

Срок полезного использования
Реальный срок полезного использования ленточнопильных станков — это «моточасы», т.е. время, которое станок находился в работе до списания. Его иногда путают со сроком владения, но это разные показатели.
Недорогие бытовые станки не рассчитаны на долгое время, потому что в быту для них не бывает большого объема работы. Поэтому речь идёт о профессиональном оборудовании. Здесь срабатывает правило — чем дороже стоимость станка, тем больше он может прослужить.
Ленточнопильный двухколонный полуавтоматический станок Everising H-1010. Фото Стербруст
Это правило нелинейно, бывает, что цену добавляют дорогие раскрученные бренды. А малоизвестный скромный производитель может выпускать более дешевую и надежную продукцию.
Тем не менее стоимость станка и срок его службы логично связаны между собой.
Гарантийные сроки
Их нельзя увязывать со сроками полезного использования. Большинство производителей стараются не обременять себя долгосрочными обязательствами перед клиентами. Поэтому гарантийный срок у многих производителей составляет 1 год.
Станок ленточнопильный полуавтоматический двухколонный DISPA DY-550. Фото Станочный мир
Но некоторые компании, полностью уверенные в надежности своей продукции, увеличивают этот срок до 2-3 лет.
Ремонтопригодность
Этот показатель крайне важен для срока службы станка. Если станок легко ремонтировать, он может работать много десятков лет. Поэтому услуги по ремонту востребованы у клиентов. Исправление незначительной поломки возможно выполнить самостоятельно. Для этого требуется приобрести необходимые комплектующие — ленточные пилы и прочие запчасти.
Определить хорошую ремонтнопригодность ленточнопильного станка можно по следующим признакам.
Массивная литая станина
Это основа станка, на которую всегда можно поставить новую деталь. Если станина слабая и разрушается, ленточнопильный станок выходит из строя полностью.
Двухстоечный ленточнопильный станок СРЗ 200-04. Фото Завод Ростанко
К тому же литье выполняют из крупнопористых сплавов, которые гасят разрушающие вибрации и шумы.
Стандартные детали
В основном это касается шариковых и роликовых подшипников. Если в станке применяются ГОСТ-овские подшипники, их всегда можно купить в любой специализированной фирме и заменить.
Простота конструкции
Она обеспечивает легкий доступ к большинству узлов. Также, если на станке нет множества сложных, витиеватых деталей, а есть простые, например, валы и шкивы, их всегда могут сделать в большинстве металлообрабатывающих цехов.
Ленточнопильный вертикальный станок MAKITA LB1200F. Фото 220Вольт
Специальные сложные детали придется заказывать у фирмы производителя, что не всегда дешево. К тому же бывает, что модель снимают с производства, а через некоторое время прекращают и выпуск запасных частей к ним
Электропривод
Хотя электродвигатель стоит на каждом ленточнопильном станке, его можно считать самостоятельным элементом. Выходят из строя они совсем по своим причинам (перепады напряжения, пробой изоляции и межвитковое замыкание и т.д)
Важно, чтобы на ленточнопильном станке стоял типовой двигатель, который в случае поломки можно будет свободно и недорого купить
Ленточнопильный станок Bomar SV 330. Фото Bomar
В итоге. Реальный срок полезного использования ленточнопильного станка определить точно нельзя. Он зависит ещё и от условий эксплуатации, правильного обращения и ухода. Но условно можно сказать, что срок рационального использования такого станка — около 10 лет. Потому что спустя такой срок обязательно появляются более передовые и производительные модели.
Формальный срок полезного использования
Кроме реального, есть формальный срок полезного использования по амортизационной группе. Это понятие используется в бухгалтерской и налоговой отчетности на средних и крупных предприятиях. Например, для налоговых льгот на инвестиции в новое оборудование, если таковые предусмотрены. Также для возможности списания отработавшего оборудования и прочих отчетных тонкостей.
Ленточнопильный станок WE-270DS. Фото Way Train
Установлено несколько амортизационных групп для разных видов оборудования со своими кодами. Как выглядит таблица кодов, можно посмотреть, например, здесь.
По таблице можно определить, что для ленточнопильных станков именно по металлу нет отдельного кода. Он есть для ленточнопильных станков по дереву. Таким образом, ленточнопильные станки по металлу относятся к группе «станки металлообрабатывающие» с кодом 14 292 20 30. Это третья амортизационная группа со сроком полезного использования от 3 до 5 лет включительно.
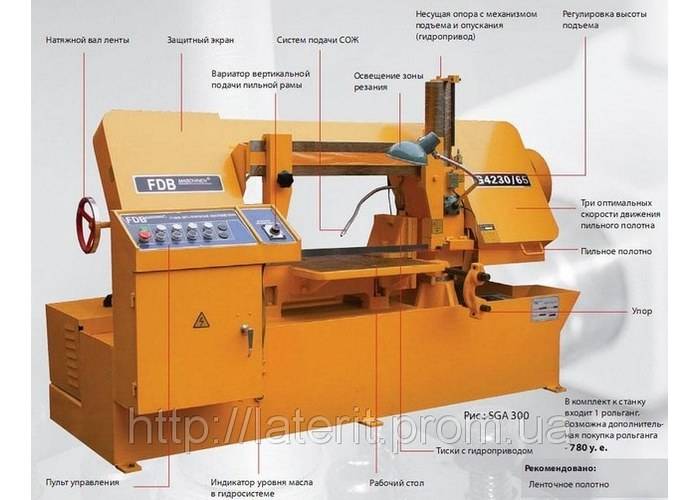
Степени автоматизации ленточнопильных станков
Ленточнопильные станки, производство которых налажено в том числе и российскими предприятиями, могут обладать различной степенью автоматизации.
Ручные
Опускание пильной рамы, которая выполнена в виде консоли, в таких станках может осуществляться за счет либо усилий обслуживающего их оператора, либо веса рамы, тогда такие станки называются гравитационными. Для регулирования скорости подачи рамы, обеспечения ее подъема и фиксации в исходной точке служит специальный гидроцилиндр с перепускным клапаном, который называется гидроразгрузкой. Закрепление и разметку заготовки производит оператор, он же задает скорость опускания пильной рамы.
Ручные станки чаще всего используются на небольших производствах. К преимуществам такого оборудования можно отнести:
- невысокую стоимость, простоту в эксплуатации и обслуживании;
- возможность проводить резку под углом.

