

Изготовление пилы своими руками
Учитывая все нюансы, размер и шаг зубьев на режущем элементе, можно приступать к самостоятельной сборке ленточной пилы в домашних условиях. На этом можно сэкономить значительную часть денег, но всё равно потребуется приобрести некоторые детали и материалы для сборки рабочего стола или устройства, приводящего механизм в движение.
Сборка ленточной пилы по дереву своими руками по чертежам включает следующие элементы:
- ленточный шкив;
- режущий элемент для ленточного станка;
- клиновый ремень типа А710;
- штангу несущую;
- направляющие;
- шкивы;
- электродвигатель с выбором мощности в зависимости от объёмов выполняемой работы;
- ремённый привод;
- кронштейн;
- две гайки типа М12 (2 шт.);
- ремень клиновый;
- направляющую;
- демпфер;
- штангу несущую;
- опору верхнюю;
- ползун;
- регулировочный винт;
- привод для верхней ленты.
Некоторые детали легко заменить подручными материалами, которые есть практически у любого человека в гараже. Другие элементы станка требуют покупки производственных моделей. Например, электродвигатель невозможно собрать своими руками, а оборудование со стиральной машинки или аналогичной техники не подойдёт из-за недостаточной мощности.
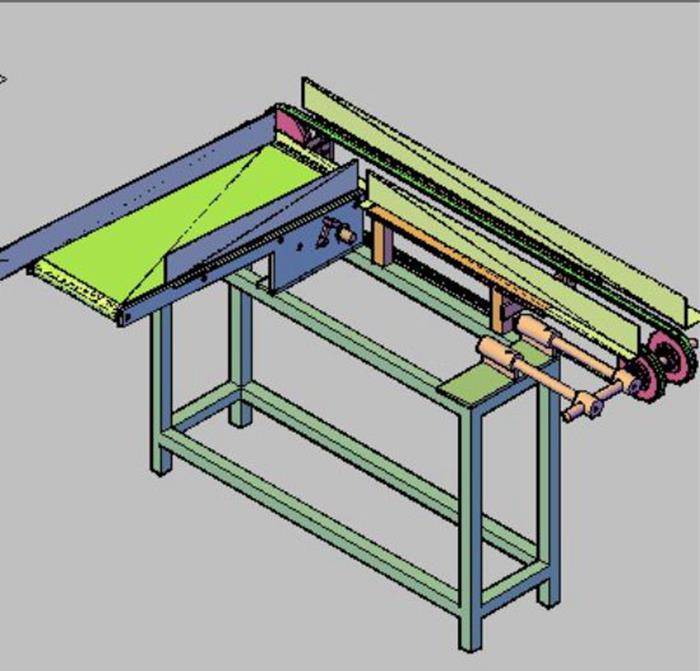
Устройство и сборка станка
Сразу стоит отметить, что чертежи самодельной ленточной пилы по дереву подойдут только в том случае, если есть помещение соответствующих габаритов. Столешница и станина с установленным агрегатом имеет внушительные размеры, которые просто не влезут в маленькое помещение. Такое оборудование используют для роспуска больших брёвен, но для обработки мелких заготовок подойдёт и мини-станок.
Станина и блок шкива
Рама станины является несущей частью, которая удерживает на себе большой вес всей конструкции. Нагрузка из-за вибрации в процессе работы усиливается в несколько раз, именно поэтому станина должна быть изготовлена из металлических профилей, которые необходимо сварить. Для станков среднего и малого размера за неимением металлических профилей подойдёт деревянный материал, но это должна быть цельная доска шириной 20 мм, а не ДСП или листы фанеры.
Доски соединяются таким образом, чтобы слои соединялись на пересечении волокон. Для дополнительного усиления рамы, собранной из брусков, используют саморезы, специальный клей, крепления и любые другие методы соединения. В итоге вся конструкция должна соответствовать функциям демпфера, который гасит рывки и вибрацию, получаемую во время работы режущего элемента. Для этого станина должна быть жёсткой и упругой.
Ещё одна важная деталь — это блок верхнего шкива, который держит в натяжении полотна. Колёсный вал монтируется во вставку, расположенную на внутренней части рамки. Ось регулируется с помощью двух резьбовых шпилек, которые монтируются в древесный материал с помощью гаек.
