

Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
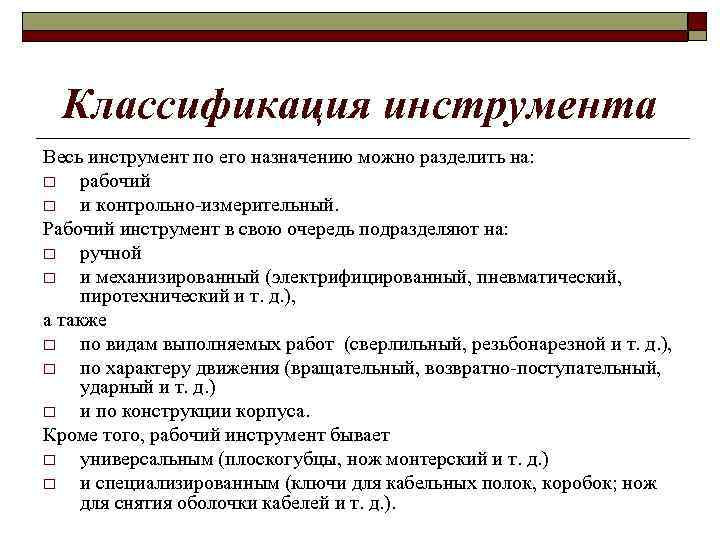
Ручной инструмент
Ручной инструмент
Рулетки
Рулетка ручная При строительстве лучше не жалеть денег и купить хорошую качественную рулетку. Лазерная рулетка больше подходит для профессиональных работ, есть неплохой вариант – Лазерный дальномер BOSCH ZAMO. Если нужна рулетка более 7 м, то лучше покупать ленточную.
Молоток
Молоток с гвоздями Лучше иметь сразу несколько молотков, разных размеров. Наиболее универсален молоток весом 300 г. Можно также купить резиновый молоток и тяжелую кувалду в 1кг. Очень хорош для монтажных работ молоток с гвоздодером и магнитным держателем гвоздей.
Кусачки
Кусачки для электрического кабеля Кусачки есть под разный тип проволоки. Также есть кусачки под разное сечение электрических проводов. Лучше иметь в своем арсенале одни маленькие и одни большие.
Структурное подразделение организации — что это такое?
Сотрудника организации чаще всего можно отнести к какой-либо группе: административной, производственной, финансовой, исследовательской и т. д. Так определяется его индивидуальная область задач. При этом, если в малой фирме обязанности целого подобного сектора способен взять на себя один человек, то в достаточно большой корпорации необходимо целое слаженно функционирующее подразделение.
Это понятие подразумевает самостоятельную часть общего целого. Каждое структурное звено работает с определёнными внутренними законами, имеет конкретного начальника, обязанности и несёт ответственность за свою долю работы. Наличие такой системы позволяет создать прочную иерархию всего предприятия, что делает процесс управления им намного проще и удобнее. Любые изменения в политике этой штатной единицы, её расписании и прочих подобных организационных моментах контролируются ответственным лицом и не требуют утверждения в вышестоящих инстанциях
Но вместе с этим крайне важно для всей фирмы грамотно выстроить взаимодействие всех подразделений друг с другом
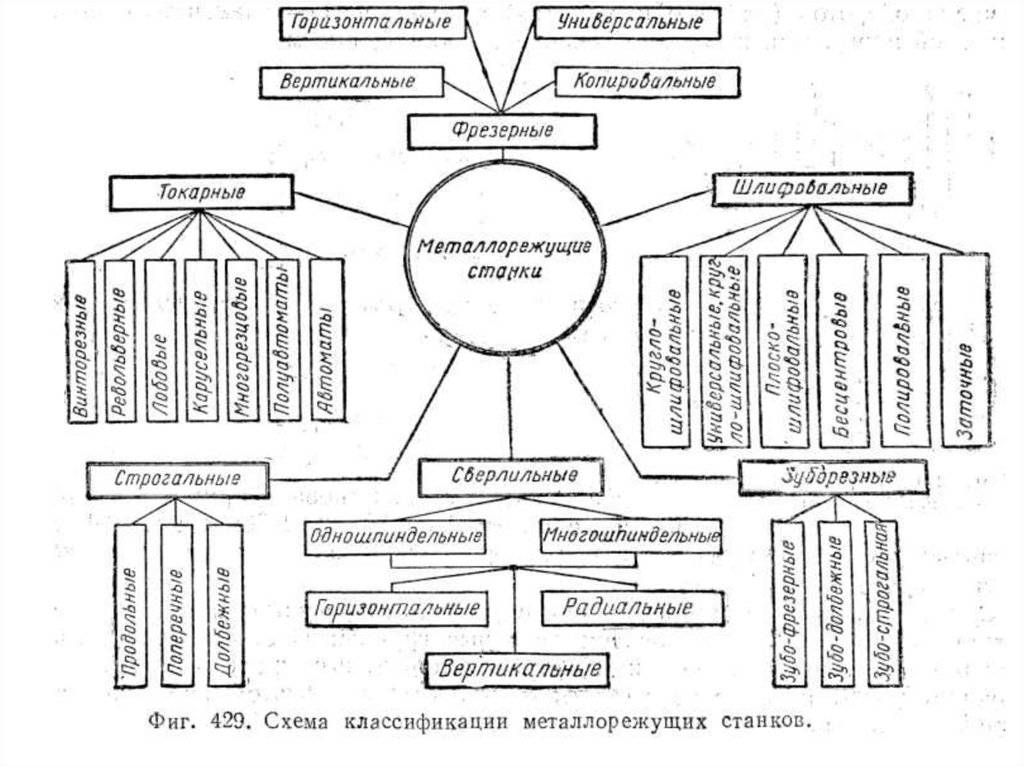
Типы и разновидности токарного оборудования
Существует разделение станков по следующим критериям:
- Наибольший допустимый размер обрабатываемой заготовки над станиной.
- РМЦ – расстояние между центрами (мелкие – до 150 мм, средние – 150–300 мм, крупные – более 300 мм).
