

Сборка самодельного ножа
Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи.
Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.
Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.
После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки.
Изготовление пальмы из пластиковых бутылок — подбор материала, пошаговый процесс сборки
Как правильно выбирать материал для изготовления ножа?
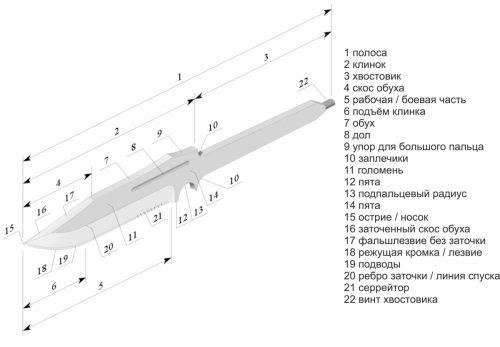
Рисунок 1. Конструкция кованого ножа.
Чтобы сделать качественный клинок, нужно подобрать подходящую для него сталь. От выбора материала будут зависеть режущие характеристики ножика и его прочность
Для правильного подбора металла важно знать, какие свойства имеет такой материал. Понадобится ориентироваться на 5 главных свойств стали:
- Устойчивость к износу — сопротивление стали изнашиванию при использовании. Данное свойство будет зависеть от твердости материала.
- Твердость — свойство материала, которое указывает на его способность сопротивляться попаданию в нее твердых материалов. Стоит знать, что твердый материал меньше подвергается деформации. Показатель прочности можно измерить по шкале Роквела.
- Прочность — возможность сохранять целостность при воздействии атмосферных сил.
- Пластичность — возможность материала впитывать и распределять кинетическую энергию при ударе и деформации.
- Красностойкость — устойчивость металла к высокой температуре и способность сохранять свойства в процессе нагрева. Минимальная температура ковки стали будет зависеть от устойчивости материала к термической обработке. Рекомендуется выбирать твердые марки, рабочая температура ковки для которых больше 900°С. Стоит знать, что температура плавления данного материала составляет приблизительно 1500°С.
Все данные характеристики связаны между собой. Преобладание одного из них приводит к ухудшению остальных. Каждое свойство материала будет зависеть от содержания в нем легирующих элементов и добавок, к которым можно отнести кремний, вольфрам, молибден и другие.
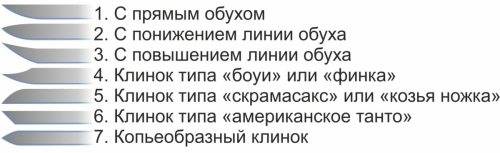
Рисунок 2. Виды профилей ножа.
Наличие всех легирующих элементов и применение их в необходимой пропорции в процессе изготовления стали, а также знание их свойств позволяет создать сталь для необходимых целей. Каждая из подобных сталей имеет свою маркировку. Стоит отметить, что российские и европейские марки имеют разные обозначения.
К российским производителям, которые достаточно часто применяются в процессе ковки клинков своими руками, можно отнести стали с маркировкой У7-У16, Р6М5, Х12МФ и другие. Из европейских марок можно отметить стали 1095, М-2, А-2 и другие.
Подробное описание марки металла можно найти в «Марочнике стали и сплавов».
Выбор стали для закалки ножа
Сталь представляет собой сплав железа с углеродом и различными примесями. В зависимости от содержания последних компонентов, выделяют такие виды этого металла:
- углеродистая;
- легированная.
Углеродистая сталь содержит не более 2,14 % углерода. Чем его меньше, тем больше пластичность клинка, чем больше, тем тверже и прочнее будет изделие. Такое лезвие хорошо режет, но будет плохо держать заточку, быстрее изнашиваться. Однако не составит труда подобный нож наточить. Металл подвержен коррозии. В качестве плюса можно отметить хорошую способность к сварке. При этом малоуглеродистая сталь не подлежит закалке.
Особенностью данной стали, является низкая красностойкость, которая равна 250°С. При нагревании до более высоких температур (что и происходит во время закалки) она теряет свои свойства, становится хрупкой. Именно поэтому, приступив к закалке будущего ножа, следует учитывать, из чего он выполнен и, исходя из этого, выбирать оптимальный режим температур для последующей работы. Для тех, кто хочет сделать нож своими руками, эта сталь станет идеальным вариантом, ведь с ней легко работать.