Ленточнопильный настольный станок HТ150M с ручным управлением
У станков ручного типа есть и ряд недостатков.
- Способы опускания пильной рамы часто не позволяют избежать в процессе резки вибрации, которая значительно уменьшает срок службы режущего полотна.
- В ручных станках нередко отсутствует возможность осуществлять визуальный контроль за степенью натяжения полотна, а также нет механизма для его очистки.
- Существует необходимость в регулярной проверке и регулировке шкивов, приводящих в движение режущее полотно.
- Невозможно контролировать и регулировать давление, оказываемое режущим полотном на деталь. Гидроцилиндр в механизме опускания и подъема режущего полотна позволяет в очень небольшом диапазоне изменять лишь скорость его опускания.

Ручной ленточнопильный станок Pilous ARG 130 Mobil
Полуавтоматические
В ленточнопильных станках полуавтоматического типа автоматизированы следующие технологические операции: опускание и подъем пильной рамы, зажим заготовки в тисках и ее освобождение после окончания процесса резки. Задачей оператора при управлении таким станком является лишь укладка заготовки в зажимной механизм. Резка заготовки в станках полуавтоматического типа выглядит следующим образом:
- автоматическая фиксация заготовки после запуска ленточнопильного станка;
- резка с заданной скоростью, при которой давление на деталь и оказываемое на нее усилие обеспечиваются специальным гидроцилиндром;
- автоматический подъем пильной рамы и освобождение заготовки после достижения режущим полотном нижней точки реза.

Полуавтоматический ленточнопильный станок по металлу YOURTIME
Полуавтоматические ленточнопильные станки, которые могут иметь одностоечное, двухстоечное и консольное исполнение, используются для оснащения мелкосерийных производств.
Автоматические
Для оснащения крупных производственных предприятий, на которых имеется необходимость в резке большого количества однотипных заготовок, используются автоматические ленточнопильные станки по металлу. Такие станки, которые могут быть одностоечного, двухстоечного, консольного, вертикального и портального типа, позволяют выполнять в автоматическом режиме следующие технологические операции: фиксацию заготовки в тисках, опускание и подъем пильной рамы, изменение угла ее наклона и поворот стола, регулирование усилия резки, давления и скорости подачи пильной рамы. При необходимости такие ленточнопильные станки могут быть переведены в ручной режим управления.
Автоматические станки могут работать в трехсменном режиме и выполнять однотипные операции (резка длинных заготовок на фрагменты заданной длины) без присутствия оператора.

