

Точность измерений.
При обработке заготовок необходимо выдерживать определенные геометрические параметры поверхностей: размер, форму и относительное расположение. Степень приближения истинного параметра к его теоретическому значению называют точностью обработки.
Действительная поверхность детали после обработки может иметь различные отклонения от номинальной поверхности, определенной чертежом. К таким отклонениям относят отклонения действительных (измеренных) размеров детали от номинальных; отклонения во взаимном расположении поверхностей обработанной детали (отклонения от параллельности, перпендикулярности, заданных углов наклона одной поверхности относительно другой), волнистость поверхности и ее шероховатость.
Отклонения могут иметь разные числовые значения. Мерой точности того или иного параметра является допускаемое отклонение числового параметра от его номинального значения.
Отклонения формы и взаимного расположения поверхностей на чертежах имеют условные обозначения.
К отклонениям относят отклонения от прямолинейности, от плоскостности, от круглости, от цилиндричности и отклонения профиля продольного сечения.
Незначительные отклонения формы реальной поверхности от номинальной в виде неровностей с относительно малым расстоянием между ними называют шероховатостью. Если эти расстояния относительно велики по сравнению с высотой рассматриваемых неровностей, то такое отклонение называют волнистостью.
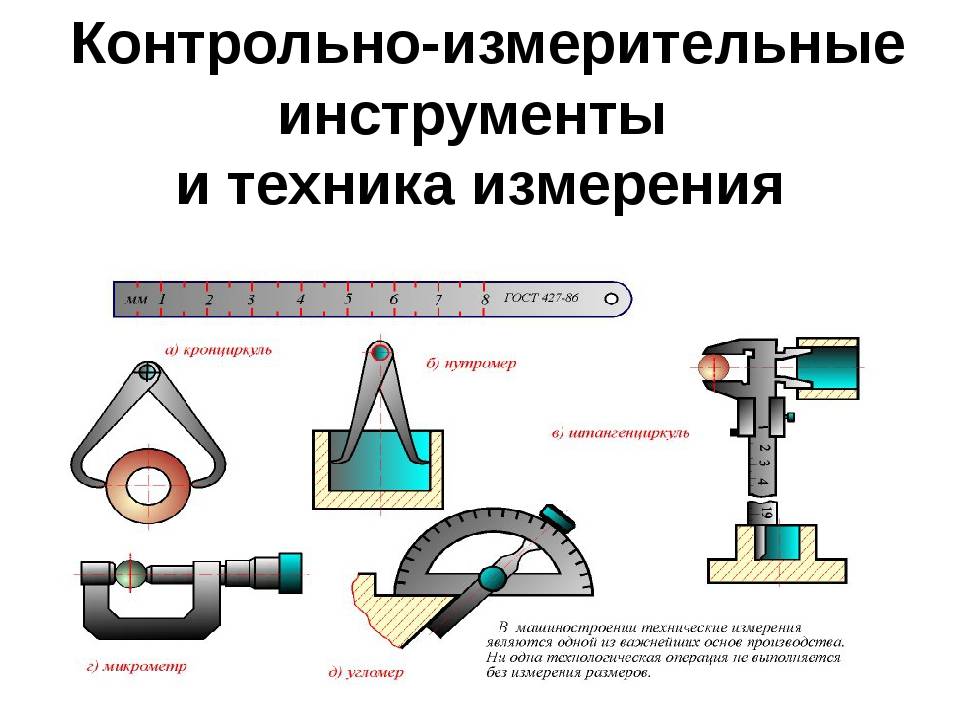
После обработки геометрические параметры детали должны быть проверены на их соответствие номинальным параметрам, указанным на чертеже. Контроль производится с помощью специальных контрольно-измерительных инструментов путем измерения действительных параметров обработанной детали.
Под измерением понимают сравнение контролируемой величины с другой величиной того же рода, принятой за эталон.
Точность измерения связана с определенным видом измерительного инструмента и может быть достигнута только при неукоснительном выполнении правил измерения.
Для повышения точности измерения необходимо повторять несколько раз, а затем вычислять их среднее арифметическое значение. Ни одно измерение невозможно произвести абсолютно точно, поэтому измеренное значение величины всегда отличается от ее действительного значения. Это отклонение называют погрешностью измерения.
Штангенциркуль
Штангенинструмент- общее название средств измерения, имеющих в своей конструкции мерную штангу. Stange — стержень, прут (нем). Нониусный штангенциркуль, очень популярный измерительный инструмент в машиностроении и домашнем инструментарии.
Основным элементом штангенинструмента является штанга, на которую нанесена главная шкала, с шагом 1 миллиметр и скользящий по ней ползун, с расположенным на нем нониусом (еще одна шкала).
Нониусный штангенциркуль довольно универсальный инструмент, но его разновидности могут отличаться узкой специализацией:
- штангенрейсмас- измерительный инструмент, имеющий основание, которое и является началом шкалы. Измерения штангенрейсмасом производятся на мерном столе, к которому предъявляются технические требования.
- штангенглубиномер- измерительный инструмент, применяющийся для определения геометрических параметров отверстий, пазов, уступов и т.д.
- штангензубомер- измерительный инструмент применяющийся для определения толщины зубьев.
Штангенциркуль ЗУБР «ЭКСПЕРТ», ШЦЦ-I-150-0,01,цифровой, нерж. сталь, металлический корпус,150мм, шаг измерения 0,01мм Конструкции нониусных штангенциркулей отличаются типоразмерами и характеристиками, формой подвижной рамки (ползуна), пределами измерения.
По исполнению, нониусные штангенциркули подразделяются на односторонние и двусторонние, с наличием глубиномера или без него.
Нониусные штангенциркули имеют предел измерения равный 0,1 миллиметра или 0,05 миллиметров. Предел измерения нониусной шкалы равен величине одного деления шкалы основной.
В процессе измерения, при помощи нониусного штангенциркуля, целое число миллиметров определяется по нулевому штриху на шкале нониуса, а количество десятых долей миллиметра определяется по полностью совпадающим штрихам на основной шкале и шкале нониуса.
Что такое класс точности
Сам по себе класс не является постоянной величиной измерения, потому что само измерение зачастую зависит от множества переменных: места измерения, температуры, влажности и других факторов, класс позволяет определить лишь только в каком диапазоне относительных погрешностей работает данный прибор.