Также есть множество типов токарных станков, обладающих своей спецификой:
Винторезные станки токарной группы
Станки токарной группы очень распространены в силу своей универсальности. Принцип работы прост: зажатому на шпинделе в горизонтальном положении объекту придается вращение, а с помощью подвижного резца происходит резание. Резец может быть как закрепленным, так и отдельным.
Револьверные станки
Как следует из названия, на направляющих станины располагается суппорт с револьверной головкой. В каждый паз револьверной головки может быть установлен резец.
Во время обработки резцы сменяют друг друга, прокручиваясь, что позволяет не тратить время на замену инструмента.
Карусельные станки
Предназначены в основном для обработки крупных объектов весом в несколько тонн. Основным элементом конструкции является планшайба – горизонтальный диск, на который устанавливается заготовка, и который придает ей вращение.







Отсюда и название данной разновидности станка. Как правило, станок карусельного типа имеет два суппорта для установки резцов – вертикальный и боковой. Это позволяет обрабатывать заготовку по внешней и по внутренней поверхности.
Затыловочные станки
Затылование – это специальный метод заточки торцовых поверхностей инструментов для сверления, фрезерования и нарезания резьбы.
Такая операция необходима для восстановления формы рабочих поверхностей инструмента после длительной эксплуатации. По конструкции затыловочный станок похож на винторезный, но имеет ряд особенностей.
Обрабатываемый объект также вращается шпинделем, а суппорт вместе с резцом совершает возвратно-поступательные движения, срезая (затылуя) поверхность объекта на один зуб.
Лоботокарные станки
Похожи на карусельные станки, также имеют планшайбу, но на лоботокарных станках планшайба устанавливается вертикально. Карусельные и лоботокарные станки могут взаимно заменять друг друга.
Как правило, применяются для резания с торца, то есть со «лба». Отсюда и название. Предназначены для обработки объектов, диаметр которых значительно превышает их длину (колеса, шестеренки, шкивы).
Станки с бесступенчатым приводом
Бесступенчатый привод – это механизм, позволяющий плавно менять скорость вращения шпинделя, без резких перепадов и остановки станка.
Такая функция позволяет постепенно подобрать нужную частоту вращения уже в процессе работы, а не прикидывать ее «на глаз».
Трубонарезные агрегаты
Как следует из названия, предназначены для обработки труб. Очень похожи на винторезные станки, но есть одно существенное различие в конструкции шпинделя: для того, чтобы длинные трубы надежно удерживались, через корпус станка насквозь проходит тоннель, в котором труба зажимается шпинделем в двух точках.
Это обеспечивает вращение объекта без люфта. Также существуют дополнительные подставки для труб, если они значительно превышают расстояние между патронами.
Токарно-фрезерный обрабатывающий центр
Многоцелевой комплекс, объединяющий в себе токарные и фрезерные функции. Имеет фрезерную головку, на которую может быть установлен режущий инструмент.
Головка эта подвижна, может обрабатывать объект как сбоку, по внешней поверхности, так и с торца, по внутренней.
Автомат продольного точения
Предназначен для серийного изготовления и обработки малогабаритных деталей диаметром 1–60 мм, длиной – 5–300 мм.
Автомат устроен следующим образом: в подвижном шпинделе с помощью цанги закрепляется заготовка, резцы же остаются неподвижными или передвигаются по горизонтали; шпиндель вместе с заготовкой подводится поочередно к нужным резцам и обрабатывается.
Многошпиндельные токарные станки
Станки с тремя или более шпинделями, на которых крепятся заготовки для одновременной или поочередной обработки. Используются исключительно на серийных производствах.





Как восстановить старый напильник — борьба с коррозией
Если удалось разыскать старый напильник времен СССР, то наверняка на поверхности инструмента присутствуют следы коррозии. Эксплуатация такого инструмента будет не эффективна, так как за счет коррозионных образований уменьшается величина зубьев.
Этот инструмент не нужно утилизировать, если его рабочие части (насечки) не имеют следов полного износа. Чтобы удалить следы коррозии на напильнике, необходимо сделать следующие действия:
- Налить в емкость воду (рекомендуется использовать теплую воду)
- Насыпать в воду лимонную кислоту, причем ее количество должно быть достаточным не менее 50 грамм, чтобы оказать положительное воздействие
- Тщательно перемешать
- Опустить в полученный раствор напильник, который подлежит восстановлению
- Подождать не менее 24 часов, после чего извлечь уже очищенный от коррозии инструмент
Как видно, любой хороший инструмент можно восстановить, и продолжить его эксплуатацию. Подробное описание по восстановлению напильника описано в видео материале.
Ручной слесарный инструмент
Кроме универсальной линейки и рулетки, слесарю приходится использовать следующие устройства:
- штангенциркуль;
- штангенрейсмасс;
- микрометр.
Штангенциркуль. Этот ручной инструмент состоит из штанги с делениями и двигающейся рамки. Штангенциркуль также снабжен верхними и нижними губками. Верхние губки позволяют производить замеры внутренних частей заготовок, а нижние – внешних.
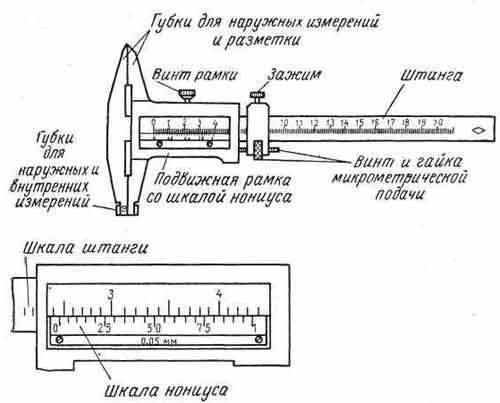 Схема штангенциркуля
Схема штангенциркуля
Штангенрейсмасс. От штангенциркуля это устройство отличается наличием опоры. Штангенрейсмасс позволяет наносить на детали разметку высоты и глубины отверстий, а также расположения других элементов.
 Штангенрейсмасс
Штангенрейсмасс
Микрометр. Конструкция данного прибора состоит из трубки со шкалой, гильзы и наконечника. Применяют микрометр в том случае, если требуется рассчитать величину с точностью до 0,01 мм. Глубина отверстий в деталях измеряется микрометрическим глубиномером – разновидностью микрометра.
