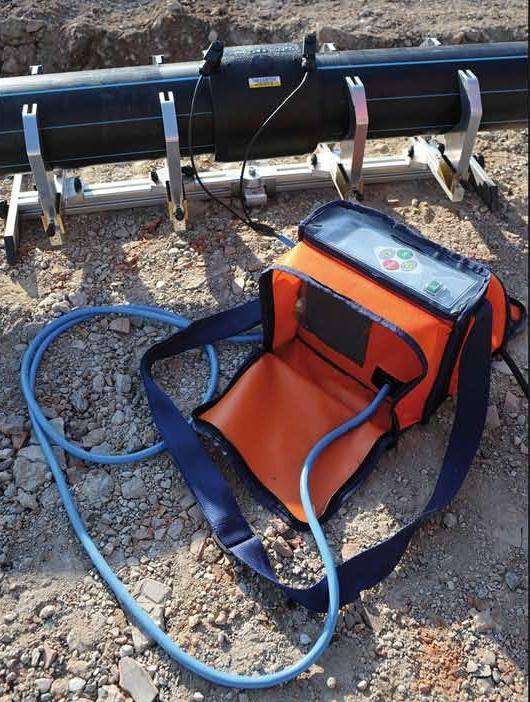
Технология процесса
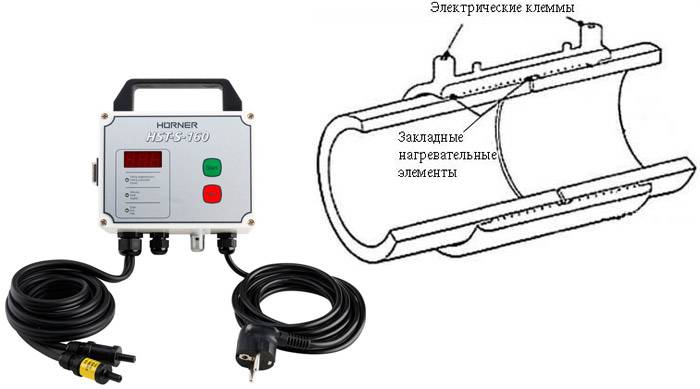
На соединяемые участки трубопровода накладывается специальная муфта, внутри которой установлена нагревательная спираль. Существуют и конструкции с внешними нагревательными элементами, которые действуют быстрее, но не обеспечивают соединению требуемой надёжности. Количество устанавливаемых муфт может быть различным. Например, для сложного стыка, с разветвлениями, их может быть три, для трубопроводов с резкими перепадами диаметров – две, в остальных случаях достаточно и одной.
К соединяемым участкам труб из ПНД предъявляются довольно высокие требования:
- Смежные участки на длине не менее чем два наружных диаметра трубы должны быть очищены от пыли, грязи, а также масляно-жировых отложений.
- Овальность труб не должна превышать 0,2 мм по всей длине стыка.
- На поверхность зоны сварки не должна попадать атмосферная влага.
- Температура окружающего воздуха во время работы аппарата для электромуфтовой сварки не должна выходить за пределы диапазона -10…+40ºС.
- Все соединяемые части должны быть изготовлены из ПНД с примерно схожими физико-механическими характеристиками.
Последнее требование связано с тем, что в управляющий блок электромуфтового сварочного аппарата заложена информация о динамике плавления ПНД под воздействием внешнего теплового источника, и, если запрашиваемые данные не совпадают, устройство не включится. Это снижает требования к квалификации работающего, поскольку процесс электрофузионной сварки произойдёт автоматически, но существенно увеличит цену аппарата.
Для обеспечения равномерности зазора по длине стыка (и ширине муфты) трубы располагаются в позиционере – устройстве, которое обеспечивает прямолинейность осей соединяемых труб. Вполне вероятная овальность труб, а также наличие локальных поверхностных дефектов преодолевается установкой специальных накладок из ПНД, комплект которых прилагается к электромуфтовому сварочному аппарату.
Концы нагревательного элемента выводятся наружу муфты, и подключаются к токоведущим клеммам электромуфтового аппарата. После проверки качества ПНД (марка, плотность, шероховатость и пр.) включение устройства и все последующие операции происходят автоматически. Аппарат отключается, когда капли расплава появляются в зазоре между позиционером и муфтой. Остаётся только выждать определённое время для охлаждения места стыка.
Электросварная муфта – одноразовая. Даже при возможных проблемах с нагревом (например, при обнаруженной неоднородности тела трубы) повторному использованию она не подлежит.
Преимущества электросварных муфт
Распространение фитингов подобного типа связано с присущими им значимыми достоинствами, к которым следует отнести:
- долговечность (они могут прослужить более пятидесяти лет);
- относительно невысокую стоимость (если сравнивать с соединениями, выполненными из других материалов);
- неподверженность коррозии;
- способность не утрачивать с течением времени стойкости к гидравлическим ударам и расширениям;
- многообразие конфигураций и размеров;