Чтобы заранее оценить погрешность, которую измерит устройство, также могут использоваться нормативные справочные значения.
Устаревание, несовершенство изготовления измерителей, внешние воздействия — это основной показатель отклонения погрешностей.
Относительная погрешность — это отношение абсолютной погрешности к модулю действительного приближенного показателя полученного значения, измеряется в %.
Абсолютная погрешность рассчитывается следующим образом:
∆=±a или ∆=(a+bx)
x – число делений, нормирующее значение величины
a, b – положительные числа, не зависящие от х
Абсолютная и приведенная погрешность рассчитывается по следующим формулам, см. таблицу ниже
Толщиномер
Узнать какую толщину имеет материал либо его слой покрытия (краска, лак, грунт и иные материалы) позволяет это измерительное устройство. Применяется в автопромышленности, судостроении, строительстве.
Прибор в работе используют оценщики при экспертизе, страховые агенты, полировщики, оценивающие насколько качественно проведены покрасочные работы. Виды устройства, согласно принципа его работы, сферы использования, методу измерений:
- механический;
- магнитный;
- вихретоковый;
- ультразвуковой;
- электромагнитный.
Толщиномер имеет автоматизированный интерфейс. Чтобы узнать толщину измеряемой поверхности, устройство включают, направляют зонд, действуют согласно инструкции. На экране устройства будет отображена толщина нанесенного покрытия.
Приборы, применяемые при центровке валов электрических машин
Кроме перечисленных инструментов, при центровке валов электрических машин применяют индикаторы, уровни, виброметры, вибрографы, а также ряд приспособлений.
Индикатор
Индикаторы используют для измерения биения центрируемых валов, биения соединительных полумуфт, а также для проверки правильности формы названных выше деталей электрических машин. Индикатор (рисунок 6) представляет собой несложный прибор, состоящий из собственно индикатора 1 с измерительным стержнем 2, укрепленного при помощи держателя 3 на стойке 4, которая установлена на штатив 5.
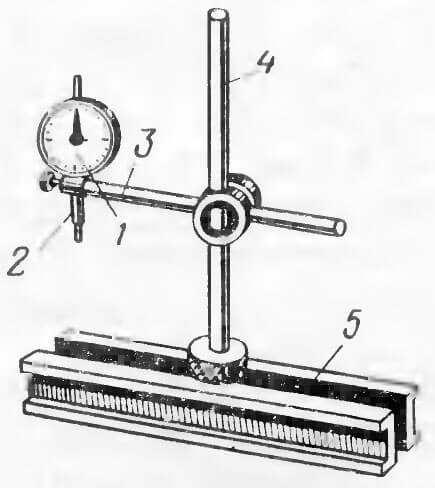
Рисунок 6. Устройство индикатора
Для производства измерения (например, биения вала) индикатор устанавливают на неподвижной опоре, которая не испытывает вибрации, а измерительный стержень – перпендикулярно оси вала и слегка нажимают на проверяемую поверхность. Конструкция индикатора основана на применении зубчатого зацепления, преобразующего поступательное движение измерительного стержня во вращательное движение стрелки индикатора. Индикаторы изготавливают с пределами измерений 0 – 2; 0 – 3; 0 – 5 и 0 – 10 мм и точностью отсчета основной шкалы индикатора 0,01 мм.
Уровень
Уровни применяют при выверке лини валов соединяемых машин, а также для проверки горизонтальности фундаментных плит в процессе установки электрических машин и приводимых ими в действие механизмов. Для указанных целей используют уровни: рамный, с микрометрическим винтом типа «Геологоразведка» и гидростатический.
Рамные уровни выпускаются со сторонами размерами 200 × 200 мм и 300 × 300 мм и с ценой деления от 0,02 до 0,3 мм. Под ценой деления понимается угол наклона ампулы или величина подъема в миллиметрах на 1 м, соответствующие перемещению пузырька на одно деление.
Рабочие поверхности уровня – плоские; на нижней, верхней и одной из боковых поверхностей имеются призматические выемки.
Уровень типа «Геологоразведка» с микрометрическим винтом показан на рисунке 7. Верхняя часть его представляет собой цилиндрическую стеклянную ампулу, заключённую в металлический цилиндр с вырезом. Цилиндр с одно стороны шарнирно соединен с корпусом уровня, с другой стороны его находится микрометрический винт с делительной головкой, поворот которой вызывает подъем или опускание конца цилиндра с ампулой. Цена деления 0,1/1000 мм, то есть одно деление соответствует подъему в 0,1 мм на 1 м.
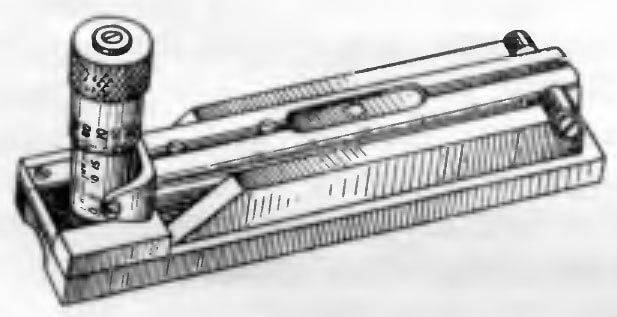
Рисунок 7. Внешний вид уровня типа «Геологоразведка» с микрометрическим винтом
Для определения уклона какой либо поверхности пузырек в ампуле приводится в нулевое положение вращением микрометрического винта, после чего отсчетом на микрометрической головке определяют величину уклона. Для проверки правильности полученных показаний следует повернуть уровень на 180°.
Виброметр
Виброметры (рисунок
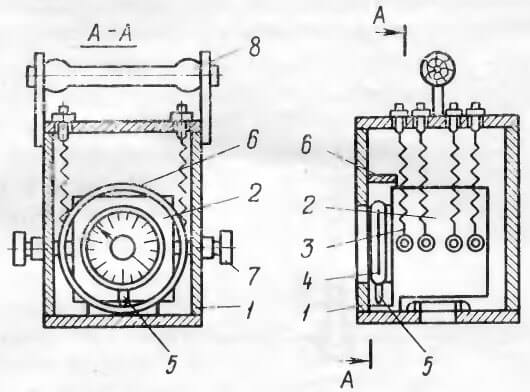
Рисунок 8. Устройство виброметра
Вибрацию следует замерять в трех направлениях; вертикальном осевом (вдоль оси машины) и поперечном (в горизонтальной плоскости перпендикулярно оси машины).
