

Производственные задачи, решаемые при помощи ленточных пил по металлу
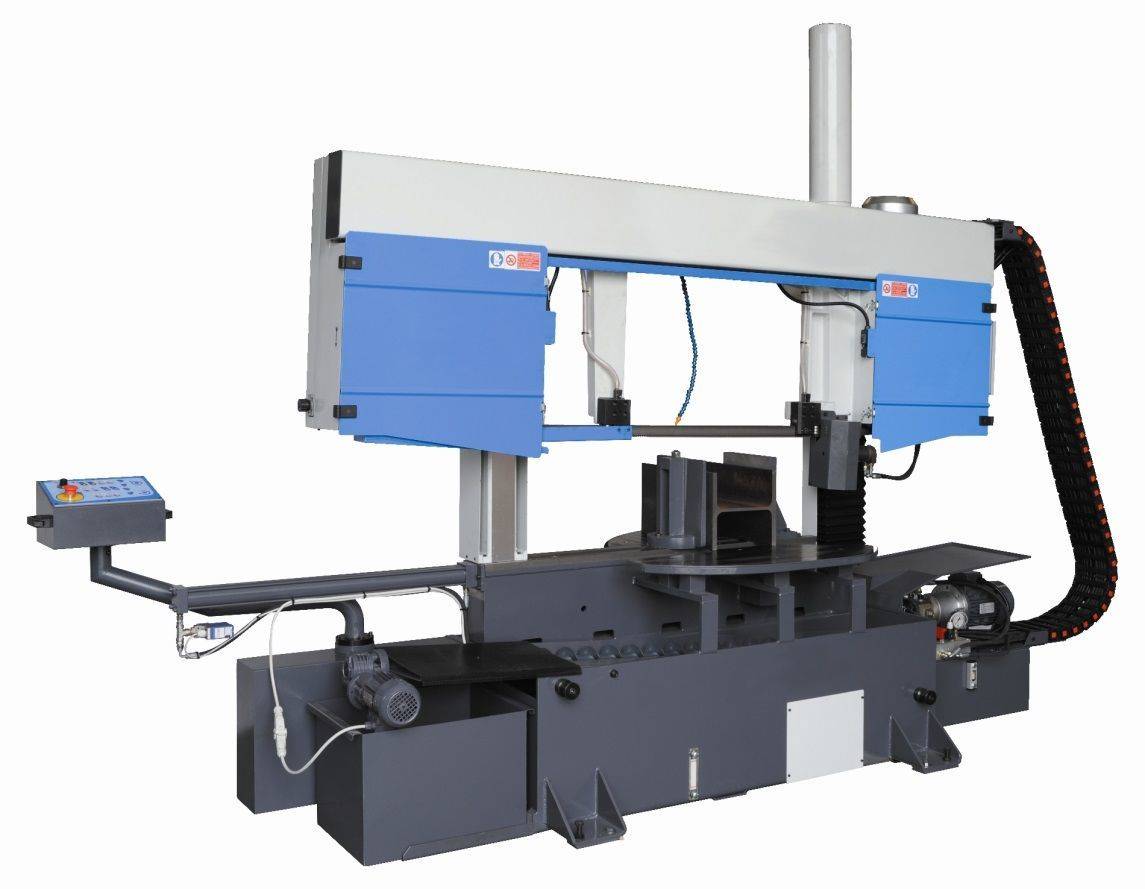
Это оборудование обычно характеризуется наличием прямой узкой бесконечной пилы, которая перемещается по круговой траектории. Ориентация лезвия пилы для резки металла может быть вертикальной или горизонтальной. Режущее действие достигается за счёт непрерывного движения по дуге замкнутого пильного полотна, при одновременном прижиме заготовки к лезвию.
Устройство ленточной пилы по металлу обеспечивает возможность оперативного изменения формы и размеров конечных изделий с учётом прочностных характеристик материала заготовок. При большой номенклатуре разрезаемого металлопроката ленточные пилы являются практически идеальным оборудованием.
В отличие от силового или теплового воздействия, благодаря которому режут металл фрикционные пилы или листовые ножницы с наклонным ножом, ленточные пилы выполняют динамический рез, параметры которого можно легко и быстро перенастраивать. Это снижает непроизводительные потери времени.