Подобные фитинги выпускаются в различных размерах и конфигурациях, что обуславливает их широчайшее применение
- возможность применения при соединении труб как разного диаметра, так и изготовленных из разных материалов (особенно при соединении металлических труб с полиэтиленовыми);
- легкость установки, не требующая профессиональных навыков;
- невероятную быстроту монтажа;
- недоступную для аналогичных соединений, выполненных из других материалов, возможность установки в самых сложных местах трассы трубопровода. Они совершенно незаменимы, когда требуется соединение на повороте, разветвлении, присоединениях арматуры.
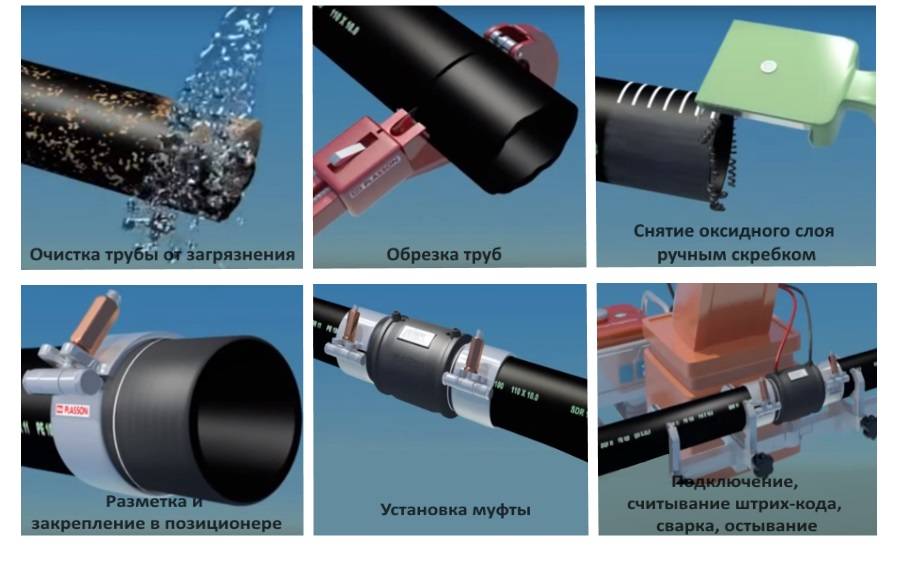
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично.
Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку.
Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы.
В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся.
По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты.
Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты.
Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка
Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку
В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала.
Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Стыковая сварка ПНД труб своими руками

Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.











Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
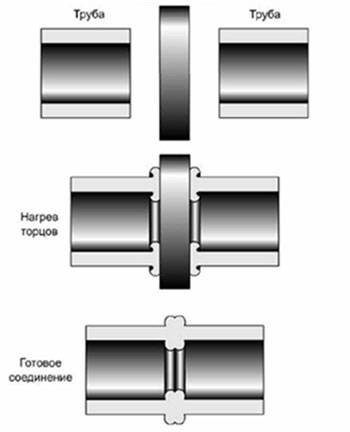
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
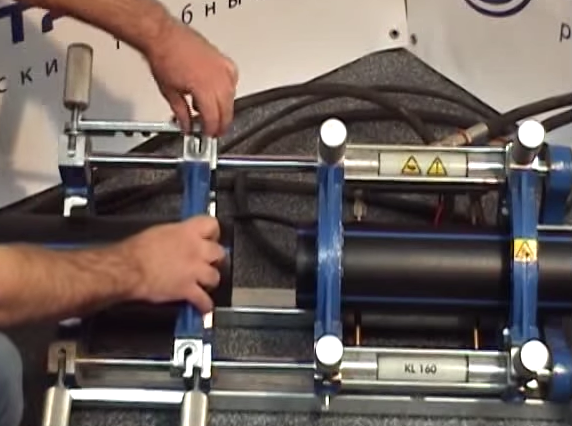
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой
Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым
Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок
Внешний вид верно и ошибочно сваренных встык труб ПНД
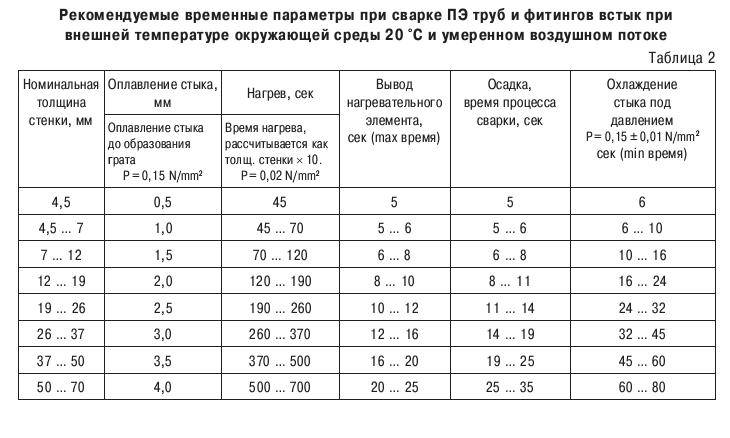
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см

Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки

Соединительные детали для монтажа полиэтиленовых труб

Сварка электромуфтовая

Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД
Что такое электромуфтовая сварка?
Электромуфтовая сварка предназначена для сварки труб и подразумевает использование для сварки специальных нагревательных элементов. Нагревательный элемент – электромуфта – накладывается на место соединения двух труб, после чего нагревает их до частичного расплавления и сваривания между собой. В основном под словами «электромуфтовая сварка» подразумевается электромуфтовая сварка полиэтиленовых труб (ПНД-труб) или подобных им пластмассовых труб.










Электромуфта представляет собой пластиковую муфту, по которой проложена электрическая спираль. При прохождении тока спираль нагревается и разогревает пластмассу муфты и труб, находящихся под ней. Трубы и электромуфта свариваются между собой, после чего соединение оставляется для естественного охлаждения. После охлаждения и застывания образуется прочное, герметичное и надежное неразъемное соединение.
Преимущества электромуфтовой сварки
Электромуфтовая сварка ПНД-труб является удобной и эффективной технологией, имеющей большое количество достоинств.
- Простота монтажа. Для того, чтобы сварить ПНД-трубы, достаточно свести вместе концы труб и соединить их нагревательной деталью, после чего подать на выводы муфты электрический ток (для генерации последнего используется аппарат для электромуфтовой сварки). Далее процесс будет идти сам. Многие аппараты для электромуфтовой сварки ведут его в автоматическом режиме.
- Универсальность. Свойства расплавленного полиэтилена позволяют применять такой метод для соединения пластмассовых труб с разной толщиной стенок и диаметром. Помимо этого, сварка легко может проводиться в ограниченном, стесненном пространстве.
- Надежность. Соединение ПНД-труб таким методом отличается долговечностью и надежностью. Материалы на стыках электромуфты и труб полностью взаимопроникают друг в друга, и плотность сварного шва идентична плотности остальных участков трубы.
- Экономичность. Сварочные аппараты для электромуфтовой сварки отличаются компактностью, небольшой массой и низким энергопотреблением. Технология сварки ПНД-труб электромуфтовым методом отлично подходит для оперативного ремонта.
Так выглядят соединения электромуфтовым аппаратом
Это интересно: Какие бывают насадки для паяльника для сварки полипропиленовых труб: рассматриваем все нюансы
Выполнение стыковой сварки труб ПНД своими руками
Сварка полиэтиленовых труб встык требует применения специального сварочного оборудования. Но упрощение процесса монтажа обусловливает отсутствие необходимости в дополнительных деталях. Использовать такую технологию можно только для ПНД труб одинакового диаметра.
Монтаж, выполняемый по технологии сварки полиэтиленовых труб встык является наиболее универсальным и эффективным. При её использовании сохраняется гибкость полиэтилена по всей длине трубопровода. Этот процесс не создаёт никаких сложностей независимо от предусмотренного проектом типа прокладки трубопровода: открытая укладка труб, традиционный способ либо бестраншейная реновация.