При измерении вибраций от 0,05 до 6 мм у электрических машин с номинальной частотою вращения более 750 об/мин следует применять ручные вибрографы ВР-1.
Виброграф ВР-1
Виброграф ВР-1 (рисунок 9) состоит из передающего рычажного механизма, устройства для передвижения ленты и отметчика времени.
На оси 1 (рисунок 9, а) имеется штифт 2, прикасающийся к вибрирующей поверхности. Ось при помощи шарнира 3 связана со стальным пером 4, которое может поворачиваться вокруг оси рукоятки 5. Пружина 6, натяжение которой можно регулировать, предназначена для получения надлежащего контакта между штифтом и вибрирующей поверхностью. Кривая вибрации записывается острием пера, царапающего на бумажной ленте 7, покрытой слоем воска. Лента передвигается с определенной скоростью при помощи часового механизма с пружинным заводом. Отметчик времени делает отметку на ленте каждую секунду, что дает возможность определить частоту вибраций.


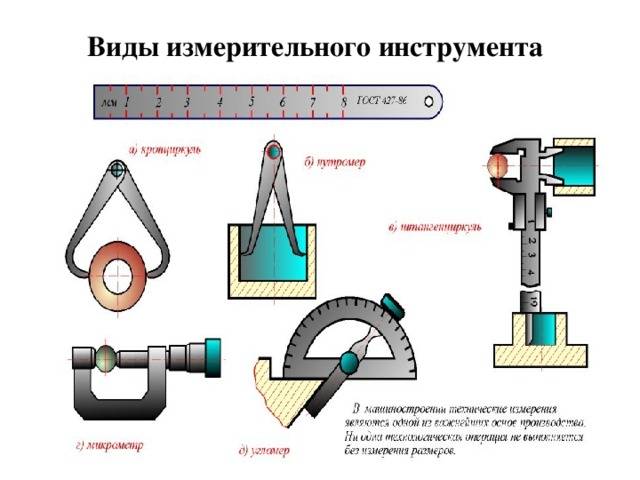







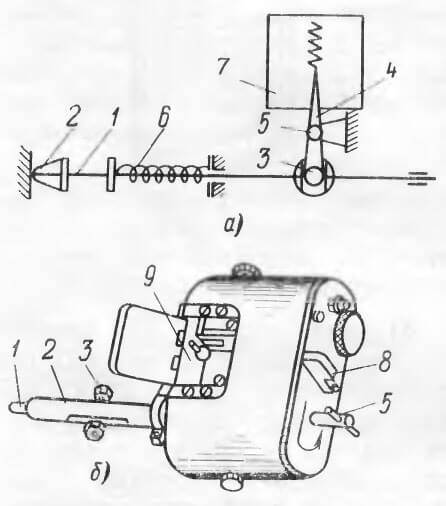
Рисунок 9. Устройство вибрографа
Общий вид вибрографа приведен на рисунке 9, б. Ось 1 со штифтом помещается в направляющей трубке 8. Для регулирования натяжения пружины используется винт 9. Рычажок служит для включения и отключения движения ленты и отметчика времени. Пружину часового механизма заводят рукояткой 5. За движением пера вибрографа наблюдают через лючок в корпусе. Прибор снабжен рычажным увеличителем записи колебаний, надеваемым на направляющую трубку и позволяющим увеличивать записи в 2 и 6 раз.
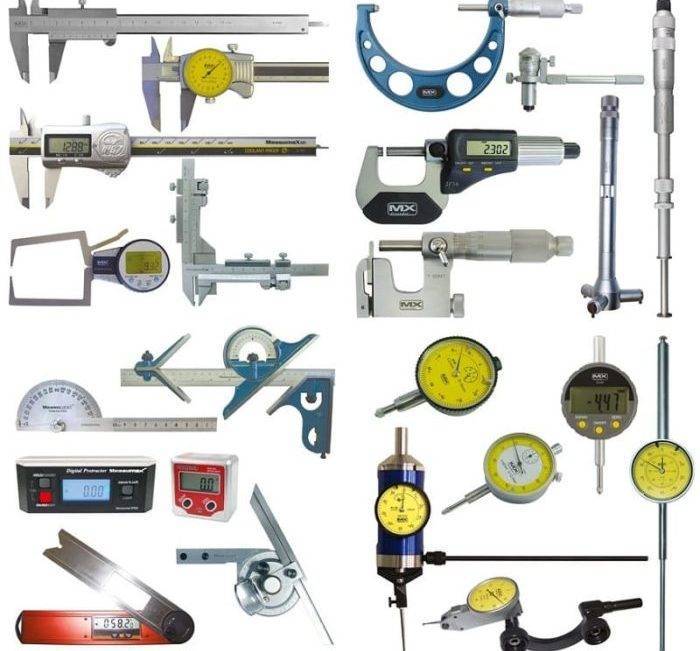
Измерительные инструменты в металлообработке
Для производства различных изделий из металла в последнее время все чаще используются надежные магнитные станки. Проверить готовый результат, измерить диаметр окружности, длину и толщину изделий разной формы, глубину и другие параметры отверстий, выполнить разметку позволяют современные измерительные приборы.
Какие инструменты для замеров применяются в металлообработке?
Отдельно выделяют контрольные приборы, которые служат для проверки возможных дефектов изготавливаемой продукции. Для каждой сферы обработки металла такие устройства отличаются различными формами и характеристиками. Это специальный инструмент, поэтому покупается он чаще всего напрямую у производителей, предлагающих оборудование для промышленной обработки металла.
Универсальные измерительные приборы в данной сфере:
штангенциркуль – измеряет диаметр и толщину заготовок и деталей, служит для замеров внутреннего диаметра трубы,
штангенглубиномер – измеряет глубину отверстий с высокой точностью,
микрометр – необходимый в промышленности прибор, дающий максимальную точность замеров до мкм (микронов),
нутромер – изделие для замера линейных размеров пазов, отверстий и других углублений в деталях.
Этот комплект измерительных инструментов в металлообработке применяют практически на каждом предприятии как на стадии подготовки заготовки к обработке, так и для проверки результатов работы.
Разновидности современных измерительных систем
Раньше применялись аналоговые устройства, результаты замеров на которых нужно было смотреть на обычной шкале. Сегодня такие варианты утрачивают популярность, они неэффективны в условиях плохого освещения, присутствует человеческий фактор в проведении замеров.