Чаще всего ленточные пилы по металлу используется для:
- Разделения металла по сложному контуру с необязательно чистой поверхностью среза, поскольку стыки в последующем будут свариваться в определённую конструкцию. В частности, успешно выполняется резка по параболе, эллипсу и им подобным фигурам.
- Прямых и угловых резов на металлических стержнях, трубах, профильном прокате, как трубчатого, так и сплошного поперечного сечения.
- Разделения заготовок из металлов и сплавов с различными показателями прочности, твёрдости и упругости.
Таким образом, по соотношению производственных возможностей и цены устройств для механического разрезания металла современные ленточные пилы обладают преимуществом перед менее универсальными дисковыми пилами. Стойкость инструмента обеспечивается непрерывной подачей СОЖ в зону обработки.

Срок полезного использования
Реальный срок полезного использования ленточнопильных станков — это «моточасы», т.е. время, которое станок находился в работе до списания. Его иногда путают со сроком владения, но это разные показатели.
Недорогие бытовые станки не рассчитаны на долгое время, потому что в быту для них не бывает большого объема работы. Поэтому речь идёт о профессиональном оборудовании. Здесь срабатывает правило — чем дороже стоимость станка, тем больше он может прослужить.

Ленточнопильный двухколонный полуавтоматический станок Everising H-1010. Фото Стербруст
Это правило нелинейно, бывает, что цену добавляют дорогие раскрученные бренды. А малоизвестный скромный производитель может выпускать более дешевую и надежную продукцию.
Тем не менее стоимость станка и срок его службы логично связаны между собой.
Гарантийные сроки
Их нельзя увязывать со сроками полезного использования. Большинство производителей стараются не обременять себя долгосрочными обязательствами перед клиентами. Поэтому гарантийный срок у многих производителей составляет 1 год.

Станок ленточнопильный полуавтоматический двухколонный DISPA DY-550. Фото Станочный мир
Но некоторые компании, полностью уверенные в надежности своей продукции, увеличивают этот срок до 2-3 лет.
Ремонтопригодность
Этот показатель крайне важен для срока службы станка. Если станок легко ремонтировать, он может работать много десятков лет. Поэтому услуги по ремонту востребованы у клиентов. Исправление незначительной поломки возможно выполнить самостоятельно. Для этого требуется приобрести необходимые комплектующие — ленточные пилы и прочие запчасти.
Определить хорошую ремонтнопригодность ленточнопильного станка можно по следующим признакам.
Массивная литая станина
Это основа станка, на которую всегда можно поставить новую деталь. Если станина слабая и разрушается, ленточнопильный станок выходит из строя полностью.

Двухстоечный ленточнопильный станок СРЗ 200-04. Фото Завод Ростанко
К тому же литье выполняют из крупнопористых сплавов, которые гасят разрушающие вибрации и шумы.
Стандартные детали
В основном это касается шариковых и роликовых подшипников. Если в станке применяются ГОСТ-овские подшипники, их всегда можно купить в любой специализированной фирме и заменить.
Простота конструкции
Она обеспечивает легкий доступ к большинству узлов. Также, если на станке нет множества сложных, витиеватых деталей, а есть простые, например, валы и шкивы, их всегда могут сделать в большинстве металлообрабатывающих цехов.