Верхняя (торцевая) часть станины обеспечена специальным винтовым механизмом, который отвечает за вертикальное перемещение по направляющей. Всю конструкцию усиливают путём установки добавочных шайб, которые привариваются к поверхности. С тыльной стороны предусматривают фланец, на котором фиксируется вал для выточки.
Особенности столешницы и шкива
Если неправильно закрепить подшипник, тогда появляется проблема с колесом, которое постоянно ударяется о плоскость в процессе работы. От этого режущий элемент начинает скользить и уходить в сторону, что в итоге приводит к порче обрабатываемого материала. Чтобы избежать таких ситуаций, подшипник устанавливается за перпендикулярностью вала.
Собранная ленточная пила своими руками по металлу, дереву или камню требует установки столешницы на тумбовое основание. Внутри её помещается мотор и пусковой механизм. Они отвечают за движение полотна, скорость и время его работы. Для изготовления такого стола часто используют фанеру, которую дополнительно обшивают текстолитом.
Нагрузка на столешницу минимальная, поэтому такого материала вполне достаточно для работы. Чтобы упростить работу, её оснащают самыми разными функциями. Например, столешницу оснащают поворотным механизмом для удобства распила заготовки под заданным углом. Параллельный упор или установка роликовой системы добавит столу горизонтальные движения, которые значительно ускоряют обработку.
Технология сварки
Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка
Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Добиться правильного среза поможет изображенный ниже метод, характеризующийся ровными концами и хорошим стыком. Последний кардинально влияет на качество получаемого шва, кольца ленты.
Зачистка
Этап характеризуется подготовкой металла для сварки. Ему присущий следующий алгоритм:
- Очистить полотно от грязи, присутствия коррозии на ленте.
- Обезжирить концы ацетоном, бензином, уайт-спиритом, нефтяным или другим растворителем.
- Зачистить кромки, заусеницы наждачной бумагой, иным абразивом.
Последняя операция должна убрать шероховатости и заусенцы.
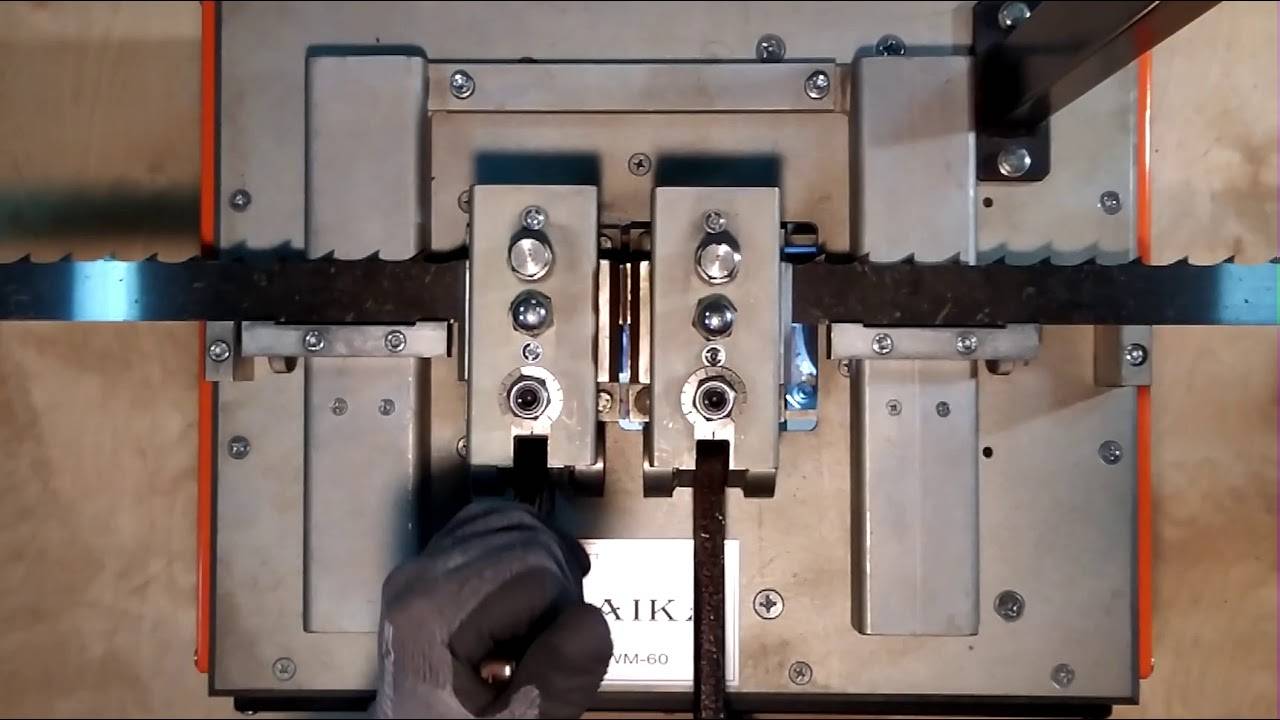
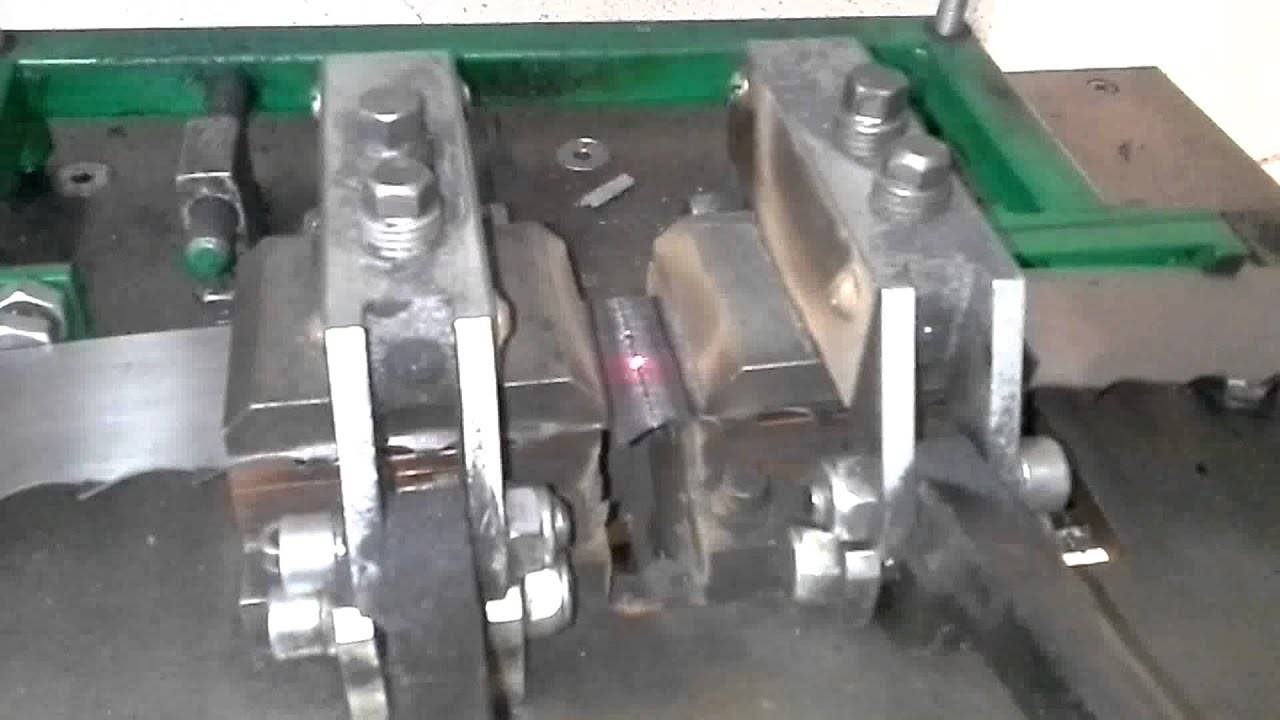
Закрепление полотна в зажимы
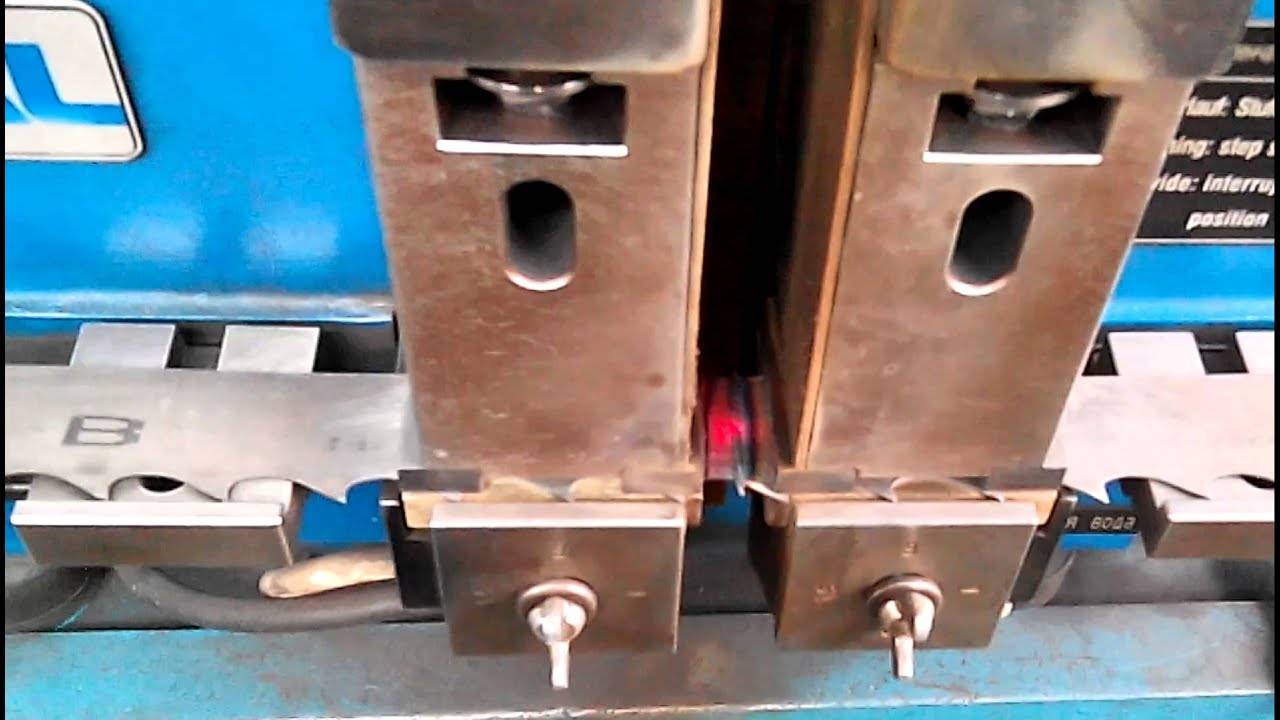
Станок для сварки имеет зажимной механизм, состоящий из подвижного и стационарного элементов. Один конец ленточной пилы перед сваркой нужно закрепить в ходовом зажиме, другой — неподвижном.
Между двумя зажимами существует свободное пространство, что обусловливает выставление стыков посередине просвета. Регулировка должна быть ровной и очень точной.
Сварка ленточных полотен
Сварка и подготовка пил (вальцовка, напайка стеллита, плющение, формовка и заточка) производиться на профессиональном немецком оборудовании.
Контактно-стыковая сварка ленточных полотен (пил) в кольцо под размер шириной до 206 миллиметров производится на специальных высокотехнологичных автоматических с ЧПУ станках. Это позволят достичь максимальной прямолинейности и высокого качества сварного шва, без изгибов и прогибов. Таким образом, обеспечивается правильная геометрия при вальцовке полотна, что устраняет избыточные напряжения в материале пилы и как следствие на ней не образуются трещины.
Соблюдается шаг в зоне сварки для пил с переменным шагом. Это достигается использованием автоматизированной линии для резки ленточного полотна в размер. Как результат – в несколько раз повышается точность и снижается время на подготовку пилы к сварке и последующим операциям.
ЦЕНА:
Сварка в любой размер производитсяот 5 колец , в течении суток
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.









Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Проверка качества сварного соединения
Самый простой и проверенный метод контроля качества – визуальный осмотр. О некачественном соединении свидетельствуют следующие признаки:
- сваренные края изделия не совпадают по высоте. Дефект возникает вследствие недостаточной силы тока или при чрезмерном значении осадки;
- капли расплавленного металла на поверхности ленты. Происходит при слишком высоком значении сварочного тока;
- непроваренные участки. Возникают из-за недостаточной силы тока или слишком низкого давления.
http:
Усиление шва (разница между толщиной наплавленного и основного металла) не должно быть меньше 1,5 мм. В противном случае полезное сечение сварного шва будет недостаточным для работы в условиях ленточной пилы.
Выбор смазочно-охлаждающей жидкости СТФ Славянский двор
Многочисленные эксперименты, проведенные американскими исследователями, привели их к мнению, что смазку вообще незачем использовать до теx пор, пока опилки не начнут на пилу. В этом случае следует применять оптимальную смазку: смесь из 50-ти % солярки и 50-ти % масла для смазки шин бензопил. Эта смесь должна равномерно распыляться по обе стороны полотна. Для этой цели отлично зарекомендовали себя автомобильные системы омывания лобового стекла. Смазки не должно быть много. Вы легко заметите, что пора смазывать по звуку, пропавшему после нанесения смазки. Применение подобной смазки позволит Вам снизить количество досок и продлить жизнь ремней на ведущем шкиве, поскольку они не будут больше от попадающих на них опилок, воды или снега.
Снимайте напряжение пилы, как только прекратили пилить
В процессе распиловки полотно нагревается, а, следовательно, растягиваясь, увеличивается в длине. Остывая, пилы стремятся сжаться до первоначального размера. Вот тут-то и появляются избыточные напряжения, которые в дальнейшем могут вызвать образование трещин. Если Вы оставляете пильное полотно натянутым, то подвергаете ненужному напря┐жению опоры и тяги, тем самым можете нарушить геометрию приводных шкивов и сократить срок службы Вашей рамы.
Полотно также форму обоих шкивов, что не удлиняет жизнь пилы. Добавьте к этому неизбежную деформацию ремней на шкивах, что приводит к дополнительной вибрации полотна. Поэтому, даже при кратковременных остановках, особенно в холодное время года, ослабляйте натяжение ленточных полотен.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Настройка ленточнопильного оборудования
 Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Originally posted 2018-07-04 07:38:21.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
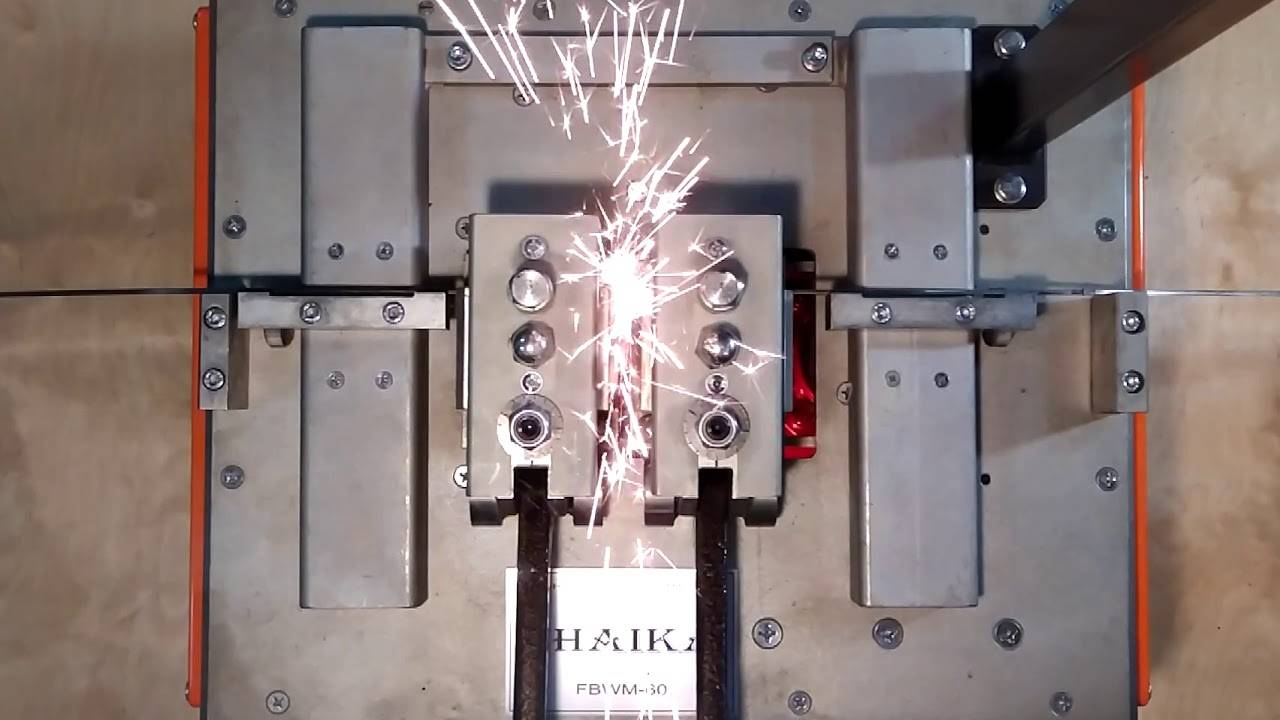
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.







Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Процесс сварки ленточных пил
Ручные ножницы гильотинные используются для резки металла с шириной листа до 2,08 метра и толщиной до 1,5 мм и пределом прочности 500 МПа.
Процедура сварки одинакова для обеих методов и состоит из нескольких этапов:
- Резка пилы.
- Зачистка кромок.
- Выбор режима сварки и установка полотна в сварочный станок.
- Собственно сварка пилы.
- Отжиг.
- Зачистка шва.
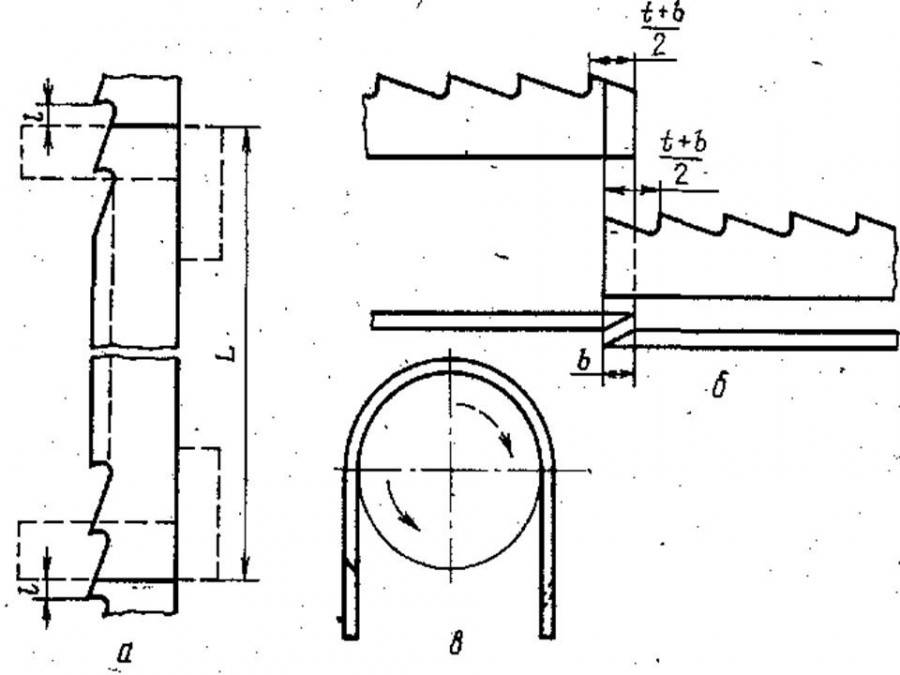
Резать полотно лучше гильотинными ножницами, но можно применять и более архаичные инструменты вроде отрезного круга или зубила. Если лента сваривается повторно, с каждого ее конца необходимо отрезать около 5 мм (зона термического влияния при сварке). Стыковка должна осуществляться между вершинами зубьев. Необходимо оставлять около 1,5 мм припуска для каждого конца ленты (на осадку). Обеспечить оптимальную ровность полотна позволит расположение, показанное на следующем рисунке (рис. 1).
