

Особенности заточки при помощи болгарки
Для заточки ножовок специалисты еще используют болгарку. Применение электроинструмента позволяет упростить процесс. Его используют для заточки ручных ножовок, а также цепей бензопил. Опытный мастер выполняет процесс следующим образом:
Перед тем как заточить пилу, специалист выбирает диск для болгарки.
Для этого процесса используют не толстый круг. Поэтому обычные точильные диски не подходят. Мастер выбирает круг исходя из расстояния между зубьев пилы. Обычно его толщина не превышает 1,5 мм. Чаще используется диск, у которого этот параметр составляет 0,8 мм.
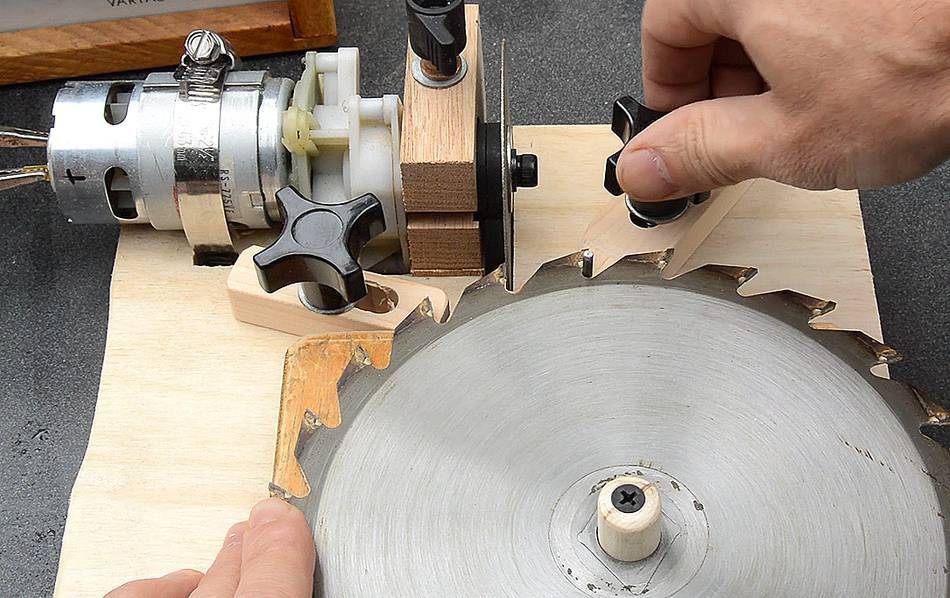
Мастер зажимает ножовку с помощью струбцин.
Тиски используются крайне редко, потому что в них полотно можно расположить только вертикально. Такое положение идеально подходит, когда процесс осуществляется напильником. Болгаркой затачивать вертикально расположенное полотно неудобно.
Полотно ножовки обычно зажимают струбцинами в горизонтальной плоскости, когда выполняется заточка болгаркой Источник i3.guns.ru
Вместе с тисками используют деревянные подкладки. Обычно они имеют вид брусков. Подкладки из дерева позволяют более надежно зафиксировать ножовку. Для закрепления пилы применяют две струбцины, чтобы предотвратить какое-либо смещение и вибрацию затачиваемого полотна.
Специалист осуществляет заточку каждого зуба пилы.
Движения электроинструментом выполняет между этими элементами по их кромкам, предварительно выбрав нужный угол положения диска углошлифовальной машинки.
Мастер затачивает зубья сначала с одной стороны пилы, а потом повторяет процедуру уже с другого бока ножовки.
Угол заточки для работы по дереву
Резцы имеют рабочую поверхность, которая затачивается под определенным углом. Формирование угла зависит от материала, с которым работает диск, а также от требований, которые предъявляются к производительности.
В инженерной терминологии углом заточки резца называется изменение конфигурации зуба для обеспечения эффективной производительности при обработке древесины рабочей (режущей) кромкой зуба.
Вне зависимости от того, как выполняется заточка: вручную или на специальном станке – следует придерживаться следующих параметров:
- При продольном распиле древесины, когда ее волокна расположены вдоль, удовлетворительным считается диапазон от 15 до 25 градусов.
- Для поперечного распила актуален диапазон от 5 до 10 градусов.
Для того чтобы эффективно заточить зубья дисков циркулярных пил, необходимо знать и учитывать еще один немаловажный фактор – плотность обрабатываемой поверхности. Острота зуба увеличивается с увеличением мягкости древесины и уменьшается при работе с твердой древесиной.
Заточка ножовки по дереву своими руками
Если в инструкции к полотну не указаны точные параметры, разводка делается по общим правилам: Вылет режущей кромки по ширине должен составлять 1,5 – два толщины полотна. Более широкую разводку делают для мокрой древесины, как еще его называют если проход распила вдоль волокон. Если при обработке такой древесины ширина зубьев будет небольшой, полотно заклинит в разрезе.
