

Аппарат для работы с металлом
Все инструменты для резьбы делятся на несколько видов, но основным и самым удобных является вертикальный тип. Именно такой станок при работе позволяет перемещать заготовку, в то время как другие виды крепко закрепляют её.
Основная классификация подразделяет аппараты по материалу, для которого они будут использованы:
- Для резьбы по металлу.
- Для обработки синтетических материалов.
- Для дерева.
- Для камня.
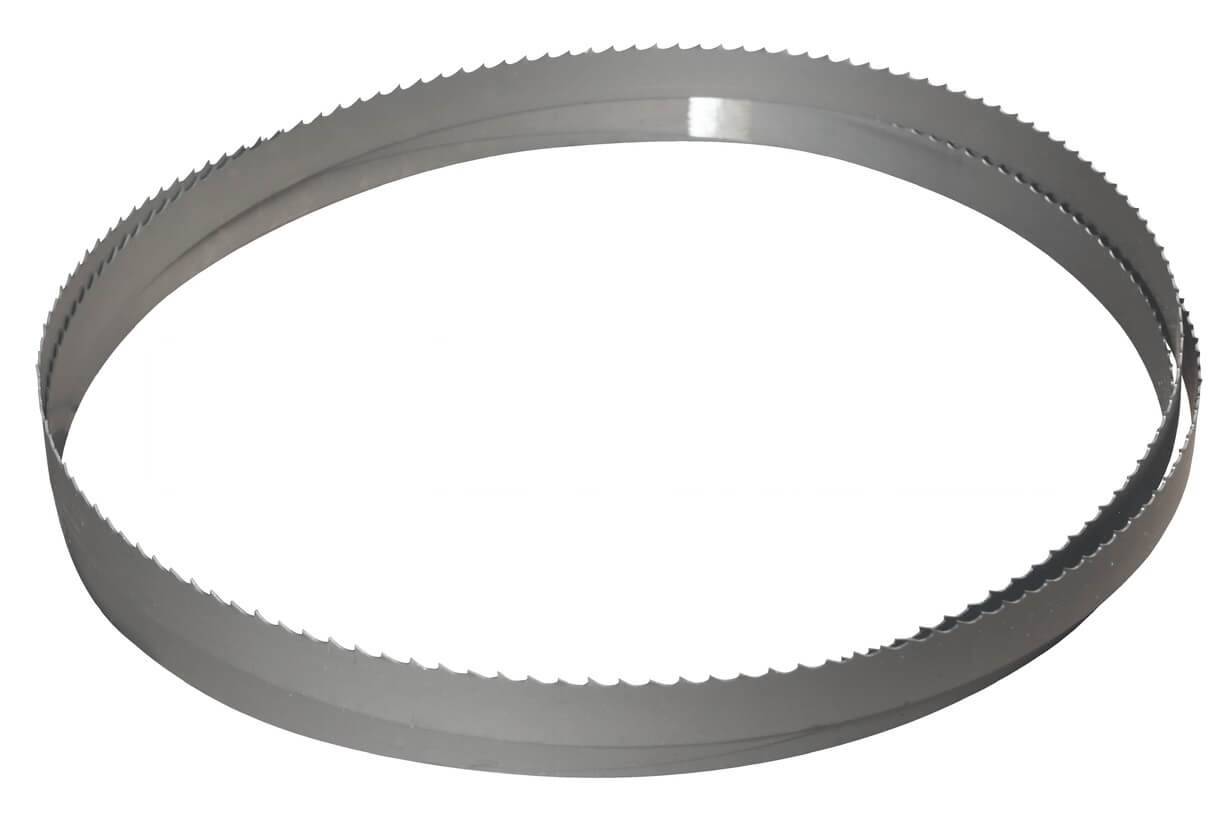
А также инструмент делится в зависимости от зубьев. Здесь выделяются ленты с незакаленным зубом, которые отличаются довольно низкой стоимостью, но работают с минимальной скоростью подачи около 7 метров в минуту. Ленты же с закалёнными зубьями имеют высокую износостойкость и более высокую скорость подачи, но такой аппарат дороже.