Электронные устройства отличают многие преимущества:
возможность проведения замеров в любых условиях, включая полную темноту,
вывод данных в нескольких метрических системах и разных единицах измерения,
компактность и простота использования, достаточно лишь вовремя менять батарейки,
возможность применять различные инструменты для металлообработки вместе с измерителями,
вывод информации на экран в цифровом виде, практически невозможно ошибиться при считывании.
Такие приборы оказываются гораздо эффективнее, позволяя с высокой точностью проводить нужные замеры. Их применяют в комплексе с магнитными сверлильными станками для проверки результатов работы на каждом этапе. Но и аналоговые измерители остаются в строю. Они дешевле, дольше служат, более просты в применении.
Где купить инструмент для обработки металла?
предлагает качественные магнитные станки с компактной конструкцией и мощными двигателями. Оборудование может выполнять широкий спектр работ, его монтаж на любую металлическую поверхность не вызовет трудностей, что особенно актуально для работы в условиях стройплощадок.
В предложении компании представлены также инструменты и другие аксессуары для работы с металлическими заготовками разного типа. В каталоге легко выполнить подбор по конкретным параметрам, можно получить рекомендации специалистов. По всем вопросам покупки оборудования, доставки, гарантий звоните менеджерам компании.
Общие сведения

Измерительным прибором называют такое устройство, которое позволяет получить значение некоторой физической величины в заданном диапазоне. Последний задается с помощью приборной шкалы. А также технические приборы позволяют переводить величины в более понятную форму, которая доступна определенному оператору.
В настоящее время список измерительных приборов довольно широк, но большинство из них предназначается для контроля за проведением технологического процесса. Таким может быть датчик температуры или охлаждения в кондиционерах, нагревательных печах и других устройствах со сложной конструкцией.
Чтобы узнать больше сведений о конкретном инструменте, необходимо рассмотреть определенную классификацию контрольно-измерительных устройств и приборов.
Мерительный инструмент
В зависимости от назначения в процессе производства средства измерения и контроля линейных и угловых величин подразделяются на группы.
- Калибры гладкие (резьбовые скобы, кольца, пробки, нутромеры, штихмасы, калибры для высот, глубин, отверстий) — для контроля гладких валов и отверстий, высот, глубин, уступов и длин.
- Калибры резьбовые (резьбовые скобы, кольца и пробки) — для контроля наружной и внутренней резьб.
- Калибры комплексные и профильные (калибры шлицевые, пазовые и шпоночные, калибры для конусов, углов) — для контроля форм и положения поверхностей деталей, узлов и изделий.
- Меры и поверочный инструмент (меры длины концевые, меры угловые, щупы, линейки, угольники, образцы чистоты поверхности) — для проверки прямолинейности, плоскостности, параллельности, угловых величин у изделий и чистоты поверхности изделий.
- Приборы и инструмент нониусный (штангенциркули, глубиномеры, рейсмусы, микрометры, микрометрические штихмасы и глубиномеры, угломеры, уровни) — для контроля и измерения линейных, диаметральных наружных и внутренних размеров, угловых размеров, элементов резьбы и зубчатых зацеплений.
- Приборы и инструмент механические (микрометры и скобы рычажно-чувствительные, индикаторы, миниметры) — для контроля и измерений линейных, диаметральных наружных и внутренних размеров, угловых размеров, элементов формы, положения, резьбы и зубчатых зацеплений.
- Оптико-механические, электронные, лазерные измерительные средства.
Проверка точности и отклонений
В процессе сборки и ремонта механизмов и конструкций важным этапом является проверка зазоров, точности взаимного расположения деталей и узлов, выверка осей относительно друг друга. Для этих целей используются следующие измерительные инструменты:
Поверочные линейки. Применяются для определения отклонений плоскостности и прямолинейности поверхности деталей. Подразделяются на лекальные трехгранные, лекальные четырехгранные и с двухсторонними скосами.

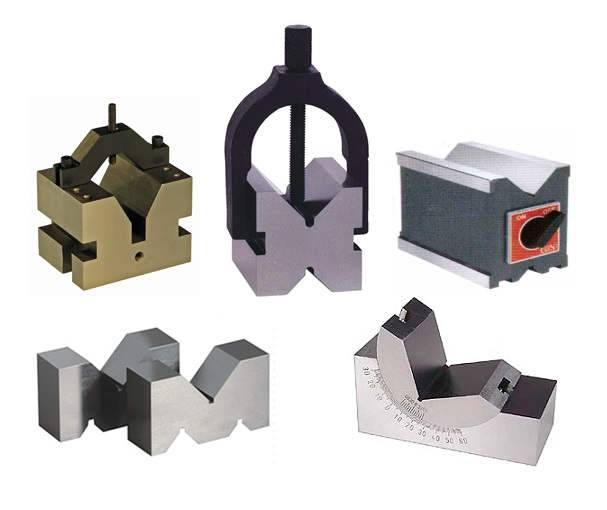
Поверочные призмы. Применяются для разметки, позиционирования и выверки осей или валов механизмов, а также для контроля параллельности и вертикальности деталей. Кроме того они применяются для крепления деталей при механической обработке.
Угломеры. Измерительный инструмент используемый для проверки точности углов. Слесарные модели оснащаются нониусной шкалой для точных замеров отклонений.

Шаблоны радиусные и резьбовые. Представляют собой набор пластин определенной формы, предназначенные для определения, соответственно, радиуса кривизны детали или шага резьбы путем приложения к контролируемым поверхностям. Радиусные шаблоны выпускаются вогнутой и выпуклой формы.

Первые применяются для определения наружного радиуса, выпуклые – для внутренних отверстий. Резьбовые шаблоны позволяют определить шаг метрической резьбы или количество ниток на дюйм у дюймовой.