Не напротив, при широкой разводке, обрабатывать нормальную древесину поперек волокон будет неудобно. Рез получится неровным, не вам придется прикладывать не просто усилий для прохода пилы.
Существуют удобные приспособления для разводки зубьев, с использованием которых есть вариант очень быстро выправить длинное полотно. Однако такие клещи стоят дорого.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.. В целях продления ресурса, заточку производят по двум рабочим поверхностям режущей кромки
При этом толщина снимаемой поверхности уменьшается вдвое
В целях продления ресурса, заточку производят по двум рабочим поверхностям режущей кромки. При этом толщина снимаемой поверхности уменьшается вдвое.
Схематическое изображение правильной заточки зубьев
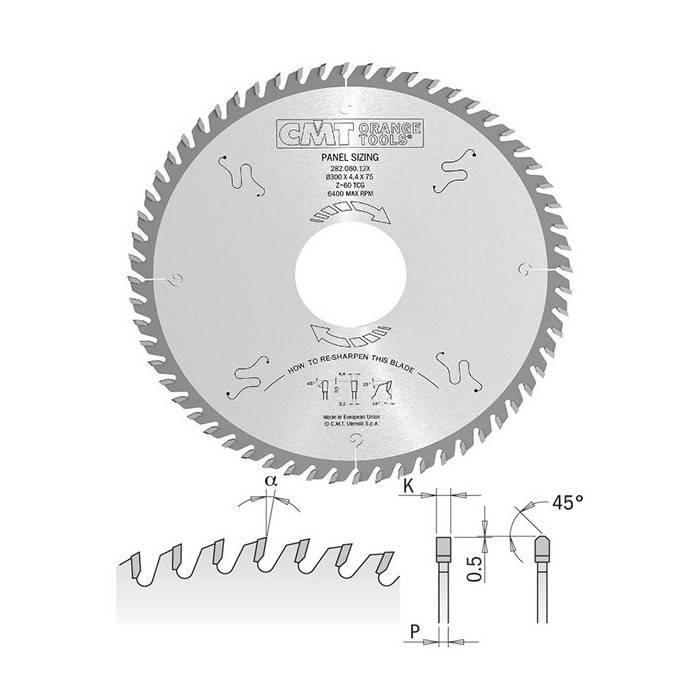
Если не нарушать правила обработки, заточку можно производить до 25 раз. Перед заточкой диск необходимо очистить от загрязнений. Механическая обработка нежелательна, лучше использовать моющие жидкости, содержащие в своем составе растворители. Стандартная величина съема поверхности зуба 0,05-0,15 мм. Углы заточки индивидуальны для каждого диска, и указаны в паспорте или непосредственно на боковине.