 Устройство трубного микрометра
Устройство трубного микрометра
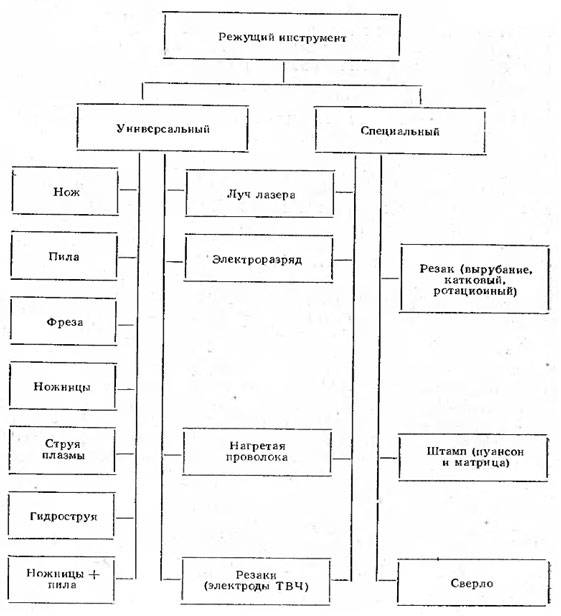
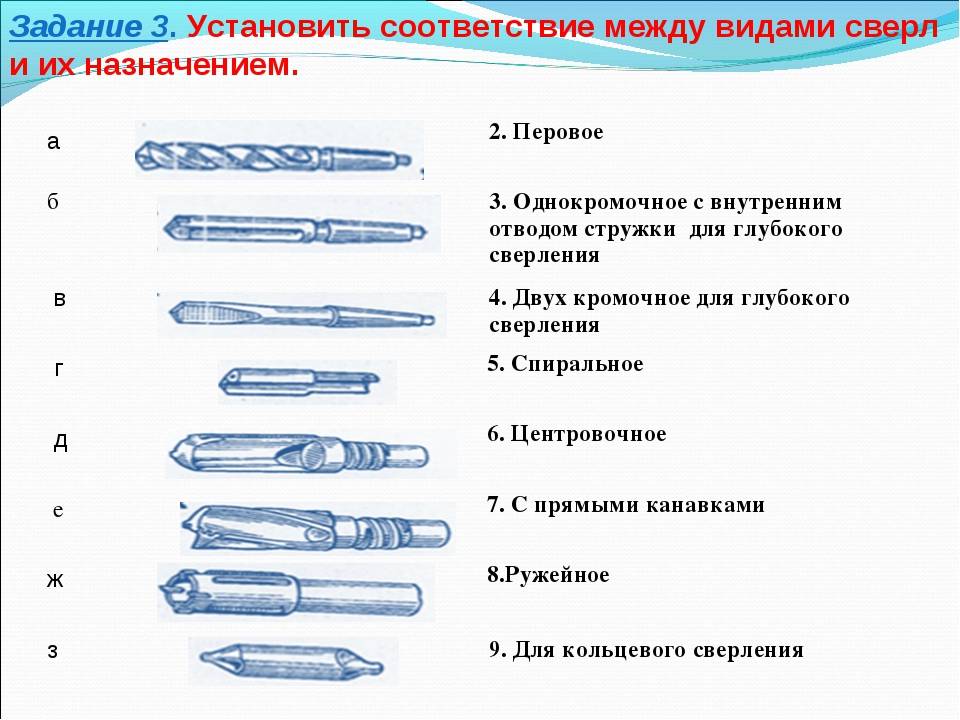
По видам обрабатываемых поверхностей различают режущие инструменты
- для обработки плоскостей и наружных фасонных поверхностей и тел вращения. К ним относятся: резцы, фрезы, протяжки, напильники, шлифовальные круги и т. д.;
- для обработки отверстий — сверла, расточные резцы, зенкеры, развертки, комбинированные осевые инструменты, протяжки и т. д.;
- для получения резьбы. К ним относятся резьбовые фрезы и резцы, метчики, резьбонарезные и резьбонакатные плашки и головки, накатные ролики и т. д.;
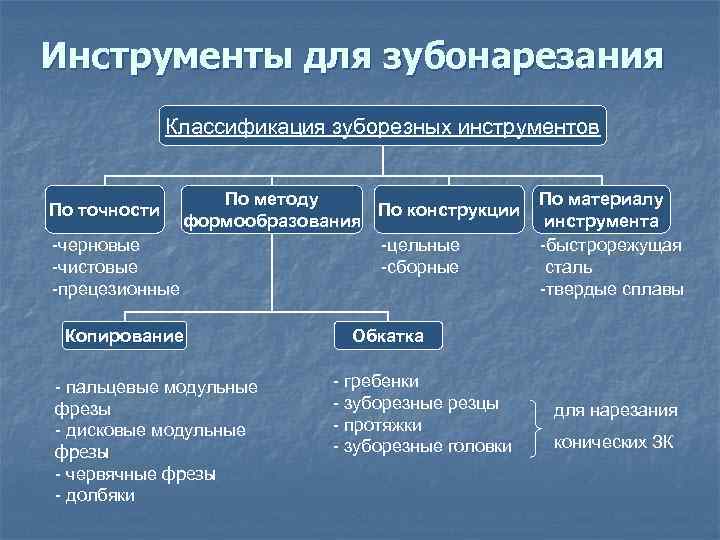
- для обработки поверхностей зубьев колес или шлицевых валов и звездочек. Для обработки цилиндрических колес методом копирования применяются дисковые и пальцевые фрезы, а методом обкатки — червячные фрезы, долбяки, обкаточные резцы, шеверы и шлифовальные круги. Конические прямозубые колеса нарезаются зубострогальными резцами, сдвоенными головками-фрезами, протяжками, а конические колеса со спиральными круговыми зубьями — червячными коническими фрезами, а также зубострогальными головками и протяжками.
Режущие инструменты можно подразделить по принципу взаимодействия инструмента с обрабатываемым материалом на обычные и ротационные с непрерывно обновляющимся круговым лезвием режущей чашки. Кроме того, инструменты подразделяются на цельные и составные (с неподвижным присоединением пластинок и с механическим креплением), а также (по виду соединения со станком) на хвостовые, насадные и призматические. Различают, кроме того, стандартные и специальные инструменты.