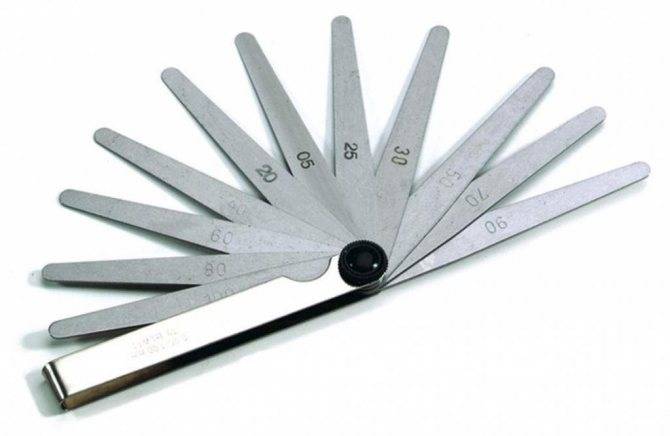
Щупы. Наборы измерительных пластин толщиной от 0,02 до 1 мм для определения зазоров между сопряженными поверхностями. Размер зазора определяется путем постепенного увеличения толщины вводимых щупов до достижения максимума.
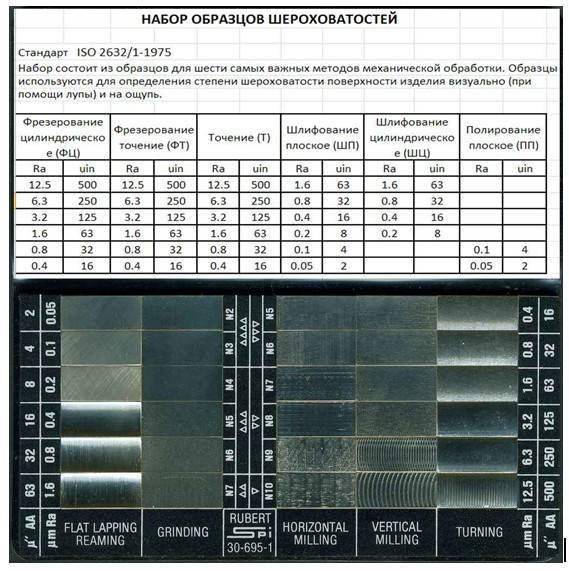
Образцы шероховатости поверхностей. Поставляются набором для определения параметра шероховатости металлических деталей, качества поверхностей в труднодоступных местах и контроля в процессе производства.
Для получения максимально точных значений необходимо строго придерживаться инструкций по эксплуатации инструмента — не прилагать чрезмерных усилий, очищать от загрязнений, хранить в футляре, оберегать от механических ударов и выполнять другие требования.
Сверлильный и резьбонарезной инструмент столяра
Для сверления отверстий в древесине применяют:
- напарье и центровую перку – перьевое или ленточное сверло с деревянной ручкой. В центре режущей кромки перки имеется винтовая резьба;
- буравчик – небольшое сверло с конической режущей частью и резьбой;
- раздвижное сверло для сверления неглубоких отверстий большого диаметра, возле режущей части которого имеется выдвижная штанга с резцом на конце;
- коловорот — инструмент с патроном для зажима сверл, имеющий коленчатую конструкцию;
- ручную или электрическую дрель;
- сверлильный станок.
Сверла для древесины имеют шип или винтовую резьбу в центре режущей кромки для облегчения процесса сверления и выступы по краям режущей кромки для повышения гладкости стенок отверстия.
Пазы различной формы проделывают стамесками и долотами. Долото отличается от стамески наличием металлического кольца на конце ручки. Стамеска имеет более тонкое лезвие, применяется для выборки небольших пазов, снятия фасок. Долото служит для выдалбливания отверстий.








Для нарезания резьбы используют специальные плашки (вентильни), фрезы, метчики, токарные станки с соответствующей оснасткой. Резьбу по дереву нарезают с большим шагом, она имеет круглый или трапециевидный профиль.
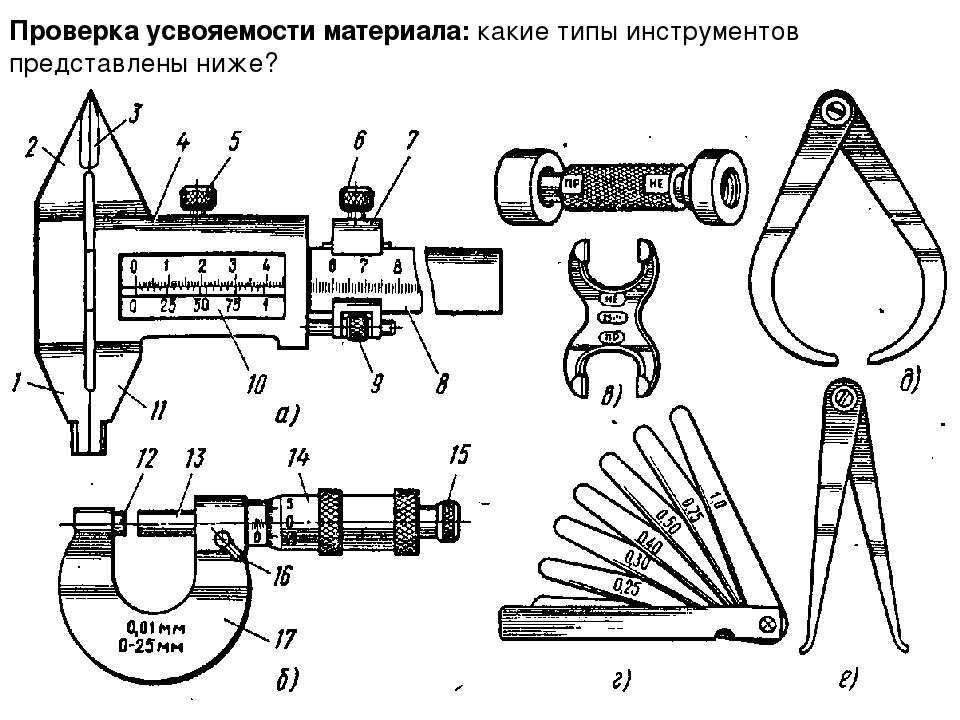
Штриховые приборы с нониусными шкалами
Наиболее популярным представителем этого класса является штангенциркуль. Конструктивно прибор представляет собой штангу из твердого сплава, которая с одного конца заканчивается губкой. На поверхности штанги нанесена метрическая шкала с ценой деления 1 мм. По желобу штанги перемещается каретка: один ее конец заканчивается губкой. На каретке нанесена штриховая шкала. В промышленности применяется несколько видов нониусов:

- на 9 или 19 делений — с точностью 0,1 мм;
- на 39 делений — с точностью 0,05 мм.