Маркировка пильного диска с указанием углов заточки
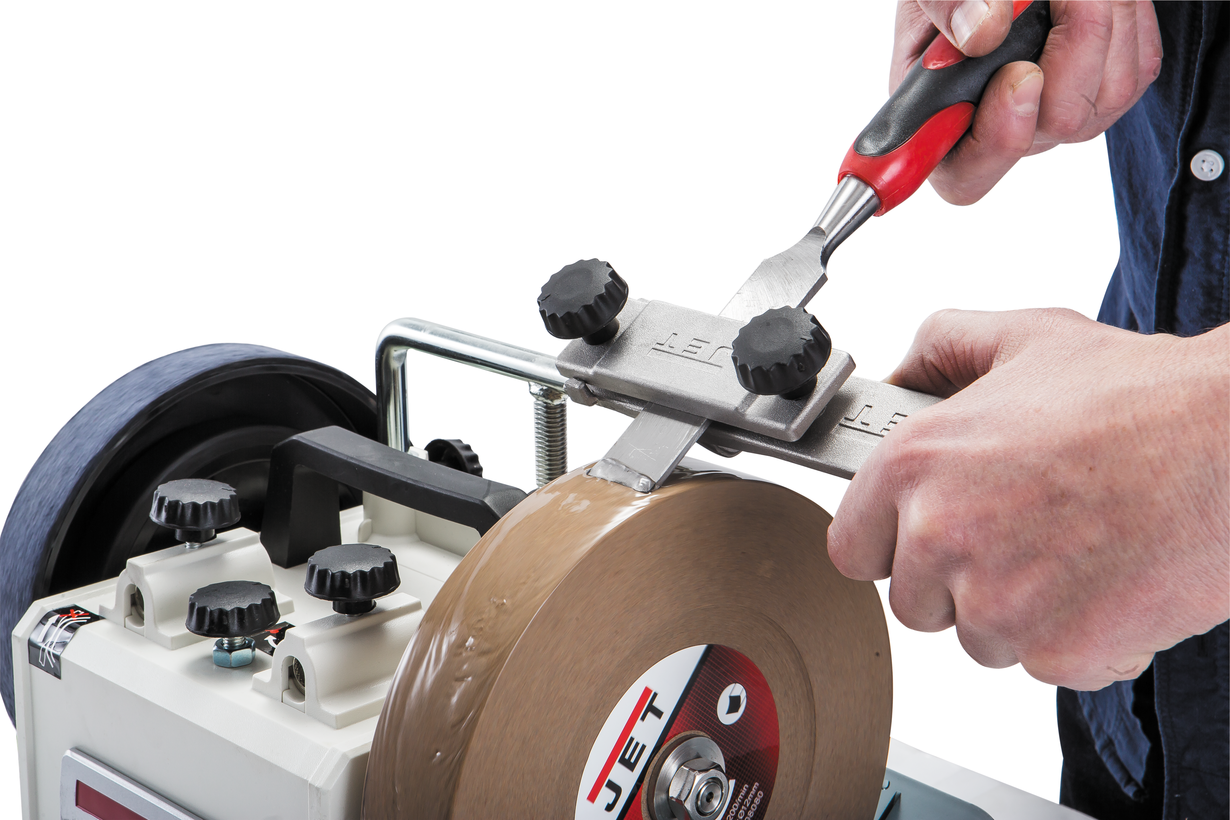
Для заточки дисков существуют специальные , которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.








Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:. Твердосплавный диск сложно заточить
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния
Твердосплавный диск сложно заточить
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга
Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла
Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
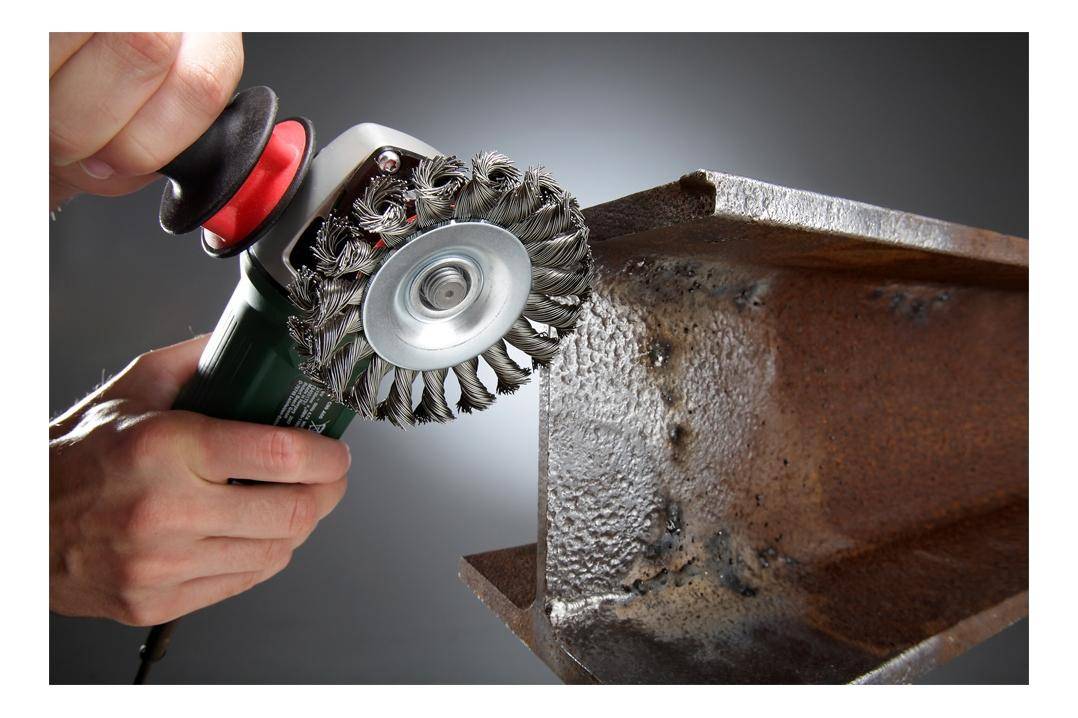
Угловая абразивная щетка
Ее я рекомендую любому, кто сталкивается с необходимостью обрабатывать наждачной бумагой или другим зачистным инструментом труднодоступные поверхности.
Угловая абразивная щетка используется для снятия лакокрасочных изделий с деревянных и металлических конструкций. Будет полезна при необходимости очистить от ржавчины металлические конструкции, элементы конструкций или детали.
Щетка представляет собой закрепляемый на «болгарку» валик с щетиной из полимерных материалов. Ширина «валика» – 100мм. Диаметр – 120 мм.