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сферы использования
Сфера применения режущего инструмента весьма обширна. Большая часть изделий встречается в машиностроении, так как заготовки представлены различными сплавами. Рассматривая сферу применения отметим следующие моменты:
- Большая часть изделий может резать по металлу только при условии передачи большого усилия при жестком закреплении заготовки. Именно поэтому они изготавливаются таким образом, чтобы могли устанавливаться в станках и другом подобном оборудовании. Область применения – промышленность с различным показателем производительности труда. Отличительной особенностью подобной группы можно назвать длительный эксплуатационный срок и устойчивость к износу.
- Также обработка заготовок может проводится в домашней мастерской. Для подобного случая подходят варианты исполнения, которые применяются при ручной обработке или применении настольного оборудования. Специалисты рекомендуют выбирать для домашней мастерской варианты исполнения из низкой ценовой категории. Это связано с тем, что они отлично подходят для обработки при небольшой подаче и скорости резания. Режущие инструменты для промышленных станков обходятся намного дороже и требуют профессиональной периодической заточки.

В целом можно сказать, что область применения режущего инструмента весьма обширна. Механическое резание может проводится только при наличии режущей кромки.






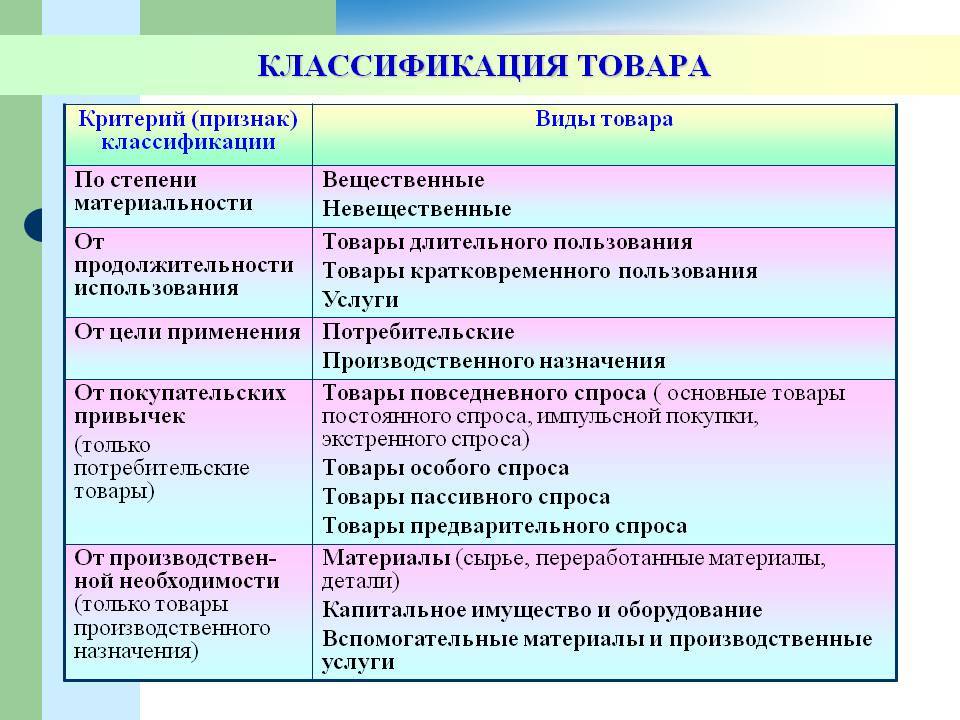
Другие критерии классификации документов
Возможны видовые разграничения:
- По сложности
- Простые документы освещают один вопрос (короткая справка, согласие, расписка).
- Сложные – два и более (приказ, характеристика, отчет).
- По обязательности исполнения
- Информационные – не требуют исполнения (справки, отчеты, свидетельства).
- Рекомендательные – носят факультативный характер, не требуют обязательного исполнения (методические рекомендации, медицинские направления).
- Директивные – имеют нормативный характер, юридическую силу. Обязательны для исполнения (указы, приказы, постановления).
- По наименованию
- Приказы.
- Письма.
- Ходатайства.
- Справки.
- Заявления.
- Постановления.
- Решения.
Таким образом, документ – это носитель, имеющий определенную форму, реквизиты, который служит для хранения и передачи информации. Любая классификация так или иначе связана с функциями и целевым назначением документов
Поэтому так важно при оформлении договоров, заключении сделок, оформлении документов на передачу прав собственности и во всех других ситуациях иметь полное понимание того, какой именно форме надо отдать предпочтение, чтобы документ имел юридическую силу.
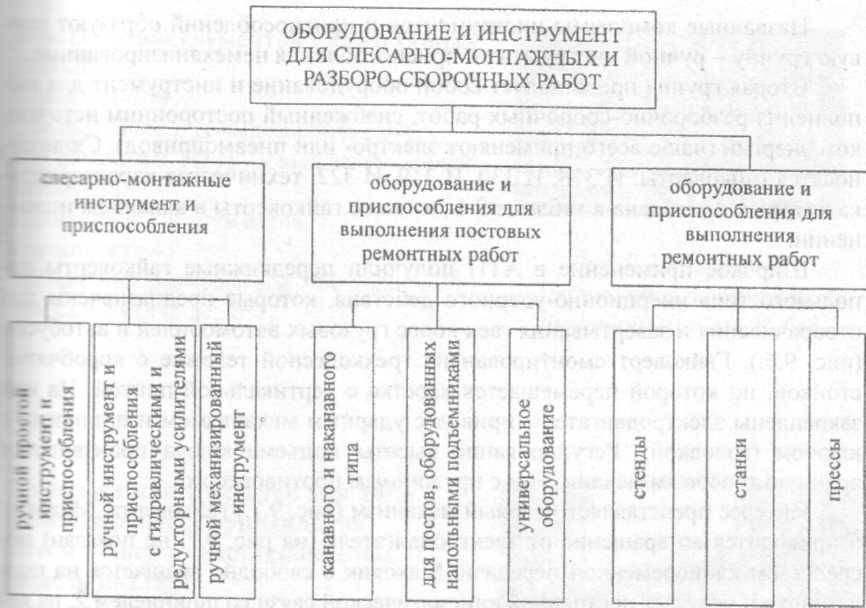
Монтажный инструмент
Он нужен для того чтобы максимально облегчить ручной труд, сделать его эффективнее. Его использование увеличивает производительность труда и делает временные затраты меньшими. При этом существенно увеличивается показатель безопасности труда. Такие инструменты должны иметь небольшой вес и скромные габариты — так рабочим будет проще перемещать и управлять им.
