

Какие для ковки нужны инструменты
Ключевыми инструментами, применяемыми при горячей ковке являются молот, щипцы и некоторые другие.

Инструменты для горячей ковки
Ковка заготовок выполненных из стали требует от мастера определенных навыков и знаний в части термической обработки металлов. Все дело в том, что если заготовки передержать в горне, то последующая ковка может привести к образованию некоторых дефектов, например, трещины.
Если нагрев произведен до строго определенной температуры, например, 1 000 °, то применение специального кузнечного инструмента позволяет выполнять контролируемое изменение размеров и формы металла.
Для достижения необходимой температуры заготовки применяют горн или муфельную печь. Для повышения ее эффективности некоторые мастера устанавливают системы дополнительной подачи воздуха.
Наковальня — ключевой инструмент
Наковальня, как правило, выполняется в заводских условиях, так как в домашних условиях практически невозможно обработать кусок стали марки 45Л весом от 70 до 250 кг. Именно такие наковальни выпускает отечественная промышленность. Для работы с небольшими заготовками применяют ж/д рельс марки Р65.
Кроме описанного оборудования в кузне должен находиться набор инструмента, включающий в себя:
- молотки разной массы и формы бойка;
- клещи с разной длиной рукоятей и формы губ;
- различного вида прижимы и пр.
Надо учитывать и то, что процесс охлаждения чаще всего выполняют непосредственно в кузне, для этих целей в помещении мастерской устанавливают емкость с жидкостью для охлаждения разогретой заготовки.
Довольно часто в кузне можно встретить сварочный аппарат. На самом деле, сварку можно выполнить и с применением кувалды и при соблюдении определенных температурных режимов. Но это весьма трудоемкий и длительный процесс, поэтому многие мастера применяют традиционную электродуговую сварку. Другими словами, набор оборудования, который устанавливается в современной кузнечной мастерской, способен обеспечить полный производственный цикл, начиная от разработки эскиза и заканчивая сборкой готового изделия.
Кованые кресла в интерьере
Кресла с металлическими каркасами максимально приближаются при оформлении к королевским стилистикам. Необычные модели могут применяться для установки в залах, столовых. Некоторые входят в готовую обеденную группу, за которой для приема пищи будет собираться вся семья. Часть является дополнением диванов, располагаемых в просторных залах. Многие модели оснащены подлокотниками. Они могут быть уточненными или массивными. Обивка имеет разное оформление. Для изготовления мебели зачастую применяются жаккардовые и бархатные ткани. Идеально подходят полотна с рисунками в виде полосок, филигранных узоров. Абстракции и изображения животных, людей для металлической мебели не применяются. Они в композиции с массивным каркасом смотрятся неуместно. Реже в качестве обивки выбирается кожа или замша.
Индукционные нагреватели
Перед обработкой методом горячей ковки заготовки нагревают до определенной температуры. Для решения этой задачи применяют различное нагревательное оборудование. В этот список входят и индукционные нагреватели. В них проходят предварительный нагрев заготовки перед операциями штамповки, гибки, ковки и пр.
В частности:
использование индукционных нагревателей приводит к снижению энергетических затрат и это довольно важно, особенно в условиях стабильного роста тарифов; применение нагревателей повышает производительность труда, так как индукционный нагрев позволяет минимизировать время, затрачиваемое на прогрев детали; в автоматизированных печах, за счет точности позиционирования и расположения заготовок в индукторе, повышается точность нагрева; нагрев заготовки в индукционной печи отличает малое количество окалины и это позитивно сказывается на длительности эксплуатации штампового инструмента;
установка подобного оборудования, позволяет высвободить дополнительные площади в производственном помещении.
Индукционный нагреватель ТВЧ
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. |
Торсионы
 Торсионное скручивание прутка без станка
Торсионное скручивание прутка без станка
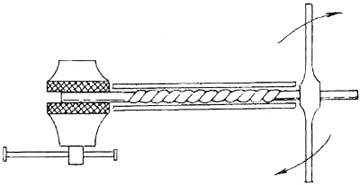
Скручивать для художественной ковки прутья винтом можно вообще без станка, см. рис. справа. Чтобы заготовка не согнулась у коренного (зажатого в тисках) конца, под дальний от них конец направляющей трубы нужно подставить деревянный чурбак или что-то вроде него с V-образным вырезом вверху; трубу лучше прихватить к этой опоре хомутом, а подставку закрепить на верстаке. Труба должна быть короче заготовки и по внутри примерно в 1,5 раза шире ее наибольшего поперечника, т.к. заготовка при скручивании стягивается и раздается вширь.
Торсионный станок для холодной ковки позволяет увеличить производительность и улучшить качество получаемых деталей. Рабочее усилие в нем передается на опору в значительной степени, поэтому станина нужна прочная, в виде хребтовой рамы из двутавра от 100 мм или пары сваренных швеллеров того же размера; профтруба будет видимо деформироваться. На опорной поверхности станину нужно надежно закрепить с помощью приваренных к ее концам лап из того же профиля, поз. 1 на рис.