Правила выбора инструмента
В арсенале каждой пилорамы и мастерской имеются ленточные пилы по металлу. Как выбрать качественный аппарат:
Для начала нужно выбрать две или три фирмы, которые занимают лидирующие позиции на рынке и отличаются своей надёжность и качеством
Важное место занимает соотношение цены и затрат на обслуживание. Аппарат в первую очередь должен быть без изъянов, легко затачиваться, легко распиливать материал
Количество зубьев
Специалисты рекомендуют приобретать пилы, число зубьев на которых кратно трём. Именно такие аппараты обеспечивают нормальную и долгую работу инструмента.
https://youtube.com/watch?v=DoIIwx4mCqI
Основные производители пил
 Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Ещё одной фирмой, зарекомендовавшей себя на рынке, является Wood-mizer, которая изготавливает аппараты для разных условий. Первой разновидность — это стандартные пилы. Но даже у такого вида инструмента есть свои особенности, а именно Wood-mizer делает зубья прочнее с помощью электромагнитной индукции, что позволяет увеличить промежуток между заточкой. А также фирма производит инструменты для промышленных предприятий и для распилки сверхпрочных металлов и древесины.
Arntz — знаменитая германская фирма, которая приобрела популярность во всём мире. Пилы этой марки изготовлены из материалов, имеющих в своём составе кобальт, что делает инструмент прочным и износостойким. Особенностью этой марки является то, что у пилы имеется функция увеличения скорости.
Именно эти производители ленточных пил являются самыми надёжными, проверенными временем и имеют множество положительных отзывов.
Устройство ленточных пил
Ленточнопильный станок по металлу состоит из следующих частей:
- прочной рамы;
- нескольких шкивов (в количестве от 2 до 3);
- тисков с гидрозажимом;
- рабочего привода;
- системы, ответственной за подачу смазочно-охлаждающей жидкости в зону проведения работ;
- механизма, контролирующего степень натяжения;
- пульта, через который осуществляется управление;
- контрольных систем, ответственных за ход работы и безопасность;
- осветительных приборов.
Производительность ленточнопильного станка напрямую зависит от мощности мотора
Именно на этот показатель стоит обращать особое внимание при выборе. Рекомендуется приобретать оборудование с большим запасом мощности, это убережет силовую установку от быстрого износа и поломки
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.

Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.


Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.

Сильно снимать металл не нужно, достаточно просто осветлить его.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.







Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Область применения
Для каждого вида работы производители стараются предложить выбор изделий с четко обозначенными качествами. Широко применяется ленточнопильное оборудование в металлообработке, работах по дереву, строительном бизнесе. Осуществляется резка пластика и композиционных материалов. Обрабатываются черные и цветные металлы. Ленточнопильные станки универсальны. Заменяя марку полотна, его шаг и режимы резки, на одном и том же оборудовании, можно эффективно изготавливать детали из совершенно различных материалов. При этом обеспечена высокая точность, минимум отходов и высокая скорость выполнения операций.
3 Главные параметры правильной эксплуатации ленточного полотна
Режим резания (скорость и подача) определяется несколькими важными показателями:
- материал заготовки;
- к какой группе сплавов и сталей материал относится;
- размер заготовки.
На основании этих данных выбирают шаг зуба
Для определения режима резания также немаловажно то, какой компанией изготовлено полотно для ленточной пилы. Продавцы ленточнопильного оборудования дают рекомендации по оптимальной скорости полотна для конкретного типа станков
Неплохо зарекомендовали себя установки европейского производства, оснащенные бесступенчатым вариатором изменения скорости, который позволяет подобрать оптимальный режим резания для конкретного вида материала.

Помимо этого, такое оборудование может быть дополнительно оснащено встроенным устройством контроля натяжения полотна (тензометром), что также немаловажно для значительного увеличения срока эксплуатации ленточной пилы. Скорость подачи определяется из следующих соображений
Для оптимальной резки необходимо, чтобы каждый отдельный зуб полотна срезал стружку предусмотренной конструкцией определенной толщины.
Виды ножовочных полотен
Согласно ГОСТа ножовочного полотна, существует две разновидности полотен: для резки вручную и машинной.