Среди самых распространенных монтажных инструментов — гаечные ключи. Они бывают:
- разводными;
- составными;
- монолитными;
- специальными;
- со спецпрофилем.
Разводные ключи в свою очередь бывают переставными, французскими и трубными.
Еще один распространенный монтажный инструмент — клещи, которые бывают кузнечными, столярными и электроизмерительными.
Не менее востребованы отвертки — это стержень из металла с наконечником на одном конце и рукояткой из дерева, пластика или резины. Наконечник отвертки бывает: крестообразным, шпицем, шестигранным.
Для выбора инструмента важно ориентироваться в его разнообразии, знать о специфике. Разобраться в этом помогут, например, менеджеры «ТК ОПМ», которая специализируется на продаже строительных инструментов по лояльной цене
Для оптовых клиентов предусмотрена гибкая система скидок. Более подробная информация — на сайте компании https://www.optprommetiz.ru/catalog/instrument/.
Особенности холодильной техники
Облицовка домов лицевым кирпичом
Какие бывают структурные подразделения в организации?
В первую очередь можно разделить структурные единицы на внутренние и обособленные. Первые не обладают всеми признаками организации и существуют исключительно как часть общего предприятия. В свою очередь, вторые часто даже находятся не только в отдельном здании, но и в другом городе и даже стране (филиал, представительство и т. д.).
Основной же классификацией считается следующее разделение:
1. Управления. Эти подразделения занимаются исключительно административными обязанностями. Они контролируют весь рабочий процесс и генерируют новые задачи для каждой отдельной группы. Фактически управления являются одним из немногих структурных элементов, в которых исключено появление каких-либо сотрудников производства. В этой нише трудятся менеджеры, управляющие, бухгалтеры и т. д.
2. Отделения. Присутствуют не во всех типах организаций. В зависимости от сферы деятельности могут различаться по территориальному и функциональному признаку. В первом случае чаще всего встречаются в банковском и страховом деле. Так, у каждого района города существует собственное отделение банка, к которому принадлежат («привязаны») его жители. Обычно такая система наблюдается в государственных учреждениях. Во втором случае с помощью отделений становится возможным обслуживание клиентов по конкретным узконаправленным вопросам. Лучшим примером, поясняющим подобную специфику, является система здравоохранения, где каждое отделение отвечает за определённую группу больных.
3. Департаменты. По значимости занимают второе место после управлений. В них также не бывает производственных служащих, а характер деятельности является чисто административным. Департаменты наиболее часто встречаются в сфере государственного управления, где занимаются контролем исполнения всех принятых и существующих законов, правил и норм.
4. Отделы. Самый распространённый вид структурных единиц предприятия. Отделы необходимы как раз для разделения направлений деятельности и основных функциональных обязанностей между работниками. Так существуют отдел кадров, производственный и финансовый отделы, юридический, контроля качества и прочие. В каждом из них установлен собственный режим, цели и нормы. Причём в зависимости от величины всей корпорации могут встречаться как самостоятельные виды подразделений, так и входящие в сферу влияния управлений и департаментов.
5. Службы. Равно как и отделы, данные элементы обособлены по определённой функциональной принадлежности. Отличие состоит лишь в том, что службы больше похожи на обособленные структурные единицы. Они работают не в одной конкретной организации, а предоставляют свои услуги согласно договору, который может быть заключён с любым другим предприятием. Ярким примером может послужить служба безопасности, выполняющая конкретную задачу для предприятия-сотрудника. При этом она подчиняется собственному внутреннему протоколу и имеет свою автономную структуру управления.


6. Бюро. По представлению очень похожи на отделы. Различие лишь в том, что бюро является всё-таки меньшей по значимости и уровню единицей и может заниматься исключительно информационной, документарной и административной деятельностью. В круг решаемых задач входят очень узкие конкретные вопросы, список которых, кстати, тоже довольно мал.
Все перечисленные подразделения можно разделить и на более мелкие сегменты: цеха, секторы, участки, группы. С их помощью можно добиться ещё большей эффективности, однако, в этом вопросе решающую роль играет успешное построение всей системы и правильное продвижение общей политики предприятия.
Что такое документ
По классическому определению, документ – материальный носитель информации,свидетельствующий о чем-либо. Строго говоря, любая книга, картина, фильм, скульптура, глиняная табличка и берестяная грамота – документы, рассказывающие о людях, событиях, эпохе, обычаях и нравах. Смысл документа в том, чтобы сохранять и передавать информацию во времени и пространстве.Сегодня документальным считается не любой носитель данных. Документ должен быть оформлен определенным образом и иметь необходимые реквизиты (с латинского – “необходимое”).Реквизитами являются: наименование, автор, адресат, текст, дата, подпись, резолюция, гриф согласования (утверждения).Документ без реквизитов не имеет юридической силы.То есть сочинение в школьной тетрадке о том, как ваш младший брат пошел в первый класс, это – творческая работа, а та же история, отраженная в заявлении родителей и личном деле учащегося – уже документ.