Используемые материалы – металл и полимер – устойчивы к воздействию разного рода химических реактивов. Что позволяет ее использовать с различными моющими средствами.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
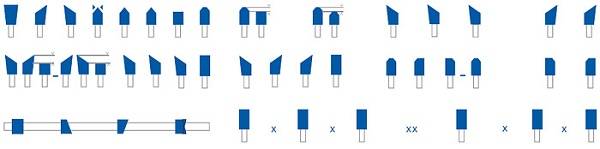
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
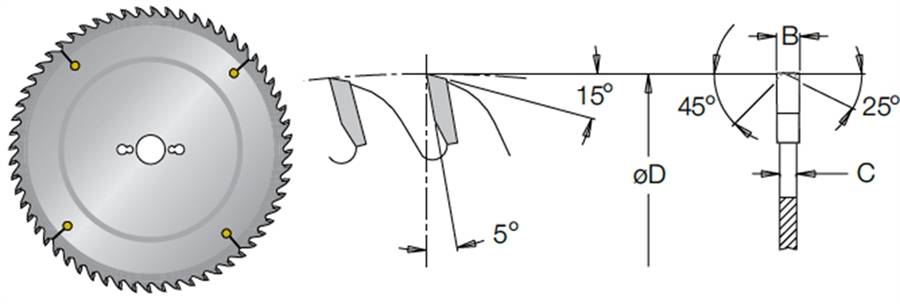
Углы заточки зубьев
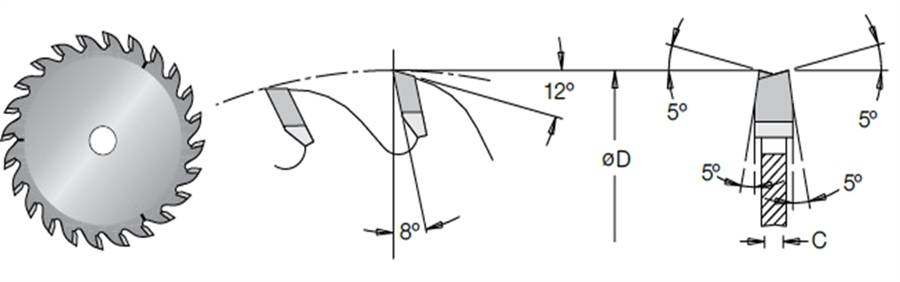
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.








Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Видео «Заточка дисков для циркулярной пилы»
Процесс заточки пильного циркулярного диска.
https://youtube.com/watch?v=%2520%E2%80%B3%26gt%3B
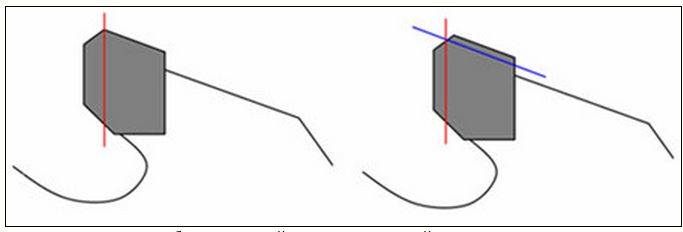
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Определение и предназначение циркулярной пилы
Дисковая, или циркулярная пила — это инструмент, рабочая поверхность которого представляет собой диск. Этот диск может быть различной толщины и различного диаметра, в зависимости от назначения. По краям диск снабжен острыми зубцами, которые могут иметь различную форму, например:
- Прямые вертикальные зубцы;
- Скошенные зубцы;
- Зубцы в форме трапеции;
- Зубцы, напоминающие конус.
Она используется в тех случаях, когда нужно распилить большой объем древесины. Ей удобно работать как с твердыми, так и с мягкими породами дерева. А также при помощи её можно обрабатывать фанеру и древесно-стружечную плиту. Когда диску сообщают вращение, зубцы врезаются в материал и начинают его распиливать. Опытные пильщики утверждают, что работать с циркулярной пилой намного проще, чем с классической, представляющей собой горизонтальную пластину из металла с зубцами и одной (двумя) пластмассовыми ручками.
Дисковую пилу часто используют:
- На пилорамах;
- На строительстве деревянных домов;
- Во время ремонтных работ в городских квартирах;
- На заготовке леса.
Рабочая поверхность такого инструмента обычно имеет твердосплавные напайки. Эти напайки используются для того, чтобы зубцы не деформировались при распиловке твердых пород дерева. Однако, рано или поздно зубцы у любой дисковой пилы затупляются. Если этот момент наступил, значит, пора затачивать инструмент.
Как понять, что пора точить дисковую пилу
Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости.
Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).








Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Виды разводки зубьев циркулярной пилы
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.





