее давление на выходе в МПа (кгс/см2);
номинальную температуру воды на выходе в °С.
4.1.3. Маркировка на автономном пароперегревателе должна содержать следующие данные:
наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
номер пароперегревателя по системе нумерации предприятия-изготовителя;
номинальную паропроизводительность в т/ч;
рабочее давление на выходе в МПа (кгс/см2);
температуру пара на выходе в °С.
4.1.4. Маркировка на автономном экономайзере должна содержать следующие данные:
наименование, товарный знак и при необходимости местонахождение (город) предприятия-изготовителя;
номер экономайзера по системе нумерации предприятия-изготовителя;
номинальный расход воды в т/ч;
рабочее давление на выходе в МПа (кгс/см2);
температуру воды в °С.
4.2. На днищах барабанов или на корпусах котлов, а также на коллекторах должны быть нанесены клеймением следующие данные:
наименование и товарный знак предприятия-изготовителя;
заводской номер изделия;
расчетное давление в МПа (кгс/см2);
расчетная температура стенки в °С и марка стали (только на коллекторах пароперегревателя). Места размещения указанных данных выбирает предприятие-изготовитель и указывает их в инструкции по монтажу и эксплуатации.
4.1.2-4.2. (Измененная редакция, Изм. N 2).
4.3. Табличка предприятия-изготовителя должна быть закреплена заклепками или при помощи сварки и поддерживающей пластины, которая должна быть надежно прикреплена к корпусу или металлоконструкциям котла, пароперегревателя или экономайзера.
4.4. Табличка предприятия-изготовителя должна быть изготовлена из металлов, устойчивых к воздействию окружающей среды. Табличка должна быть хорошо видна.
4.5. На табличке предприятия-изготовителя должно быть поставлено клеймо ОТК.
Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :










- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
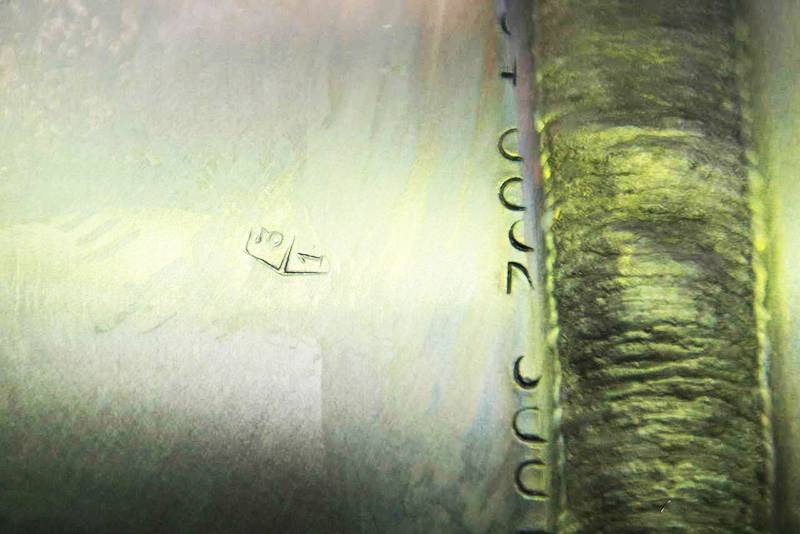
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п. 4.10.5 ГОСТ 23118-2012 и п
1.3.21. РД 34.15
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Назначение
Согласно действующего ФНП «Сварка на ОПО» от 8.10.2014 года, работы, проводимые на особо опасных объектах, должны сопровождаться определенными мерами предосторожности. В частности, рядом со сварным соединением должна стоять отметка (клеймо) специалиста, который его выполнил. Если окажется, что шов сделан с дефектом, то по данному оттиску, используя материалы единой базы сварщиков, можно легко определить Ф.И.О
сотрудника, его должность, вид деятельности и разряд
Если окажется, что шов сделан с дефектом, то по данному оттиску, используя материалы единой базы сварщиков, можно легко определить Ф.И.О. сотрудника, его должность, вид деятельности и разряд.
Клеймо сварщика – это устройство, которое применяется для постановки уникального личного оттиска рядом со сварным швом. Оно используется на конструкциях повышенной ответственности. Ставить подобный оттиск может только специалист, прошедший аттестацию НАКС. Клеймением неразъемного соединения он подтверждает свое авторство и ответственность за качество выполненной работы.