 Самодельные торсионные станки для холодной ковки
Самодельные торсионные станки для холодной ковки
Заготовка – квадратный пруток – удерживается оправками-патронами с гнездами также квадратного сечения; они видны там же на поз. 1. Т.к. пруток при скручивании сокращается по длине, патроны в шпинделе и задней бабке нужно надежно фиксировать винтовыми зажимами. По той же причине задняя бабка выполняется скользящей. Для возможности скручивания отдельных участков заготовки применяется также скользящий ограничитель со вставкой с квадратным отверстием.
Если требуется сделать только забор для себя или что-то меньшее, можно на скорую руку соорудить торсионный станок из лома и подручных материалов, поз. 2. На том и другом станке в принципе можно получать и филаменты, вложив в патроны пучок из 4-х прутков вдвое меньшего размера. Но не думайте, что хороший фонарь или корзинку вам удастся сделать, просто подпихивая рычагом заднюю бабку. Получится нечто вроде того, что на врезке в поз. 1 и 2. Кузнецы называют такие казусы словом общеизвестным, но в литературной речи не употребляемым. Ветви филамента при скрутке его в простом торсионном станке нужно разводить вширь ручным инструментом, что сложно и не обеспечивает должного качества работы.
Красивые филаменты (поз. 3) скручиваются на торсионных станках с закрепляемой задней бабкой и винтовой подачей шпинделя, поз. 4. А теперь вернемся ненадолго к рис. с видами станков в начале, к поз. 2 на нем. Видите штуковину, обозначенную зеленым восклицательным знаком? Это сменный шпиндель. В комплекте их 2: гладкий для спиральной крутки по длинной оси заготовки и винтовой для скручивания филаментов. В таком исполнении станину сваривают из пары швеллеров с продольным зазором, а к задней бабке приваривают башмак с резьбовым отверстием под стопорный винт. Башмак нужен с подошвой от 100х100, т.к. фиксация задней бабки в режиме филамента фрикционная и лишь отчасти заклиниванием: стопорный винт дает только начальное прижимное усилие.
Об электроприводе торсиона
Электропривод самодельного торсионного станка
Работа на торсионном станке с ручным приводом шпинделя утомительна. Но главное – стабильного качества изделий такого, как на поз. 3 рис. с торсионными станками, добиться еще труднее. Причина – руками сложно создать равномерный по кругу вращательный момент, как и любым другим рычажным приводом. Поэтому торсионный станок для холодной ковки как раз тот случай, когда применение электропривода оправдано несмотря ни на что. Лучший вариант из подручных материалов – полуось ведущего моста заднеприводного автомобиля с зубчатой парой от дифференциала оттуда же, см. рис. справа; не забудьте только о защитном кожухе! Мотор – на 1,5-3 кВт и не более чем на 900 об/мин. Возможны и другие варианты конструкции, см. напр. ролик:
Интересные факты
Пик развития художественной ковки как отдельного искусства пришелся на 6-8 века н.э. Чтобы стать мастером, будущие кузнецы начинали обучение в раннем детстве. Вначале подмастерье только наблюдал и помогал кузнецу: подавал инструменты, следил за печью, подносил воду и дрова. Постепенно ученика допускали к простой работе: подготовке металла и ковке маленьких несложных элементов. Спустя 5-6 лет обучения молодой кузнец уже мог самостоятельно изготовить различные виды изделий: от дверных ручек до распашных кованых ворот.
Весь процесс ковки производился вручную. Опытный мастер мог определить тип металла, изучив слом изделия и тип выбиваемой искры. Температура тоже определялась по внешнему виду: ориентируясь на цвет раскаленной детали, мастер безошибочно определял, в какой момент она разогревается до требуемой температуры.
Особой популярностью пользовались кованые изделия, выполненные по индивидуальному заказу. В период с 13 по 15 век н. э. богатые вельможи любили украшать свои поместья коваными оградами, воротами, оконными решетками и различными предметами внутреннего интерьера. Многие изделия сохранились до наших времен, и являются культурным достижением нации.

Гефест — древнегреческий бог огня и кузнечного дела
Интересно о ковке металла
Интересный факт, одна из самых распространенных фамилий в мире произошла от кузнечного дела. Это Кузнецов в России, во Франции – Ферран, в Британии – Смит. Это говорит о распространенности этого ремесла по всему миру.