Рис. 1. Классификация и виды документов
Особенности конструкции режущих инструментов
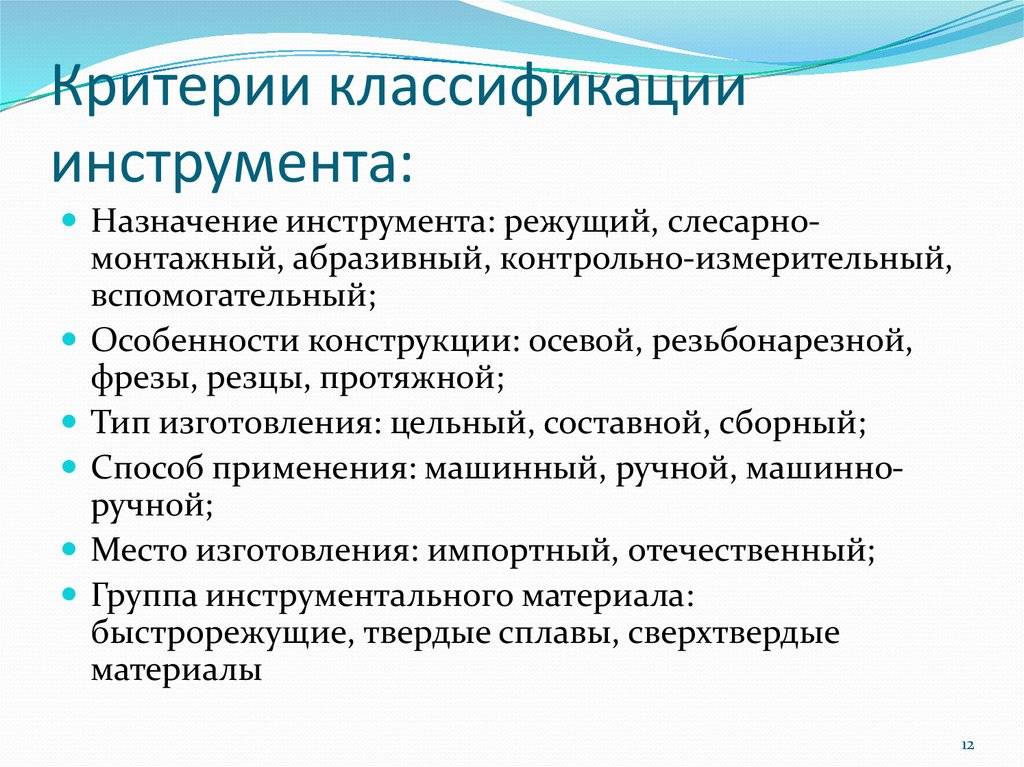
Классификация режущих инструментов может быть выполнена с учетом различных критериев. Основной – это конструкция оборудования. В зависимости от конструкции могут быть выделены такие виды оборудования, как:
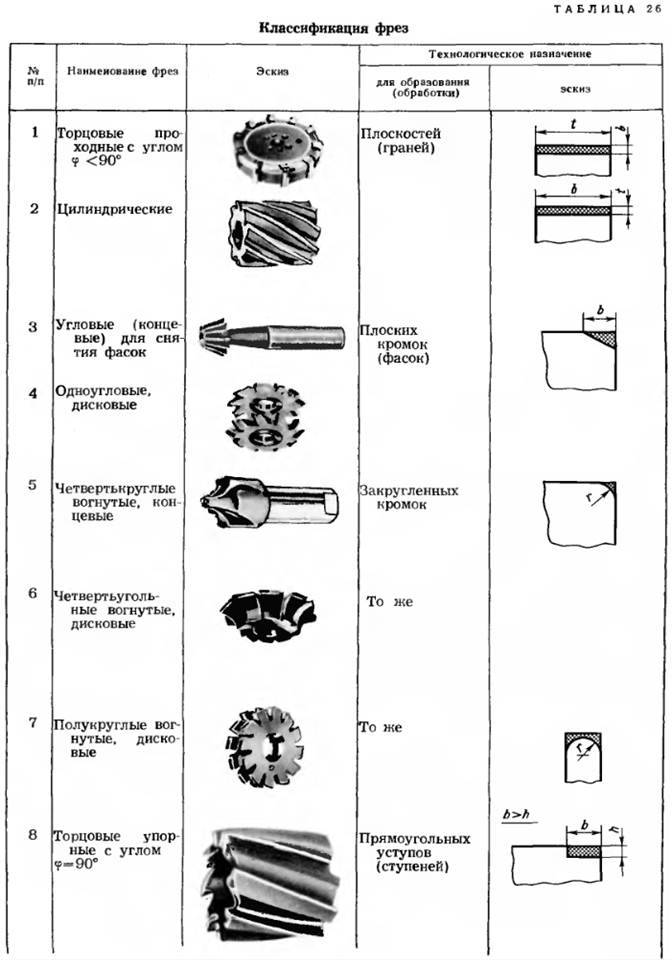
- фрезы;
- резцы;
- зенкеры;
- сверла;
- цековки;
- развертки;
- метчики;
- плашки;
- ножовочные полотна;
- шеверы;
- абразивный инструмент.
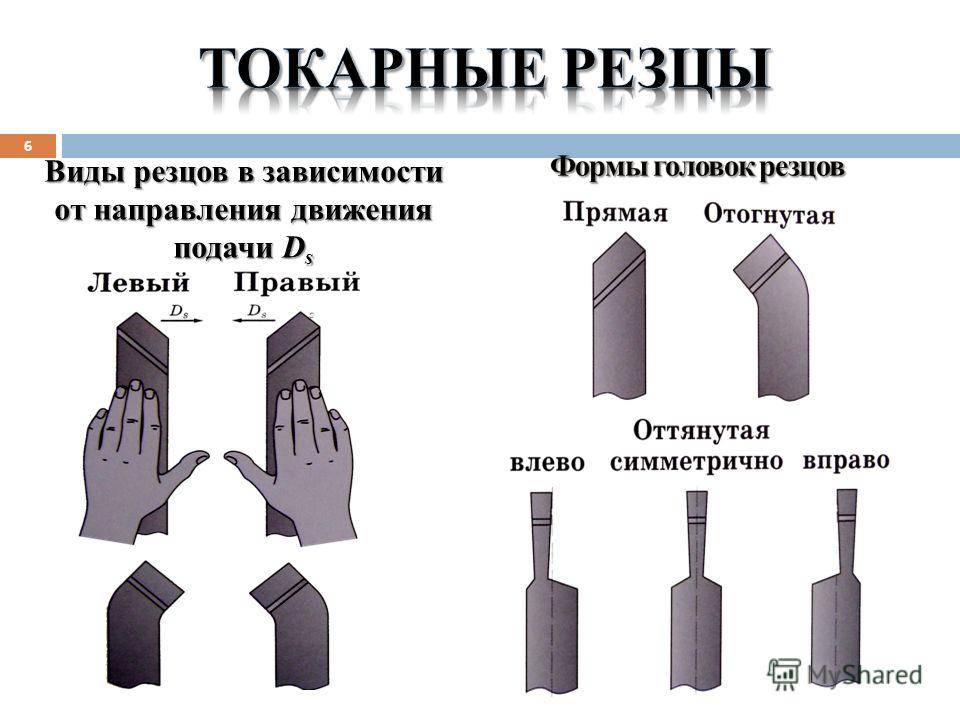
Конструкция резца.