Встык свариваются только трубы одинакового диаметра
Сварка полиэтиленовых труб встык своими руками с помощью нагревательного инструмента выполняется следующим образом:
- сначала концы свариваемых элементов трубопровода установите в центраторе сварочного агрегата;
- после их выравнивания и надёжной фиксации очистите торцы труб от пыли и грязи х/б салфеткой;
- затем обработайте свариваемые поверхности механически с помощью торцующего устройства. Когда получится равномерная стружка, толщина которой не будет превышать 0,5 миллиметра, торцовку прекратите, извлеките устройство и рукой проверьте взаимную параллельность торцов;
- если вы обнаружите, что между свариваемыми поверхностями присутствует зазор, превышающий допустимое значение, операцию торцовки повторите;
- далее при помощи нагревательного инструмента с антипригарным покрытием нагрейте торцы свариваемых труб;
- когда оплавление торцов достигнет высшей фазы, свариваемые поверхности разведите и извлеките из зоны сварки нагревательный элемент;
- сделав это, сомкните свариваемые поверхности и начните равномерно поднимать давление прижима, пока его значение не достигнет требуемой величины;
- шов выдерживайте под заданным давлением определённый промежуток времени.
На заключительном этапе проверьте качество сварки трубы ПНД по внешнему виду грата, а также по высоте и ширине.
Интеллектуальная система протокола
Электроника, которая встроена в корпус электромуфтового сварочного аппарата, предназначенная для сварных фитингов со штрих-кодом, автоматически проводит точный анализ сварочного процесса по изначально заданным параметрам. Оборудование, которое контролирует ход сваривания реагирует на внешние воздействия, автоматически меняя горелку и значительно сокращая время на простой.
Регистрируя полученные показания система управления электромуфтовым сварочным аппаратом указывает скорость сварки, расстояние до детали, а также угол наклона горелки. Результаты запрограммированной пайки, точно такие, как объем заполнения и положение сварного шва на трубе, отражаются на дисплее сварочного аппарата. Все данные полученные в результате проведения сварочных работ можно будет документировать. Формат протокола в обязательном порядке включает в себя наименование поставщика, а также все элементы конструкции. Также в нем указывается диаметр, номер партий, типовое соединение труб и фитингов.
Обзор ручных аппаратов для электромуфтовой сварки от ведущих производителей
На мировом рынке наибольшей популярностью пользуется оборудование для проведения подобных работ от таких фирм, как Rothenberger, Ritmo и DYTRON.
В нижерасположенной таблице представлены наиболее популярные модели вышеуказанных компаний.
Таблица 2
| Бренд | Модель | Мощность нагревателя, Вт | Масса, кг | Диаметры свариваемых труб, мм |
| Ritmo | Prisma 90 | 1000 | 54 | 20-90 |
| Prisma 125 | 1400 | 100 | 25-125 | |
| Rothenberger | ROVELD P 63 | 800 | 1,8 | 60,53,40,32,25,20 |
| ROVELD P 40 | 650 | 1,0 | 40,32,25 20 | |
| ROVELD P 125 | 1300 | 7,5 | До 125 | |
| ROVELD P 110 | 1300 | 2,2 | 110,30,75 | |
DYTRON | POLYS P-4a 850W Trace Weld | 850 | 1,6 | 16-75 |
| POLYS P-4a 650W Trace Weld | 650 | 1,3 | 16-63 | |
| POLYS P-4a 1200W Trace Weld | 1200 | 1,8 | 16-125 | |
| Dytron 500W POLYS P-1b | 500 | 1,3 | 16-40 | |
| Dytron 850W POLYS P-1b | 850 | 1,6 | 16-75 | |
| Dytron 650W POLYS P-1b | 650 | 1,3 | 16-63 |
Rothenberger (Германия). Основание этого бренда датируется 1949-м годом. Более чем полувековая напряженная и плодотворная работа специалистов вывела компанию Rothenberger, поначалу являвшейся небольшой фирмой, в категорию мировых гигантов. Представительства данного бренда открыты в 25 государствах мира, включая те страны, в которых работают 14 заводов Rothenberger. А, по мнению экспертов, логотип этой компании на продукции означает надёжность и высочайшее качество.