При закалке углеродистой стали, следует соблюдать определенный температурный режим, дабы металл не покоробился и не потрескался. Для низкого содержания углерода идеально подойдет температура от 727 до 950°С; для высокого (до 2.0 % содержания углерода) – от 680 до 850°С.
Для изготовления ножей в домашних условиях наиболее часто применяется сталь следующих марок:
- от У7 до У16 (подвержены глубокой коррозии, лезвие таких марок стали будет острым и твердым);
- 65Г – идеальный вариант для ножей, предназначенных для рубки, ведь обладает ударной вязкостью. Такое лезвие будет плохо держать заточку и быстро ржаветь;
- О-1 – весьма популярна у знатоков своего дела, что обусловлено приемлемой стоимостью, легкостью в закаливании. Поскольку это высокоуглеродистая сталь, то она еще и очень твердая (до 60 HRC), износостойкая, но ей также страшна коррозия;
- M-2 – ее твердость достигает 66 HRC. Лезвие долго держит заточку, легко ржавеет. Имеет большую, по сравнению с другими, красностойкость;
- 1095 – часто используется для изготовления ножей. Из своей серии именно в этой марке содержится наибольшее количество углерода, благодаря чему такое лезвие будет хорошо точиться, неплохо держать заточку, сохраняя при этом приличную твердость.
Выбор стали для закалки ножа
Как известно, сталь это есть не что иное, как сплав углерода с железом. В них добавляются в небольших дозах добавки. Большую роль на качество будущего клинка они не играют. Важнейшим элементом является углерод. Добавки могут быть такие, как цинк, хром, молибден, кальций и т.д.
А вот чем меньше углерода в стали, она приобретает высокую прочность, но изнашивается быстрее и коррозия развивается быстрее. Для правильной закалки нужно обязательно знать состав будущего клинка. Лучше всего провести углеродный анализ стали.











Идеальная закалка лезвия ножа.
Если будущее изделие будет, к примеру, из напильника или рессоры автомобиля. Закалка в данном случае просто необходима, тем более ковка такого металла подразумевает его обязательный нагрев. Проверить качество закалки, можно в домашних условиях, но он довольно «жестокий».
Нужно готовый клинок затянуть в тисках и начать постепенно гнуть его, и если излом клинка произойдет на отметке приблизительно в 45 градусов. Можно смело сказать – закалка была проведена верно. Но так следует сделать, после первой вашей самостоятельной закалки клинка, нужно хорошо запомнить весь процесс и повторить его заново.
Правила качественной закалки
Профессионалы и опытные любители сформулировали несколько правил качественной закалки ножей:
- Необходимо позаботиться о защите рукояти при нагреве, травлении и других интенсивных воздействиях. Лучше всего на время этих работ рукоятку разобрать.
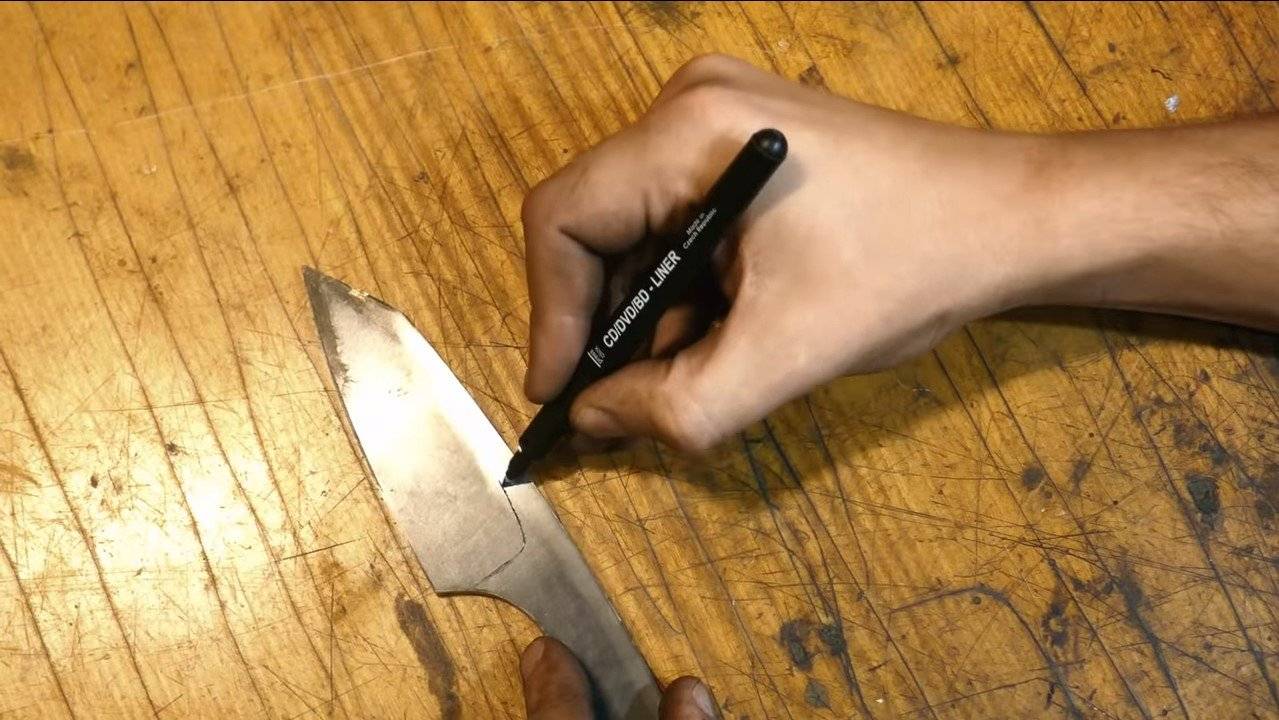
- Для того чтобы проверить качество закаливания, к лезвию подводят напильник и делают несколько движений. Если закалка прошла успешно — напильник скользит по лезвию. Если нет — процедуру придется повторить.