Ленточнопильный вертикальный станок MAKITA LB1200F. Фото 220Вольт
Специальные сложные детали придется заказывать у фирмы производителя, что не всегда дешево. К тому же бывает, что модель снимают с производства, а через некоторое время прекращают и выпуск запасных частей к ним
Электропривод
Хотя электродвигатель стоит на каждом ленточнопильном станке, его можно считать самостоятельным элементом. Выходят из строя они совсем по своим причинам (перепады напряжения, пробой изоляции и межвитковое замыкание и т.д)
Важно, чтобы на ленточнопильном станке стоял типовой двигатель, который в случае поломки можно будет свободно и недорого купить

Ленточнопильный станок Bomar SV 330. Фото Bomar
В итоге. Реальный срок полезного использования ленточнопильного станка определить точно нельзя. Он зависит ещё и от условий эксплуатации, правильного обращения и ухода. Но условно можно сказать, что срок рационального использования такого станка — около 10 лет. Потому что спустя такой срок обязательно появляются более передовые и производительные модели.
Формальный срок полезного использования
Кроме реального, есть формальный срок полезного использования по амортизационной группе. Это понятие используется в бухгалтерской и налоговой отчетности на средних и крупных предприятиях. Например, для налоговых льгот на инвестиции в новое оборудование, если таковые предусмотрены. Также для возможности списания отработавшего оборудования и прочих отчетных тонкостей.









Ленточнопильный станок WE-270DS. Фото Way Train
Установлено несколько амортизационных групп для разных видов оборудования со своими кодами. Как выглядит таблица кодов, можно посмотреть, например, здесь.
По таблице можно определить, что для ленточнопильных станков именно по металлу нет отдельного кода. Он есть для ленточнопильных станков по дереву. Таким образом, ленточнопильные станки по металлу относятся к группе «станки металлообрабатывающие» с кодом 14 292 20 30. Это третья амортизационная группа со сроком полезного использования от 3 до 5 лет включительно.
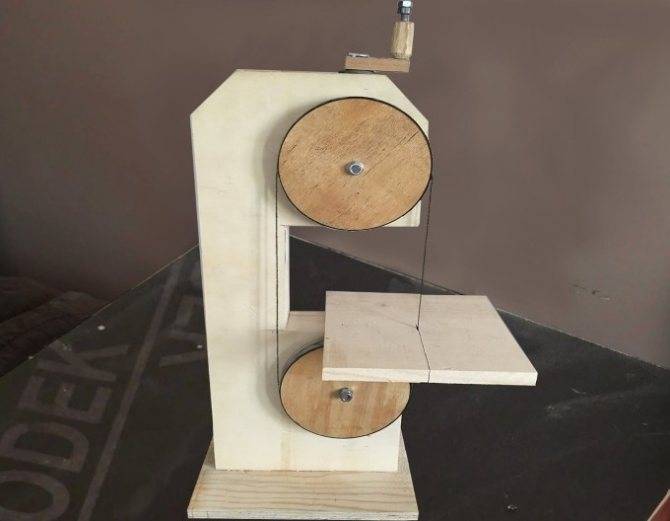
Как изготовить своими руками
Чтобы сделать ленточнопильный станок в бытовых условиях, необходимо приобрести опоры из листового металла, раму, направляющие полотна, подшипники, планки, хомут, кожух и крепежные элементы (винты и болты). Процедура изготовления самодельного прибора осуществляется в несколько этапов:
- Создание чертежа станка. На нем необходимо указать габариты всех деталей.
- Сварка рамы рабочего стола.
- Изготовление столешницы. Ее можно сделать из нескольких фанерных листов толщиной 2 см. Столешницу рекомендуется оклеить текстолитом.
- Монтаж несущей штанги при помощи швеллера.
- Изготовление верхнего и нижнего шкивов. Их нужно оклеить резиной.
- Шлифование деревянных поверхностей и нанесение эпоксидной смолы.
- Фиксирование нижнего шкива на оси при помощи 3 шурупов. Ось монтируется на 2 шарикоподшипника и прикрепляется к несущей штанге.
- Прикрепление верхнего шкива ко второму концу оси.
- Установка электродвигателя. Привод необходимо соединить с ведущим шкивом.
- Монтаж опоры с регулирующим винтом. Полученный механизм фиксируется на штанге. После этого шкивы ленты размещаются на одном уровне.
- Фиксирование кожуха на несущей штанге и поверхности рабочего стола.
- Сделать выключатель. Рекомендуется расположить его на раме. Выключатель оснащается проводом, соединяющим его электродвигателем.
После постройки ленточнопильного станка необходимо осуществить пробный запуск. Прибор не должен вибрировать и издавать лишних шумов.
Преимущества использования
Данная группа оборудования обладает определенными преимуществами:
- возможность производить резку металла толщиной до 400 мм;
- резка материала может осуществляться в большом диапазоне углов;
- в ходе рабочего процесса производится резка материала с образованием ровной кромки;
- ленточнопильный станок по металлу относится к оборудованию, занимающему минимум производственной площади;
- низкий уровень шума при производстве технологических операций.
Ленточнопильные станки относятся к высокопроизводительному оборудованию и используются при проведении технологических операций, которые невозможно выполнить на других устройствах.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ленточнопильный станок Pilous TMJ ARG 500 Plus SAF
https://youtube.com/watch?v=L2WQWW7CimE
Ленточнопильный станок Pilous TMJ ARG 640 SAF
https://youtube.com/watch?v=DPUI_oHM3-A
Ленточнопильный станок модель ARG 250 CF NC
https://youtube.com/watch?v=e1H80MS5QgM
Ленточнопильный станок Pilous ARG 250 Plus E
https://youtube.com/watch?v=FqOuiYwRUaw
Ленточнопильный станок Pilous ARG 220 Plus
https://youtube.com/watch?v=pxNSp9jJTNs
Ленточнопильный полуавтоматический станок ARG 1100 SPECIAL
https://youtube.com/watch?v=t3zWX0I5fbc
В данной статье представлены инструкции по изготовлению и сборке ленточнопильных станков по металлу, а также собраны виды подобных механизмов для производства оборудования с оптимальными техническими характеристиками.
Ленточнопильные станки являются одной из востребованных категорий оборудования для обработки металлов. На данных механизмах с высокой мощностью выполняются прямые и фигурные резы различных видов заготовок: листы, трубы круглого, квадратного и прямоугольного сечения, профильный прокат.