Разновидностью штангенинструментов являются мерители со стрелочным индикатором и приборы с цифровыми электронными датчиками. В первом случае поступательное движение во вращательное преобразуется системой шестерен с ползуном. Точность такого штангенциркуля повышается до 0,02 мм. Электронные устройства обеспечивают измерения с точностью 0,01 мм. Штангельрейсмасс — подвид штангенциркуля, выполненный на стационарной подставке. Этот ручной прибор предназначен для измерения и нанесения разметки.
Микрометрический инструмент — это винтовая пара с мелкой резьбой, к которой присоединена скоба с прецизионной пяткой. Поступательное движение винту сообщается с помощью двух вращающихся механизмов: барабана и трещотки. Порядок измерения:
- измеряемая деталь устанавливается между винтом и пяткой;
- барабан поворачивают до тех пор, пока деталь не соприкоснется с двух сторон с винтом и пяткой;
- трещоткой доворачивают механизм до полной фиксации детали.
Устройство и технические характеристики
Большая часть мерительного инструмента нормируется требованиями ГОСТ. В системе стандартов, принятых в нашей стране их можно насчитать не менее сотни. На основании ГОСТ, предприятия – изготовители имеют право выпускать собственные технические условия (ТУ) на выпуск той или иной продукции. Надо понимать, что инструмент, производимый на основании ТУ никоим образом, не уступает тому, который отвечает требованиям ГОСТ. Но исторически сложилось так, что если на паспорте, который доложен сопровождать любую инструментальную продукцию, указан, к примеру, ГОСТ 20162-90, то такая продукция вызывает большее доверие со стороны потребителей.
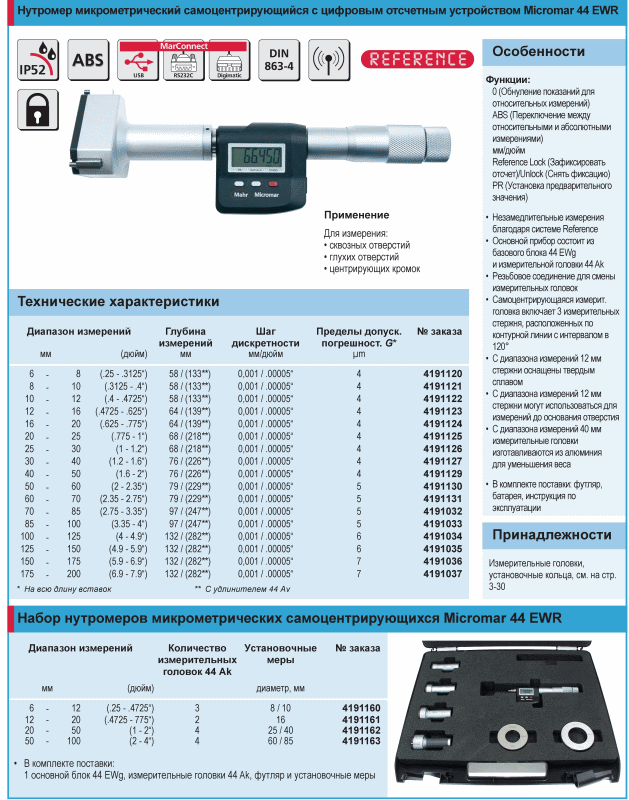
Технические характеристики нутрометра
Между тем устройство измерительных инструментов и приборов ничем не отличается от тех, которые произведены на основании ТУ. Это не касается той инструментальной продукции, которая изготовлена кустарным образом, и их показаниям доверять нельзя по определению.
Требования к измерительным приборам и инструментам, как уже отмечалось выше, определены в ГОСТ. В качестве примера того, какие требования предъявляются к мерительному инструменту, можно рассмотреть линейку измерительную, ГОСТ 427.
В нем определено, какие виды, и формы металлических линеек производят. Определено, какие виды шкал могут быть нанесены, на поверхность инструмента. В этом же документе регламентированы допуски на габаритные размеры, указаны предельные отклонения, которые касаются разметки металлической линейки.Определен материал, из которого допустимо изготавливать этот класс инструмента, и описаны покрытия, которые наносят на поверхность изделия.
ГОСТ очень серьезно подходит к порядку приемки готовой продукции. Кроме того, не менее тщательно определены порядок хранения, упаковки и транспортировки груза.
Классификация измерительных инструментов
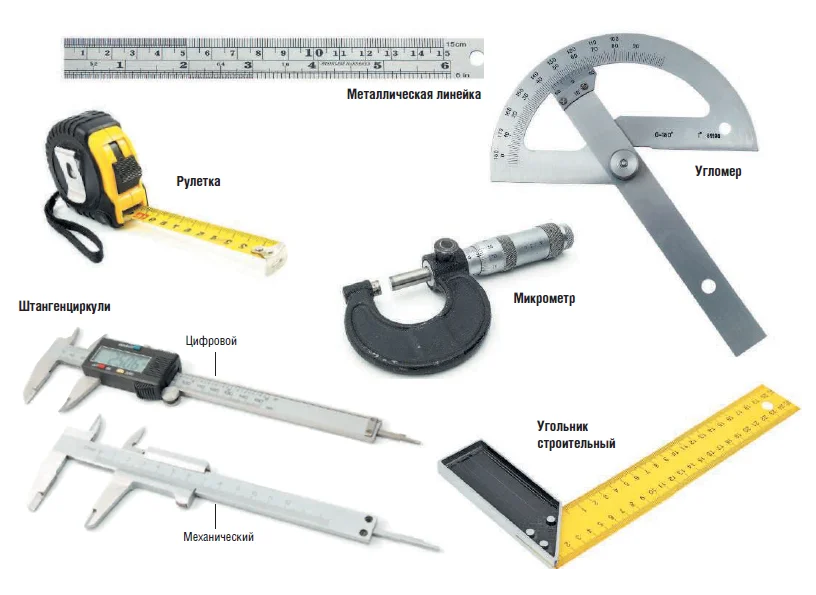
При проведении работ, связанных с изготовлением различных деталей, ремонтных и строительных работ и пр. применяют контрольно-измерительные инструменты. Предприятия, занимающиеся производством этой продукции, выпускают множество видов измерительного инструмента – ручной, универсальный, цифровой и пр.
К ручному измерительному инструменту относят такие, как — линейки, рулетки, угольники, штангенинструмент, микрометрический и пр. Большая часть ручного инструмента относится к универсальному измерительному инструменту. Такие изделия можно применять при проведении замеров большей части деталей и узлов.