- Если прислушаться к заготовке во время закаливания, то начиная с некоторого момента можно услышать легкое посвистывание. Это признак того, что закалка состоялась и нож можно доставать.
- При охлаждении нож опускают в жидкость вертикально, спинкой вниз. Это позволит избежать термических деформаций.
- При охлаждении в воде, перед тем, как опустить нож, следует добавить в воду щепотку соли и размешать ее.
Настоящее мастерство закалки ножей приходит только с опытом. Поэтому сначала лучше потренироваться на не очень ценных экземплярах.
Закалка ножа — пошаговая инструкция по закалке различных типов металлов (75 фото и видео)
Поверхностная закалка ножа обеспечивает дополнительную прочность режущему основанию. Термическая обработка стальной заготовки значительно улучшает механические и физические свойства этого предмета.
Если пренебрегать данным требованием, то увеличивается риск быстрого стирания металлической пластины. Простым языком, нож будет постоянно тупиться, что скажется на эксплуатационных качествах.
В нашем материале мы поговорим как сделать закалку ножа в домашних условиях. Здесь представлены рекомендации от профессионалов, которые знают все тонкости работы с металлом.
Из какого материала делают ножи?
Для производства ножей используют сплав углерода и железа. При нагревании этих компонентов образуется высокоуглеродистая сталь.
Данный материал способен справиться с резким перепадом температурного режима. Помимо этого, он отличается высокой плотностью и устойчивостью к различным механическим воздействиям.
Изделия из чистой углеродистой стали имеют довольно высокую стоимость. Чтобы сократить расходы материалов и компонентов, многие мастера предпочитают добавлять специальные добавки.
Для этого они используют следующие вещества:
- Молибден;
- Ванадий;
- Цинк;
- Вольфрам;
- Кальций.
Если в составе заготовки отмечают минимальное количество углеродистой стали, то какие изделия получаются эластичными. Они требуют правильной закалки, которая обеспечит им дополнительную прочность.
Изготавливаем камеру для закаливания металла
Перед тем как приступить к обработке металлического основания необходимо подготовить соответствующее оборудование
Особое внимание рекомендуется уделить печи, в которой будет производиться обработка высокой температурой
Печная камера должна иметь габариты 30см х 20см х10 см. Ее изготавливают из огнеупорной глины и кирпича. Глиняный состав не должен содержать в себе каких-либо примесей.
Конструкция печи представляет собой прямоугольник. Стены и задняя панель выполняется на одном уровне. Впереди устанавливают металлическую дверь на петлях. Это позволит сохранять температуру внутри печной конструкции.
В составе данного материала отмечают высокое содержание стали и минимальное количество вольфрама. Готовый предмет получается довольно прочным и долговечным.
Процесс закалки стали в домашних условиях
Самым простым способом закалки заготовки считается открытый огонь. Подобным методом пользовались ещё наши предки более 100 лет назад. Процесс обработки производится «на глаз».