Ленточнопильный станок Витязь 8Л131. Фото Стербруст
Резка на ленточных машинах характеризуется высокой производительностью и точностью, незначительными потерями металла, возможностью регулирования угла пропила и выполнения обработки заготовок, которые собраны в пачки. Именно это делает машины популярными.

Ленточный вертикальный станок СРЗ-200-02. Фото Ростанко Завод
Большое количество видов ленточных механизмов позволяет исполнителям выбрать оптимальное решение:
Но данное оснащение обладает и важным недостатком — это высокая стоимость, которая зависит от вида станка. Альтернатива проста — изготовление (сборка) машины своими руками.










Устройство пилы
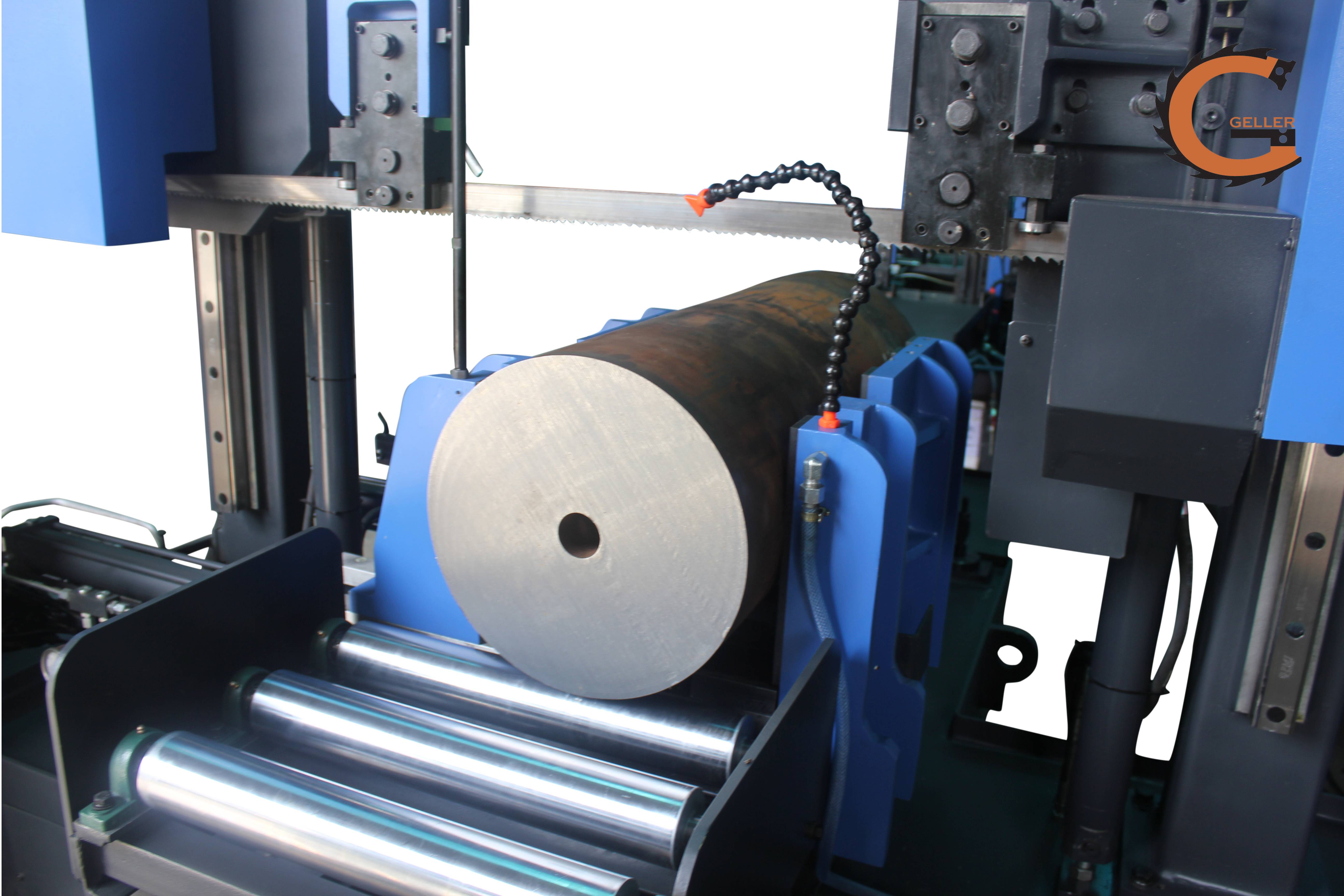
Для понимания конструкция пилы можно представить ручную ножовку по металлу. Главным рабочим элементом является гибкое полотно, края которого сварены между собой. С одной стороны на полотне имеются небольшие зубья, воздействие которых осуществляет раздел материала на две части. Пильное полотно надевается на шкивы (обычно их два), приводимые в движение электромотором. Значительная часть пилы спрятана внутри кожуха станка, а прямолинейный участок ленты выходит наружу в предназначенном для распила месте. Вращательное движение шкивов обеспечивает высокую скорость полотна, необходимую для соблюдения заданных параметров качества.
Вертикальный вариант
Особенность ее конструкции заключается в вертикальном расположении рабочей части. Именно вертикальный ленточный механизм используется для прямолинейной и фигурной резки оргстекла. Для распила очень толстых конгломератов и труб применяются горизонтальные аппараты.
Пильное полотно
Ввиду меньшей прочности полимеров, чем металлических сплавов, к полотнам для резки оргстекла предъявляются пониженные прочностные требования. Основные характеристики пильных полотен:
- шаг зубьев варьируется от 3 до 8 шт./см длины;
- скорость движения полотна изменяется от 15 до 50 м/с.
Широкие ленточные пилы
Резка массивных изделий из оргстекла осуществляется широкими пилами, работающими со скоростями 4-6 м/с. Такие полотна имеют большие зубья и не обеспечивают высокое качество среза. Полученные после распила фрагменты обычно требуют дополнительной механической обработки.
Размеры
Ленточные пилы представляют собой стационарные устройства, которые обладают устойчивостью при интенсивной работе. Они оснащены массивной станиной, необходимой для прочной фиксации всех узлов механизма.
Распил в заводских условиях проводится на станках высотой до двух метров, предназначенных для резки не только акрила, но и других материалов. Более компактные варианты для работы с оргстеклом представляют собой настольные устройства, пригодные для рутинной обработки небольших изделий.
Пильные ленты
Ширина полотна пилы составляет от 3 до 13 мм. Наименьший размер позволяет вырезать закругленные края, а также осуществлять внутренние пропилы с однократным проникновением полотна вглубь материала.
Высота зубьев в ленте варьируется от 0,4 до 3 мм. Минимальный размер предназначен для проведения наиболее аккуратных распилов, а большие зубья используются во время интенсивной и грубой работы. Для разреза тонких листов следует выбирать полотна с зубьями малой высоты.
Автоматическая ленточная пила
Данная разновидность является механизмом для работы в горизонтальной плоскости. В сферу его применения входит обработка материалов, требующих погонной нарезки – труб, прямоугольных направляющих, реек. Выдерживание заданных размеров деталей осуществляется установкой задания в управляющем устройстве пилы.
Как выбрать?
Фото ленточной пилы для оргстекла