Автоматический двухколонный ленточнопильный отрезной станок PMS 530/530 ACN
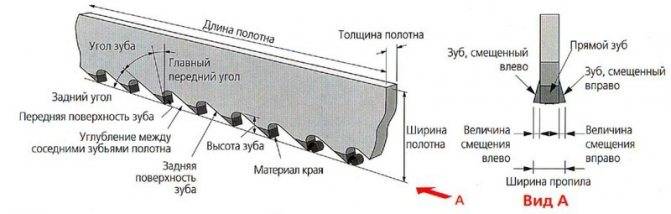
Как влияют на выбор ленточной пилы параметры ее зубьев?

Что касается размеров зубьев и частоты их размещения, то здесь замечены следующие закономерности:
- Чем больше зубьев, тем более высокое качества пропила будет получено при резке толстостенных заготовок.
- У полотен, имеющих небольшое количество зубьев, нагрузка на их площадь также пониженная.
- У ленточной пилы, имеющей много зубьев, напряжение, возникающее при распиливании, распределяется равномерно по всей поверхности полотна пилы.
- Пилы с большими зубцами позволяют делать глубокие пропилы. Поэтому, например, такие полотна целесообразно использовать при перепиливании стволов деревьев.
- Полотна с зубцами небольшой высоты наиболее подходят для распиловки тонких листовых материалов.
- При резке крупных заготовок необходимо выбирать пилу с крупными зубьями.
- Для того чтобы уменьшить резонансные явления и увеличить диапазон по длинам резания при использовании одной пилы, зубья на ее полотне должны иметь переменный шаг и отличаться по размеру.
- Пилы с частым равномерным расположением зубьев рекомендуется применять для раскройки полотен больших размеров.
- Полотна с переменным зубом хорошо справляются с резкой мягких материалов и обеспечивают при этом высокую производительность работы, так как отсутствует засорение пилы.
Геометрия зубьев, которая определяется их профилем и углом заточки, также важна:
- Например, в процессе разрезания труб, швеллеров, уголков и других профильных материалов возникают, как правило, вибрации, приводящие к поломке зубьев, поэтому рекомендуется использовать полотна с зубьями, имеющими усиленные спинки.
- Для резания нержавейки, материала, обладающего вязкостью, рекомендуются полотна, имеющие большое межзубьевое пространство и заточенные под острым углом зубья.
Способ разводки зубьев на полотне определяет как качество резки, так и быстроту износа инструмента, а, кроме того, от него зависит и уровень возникающих при работе вибраций.
При этом:
- При резке крупных по размеру кусков металла, чтобы не происходило защемление полотна, рекомендуется использовать пилы, у которых чередуются участки узкой и широкой разводки.
- Стандартный способ разводки, при котором зубья раздвигают поочередно в разные стороны от зуба, находящегося в центре, может использоваться для пил, используемых вертикальными станками, а также при резке объемных заготовок и при контурной нарезке.
- Переменный тип разводки, называемый также групповым и отличающийся тем, что в этом случае зубья попарно отгибаются в противоположные стороны, обеспечивает высокую эффективность работы и снижение нагрузки на режущий инструмент.
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.








Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.
Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
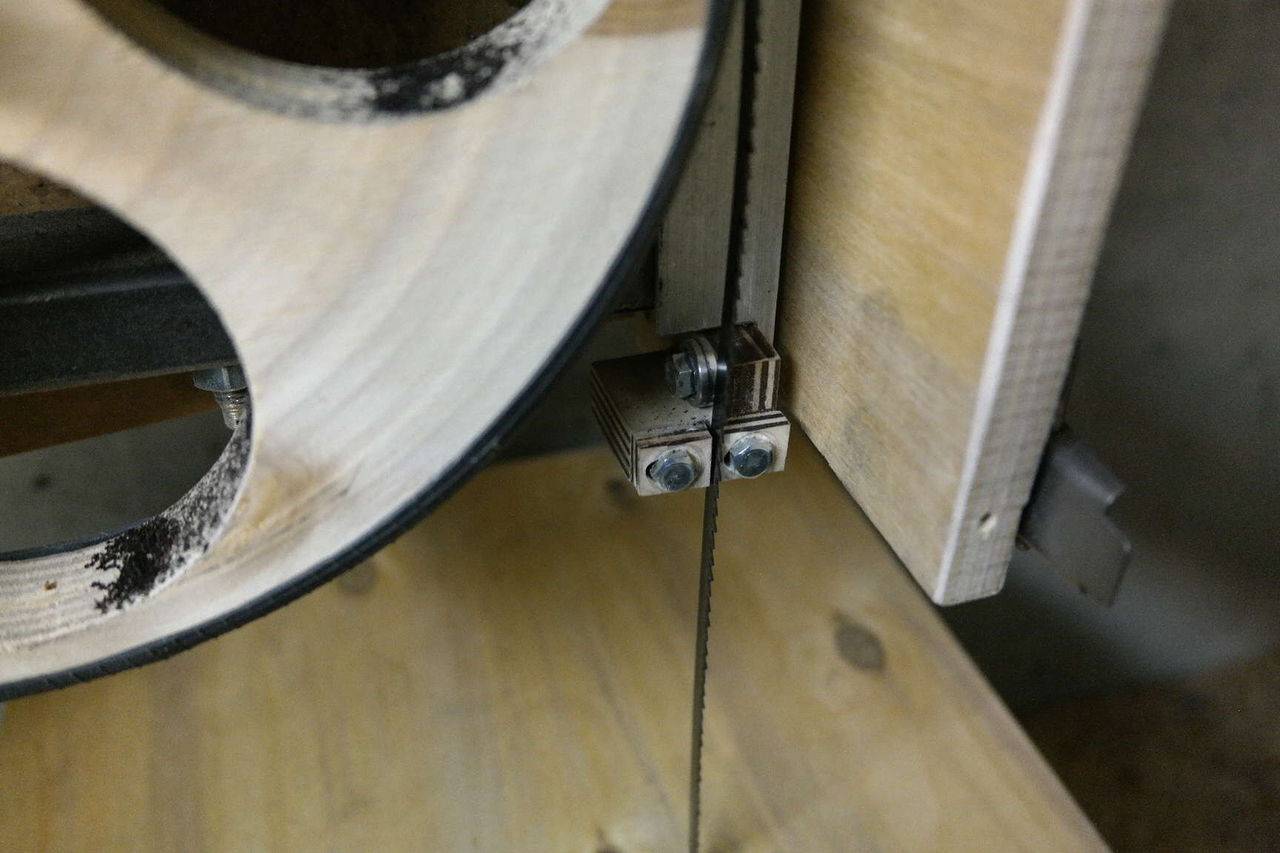
Описание ленточной пилы
Распил материала производится путем высокоскоростного движения ленточного полотна, замкнутого в кольцо. Производительность работы регулируется скоростью движения пилы и подачи материала. Изменение угла наклона листа оргстекла по отношению к полотну позволяет выполнять косые разрезы.
Распил оргстекла
В наиболее простых конструкциях пилы расположено малое количество узлов, что делает сложность управления сопоставимой с использованием станка для сверления. Для распиловки больших площадей лист полимера помещается на плоскую опору, являющуюся конструктивной частью пилы.
После включения движения полотна материал подается к передней режущей кромке с зубьями. Оргстекло можно удерживать руками или закрепить в фиксирующем механизме. Наиболее распространены ручные ленточные пилы, хотя существуют и отдельные автоматические конструкции.
Смещение линии распила на ленточной пиле, производится при движении листа через пильное полотно, жестко закрепленное на вращающихся шкивах. Уменьшение ширины полотна позволяет выпиливать изогнутые края малого радиуса кривизны.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
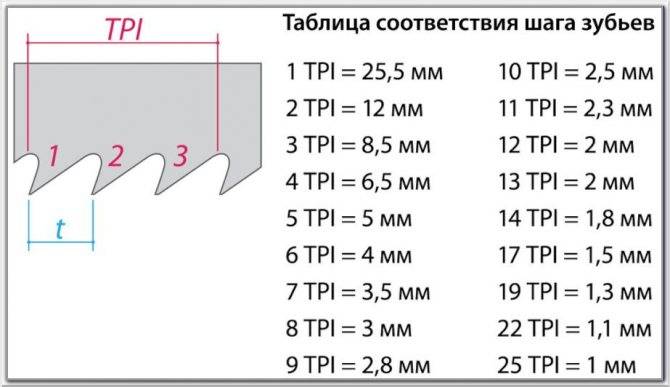
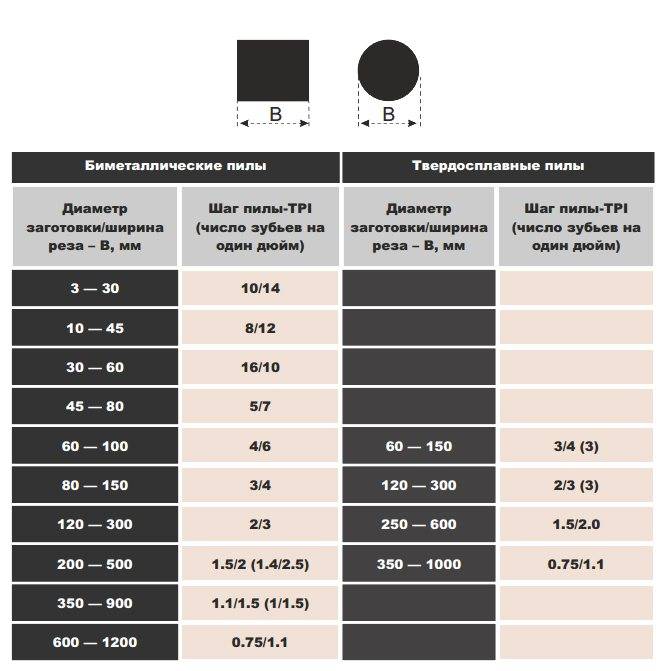
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Виды ленточной пилы по металлу
Представленное на рынке оборудование имеет разную степень автоматизированной работы. Распиловка металла ленточной пилой может происходить устройствами такого вида:
- Ручными . В них рама опускается благодаря прикладыванию сил оператором или весу самой конструкции. Скорость подачи заготовки регулируется благодаря фиксации устройства в исходных точках. Закрепляет и размечает заготовку оператор самостоятельно. Кроме того, ручная ленточная пила по металлу задает скорость путем опускания рамы.