Для рабочего процесса понадобятся следующие материалы и инструменты. К ним относятся:
- Огонь;
- Большая емкость с маслом;
- Ведро холодной воды;
- Металлические клещи с длинными рукоятками. Они помогут аккуратно доставать и опускать железо для дальнейшего накаливания.
Первым делом необходимо добиться нужной температуры. В печь отправляем горючий материал в виде дров и угля. Пламя начинает менять свой оттенок от ярко-оранжевого до малинового.







В это время в огонь добавляют дров и горючего материала. Когда языки пламени изменятся свою окраску на белый цвет, можно, переходить к закалке металлического изделия.
Основание ножа помещаем на горящие угли и оставляем до покраснения металла. В среднем для этого понадобится от 5 до 15 минут. Когда изделие приобретет ярко-красный оттенок его погружают масло.
Закалка ножа маслом помогает добавить пластичности и прочности. После первого погружения подобные манипуляции проводят течение ещё 5 раз. Далее отправляет металлический клинок обратно в нагревательную печь
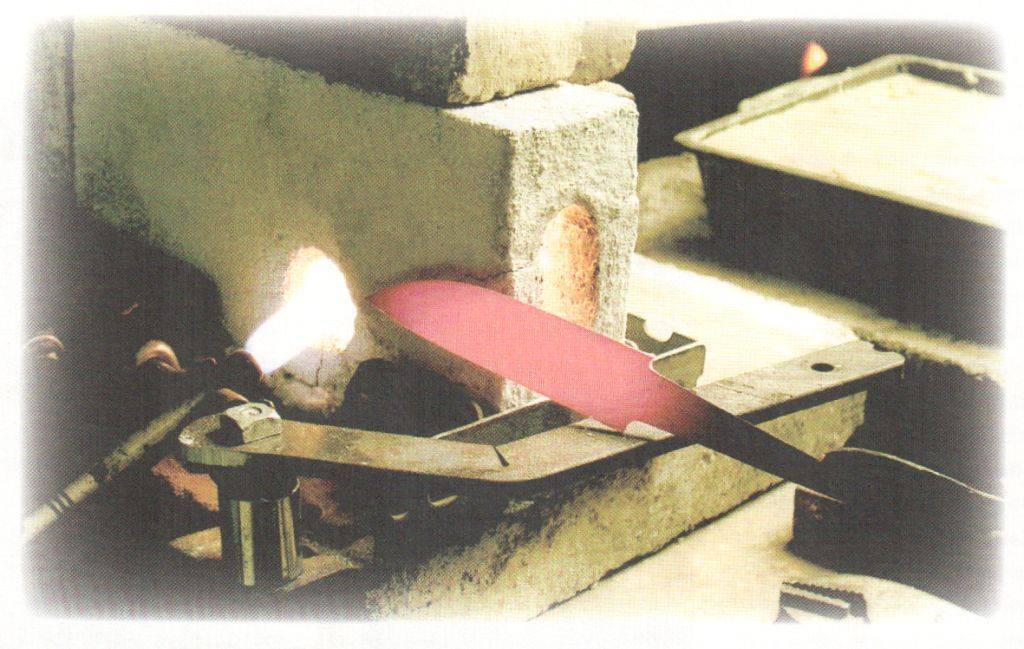
Следующим шагом будет закалка холодной водой. Данная процедура является окончательной. Она добавляет прочности металлическому изделию. Раскаленную заготовку отправляют на 20 минут в ледяную воду. Фото закалки ножа представлена данная манипуляция.
Представляем вашему вниманию подробное видео закалки ножа. Здесь представлена вся очередной действий и манипуляции с углеродистой сталью.
Закалка и отпуск
Закалку производят путем нагревания до температуры выше получения аустенита. Для некоторых сталей рекомендуют некоторый перегрев, который необходим для получения псевдоожиженного состояния по всей массе металла.
Закалить можно углеродистые стали, в которых содержание углерода превышает 0,8 %. При меньшем значении закалка не получается. Быстрое охлаждение не формирует мелкое зерно металла.