Ручные измерительные инструменты
Для выполнения точных замеров применяют инструмент с установленным на нем лазером. Такие изделия применяют в строительстве – это уровни, дальномеры, и другие изделия, предназначенные для выполнения разметки фронта работ или проведения геодезических исследований. Лазерный измерительный инструмент отличается простотой в эксплуатации, точностью снятых показаний. Большая часть такого инструмента может передать полученные данные для дальнейшей обработки в компьютер.
Строительный измерительный инструмент нашел свое применение на строительной площадке. Он отличается простотой в эксплуатации, ручной, не отличается высокой точностью. В то же время на стройплощадке применяют инструмент, использующий лазерный луч. Это позволяет выполнять замеры с точностью до долей миллиметра.
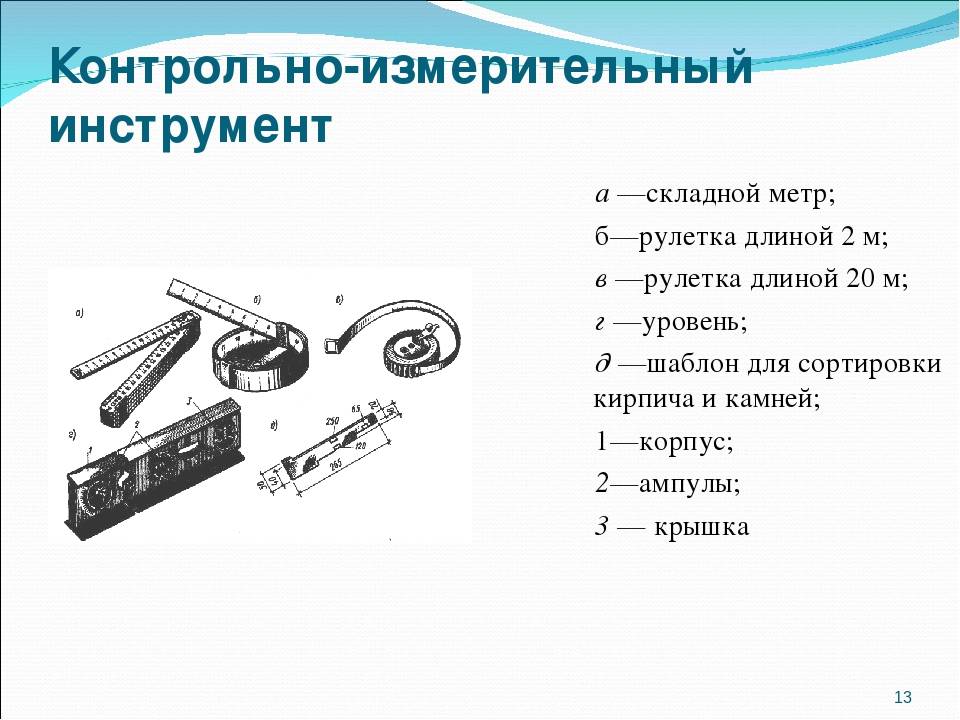
Измерительный и разметочный инструмент применяют перед началом работ. С его помощью производят разметку заготовок, обрисовывают контуры будущей детали и только после этого приступают к ее изготовлению. В плотницких и столярных работах применяют следующие инструменты – складной метр, рулетку, уровень, в том числе и гидравлический. Кроме этого, используют и такие, как рейсмус, циркули, угольники разных размеров. Существуют и такие приборы, как ерунок или малка. Для работы с металлом применяют другие приборы, например, штангенрейсмас или штангенциркуль с разметочными губками. Для работы с металлом целесообразно использовать и так называемые слесарные линейки, изготавливаемые из качественной нержавеющей стали и имеющие цену деления от 1 до 0,5 мм. Кроме этого, в производстве применяют лекала, их используют для разметки сложных дуговых линий.
Механический измерительный инструмент можно подразделить на пять классов:
- бесшкальный;
- штангенинструмент;
- головки;
- зубчато-рычажный;
- микрометрический.
К первому классу относят линейки – поверочные и лекальные. С их помощью проверяют прямолинейность поверхности. Она может быть выполнена на просвет, или для этого используют щупы.Для контроля просвета поверочную линейку укладывают на контролируемую поверхность, например, на станочные направляющие. К мерительным устройствам этого класса относят поверочные плиты, концевые меры длины и многие другие.
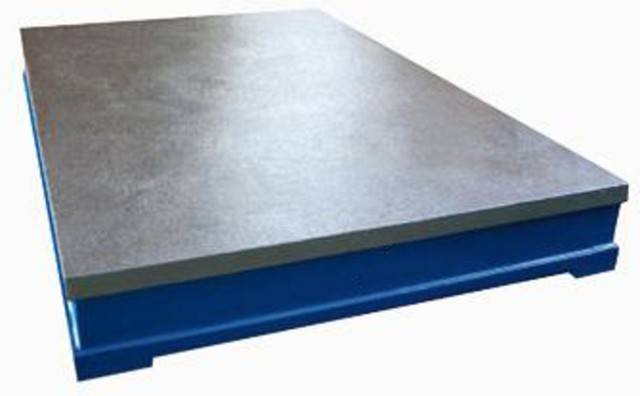
Поверочная плита
Штангенинструмент состоит из двух контрольных поверхностей, между которыми и выставляют размер. Одна поверхность является частью штанги, на второй подвижной или закреплена контрольная линейка, на которую нанесены размерные риски. Они могут иметь разную цену деления в зависимости от точности инструмента.Инструмент этого класса применяют для замера внешних и внутренних размеров – штангенциркули, для выполнения замеров глубины паза. С помощью инструмента этого типа контролируют размеры зуба в шестерне.
Измерительными головками называют устройства, которые преобразуют перемещения мерительного наконечника в движение стрелки на круговой размеченной шкале. Эти устройства применяют, например, для выполнения замеров биения детали, зажатой в патрон токарного станка. Для удобства работы с такой головкой, на заводском сленге ее называют «часы», применяют стойки или штативы. Измерительные головки разделяют на:
- пружинные;
- рычажно – зубчатые;
- рычажные.