Полотна для ручной резки имеют три главные параметра:
- Расстояния в одинарных моделях меж крепежами у них составляет +/-2 мм. Полотно мм длины.
- Промежуток в одинарных моделях меж креплениями составляет около мм.
Полотно имеет длину миллиметра.
- Двойные. Расстояния меж креплениями составляет мм. Полотно- мм длины.
Толщина ножовочного полотна (в одинарном исполнении) не превосходит 0,63 мм, в двойном – 0,80 мм. Высота моделей с одинарным рядом зубьев – 12,5 мм, в моделях с двойным рядом – 20 мм.
Требования ГОСТа регулируют шаг зубьев, расстояние, количество.
Ремонт полотна
Рано или поздно лента теряет свои качества и нуждается в замене, но устанавливать новое полотно не всегда рентабельно. Имея значительный ресурс по своим прочностным характеристикам, экономически выгодно отдать на ремонт инструмент. Ленточнопильный станок освобождается от пилы, которая после определенных операций вновь будет работоспособной. Главной задачей становится восстановление режущих способностей полотна. Для этого определяют необходимые процедуры:
- Сварка. Применяется при нарушении целостности изделия, потери части зубьев или других серьезных повреждениях. При сварке учитывается марка стали и место стыка, требования к которому такие же, как и при промышленном производстве.
- Очистка. При работе возможно налипание оплавленных частиц обрабатываемого материала, окалины и прочих посторонних веществ. Это сильно затрудняет резку и ухудшает ее качество. Снижение рабочих качеств оказывает на основное производство не лучшее влияние. После очистки полотно пригодно для установки в ленточнопильный станок. Этот вид ремонта часто проводят на месте.
- Заточка. Режущая кромка восстанавливается с помощью обработки абразивным инструментом. При этом шаг зубьев и их форма должны оставаться прежними. Нарушение геометрии пилы приведет к изменению ее рабочих характеристик.
- Разводка. Необходимое качество для свободного хода ленты в обрабатываемом материале. Под нагрузкой в процессе работы отклонение зубьев от полотна, заданное при производстве уменьшается. Пилу начинает «закусывать» или она начинает отклоняться от вектора движения в сторону. Правильная разводка вернет необходимые эксплуатационные качества.
Ремонтироваться могут все виды полотна, и простые модели для дерева, и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает основные экономические показатели, делая производство более рентабельным.
Изготовление ленточной пилы
Подготовка к работе
Приступая к работе, необходимо подготовить все инструменты и материалы, а также место, на котором будет комфортно и безопасно заниматься изготовлением самодельной ленточной пилы.
Инструменты:
| Базовыйинструмент | Описаниеоперация | Альтернативный инструмент |
| Циркулярная пила | Выполнение продольного распила заготовок |
|
| Электролобзик | Выпиливание ниши, паза и верхней задвижки.Изготовление шкивов. |
|
| Струбцины | Фиксация заготовок при склейке, а также при других операциях | Достойных альтернатив нет, однако можно приспособиться и попробовать использовать столярные тиски или в качестве пресса какой-то тяжелый предмет. |
| Сверлильный станок (+ сверла) | Сверление отверстий |
|
| Шлифовальный станок | Шлифование поверхности заготовок и кромок |
|
Материалы, фурнитура, крепеж
- Фанера толщиной 15 мм;
- Брусок из массива дерева;
- Болты для горизонтальной и вертикальной подстройки;
- Клей ПВА столярный;
- Барашек для болтов подстройки;
- Изолента;
- Подшипники под верхнюю ось;
- Два подшипника под ведущую ось;
- Два вала;
- Режущее полотно;
- Две втулки с внутренней резьбой;
- Саморезы, гайки, шайбы, футорка, шпильки;
- Ленты или насадки для шлифовальной машинки или шуруповерта.
- Основание;
- Механизм натяжения ленты;
- Пильный стол;
- Шкивы;
- Пильное полотно (режущая лента).