Для качественной сварки кромки пилы должны быть полностью избавлены от заусенцев. Кроме того, их нужно очистить от грязи, пыли и промышленного мусора, а также обезжирить спиртовым раствором или ацетоном.
На этапе установки необходимо установить подготовленные кромки в зажимной механизм, состоящий из подвижного и неподвижного зажимов, и выставить их так, чтобы они полностью совпадали по высоте. Выбор режима сварки в данном случае лучше осуществлять экспериментальным путем на ненужных обрезках ленты, поскольку существует огромное разнообразие размеров пил и материалов их изготовления. Нередки случаи, когда необходимого сочетания не оказывается в инструкции. Подобрав оптимальный режим, лучше записать его показатели на случай необходимости повторной сварки аналогичных изделий.
Рисунок 1. Расположение ленты.
После установки торцов в зажимы и выставления режима нужно запустить процесс сварки специальной кнопкой или рукояткой. Под действием тока кромки изделия начнут расплавляться. Вместе с этим подвижный зажим будет двигаться к неподвижному на расстояние, равное ходу осадки. После этого на концах пилы образуется сварной шов, который и соединит их.
В процессе сварки в металле образуются закалочные структуры, вследствие чего он становится более твердым и хрупким. Чтобы нивелировать напряжения и деформации при сварке, применяют отжиг до температуры 600 °C. Дорогостоящие сварочные аппараты имеют встроенную функцию отжига и медленного охлаждения, а в случае с более дешевыми моделями понадобится печь для отжига и масло для замедления остывания металла.
При сварке образуется наплыв, являющийся концентратором напряжения. Его необходимо удалить с помощью любого абразивного инструмента.
Станок для сварки ленточных пил
Сварка ленточных пил работает по принципу контактно-стыкового метода при сопротивлении и оплавлении. Данное оборудование предназначается для самых разнообразных объемов работ по свариванию, а также различных видов деятельности.
Аппарат для сварки пил подразделяется на несколько групп:
- Сваривание при помощи сопротивления является приемлемым по стоимости сварочным оборудованием, которое предназначается для пил по дереву и их ремонта, к примеру, на производстве при распиловке древесины. Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену.
- Сварка при помощи оплавления производится при использовании среднего варианта оборудования, которое предназначается для сваривания ножей и пил любых разновидностей, нагрузка здесь довольно большая, в сравнении с вышеописанным оборудованием.
- Сварка при помощи оплавление автоматизированные со сварочным циклом позволяют быстро сваривать различные пилы и ножи, причем данное оборудование обладает высокой производительностью, что позволяет за одну смену производить до тысяч сварок. Обычно таким способом пользуются в центрах и сервисах, а также на производствах.
Также имеется и другое оборудование, которое является вспомогательным для того, чтобы подготавливать и контролировать процесс сваривания:
- станок для сварки пил;
- устройство для зачистки;
- пирометр.
Технология сварки ленточных пил по дереву
Разрезание пилы подразумевает, что полотно должно разрезаться при помощи специализированных гильотинных ножниц. Если нет данного инструмента в наличии, то вполне возможно воспользоваться зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Свариваемые концы и их зачистка
Окончания пилы тщательно очищаются от разных видов загрязнений, возможно их обеззаразить при помощи спирта или ацетона. Кромки также обрабатываются, чтобы они стали ровными и в них отсутствовали заусенцы. Для этого часто применяется специализированный зачистной станок с абразивом.
Как установить пилу в аппарат для сваривания и выбрать правильный режим?
Полотно необходимо установить в специальные зажимы оборудования таким образом, чтобы кромки в точности совпадали между зажимным механизмом. Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы, в которых подробно прописаны режимы для определенных размеров пил. В итоге следует установить определенные положения для рукояток пил, что и считается выбором сварочного режима.
Сваривание
Сварка начинается после того, как нажимается кнопка пуск или поворачивается рукоятка. Ток проходит до концов пилы, и металл начинает расплавляться. Подвижные зажимы образуют валик в месте шва.
Также стоит особое внимание уделять токовой подачи и времени, когда это происходит. При автоматическом режиме сваривания импульс проходит за 1 — 2 секунды, ну а ручное управление подразумевает постоянный контроль специалиста
Если результат сваривания получился неудачным, то необходимо еще раз подобрать настройки сваривания, записать их, а потом использовать для таких же разновидностей пил.