Каждый из перечисленных видов обладает некоторыми характерными конструкционными особенностями, которые и определяют принадлежность к тому или иному виду режущего инструмента. Так, однолезвенные инструменты – это резцы. Они обеспечивают возможность обрабатывать металл, применяя разнонаправленное движение подачи.
Обработка металла фрезами подразумевает выполнение вращательных движений инструментом по траектории с фиксированным радиусом. При этом направление движения подачи не совпадает с направлением оси инструмента.
Сверла – это режущее оборудование осевого типа. Их применяют в тех случаях, когда требуется изготовить отверстие в обрабатываемом материале или увеличить уже готовые отверстия. При обработке сверла совершают вращательные движения, которые для получения требуемого результата дополняются движениями подачи. Ось вращения и направление движения подачи совпадают.
Зенкеры также относятся к осевым инструментам. Они позволяют откорректировать форму и размер отверстий в металле, кроме того, с их помощью можно сделать диаметр отверстия больше. Для обработки отверстий могут использоваться и развертки. Этот тип оборудования предназначен для удаления шероховатостей со стенок отверстий. Этот процесс принято называть чистовой обработкой. Торцевые и цилиндрические участки обрабатываются таким осевым инструментом, как цековки.
Конструкция фрезов концевых обдирочных.
Для изготовления наружной резьбы на металлических заготовках цилиндрической формы используются плашки. Нарезать резьбу во внутренней части отверстий можно метчиками.
Ножевые полотна – это многолезвийные инструменты. По форме они представляют собой металлические полосы, на которых сделаны многочисленные зубья одинаковой высоты. Их применяют, если нужно отрезать кусок заготовки или сделать пазы в ней. Поступательные движения в этом случае являются основными рабочими.
Долбяки используются для заточки зубьев на различных деталях. Например, на зубчатых колесах, валах и т. д. Зубчатые колеса также могут быть обработаны шеверами. Действие этих инструментов напоминает скобление. В результате выполняется чистовая обработка деталей.
Группа абразивных инструментов включает в себя различные приспособления и материалы для чистовой обработки деталей. Это могут быть специальные порошки, зерна, бруски, кристаллы и прочее.
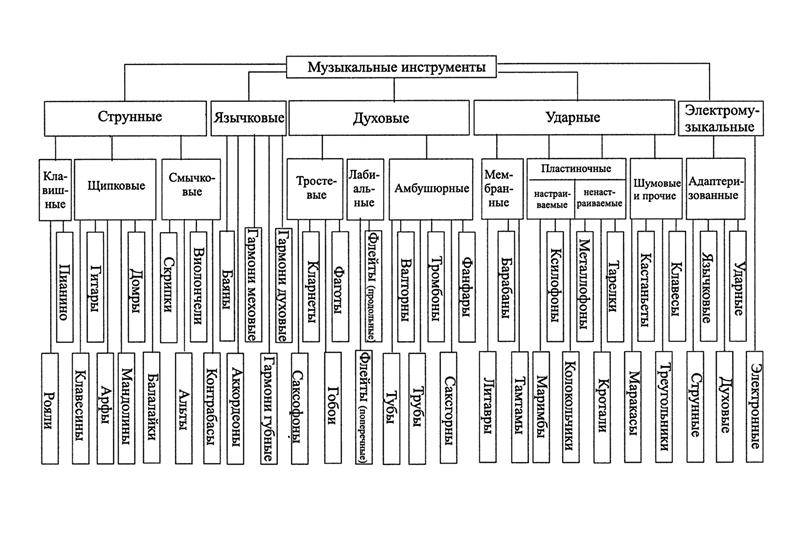
Инструменты для раскройки древесины
В набор столярных инструментов для раскройки древесины входят:
- пилы и ножовки;
- лобзики;
- ножи, резаки, скальпели;
- деревообрабатывающие станки.
Пилы и ножовки
Применение пил:
- продольная и поперечная резка – классические ножовки;
- вырезание отверстий – выкружные пилы;
- изготовления соединительных шипов – шиповые пилы.
По конструкции выделяют пилы:
- двуручные, применяемые для распиловки больших бревен;
- одноручные – ножовки;
- лучковые – с натянутым полотном;
- наградки – короткие пилки.
Ножовки для продольной резки имеют зубья, наклоненные вперед, для поперечной резки – симметричные зубья. Пилы с крупным зубом (4 – 6 мм) используют для распиловки бревен и брусков, со средним (3 – 3,5 мм) – для резки деталей средних размеров, с малым (2 – 2,5 мм) – для точного изготовления небольших деталей.
По международной классификации в маркировке РРХ или ЕРХ цифра Х обозначает количество зубьев на дюйм. Чем меньше зубьев, тем они крупнее. Для резки сырой древесины применяют ножовки, зубья которых расположены группами по 5 – 7 штук. Промежутки между группами нужны для удаления склеившихся сырых опилок.
Лобзики
Лобзик представляет собой разновидность лучковой пилы с узким полотном и большим расстоянием между ним и рамой. Рама имеет U или П-образную форму. Лобзик применяется для фигурных пропилов. Он обеспечивает высокое качество резов и точность изготовления деталей.






Деревообрабатывающие станки
При распиловке древесины применяют:
- циркулярные пилы для продольной и поперечной резки;
- станки для обрезки брусков;
- электролобзики.