От того, насколько качественное оборудование используется для сварки, зависит надежность соединения и удобство проведения работ
Ritmo (Италия). История данного бренда началась относительно недавно – в 1979 году. А сейчас он уже входит в число ведущих мировых компаний, специализирующихся в сфере технологий обработки пластмасс. Инженеры Ritmo создают высококачественную продукцию, соответствующую строгим международным и национальным стандартам (EEC, ISO,UNI). Высокая степень организации бизнеса обеспечивается постоянным анализом специалистами компании положения дел в данном сегменте мирового рынка. Линейка продукции бренда Ritmo включает полный ассортимент оборудования и инструмента для раструбной, электромуфтовой и стыковой сварки.
DYTRON (Чехия). Год основания компании – 1992. В списке её товарных позиций присутствуют как мобильные устройства, так и ручные модели для реализации стыкового сварочного соединения пластиковых труб. И с каждым годом ассортимент компании DYTRON пополняется новыми образцами.
Покупка любого такого аппарата обеспечит надёжность результатов выполненной ручной электромуфтовой сварки.
https://youtube.com/watch?v=Uvy5UABOm3w









Конструкции электромуфтовых сварочных аппаратов
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.
Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.
Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Стыковая сварка
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Аппарат для сварки. Порядок проведения сварочных работ
Установка электросварочный муфты требует специального оборудования – аппарата для сварки электросварных муфт пнд. Аппарат используется прямо на месте, где непосредственно ведутся работы. Он весит менее 20 кг, и не требует наличия высококвалифицированного специалиста для обслуживания. Сварочное оборудование посредством сканера или считывающего карандаша получает требуемую информацию для запуска программы работы. Контроль над процессом запрограммирован, вмешательство сварщика излишне. Работы ведутся в следующем порядке:
Монтируемая труба, не имеющая значительной кривизны, обрезается строго перпендикулярно ее оси. Торцы соединяемых труб очищаются с использованием скребка на всю длину соединения. После чего их тщательно обезжиривают, пропитав ветошь или салфетку в ацетоном или изопропиловым спиртом.
Детали, предназначенные для сваривания, тщательно фиксируются в позиционере
При этом обращается внимание на имеющиеся по центру внутренней части муфты технологические бортики, специально установленные для того, чтобы в них уперлись концы соединяемых свариванием труб. Недопустимо, чтобы зазор между соединяемыми трубами внутри муфты превысил толщину их стенки.
Клеммы сварочного аппарата (трансформатора-выпрямителя) подсоединяются к контактам муфты
По считывании информации с имеющегося на ней штрих-кода начинается автоматический процесс сварки.
По окончании сварочных работ, когда соединение остынет, проверяется его герметичность. Для этого на место стыка наносится мыльный раствор, а в трубопроводную систему подают сжатый воздух.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.









Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Что это
Сущность способа содержится в том, что соединительный фитинг имеет в себе электрическую спираль. Она возможно всецело открытой, частично заглубленной либо скрытой. Нагревательный элемент имеет два выходящих наружу контакта, к каким подключается сварочный аппарат. На заданный временной отрезок подается указанное значение вольтажа. Внутренняя часть соединителя и вставленный отрезок трубы под действием температуры переходит в жидкое состояние. Наружная стена не прогревается до таковой степени и сохраняет упругость, что заставляет вещество двигаться вниз, благодаря чего образуется монолитная конструкция.
Муфты изготавливают из трех видов пластика: полиэтилен, полипропилен, полибутен. Для монтажа газовых магистралей в большинстве случаев используют лишь первый вариант.