Приобретая аппарат для ленточного распила оргстекла, нужно определиться с техническим регламентом предстоящих работ. В него включаются:
- количество и размеры обрабатываемого материала;
- требуемое качество линии распила;
- сложность вырезаемых фигур.
При покупке станка также следует обращать внимание на следующие нюансы:
- полотно пилы должно быть визуально ровным, зубья – прямыми, а сварной шов – аккуратным;
- размер пилы должен соответствовать поставленной задаче. Для резки небольших изделий не нужен станок в полный рост;
- не забывайте читать отзывы о каждой модели, особенно если приобретаете дорогую технику.
Производители
Существует значительное количество аппаратов китайского производства. Для периодического использования их будет достаточно, тогда как для серьезных работ лучше приобрести продукцию известных марок. К ним относятся:
- «WALER» – выпускается в Германии и имеет наибольшее число положительных отзывов, хотя проигрывает конкурентам по стоимости;
- «MAKTEK» – представляет собой продукт польского производства и является довольно качественной техникой;
- «PROMA» – производится в Чехии и по показателям качества работы находится на одном уровне с польскими моделями.
Среди отечественных образцов ленточных пил можно отметить предприятие «ЭНКОР», выпускающее вертикальные пилы для обработки широкого спектра материалов. Обладая приемлемым качеством сборки, его ленточные пилы «Корвет» имеют существенно более низкую цену, в сравнении с рядом раскрученных зарубежных брендов.
Значительная часть ленточных пил собирается в обычных мастерских. Полученные модели менее технологичны, чем заводские, однако вполне пригодны для мелкосерийного использования.
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.

По степени автоматизации
Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
| Преимущества | Недостатки |
| 1. Соотношение цена-качество (невысокая стоимость оборудования при высоких показателях производительности инструмента). 2. Возможность регулирования угла резки (до 60о). | 1. Значительная вибрация при работе, что приводит к быстрому износу оборудования. 2. Отсутствие надежных механизмов автоматической очистки. 3. Необходимость ручного контроля уровня наклона шкивов. 4. Отсутствие автоматического контроля силы давления оборудования на заготовку. |
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.