Устройство инструмента
Слесарный напильник, состоящий всего из двух частей – главный помощник слесаря. Он чрезвычайно прост по конструкции. Устройство инструмента можно представить в виде двух частей: первая, иногда называемая «лезвием», выполняет основную работу, и хвостовик, на который крепится ручка, выточенная из дерева или пластика. В рабочей части выделяют:
- передний торец – носок;
- боковую грань – ребро;
- рабочую зону – грань;
- участок грани без насечки – пятка.
Основная часть переходит в узкий, конической формы, хвостовик, на который насаживается деревянная рукоятка. Чтобы она при насаживании не раскололась, на неё плотно надето металлическое кольцо. В итоге можно сказать, что инструмент состоит из рабочего тела и ручки.
Кроме ручных напильников, существуют механизированные. Рабочая поверхность у них изготовлена в виде кольца абразивной ленты, а привод либо электрический, либо пневматический. Причём, аккумуляторные электронапильники абсолютно автономны, с ними можно работать в любых труднодоступных местах.
Как выбирать ручной кромочный фрезер?
Сначала надо определиться с объёмами и сложностью производимых работ. Если они будут выполняться периодически и особой сложностью отличаться не будут, то для покупки целесообразно остановиться на бытовых ручных кромочных фрезерах. Их потребляемая мощность невелика (у триммера GKF 600 от Bosch она составляет всего 600 Вт), а диапазон выполняемых операций ограничен простой обработкой кромки, сходом фрезы не более 30…40 мм. К таким устройствам можно отнести также все фрезеры от Makita размерной линейки 37.Сменных подошв не предусматривается, да этого и не требуется: лёгким (вес таких триммеров не превышает 1,2…1,5 кг) агрегатом можно манипулировать, пользуясь только пластиковой прозрачной базой и опорной направляющей с алюминиевой накладкой.
У некоторых моделей есть крепление к столу при помощи винта-барашка. Такие триммеры отличаются высокой скоростью вращения вала. Это увеличивает производительность при условии обеспечения минимальной подачи, в противном случае происходит опасная перегрузка двигателя по крутящему моменту. Пылесборники к такому оборудованию производитель не предлагает. Цена вопроса – 5500…6000 руб.

Полу- и профессиональные модели кромочных фрезеров начинаются от мощности двигателя 720…750 Вт. Агрегат комплектуется расширенным набором кромочных фрез, в том числе и для специализированных операций. Часто производитель предлагает и несколько вариантов направляющих приспособлений – не только по внутренней поверхности съёмной подошвы, но и круговые направляющие, допускающие ход фрезы до 45…50 мм. При помощи таких направляющих обеспечивается вращение оси фрезы по определённой дуге окружности, что бывает необходимо при обработке окружностей, имеющих большие размеры.
Диапазон фрез для таких триммеров обязательно предусматривает и вариант с твердосплавными лезвиями, что позволяет эффективно использовать устройство для работ не только с древесиной, но также и с пластиком, акриловым стеклом, алюминием и даже камнем. Для этого в системе управления установлен узел электронного торможения вала двигателя, что исключает любые рывки фрезы при её работе.
Профессиональные фрезеры оснащаются устройством подсветки зоны обработки, комплектуются пылесборниками. Цена отечественных профессиональных моделей, в частности, Энергомаш ФР-11120, находится в пределах 3600…5000 руб., импортные (например, Hammer frz 710 premium) обойдутся дороже – до 8000…10000 руб.
Талреп крюк-крюк. Как выбрать подходящий размер?
Пескоструйная насадка для karcher. Находим границы возможностей
Запасовка полиспастов
Запасовка – технологическая операция изменения расположения основных грузовых блоков полиспаста, а также расстояний между ними. Целью запасовки является изменение скорости или высоты подъёма грузов путём определённой схемы прохождения канатов по блокам устройства.
Схемы запасовки определяются типом грузоподъёмной техники. Известно, в частности, что механизмы изменения вылета стрелы различны для ручной или электротали – с одной стороны, и для кранов – с другой. Поэтому для лебёдок запасовка производится изменением расположения оси направляющего блока, и предназначается только для изменения длины вылета стрелы. В грузовых кранах запасовкой исправляют возможную криволинейность перемещения груза. Кроме грузовых канатов, запасовку применяют также и для канатных устройств перемещения рабочей тележки.

Различают следующие схемы запасовок:
- Однократная, которая применяется для грузоподъёмных механизмов стрелового типа с гуськом. Крюк при этом подвешивается на одной нитке каната, последовательно проводится через все неподвижные блоки, после чего наматывается на барабан. Такой способ запасовки наименее эффективен.
- Двухкратная, которая может быть применена на кранах, как с подъёмной, так и балочной стрелой. В первом случае неподвижные блоки располагаются на головке стрелы, а противоположный конец каната закрепляется в грузовой лебёдке. Во втором случае один из концов каната закрепляют на корне стрелы, а второй последовательно пропускают через обводной барабан, блоки крюковой подвески, стреловые блоки, блоки оголовка башни и затем подводят к грузовой лебёдке.
- Четырёхкратная, используемая для механизмов большой грузоподъёмности. Здесь реализуется одна из схем, описанных выше, но отдельно по каждому из блоков крюковой подвески. Две рабочих ветви каната при этом направляются на блоки рабочей стрелы. Соединение смежных полиспастов производится через дополнительный неподвижный блок, который устанавливается на стойке платформы поворота крана.
- Переменная, суть которой состоит в изменении грузоподъёмности крана. При таком виде запасовки (она может быть и двух-, и четырёхкратной) возможно соответствующее увеличение массы поднимаемого груза. Для этого в подвижные блоки дополнительно устанавливают по одной или две подвижных обоймы. Удержание обойм производит сам грузовой канат из-за разницы в усилиях, которые создаются наличием крюковой подвески. Изменение кратности запасовки выполняется опусканием крюковой подвески на опору при продолжающемся сматывании каната.
Двух- и особенно – четырёхкратная запасовка позволяет производить безопасный подъём груза, который практически вдвое превышает тяговое усилие, развиваемое лебёдкой. При этом проворот канатов под нагрузкой исключается, что существенно снижает их износ.
Кромочный рубанок для гипсокартона. Делаем идеальные стыки
Ножовка по дереву. Какая лучше?