Полуавтоматическими . У таких устройств подъем конструкции, фиксация заготовок в тисках и их освобождение после выполнения работ осуществляется самим станком. Задача для оператора состоит только в укладке деталей в зажимном механизме.

Автоматическими . Это оборудование в основном устанавливается на больших производствах. Оно самостоятельно выполняют фиксацию материала в тисках, спуск и подъем рамы, смену угла резки. Автоматически выполняется регулирование силы резки, давления и скорости подачи.

Преимущества и недостатки использования ленточной пилы в ремонте
Причинами широкого применения ленточнопильных станков в малом бизнесе и частной практике являются:
- Небольшие затраты на монтаж устройства: инструмент компактен и не требует специального фундамента, для сборки станка не нужна специальная подготовка;
- возможность распила крупных по диаметру деталей;
- удобство эксплуатации;
- простота конструкции;
- высокая производительность, в том числе возможность регулирования пропилов, ровный разрез металла, минимальные потери материала при пилении, точность обработки;
- малая отдача тепла в воздух (в помещении не происходит резкого скачка температуры).
Минусами использования ленточной пилы при строительных и ремонтных работах выступают:
- Высокий уровень шума (работа рядом с жилыми помещениями не рекомендуется);
- значительная вибрация на ручных установках (станки с ЧПУ недоступны для личного использования и представлены только на крупных производствах);
- большие габариты инструмента: пила не может быть использована в маленьком помещении, требуется дополнительное пространство для хранения заготовок.
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.

Выбор и эксплуатация оборудования
При выборе ленточной пилы по металлу нужно учитывать на эти факторы:
- Толщину пилы — она должна быть от 0,9 до 1,1 мм. Чем меньше толщина, тем ниже должна быть подача. Стандартной толщиной считается 1 мм.
- Ширину пилы — бывает от 14 до 80 мм, чаще всего используют полотна шириной в 31-41 мм. Широкие ленточные пилы легче справляются с толстым металлом.
- Шаг зубьев — это расстояние между острыми краями соседних зубьев. Чем меньше расстояние, тем ювелирнее работа. Большое расстояние подходит для работы с твердыми металлами, в этом случае применяют небольшую скорость. При переточке необходимо следить, чтобы шаг остался прежним.
- Форму зуба — лучшей формой считается, если передний угол зуба имеет 10 градусов, задний угол и высота зуба мало влияют на результат.
- Количество зубцов — чем больше зубцов, тем ровнее распил толстостенных заготовок металла.
- Размер зубцов — крупные зубцы выбирают для глубоких пропилов, средние — для фигурной резки, мелкие — для тонких металлических листов.
Общие правила эксплуатации оборудования:
- Следить, чтобы зубья всегда были заточенными и правильно разведенными.
- Не стоит работать на неисправном станке, иначе результат окажется загубленным.
- На рабочем участке должно быть достаточно светло.
- Следите за формой заточного круга.
- Благодаря индивидуальной подгонке можно добиться от обычного станка впечатляющих результатов.