Электроды должны быть идеально чистыми. При нарушении контакта между электродом и заготовкой значительно увеличивается сопротивление, а режим сваривания нарушается.

Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.







Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Советы по эксплуатации пильного станка
Для того, чтобы собрать даже самый простой ленточный агрегат для мини пилорамы, например, такой, как описан в статье, придётся выложить определённую сумму денег на самые разные детали. Даже если у вас в хозяйстве найдётся электродвигатель с подходящими параметрами от старого оборудования, то всё равно вам нужно купить стальные профили, пиломатериалы, шкивы, ремни и полотно, а это тоже обойдётся недешево. Но если соблюдать все правила эксплуатации, то вы сможете очень быстро окупить все затраты, а также заработать определённый капитал.

Проверка натяжения режущего полотна тензометром
Вот что рекомендуют специалисты:
Прежде всего, следует правильно натягивать пильную ленту – это зависит от её толщины и ширины, а также от марки стали. Но для того чтобы сделать натяжку наиболее оптимальной, нужно использовать специальный прибор, который называется «тензометр» (см. фото вверху). Скорее всего, что у вас его не окажется, но прибор можно одолжить или взять напрокат, чтобы провести хотя бы разовое тестирование, а потом уже можно будет делать это «на глаз».
Не надейтесь на то что полотно может пилить беспрерывно, например, с утра до обеда или даже до вечера – это не так. Станок лучше всего остановить через два-три часа эксплуатации, а затем, сняв пилу, подвесить её в свободном состоянии (без натяжки) на 10-12 часов. Это говорит о том, что не помешает иметь несколько полотен, особенно, если у вас много работы.
Если работать с сухими заготовками, то это не подразумевает каких-либо проблем, но вот при распиловке (роспуске) свежей древесины выделяются смолы, которые забивают зубья, лента быстро перегревается и даже может лопнуть. Чтобы как-то смягчить такой негативный фактор, используют импровизированную смазку: при плюсовой температуре это обычная вода с моющим средством, а при морозе дизтопливо с маслом.
По окончании работы нужно обязательно ослабить натяжение полотна для защиты от последствий тепловой деформации
Сталь при нагреве расширяется, следовательно, при остывании (читай сужении) в местах соприкосновения со шкивами будут оставаться отпечатки, что существенно снизит износостойкость пилы.
Соблюдайте нормы заточки, то есть, зубья всегда должны быть острыми и иметь одинаковый развод.
Не забывайте о том , что любой пилящий станок потенциально опасен для здоровья, так как неосторожное движение или потеря бдительности при усталости может привести к серьёзной травме и этому есть множество примеров. Поэтому будет гораздо безопаснее, если все подвижные детали (шкивы, полотно) будут закрыты защитным кожухом.
Для соблюдения безопасности большое значение имеет место установки станка
Ничто не должно мешать работе с длинными заготовками, так как это может привести к разрыву режущей ленты и даже к получению серьёзной травмы.
После получения травмы фраза «я не заметил» зачастую звучит в результате недостатка освещения рабочего места. Порой станки устанавливают на улице под навесом без должной мощности осветительных приборов (обходятся одной лампочкой на 60-80 Вт), следовательно, в таком случае можно работать только в светлое время суток. Но лучше всего установить какой-либо рефлектор, направив его на рабочий стол (если будет возможность регулировки, то это ещё лучше).
Позаботьтесь о заземлении электродвигателя и подключайте его через УЗО (устройство защитного отключения) или хотя бы через дифференциальный автомат – это может защитить от травмы. Дело в том, что при поражении электрическим током человек утрачивает контроль над телом и повышается вероятность попадания конечностей в зону действия пильной ленты.
Площадка для рабочего места должна быть сухой и жёсткой (бетонная стяжка, асфальт), а если агрегат находится на улице, то эту площадку следует поднять, как минимум, на 3 см выше уровня грунта, чтобы её не затапливали потоки при ливневом дожде;
При работе под ноги стелите диэлектрический резиновый коврик..
Самодельная ленточная пила – мастер объясняет устройство станка