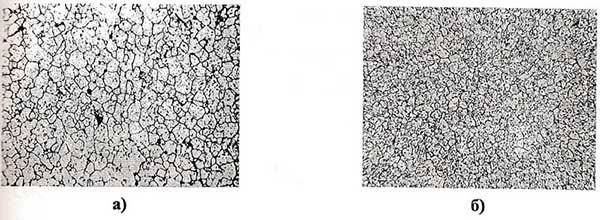
Кристаллическая решетка стали до (а) и после (б) закалки. Получено путем исследования шлифов образцов стали
Закалку выполняют в воздухе, воде и масле. В основном проще выполнить закалку в масле, причины в следующем:
- При погружении в масло на поверхности металла не образуются пузырьки кипящей жидкости, которые снижают скорость охлаждения.
- Вокруг металлического предмета образуется циркулирующий поток жидкости, который активизирует процесс конвективной теплоотдачи.
- Масло перед закалкой можно нагреть до температуры 250…350 ⁰С. Тогда осуществляется двухступенчатый процесс закаливания (в масле и воде, один за другим).
Внимание! В некоторых источниках можно прочитать, что закалку выполняют на газовой плите. Подобное могут написать только дилетанты, которые никогда не добивались реального результата
Температуру определяют с помощью пирометра излучения. Точность измерений до 1…3 ⁰С. Но стоимость подобного прибора довольно высока. Поэтому нагрев до того или иного значения определяют визуально. Для этого пользуются специальными таблицами. Ориентируясь на цвета можно попытаться самостоятельно закалить металл.
Цветовая диаграмма нагрева стали:

Отпуск проводят с целью снятия внутренних напряжений в металле. Деталь нагревают до нужной температуры, а потом дают возможность медленно остывать на воздухе.
Различают несколько видов отпуска:
- Низкий, применяют для металлорежущего инструмента.
- Средний, используют для инструментов для обработки древесины.
- Высокий, находит использование в машиностроении для зубчатых передач или шкивов клиноременных трансмиссий.
Для визуального определения температуры нагрева пользуются пирометром. Можно приблизительно установить температуру нагрева, сопоставляя вид заготовки при нагревании с базовой таблицей. Нагревая сталь, на поверхности наблюдают цвета побежалости, они имеют различный окрас.
Цвета побежалости при нагревании сталей:

Кроме углеродистых сталей термообработку выполняют для легированных сплавов. Наличие в составе металла дополнительных элементов улучшает прочностные характеристики.
В таблице показаны рекомендуемые режимы закалки и отпуска для разных видов сталей. Для ножа используют все виды представленных материалов.


![Закалка металла [в домашних условиях своими руками]](https://benzo-electro-instrument.ru/wp-content/uploads/5/0/8/50802d99c8f18263edab04a7f9861a64.jpeg)







| Режим термообработки и твердость стали | |||||||
| Марки стали по ГОСТ | Температура нагревания металла, ⁰С | Среда для охлаждения | Твердость после закалки, HRC | Режим отпуска (⁰С) и получаемая твердость HRC | |||
| 170…210 | 220…350 | 360…420 | 420…550 | ||||
| У7…У7Б | 780…830 | масло | 58…62 | 59…63 | 57…60 | 52…54 | 48…53 |
| У8…У8В | 790…835 | масло | 60…64 | 60…65 | 58…60 | 51…55 | 47…50 |
| У9…У9А | 780…840 | масло | 56…63 | 58…62 | 54…59 | 49…53 | 48…53 |
| У10…У10А | 730…800 | масло | 58…62 | 57…64 | 57…64 | 48…53 | 49…52 |
| У12…У12А | 760…810 | масло | 59…64 | 60…65 | 58…60 | 49…52 | 49…52 |
| 40 | 740…820 | масло | 48…53 | 49…55 | 39…45 | 32…40 | 28…31 |
| 40Х | 720…830 | масло | 50…54 | 52…57 | 48…50 | 44…49 | 29…32 |
| 35ХГСН | 780…810 | масло | 45..52 | 45..52 | 35..42 | 45..52 | 38…40 |
| 5ХНМ | 790…835 | масло | 45…50 | 46…52 | 40…48 | 46…52 | 36…40 |
| 5ХНВ | 780…840 | масло | 48…52 | 48…52 | 44…47 | 40…48 | 38…40 |
| 65Г | 730…810 | вода/масло | 59…64 | 59…64 | 55…57 | 51…54 | 46…48 |
| ХВГ | 760…820 | вода/масло | 54…59 | 56…60 | 48…50 | 42…47 | 33…36 |
| ХВС | 740…820 | вода/масло | 54…58 | 52…56 | 44…47 | 40…44 | 39…42 |
| Х12М | 720…830 | вода/масло | 50…57 | 48…53 | 55…57 | 53…55 | 36…38 |
| 9ХС | 760…810 | вода/масло | 59…64 | 59…64 | 48…50 | 42…47 | 29…34 |
| ШХ15, ШХ15СГ | 760…820 | масло | 59…64 | 59…65 | 58…60 | 52…57 | 39…42 |
| 20Х | 730…810 | вода/масло | 48…52 | 42…50 | 38…41 | 36…38 | 36…38 |
| 45 | 760…820 | вода | 41…49 | 34…37 | 32…35 | 30…34 | 29…32 |
| 14C28N | 740…845 | вода | 50…57 | 45…49 | 41…44 | 39…42 | 32…34 |
| 8Cr13MoV | 780…860 | вода/масло | 59…64 | 60…65 | 55…57 | 55…57 | 48…50 |
| 65Х13 | 760…855 | вода/масло | 48…52 | 49…55 | 48…50 | 44…48 | 38…40 |
| 95Х18 | 740…820 | вода/масло | 41…49 | 52…57 | 44…47 | 42…45 | 36…40 |
Как закалить металл током с помощью графитового порошка. Электрическая закалка.