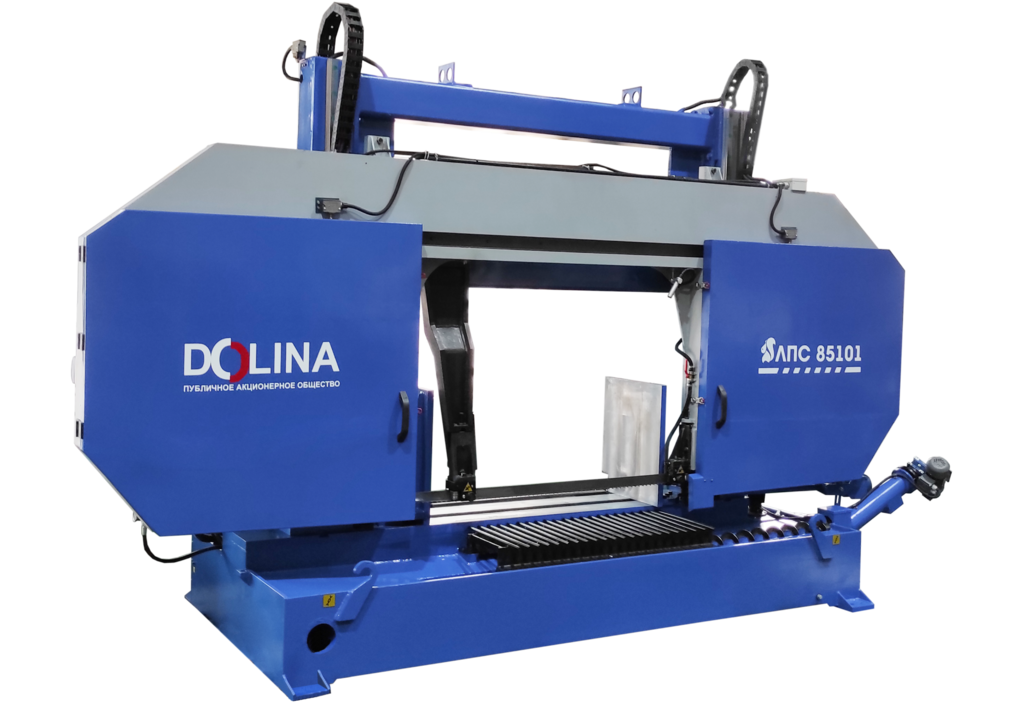
Порядок заказа
Оформление заказа происходит в несколько этапов. После выбора нужной модели на сайте завода, необходимо оформить заявку. Рассмотрев ее, менеджеры компании связываются с клиентом и уточняют все детали заказа. Специалисты по монтажу и настройке, выезжают на площадку заказчика производят установку оборудования и его отладку.
ПАО «Долина» осуществляет гарантийное обслуживание всего реализуемого оборудования. Компания оказывает профессиональную помощь по выбору подходящего варианта и установке в зависимости от производственных мощностей и целей заказчика. Осуществляется доставка ленточнопильных станков по России и в страны СНГ.
Регулировка установленной пилы

Пила ленточная
Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.

Условные обозначения

Описание станка
Шаг 1
. Откройте смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.









Шаг 2
. Поворачивайте маховик натяжения и контролируйте положение шкалы.