Кузнечное дело
Основой слова коварство, является глагол ковать. Дело в том, что многие народы и племена считали кузнечное дело малопонятным и покрытым тайной. Коварь (кузнец) изготавливает ковы, вяжет путы, так со временем существительное коварство обозначало мудрость, навыки, умение. Со временем, оно стало означать злобные планы и умыслы. Одновременно появились и словосочетания ковать свое счастье и ковать свою судьбу, носящие позитивный смысл.
Во время массовой унификации производства и применения такого оборудования, как прокатное, штамповочное, использование компьютерного управления практически вытеснило кузнечное дело из тяжелой индустрии, но оно осталось и пользуется популярностью и дизайнеров и специалистов по проектированию интерьеров. Современные кузнецы изготавливают продукцию, которая применяется при создании ограждений, лестниц, архитектурного оформления зданий и пр.
Прокатное оборудование для холодной ковки
Горячая штамповка
Но наш век, привел к тому, что проектирование кованых изделий выполняют на специальных конструкторских 3D программах, предназначенных для разработки деталей различного назначения.
Свободную ковку применяют ко множеству металлов. С помощью этой операции выполняют и предметы обихода, и предметы, представляющие собой художественную ценность. Кстати, этот способ обработки металла применяют и в ювелирном деле. В самом деле, самый ковкий металл – это золото. Оно обладает пластичностью, текучестью, тягучестью и многими другими свойствами, позволяющие получать из него бесценные изделия.
Ковка ювелирных изделий
Что нужно помнить, приступая к созданию станка для холодной ковки
Одним из важных вопросов, которые предстоит решить при проектировании и создании самодельного станка для холодной ковки выступает вопрос, какой металл нужно подобрать для изготовления рабочих органов. Простым и доступным вариантом для этого выступает покупка заготовок в строительном магазине. Это обойдётся относительно дёшево, а учитывая то, что станок будет собираться своими руками, то здесь можно сэкономить и на обработке, будет достаточно иметь болгарку и сварочный инвертор.
Но, при этом нужно понимать, что в магазине не продаются специальные сорта стали, скорее всего, это обычный прокат, не обладающий ни прочностью, ни долговечностью. В таком случае, не стоит рассчитывать на долгую службу шаблона, срок службы таких приспособлений составит всего 800-1000 рабочих циклов.
Художественная ковка и особенности стилистики
Грамотный подбор стиля ковки отвечает за образ общей композиции:
- Русско-византийский. Характеризуется сложными сплетениями геометрии и растительных мотивов. Данный стиль – это олицетворение русской духовность и элегантности аристократизма.
- Русский. Данный стиль особенно выделяет оригинальность и традиционный колорит. Отличается изобилием растительности в орнаменте. Универсальный выбор для оформления экстерьера частного домовладения.
- Барокко. Отличается величественностью, роскошью, сочетанием самых причудливых по форме завитков с гирляндами. Его часто используют в изготовлении ворот или калиток.
- Рококо. Стиль, который воплотил в себе экстраординарность и изысканность. Рожденный из предыдущего (барокко), вобрав в себя все его плюсы, только ему присуща еще особая изящество и филигранность.
- Ренессанс. Характеризуется симметрией и балансом орнаментов – они сходятся в центральной части, завиваясь в замысловатые спиралевидные формы. Отлично смотрится в интерьерах, создавая в нем дополнительный комфорт.
Умение комбинировать декоративные элементы в дизайне – это нетрудная задача, если знать нюансы сочетания:
- форм,
- размеров,
- количества деталей,
- цветов,
- и так далее.
Если есть хоть малейшее сомнение в правильности выбора в стилистике, то целесообразнее воспользоваться советами дизайнеров-профессионалов. Поделиться ссылкой:
https://youtube.com/watch?v=D9eAc7EmmoI
Ковка в экстерьере
Декорирование экстерьера загородного дома очень легко проводиться при использовании металлических конструкций. К ним относятся балконные решетки, козырьки для крыльца, крепления для фонарей. Также производятся и металлические вентиляционные решетки для оснащения крыш. Но самыми необычными элементами можно считать модели для сада:
- перголы и беседки (обеспечивают комфорт проведения отдыха, семейных и дружеских встреч);
- мостики (для небольших прудов или просто для украшения двора);
- арки (используются для красивого выращивания плетистых кустарников и цветов);
- садовые фигуры (смотрятся оригинально и необычно, позволяют выделить зону отдыха или провести зонирование участка).
Видео о холодной ковке
холодная ковка