Топ-3 лучших аккумуляторных ленточных пил
Устройства, работающие от аккумулятора, демонстрируют меньшую мощность. Но при этом использовать их можно в любом нужном месте, а не только поблизости от розетки питания.







Milwaukee M12 BS-0
В обзоре ленточных пил по дереву нужно отметить легкое и компактное устройство весом 3,2 кг с пропилом древесины на 41 мм. Функциональность у прибора ограниченная, зато есть плавная регулировка скоростного режима и опция электронной защиты двигателя.
Стоимость аккумуляторной пилы Milwaukee стартует от 16000 рублей
Metabo MBS 18 LTX 2.5 0
Ленточная пила на аккумуляторе справляется с древесиной и металлом и углубляется на 64 мм в материал. Масса самого инструмента составляет 4,1 кг, можно настроить скорость работы. Присутствует индикатор заряда батареи.
Цена ленточной пилы Metabo начинается от 18000 рублей
Makita DPB181Z
Легкая аккумуляторная пила 3,5 кг выполняет рез средней глубины 64 мм. Инструмент легко носить с собой, работать им можно даже при плохом освещении благодаря встроенной подсветке.
Купить ленточную пилу на аккумуляторе Makita можно начиная от 13000 рублей
Сварка и замена полотна на пилораме
При замене режущей части пилорамы обязательно убедитесь в том, что оборудование обесточено. Сначала уменьшите натяжение полотна, а затем раскрутите установочные винты. Снимать ленту с приводных колес нужно в перчатках. Не забудьте почистить пилораму от опилок и стружки. Для этой цели можно воспользоваться строительным пылесосом.
Проведите замену смазки во вращающихся частях пилорамы и проверьте работу подшипников. Поставьте на место старой пильной ленты новую. Проведите ее фиксацию и осуществите натяжку. У правильно установленной ленты зубцы смотрят вниз.
В процессе эксплуатации полотен периодически будет требоваться сварка ленточной пилы в домашних условиях. Для такой работы нужна высокая квалификация сварщика и специальное оборудование. Если его нет, то можно попытаться сделать это с помощью сварочного аппарата. После создания шва место зачищается и проводится отжиг полотна. С помощью такой процедуры нагревают места сварки для того, чтобы снизить плотность металла. Это позволит сделать место соединения кромок более пластичным. А значит и менее хрупким.
Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).
Материалы и инструменты
Перед началом работ по изготовлению ручной ленточной пилы по металлу необходимо подготовить необходимые материалы и оборудование:
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
Для сборки станка из подручных материалов необходимо найти:
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Правила выбора ленточного полотна
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.
Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.
Технология производства
Поставляется лента от производителя в бухте целым куском. Затем она режется на части и с помощью специального станка сваривается с готовое изделие. В идеале после зачистки и шлифовки стыка это место не должно быть заметным. Производство требовательно по всем параметрам. Полотно не должно потерять в прочности, шероховатость ленты не должна превышать допустимых норм, а форма и шаг зубьев сохранены.