Тема: как можно самому закалить нож с помощью электрического тока.
Известно, что металл можно закалять, это придаёт ему дополнительную прочность. Закалка подразумевает под собой нагрев металла до определенной температуры с последующим охлаждением. Этот процесс меняет внутреннюю структуру металла, что делает его более крепче. Хотя вместе с этим металл лишается другого своего свойства, а именно гибкости, пластичности. Тут уж выбор за вами, что нужно от металла, его повышенная прочность (но при этом увеличивается и хрупкость) или гибкость (уменьшается жесткость).
Классическим способом закалки металлов является обычная термическая обработка в пламени, раскаленных углях, газовых печах и т.д. Но ведь температуру можно увеличить и за счёт электрического тока. Закалка делается равномерной. Чтобы это обеспечить существует один интересный способ с использованием графитового порошка. Как известно, графит достаточно хорошо проводит электрический ток, в добавок к этому он устойчив к высокой температуре. Именно эти два качества графита позволяют делать закалку металла электрическим током, используя графитовый порошок.
Я решил попробовать сделать электрическую закалку небольшого металлического ножичка (самодельного) и организовал следующее. Итак, мне понадобились источник питания, графитовый порошок, провода достаточного сечения, металлическая подложка, ну и сам небольшой ножичек. В роли блока питания я использовал обычный понижающий трансформатор, взятый со старого цветного телевизора. Первичная обмотка его рассчитана на напряжение 220 вольт, а вторичная мной была перемотана на напряжение 80 вольт (этого в итоге оказалось маловато, нужно где-то вольт 100).
Для закалки металла электрическим током нужен достаточный ток. Сечение вторичной обмотки на моё трансформаторе было около 1,5 мм. Но для более крупных ножей лучше чтобы сечение также было побольше. Далее я взял металлическую подложку, на которую насыпал графитовый порошок. Порошок можно самому сделать из куска графита (крупным напильником сточить любую графитовую щетку от электродвигателя). К этой подложке я подсоединил один из проводов, идущих от вторичной обмотки трансформатора. Второй же провод я подсоединил к самому ножу, который и закаливал. Сечение этих проводов также должно быть не менее 1,5 мм.
Сама электрическая закалка ножа током делалась следующим образом
Подав напряжение на трансформатор я взял ножик и осторожно начал его острием водить по графитовому порошку. Между острием ножа и порошком графита начали проскакивать множество небольших искр, что свидетельствует об электрическом контакте цепи
Я следил также за тем, чтобы во время вождения ножа по графитовому порошку у меня не было прямого соприкосновения ножа с металлической подложкой. Такое соприкосновение создало бы короткое замыкание. Особо страшного тут ничего бы не произошло, но лучше этого не допускать. В результате острие ножа постепенно нагревалось. Это и было доказательством того, что данный способ закалки металла работает нормально, если всё делать правильно.
P.S. Хочу предупредить тех кто не особо знаком с электротехникой. При подобных работах нужно соблюдать технику электрической безопасности. Напряжение около 100 вольт достаточно опасно для жизни человека. Да и токи при таких работах не малые, что может вызвать термические ожоги. Так что перед тем как организовывать электрическую закалку металла примите все меры безопасности и при работе будьте предельно осторожны и внимательны.
electrohobby.ru