Ручка натяжения полотна (А)
После того как указатель сместится в зеленую зону, натяжение следует прекратить. Величина натяжения примерно 300 Н/мм, при недостаточном натяжении срез косой, а при избыточном полотно может разорваться.
Шаг 3
. Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направляющие во время замены полотна они могут сбиться. Делается это в несколько шагов.
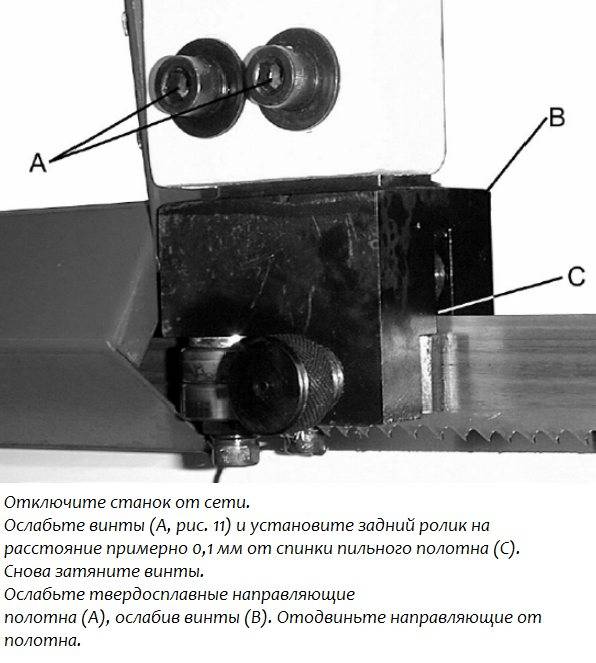
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлическим щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.
Регулировка роликовых направляющих
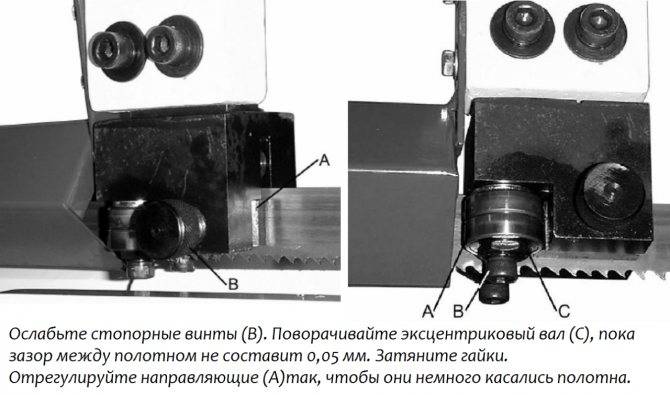
Регулировка роликовых направляющих (продолжение)
Если и это не помогло, то надо отрегулировать ход полотна.
Станок надо переключить на минимальную скорость движения полотна. Если полотно не перемещается вблизи буртика шкива, то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
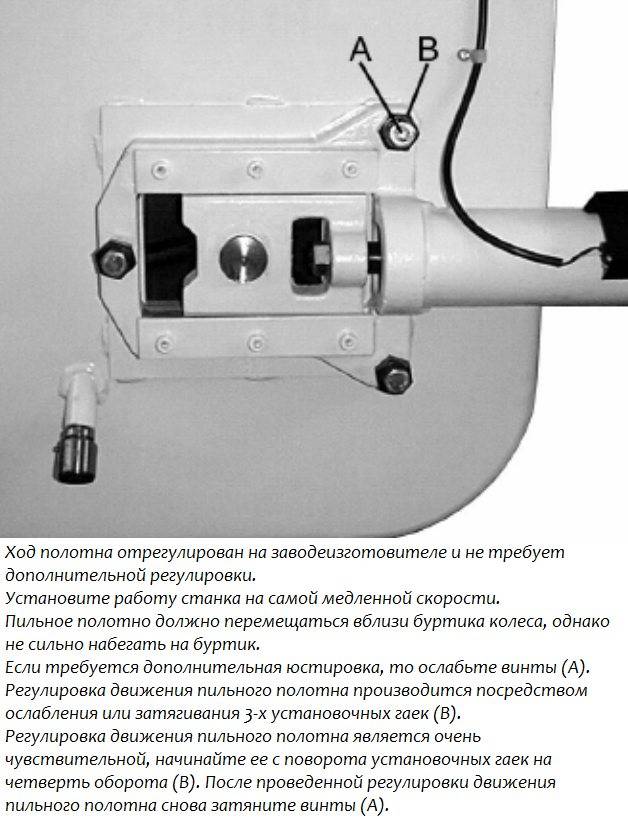
Регулировка хода полотна