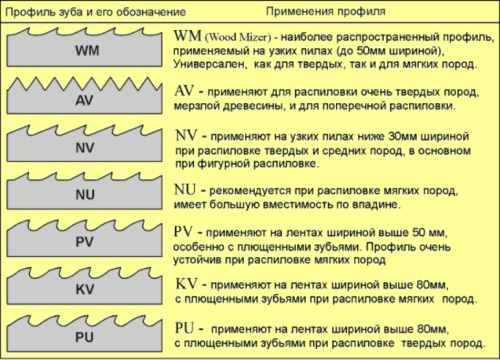
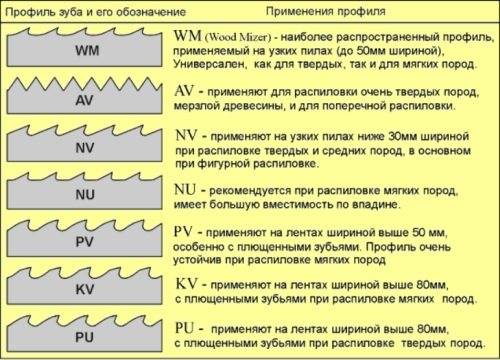
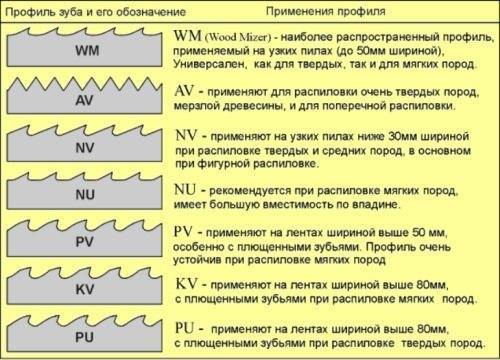
Профили зубьев
Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ НА ЛЕНТОЧНОПИЛЬНОМ ОБОРУДОВАНИИ
| Материал заготовки | Обозначение материала | Скорость резания, м/мин | Охлаждение | ||||
| DIN | ГОСТ | Special | Bi-metall | Эмульсия | Масло | ||
| да | нет | ||||||
| Конструкционные стали | St 35-St 42 | Ст 35-55 | 40-55 | 60-80 | 1:10 | Х | |
| St 50-St 70 | 30-45 | 50-70 | 1:20 | Х | |||
| Упрочняемые стали | C10-C15 | 45-65 | 60-90 | 1:10 | X | ||
| 14NiCr14 | 30-40 | 40-50 | 1:10 | X | |||
| 21 NiCrMo 2 | 30-45 | 45-55 | 1:10 | X | |||
| 16MnCr5 | 30-45 | 50-65 | 1:10 | X | |||
| Азотируемые стали | 34 CrAI 6 | 20-35 | 1:20 | Х | |||
| 34 CrAI Ni 7 | 20-35 | 1:20 | Х | ||||
| Хромистые стали | С 35-С 45 | 35-55 | 55-75 | 1:20 | X | ||
| 41 Cr4 | 40Х | 25-35 | 40-60 | 1:20 | X | ||
| 40Mn4 | 40Г | 35-45 | 50-65 | 1:20 | X | ||
| 42 CrMo 4 | 40 ХМ | 30-40 | 35-50 | 1:20 | Х | ||
| 36 NiCr 6 | 40 ХН | 30-40 | 50-60 | 1:20 | X | ||
| 24NiCr14 | 25-35 | 40-60 | 1:20 | X | |||
| Подшипниковые стали | 100 Cr 6 | 25-35 | 50-65 | 1:30 | X | ||
| 105 Cr4 | ШХ 15 | 25-35 | 50-65 | 1:30 | Х | ||
| 100 CrMo 6 | 20-30 | 40-50 | 1:30 | Х | |||
| Пружинные стали | 65Si7 | 65 Г | 30-40 | -100 | 1:30 | Х | |
| 50 CrV 4 | 50ХФА | 30-40 | 40-60 | 1:30 | Х | ||
| Высокоуглеродистые инструментальные стали | C80W1 | У8А | 25-35 | 40-55 | 1:30 | X | |
| C125W1 | 20-30 | 35-45 | 1:30 | X | |||
| С 105 W 2 | У10А | 25-35 | 40-50 | 1:30 | X | ||
| Легированные | 105 Cr 5 | 30-40 | 50-60 | 1:30 | X | ||
| x210Cr12 | Х12 | 20-35 | X | ||||
| х 40 CrMoV 51 | 4Х5МФС | 20-30 | 30-40 | 1:30 | X | ||
| x210CrW12 | ХВГ | 20-30 | X | ||||
| х 165 CrMoV 12 | ХМ12 | 20-35 | 1:30 | Х | |||
| 56 NiCrMoV 7 | 5ХНМ | 25-3 | 20-40 | 1:30 | Х | ||
| 100 CrMo 5 | 20-30 | 35-45 | 1:30 | Х | |||
| х 32 CrMoV 33 | 20-30 | 30-45 | 1:20 | ||||
| Быстрорежущие стали | S 6-5-2 | Р6М5 | 25-40 | 1:30 | X | ||
| S 6-5-2-5 | Р6М5К5 | 25-40 | 1:30 | X | |||
| S 18-0-1 | Р18 | 25-40 | 1:30 | X | |||
| S 18-1-2-10 | Р18К10 | 25-40 | 1:30 | X | |||
| Клапанные стали | х 45 CrSi 93 | 30-40 | 1:20 | Х | |||
| x45CrNiW189 | 30-40 | 1:20 | Х | ||||
| Высокотемпературные стали | CrNi 2520 | 25-40 | 1:10 | X | |||
| х 20 CrMoV 211 | 25-40 | 1:10 | Х | ||||
| x5NiCrTi2615 | 25-40 | 1:10 | X | ||||
| Теплостойкие стали | х 10 CrAI 7 | 20-30 | 1:10 | X | |||
| x15CrNiSi25/20 | 20-30 | 1:10 | X | ||||
| х 10 CrSi 6 | 20-30 | 1:10 | X | ||||
| Нержавеющие и Окалиностойкие стали | х 5 CrNi 189 | 25-35 | 1:10 | Х | |||
| х 10CrNiMoT1810 | 25-35 | 1:10 | Х | ||||
| х 10 Cr 13 | 12Х13 | 25-35 |
Основные причины преждевременного выхода ленточного полотна из строя.