Описание ГОСТ Р 53924-2010
ГОСТ Р 53924-2010 подготовлен ОАО “ВНИИИНСТРУМЕНТ”, внесен Техническим комитетом по стандартизации ТК 95 “Инструмент”, утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 399-ст. ГОСТ распространяется на бесконечные ленточные пилы для резки сортового и фасонного проката, литья, листового материала, труб и других изделий из черных и цветных металлов, а также неметаллических материалов на ленточнопильных станках.
ГОСТ Р 53924-2010 включает в себя модифицированные основные нормативные положения следующих международных стандартов:
– ИСО 4875-1:2006 “Полотна ленточных пил по металлу. Часть 1. Словарь” (ISO 4875-1:2006 “Metal-cutting band saw blades – Part 1: Vocabulary”);
– ИСО 4875-2:2006 “Полотна ленточных пил по металлу. Часть 2. Характеристики и размеры” (ISO 4875-2:2006 “Metal-cutting band saw blades – Part 2: Characteristics and dimensions”).
В настоящем стандарте использованы следующие нормативы:
ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 “Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп применения”, MOD).
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия.
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия.






Варианты изготовления ленточных полотен:
1 – полотна из инструментальной легированной стали по ГОСТ 5950;
2 – полотна биметаллические (материал режущей части – быстрорежущая сталь по ГОСТ 19265);
3 – полотна из инструментальной легированной стали с зубьями, оснащенными твердым сплавом по ГОСТ 3882;
4 – полотна для фрикционной резки (под действием возникающего при трении нагрева) из стали, стойкой к усталостности.
Типы разводки зубьев:
1. Стандартная разводка: Поперечная разводка каждого зуба попеременно вправо и влево.
Примечание – не применяется для полотен, предназначенных для работ по черным металлам.
Рисунок – Разводка двух смежных зубьев через один неразведенный.
2. Разводка двух смежных зубьев через один неразведенный: Разводка одного зуба вправо, одного влево, одного – без разводки.
Рисунок – Разводка двух смежных зубьев через один неразведенный
3. Волнообразная разводка: Поперечная разводка групп зубьев с регулярной переменой направления разводки вправо и влево.
Рисунок – Волнообразная разводка
4. Групповая разводка: Поперечная разводка нескольких зубьев попеременно вправо и влево, за ними один, как минимум, неразведенный.
Рисунок – Групповая разводка
Общая разводка зубьев ленточных пил всех исполнений – по усмотрению изготовителя.
Разводка зубьев с боковых сторон полотна должна быть равной.
Предельные отклонения разводки – ±0,05 мм.
Допуск прямолинейности боковых сторон полотна в поперечном направлении по всей ширине не разведенной части должен быть не более 2 мкм/мм.
Основные размеры полотен должны соответствовать указанным в таблице
Ширина, мм | 6 | 10 | 13 | 20 | 27 | 34 | 41 | 54 | 67 | 80 | ||
Толщина, мм | 0,90 | 0,90 | 0,60 | 0,90 | 0,90 | 0,90 | 1,10 | 1,30 | 1,30 | 1,60 | 1,60 | 1,60 |
Длина бесконечных ленточных пил определяется в соответствии с типом используемого станка.
Маркировка и обозначение ленточных полотен
Пример расшифровки из маркировки нанесенной на ленточное полотно Honsberg BI/М42 S 20х0.9х2362 мм, 10/14TPI:Honsberg – немецкий производитель ленточного полотна;BI/М42 – материал режущей части зубьев биметалл М42;S – профиль зуба Spectra с передним углом 0°;20 – ширина полотна в мм;0.9 – толщина полотна в мм;2362 – длинна “бесконечного”, сваренного в кольцо полотна в мм;10/14 – переменный шаг зубьев, указывает, что на первый дюйм ленточного полотна придется 10 зубьев, на второй 14 зубьев, которые в дальнейшем будут чередоваться по всей длине через каждые 2.54 сантиметра (Дюйм=2.54 см);TPI – аббревиатура от Teeth Per Inch, переводится, как количество зубьев на дюйм.
Постоянный шаг зубьев ленточного полотна – все зубья одинаковые и расположены на одинаковом расстоянии.
Переменный шаг зубьев ленточного полотна – “маленькие” и “большие” зубья чередуются через каждый дюйм и получается, что на один дюйм приходится один постоянный шаг зубьев, на второй – другой. Ленточные полотна с переменным шагом зуба наиболее предпочтительны при резке металла, так как имеют более широкий, по сравнению с постоянным шагом, рабочий диапазон, а также снижают вибрацию и шум ленточного полотна.
Советы и рекомендации
Заточка ленточных пил должна производиться при помощи специального оборудования.
Для этого используется специальный станок, который дает возможность выполнить необходимую работу своими руками в максимально короткие сроки.
О том, как выполняется заточка ленточных пил своими руками, подробно рассказано на видео, которое размещено ниже.
Видео:





Следует помнить, что при работе с пилой необходимо соблюдать правила техники безопасности. Следует тщательно проводить настройку инструмента и контролировать натяжение полотна. Оптимальная заточка инструмента также играет не последнюю роль, именно благодаря ей ручная работа на пиле Корвет настолько комфортна и доставляет удовольствие.
Существует такое понятие, как отдых полотна, которое характеризует усталость материала при интенсивной работе. Если планируется долговременная работа на пиле, то рекомендуется использовать два отельных полотна.
При выборе пилы рекомендуется обращать внимание не только на ее стоимость, но и на все технические характеристики, а также на имя производителя. Следует помнить, что ручная работа ленточной пилой по металлу своими руками должна быть комфортной
Естественно, что на возможности инструмента влияет его цена, однако она не должна стать основным критерием выбора пилы.
Большое значение играет и материал, из которого изготовлено полотно. На видео, размещенном ниже, показана пила Jet в работе.
Как выбрать ленточную пилу и полотно
Полезность и качество инструмента определяется оптимальными характеристиками:
- масштаб и регулярность работ (прочная стальная модель при максимальных нагрузках);
- область применения;
- габариты пилы (большой размер полотна для ленточной пилы лучше выбрать для распила крупного материала с большой скоростью. Средний – для фигурных и косых срезов в домашних условиях. Стандартная ширина 38-41 мм из возможных 14-81 мм);
- параметры зубьев: o шаг зуба (узкий для толстых брусков, широкий для тонких фанер, переменный – для мягких пород, чтоб не засорялись. У пилы по дереву – разводка под углом для снижения вибрации);
- o плотность (чем чаще зубцы, тем пропил качественнее, меньше деформации материала и дольше срок службы. Редкие ряды подходят для грубых пород);
- o величина (маленькие для декоративных работ на тонкой фанере, крупные – для бревен);
качество заточки (чем идеальнее, тем выше гладкость распила. Для самостоятельной заточки стоит выяснить количество циклов)
изготовитель (предпочтение американскому производителю).
При выборе агрегата все параметры нужно учитывать не индивидуально, а комплексно. Тогда линия среза будет ровной, не появятся трещины и сколы в листе при распиливании. При этом степень вибрации будет меньше, а значит, служить ленточная пила будет дольше.
Классификация ленточных пил

- пилы для камня;
- по дереву;
- по металлу;
- для нарезки синтетических материалов.
При работе с полотнами, которые рекомендуют использовать с более твердыми материалами, применяется усиление при использовании максимально прочных сплавов.
В ленточных пилах режущим элементом выступают такие металлы, как:
- сталь;
- твердые сплавы;
- композиционные сплавы.
Так, например, при выборе ленточной плиты для резки металла нужно учитывать ее технические характеристики и тот вид металла, который вы планируете обрабатывать с ее помощью:
- чтобы хорошо нарезать износостойкие и жаростойкие материалы, выбирайте пилы марки SP;
- биметаллическое полотно , например, М – 42 подойдет для нарезки низкоуглеродистых и среднеуглеродистых сталей;
- пилы марки М- 51на основе композиционных сплавов подходят для обработки высокоуглеродистой стали;
- а ТСТ подходит для материалов повышенной твердости , например, титана или никелевых сплавов.