Измерительные головки
У микрометрического инструмента главным элементов является шпиндель, на поверхность которого нанесена особо точная резьба. Этот инструмент способен проводить замеры с точностью до 0,01 мм. Микрометрический инструмент устанавливают в скобы,приспособления и пр. представители этого класса инструмента — микрометры, микрометрические нутро- и глубиномеры пр.
Контроль сварных швов и соединений
Контроль качества сварных швов – проверка качества работы сварщика и надежности конструкции. Благодаря этой процедуре можно выяснить, подходит ли изделие для эксплуатации, узнать, насколько оно долговечно и безопасно. Все сварные швы обязательно должны тщательно проверяться перед введением объекта в эксплуатацию. Некоторые незначительные дефекты, такие как царапины, поры, трещины и проч. можно увидеть и невооруженным глазом, а более серьезные недостатки, которые скрыты внутри, можно определить лишь используя специализированное высокоточное оборудование.
Цены на услуги
| Состав работ, входящих в испытание продукции | Нормативный документ | Стоимость, руб., в т.ч. НДС 18% | ||
| Контроль сварных швов | ||||
| 1 | Ультразвуковой контроль (1 п.м.) | — Подготовка оборудования — Проведение контроля — Обработка результатов — Оформление протоколов | ГОСТ Р 55724-2013 СП 70.13330.2012 | от 1 000 |
| 2 | Визуальный контроль (1 п.м.) | — Подготовка оборудования — Проведение контроля — Оформление протоколов | РД 03-606-03 СП 70.13330.2012 | от 100 |
В каких случаях необходимы испытания
Контроль качества сварных соединений и швов обязательно проводится после завершения работ по изготовлению продукции. Исследование поможет найти ошибки сварщика и убедиться в высоком качестве изделия до его ввода в эксплуатацию. Проверка позволяет избежать многих проблем, вызванных дефектами. Например, если не провести контроль качества сварных швов трубопроводов, есть риск прорыва труб, а такая авария чревата большими затратами денег и времени на устранение последствий.
Также процедуру рекомендуется повторять регулярно, если конструкция подвергается значительным нагрузкам. В этом случае контроль сварных швов трубопроводов и другой продукции позволит найти и своевременно устранить дефекты, появившиеся в процессе эксплуатации.
Неразрушающие методы
Неразрушающий контроль сварных швов не влияет на пригодность изделия к эксплуатации, поэтому его применяют в большинстве случаев.
Существует несколько методов:
Зачастую неразрушающий контроль сварного шва рекомендуется проводить с использованием нескольких методов. Это позволяет получить наиболее точные и полные данные.
Разрушающие методы
Разрушающий контроль сварных швов металлоконструкций актуален только при условии, что деталь была изготовлена с использованием постоянного типа сварки. При его применении испытания проводят либо на контрольных образцах, либо на участке изделия. Разрушающих методов несколько:
- ударный изгиб;
- испытание на статическое растяжение;
- статический изгиб;
- проверка устойчивости к механическому старению;
- измерение твердости на разных участках.
Разрушающий контроль сварных соединений металлоконструкций позволяет оценить не только квалификацию сварщика, но также правильность подбора материалов, режимов и технологий.
В лаборатории «Стандарт» вы можете заказать исследование с использованием любого из перечисленных выше методов. Мы проводим контроль качества сварных соединений металлоконструкций с использованием сертифицированного оборудования и технологий, соответствующих установленным требованиям и стандартам. Точность данных гарантирована.
Сделать заказ
Обратитесь к нам, чтобы заказать измерительный контроль сварных швов и получить профессиональную консультацию по вопросам выбора метода.
2021 Аккредитованная строительная лаборатория СТАНДАРТ
Promopage — создание и продвижение сайта
- Для клиентов
- Наши работы
- Сертификаты
- Сделать заказ
- специалисту
- Заказать обратный звонок
- Наши услуги
- Испытание грунтов
- Отбор кернов бетона и асфальтобетона
- Испытание песка
- Испытание щебня
- Испытание асфальтобетона
- Испытание строительного раствора
- Испытание бетонной смеси
- Испытание бетона
- Испытание легкого бетона
- Адрес лаборатории
- г. Москва, 8-й проезд Марьиной Рощи, 30с1 шоссе, д. 170Г
- Схема проезда
- Контакты
- +7
- пн-пт с 8:00 до 21:00
- сб-вс с 10:00 до 18:00
Спасибо! Ваш заказ принят.
Менеджер свяжется с Вами в ближайшее время.
Оценка статьи:
ВИК сварных швов металлоконструкций Ссылка на основную публикацию
Похожие публикации
Как определить катет сварного шва?
Дополнительные устройства
Чтобы определить шаг резьбы, специалисты советуют использовать набор резьбомеров. Предварительно потребуется подобрать профиль гребенки к углу профиля резьбы. При необходимости дополнительно замеривают наружный диаметр изделия. Для этого используют штангенциркуль. Если полученные данные совпадают, тогда число ниток либо шаг определены правильно. Чтобы произвести точные измерения, применяют инструментальный микроскоп.







Для проведения сверхточных измерений рекомендуется использовать рулетку. Лазерный измерительный инструмент обладает следующими преимуществами:
- функциональность (расчет площади помещения, наличие встроенного калькулятора, память измерений);
- надежность;
- ремонт;
- высокая точность измерения (1,5-2 мм);
- измерение большого расстояния (до 200 м).
Лазерная рулетка укомплектовывается оптическим либо цифровым визиром, уровнем и уклономером. Для проведения измерительных работ специалисты рекомендуют применять только исправные устройства. При необходимости контролер измерительных приборов и специального инструмента произведет калибровку и проверит технологическое оснащение средств измерения. Специалисты выделяют следующие методы поверки инструментов для разметки:
- без применения средств сравнения;
- сличение используемого агрегата с образцовым аналогом при помощи компаратора;
- прямое и косвенное измерение.
Первичная поверка проводится после производства и ремонта устройства.
Каждый эксплуатируемый инструмент проходит периодическую поверку.
Для подтверждения пригодности средства проводится внеочередная поверка.
При необходимости производится ремонт измерительного инструмента. Для контроля средства измерения на предмет его пригодности к использованию в мировой практике применяют калибровку. В специальной лаборатории проводится калибровка измерительных приборов с целью определения и подтверждения их характеристик и функций. Полученный результат удостоверяют соответствующим знаком (его наносят на измерительный прибор) либо сертификатом и записью в эксплуатационной документации.