А)
- Выкрашивание (выбивание) зубьев
- Слишком мелкий шаг пилы.
- Слишком крупный шаг пилы.
- Заготовки ненадёжно закреплены.
- Слишком низкая скорость пилы, приводящая к излишнему врезанию.
- Слишком большое давление подачи, приводящее к излишнему врезанию пилы в материал.
- Слабое натяжение пилы приводит к её проскальзыванию.
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию пилы в материал.
- Отсутствует, не работает или изношена щётка очистки пилы
Б)
- Трещины во впадинах зубьев.
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих.
- Зазор между направляющими слишком большой.
- Направляющие находятся слишком далеко от заготовки.
- Боковые направляющие зажимают пилу в области впадин зубьев.
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы.
В)
- Трещины со стороны спинки пилы.
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи.
- Износ боковых направляющих.
- Полотно прижимается к бурту шкива.
Г)
- Биение (вибрация) пилы
- Кривой сварной шов.
- Слишком шаг пилы.
- Отсутствие зубьев(выломаны).
- Слишком низкое или высокое давление подачи.
Д)
- Преждевременное затупление зубьев.
- Слишком большая скорость пилы для данного материала.
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи.
- Дефекты на боковых направляющих.
- Плохо закреплены или изношены направляющие.
Е)
- Неперпендикулярный рез.
- Полотно пилы не параллельно направлению подачи.
- Большой зазор в направляющих.
- Поверхность стола не перпендикулярна пиле.
- Тиски не перпендикулярны пиле.
- Слабое натяжение пилы.
- Плохо закреплены боковые направляющие.
Ж)
- Пережжённая стружка.
- Большая подача.
- Не работает щётка очистки пилы.
- Тупая пила.
- Нет охлаждения.
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.









Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Как ухаживать за полотнами
Как Вы затачиваете полотно ленточных пил?
СамостоятельноУ мастера
При неправильном обращении с инструментом, все пилы приходят в негодность раньше срока.
Пила требует периодического техобслуживания, которое включает в себя следующие пункты:
- Очищение полотна – производится после каждой обработки материалов. Скапливающаяся оплавленная грязь не только придает изделию неопрятность, но и препятствует его корректной работе.
- Проведение профилактических заточек. Ленточные пилы подразумевают два варианта заточки – по полнопрофильной схеме и по граням режущих зубьев. Для первого метода мастеру понадобится станок. Очистка граней возможна вручную.
- Разведение зубьев. Смысл разводки заключается в разведении зубцов инструмента в разные стороны. Четные зубцы отгибаются в одну сторону, а нечетные – в противоположную. Самый простой способ разведения производится с помощью плоскогубцев.
- Сварка полотна. Контактная стыковая сварка заключается в пропуске электрического тока через сжатые концы пилы. В результате прохождения тока торцевые кромки пильной ленты разогреваются, оплавливаются и свариваются. Для сварки полотен выпускаются специализированные аппараты.