Ковка металла горячего типа своими руками
горячая ковка
Если сравнивать данный вид ковки с холодно, то этот процесс намного сложнее и от мастера потребуется опыт работы с определенными инструментами и хорошая физическая подготовка. Процесс работы разделяется на определенные этапы:
- разработка эскизов либо чертежей;
- покупка необходимого материала;
- ковка.
В сущности, холодная и горячая ковка отличается в технологическом процессе обработки металлических заготовок. В первую очередь это относится к обработке.
Для ковки горячего типа можно использовать заготовки из любого металла. Но для более удобной работы используют уже подготовленные прутья с квадратным либо круглым сечением.
Помимо этого при горячей художественной ковке нет никаких ограничений для производства элементов для готовой конструкции. Естественно можно придерживаться производства стандартных элементов, но ковка горячего типа открывает возможность использовать всю фантазию мастера, а это открывает по истине не ограниченные возможности.
Любые изделия из металла при горячей ковке создают при помощи таких технологий для обработки металла:
- осадка;
- вытяжка;
- гибка;
- закручивание;
- разрубка;
- нанесение рисунка;
- набивка рельефов.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Ковка, гибка и штамповка
Чем отличается холодная ковка металла от, например, штампования? В штамповке материал не растекается совсем или делает это крайне слабо. Для примера следует осмотреть банку для пива – она выбита единственным ударом оголовья пресса для штампа.
Если это сложное изделие типа чайника, то пуансон будет раздвижной формы.
Естественно, что в домашних условиях очень тяжело орудовать этими прессами и ими тяжело делать кованные детали.
Если сравнивать холодную ковку с горячей – отличия видны сразу. При холодном варианте исходный материал не требуется нагревать. По сути, ковка такого вида – это наклепывание заготовки множеством ударов с применением необходимой силы. При этом изменяется структура материала: наружная часть становится более твердой, а внутренняя – способствует повышенной стойкости и вязкость детали.
Наклепывание производится с помощью механического молота. Его можно смастерить и самому, в чем-то это даже проще, чем изготовление некоторых станков для художественной ковки.
Холодная художественная техника – это гнутье или гибка металлической заготовки. Сама структура детали серьезно не изменяется, а переработанные физические и механические параметры не оказывают серьезного влияния.
Классификация декоративных элементов
Главная граница различия проходит между горячей и холодной ковками.
Горячая ковка
Если идет речь о создании сложных изделий из художественной ковки из стали с обширными орнаментами, то это можно сделать только с помощью горячей классической ковки с нагревом металла до ковочной температуры и достижения достаточной пластичности заготовок.
Если изделие из стали с низким содержание углерода, температуры нагрева вполне будет достаточно на уровне 1000 — 1100°С. Чем выше доля углерода в стальном сплаве, тем ниже уровень ковочной температуры. Заготовки нагреваются в печах или кузнечных горнах, в которых используется твердое топливо.
Штамповка или холодная ковка
Штамповка или холодная художественная ковка проводится при обычной температуре или небольшом нагреве до уровня начальных структурных изменений в металле – примерно 200 — 250°С.
Сказать, какой вид ковки лучше — трудно. Холодна ковка намного комфортнее в работе, не дает на поверхности окалины, кованые изделия отличаются точностью форм и размеров. Холодной ковкой отлично делаются рельефные узоры на листовом металле, с ее помощью куются капризные цветные металлы.
Зато при горячей ковке возможны любые модификации и формообразования – широта воплощения художественных идей намного больше.
Горячая ковка

В рамках горячей ковки происходит нагрев заготовки с целью повышения ее пластичности. Впоследствии используется гибочный и ударный инструмент для изменения геометрии детали. Посредством горячей ковки изготавливается множество стильных и оригинальных изделий: кованые навесы над дверью, декоративные украшения для построек, кованые двери на заказ.
Преимущества горячей ковки:
- Малый риск ошибки. Работая с раскаленным металлом, можно вносить существенные коррективы. Это позволяет исправить неточности, добиться наилучшего результата при взаимодействии со сложными компонентами.
- Вариативность. Горячая ковка предоставляет кузнецу большую свободу действий, открывает новые возможности для экспериментов.
Недостатки горячей ковки:
- Сложность. К навыкам мастера предъявляются повышенные требования. Необходимо уметь работать с молотом, знать температурные режимы для каждого типа сталей, правила отпуска и закалки.
- Необходимость в особом помещении. Для проведения работ нужен специальный горн, а также вспомогательные конструкции и элементы. К зданию, в котором организовывается мастерская, предъявляются повышенные требования безопасности.
Кованные перегородки
Простое зонирование любого помещения в жилище можно провести, используя металлические перегородки. Переплетающиеся узоры отдельных частей разделителя не «нагружают» пространство. Филигранный декор подходит для условного выделения зоны отдыха, работы. Применяются для разграничения площади столовой на две части: для готовки, приема пищи. Металл перегородок может окрашиваться. Самыми необычными считаются модели, покрытые золотистыми или серебристыми колерами. Эффект старины подчеркивает оригинальность их оформления. Формы перегородок бывают любыми: трапеция, прямоугольник, полумесяц. Они могут устанавливаться в рамки из дерева или монтироваться без дополнений. К отдельному виду относятся потолочные перегородки. Их крепят над порогами. Нестандартные разделители не занимают пространство помещений. Оптимально подходят для создания восточного оформления.








Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.





