

Как работать?
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.
Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой.
Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр.
Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.
В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.
Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у не программируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.
Упорная резьба
У упорной резьбы имеются определенные отличия:
- угол при виртуальной вершине 55 ⁰;
- одна сторона перпендикулярна к базе, а другая выполнена с наклоном. Самоотвинчивание исключается.
Подобные резьбы используются в приборах, где нужно точно выставлять гайку относительно стержня. Основные размеры даны в таблице 4.
Таблица 4: Размеры резьбы и шаг винтовой линии для упорной резьбы
| Номинальный диаметр резьбы d | Шаг P | |||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 |
| 10 | 3,00 | 2,00 | ||
| 12 | 3,00 | 2,00 | 1,00 | |
| 14 | 4,00 | 2,00 | ||
| 16 | 4,00 | 2,00 | 1,00 | |
| 18 | 4,00 | 3,00 | ||
| 20 | 4,00 | 3,00 | 2,00 | |
| 22 | 5,00 | 4,00 | ||
| 24 | 8,00 | 5,00 | 4,00 | |
| 26 | 8,00 | 5,00 | ||
| 28 | 10,00 | 8,00 | 4,00 | |
| 30 | 10,00 | 8,00 | ||
| 32 | 12,00 | 10,00 | 8,00 | |
| 34 | 12,00 | |||
| 36 | 12,00 | 10,00 | 8,00 | |
| 38 | 12,00 | 7,00 | 5,00 | |
| 40 | 12,00 | 10,00 | 8,00 | |
| 42 | 10,00 | 8,00 | ||
| 44 | 12,00 | 7,00 | 3,00 | |
| 46 | 12,00 | 8,00 | 3,00 | |
| 48 | 12,00 | 8,00 | 3,00 | |
| 50 | 12,00 | 8,00 | 5,00 | |
| 52 | 14,00 | 10,00 | 8,00 | |
| 55 | 14,00 | 10,00 | ||
| 60 | 16,00 | 12,00 | 10,00 | |
| 65 | 16,00 | 12,00 | ||
| 70 | 16,00 | 12,00 | 10,00 | |
| 75 | 16,00 | 10,00 | 8,00 |
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
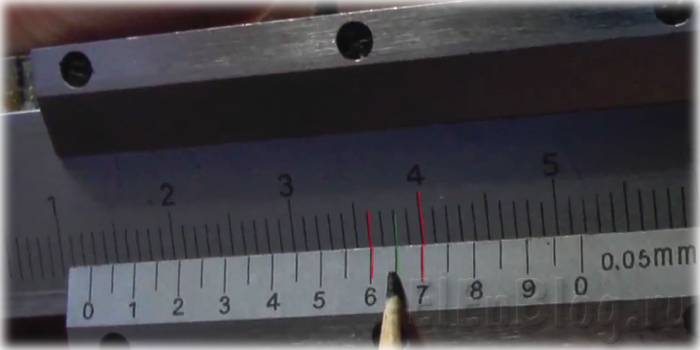
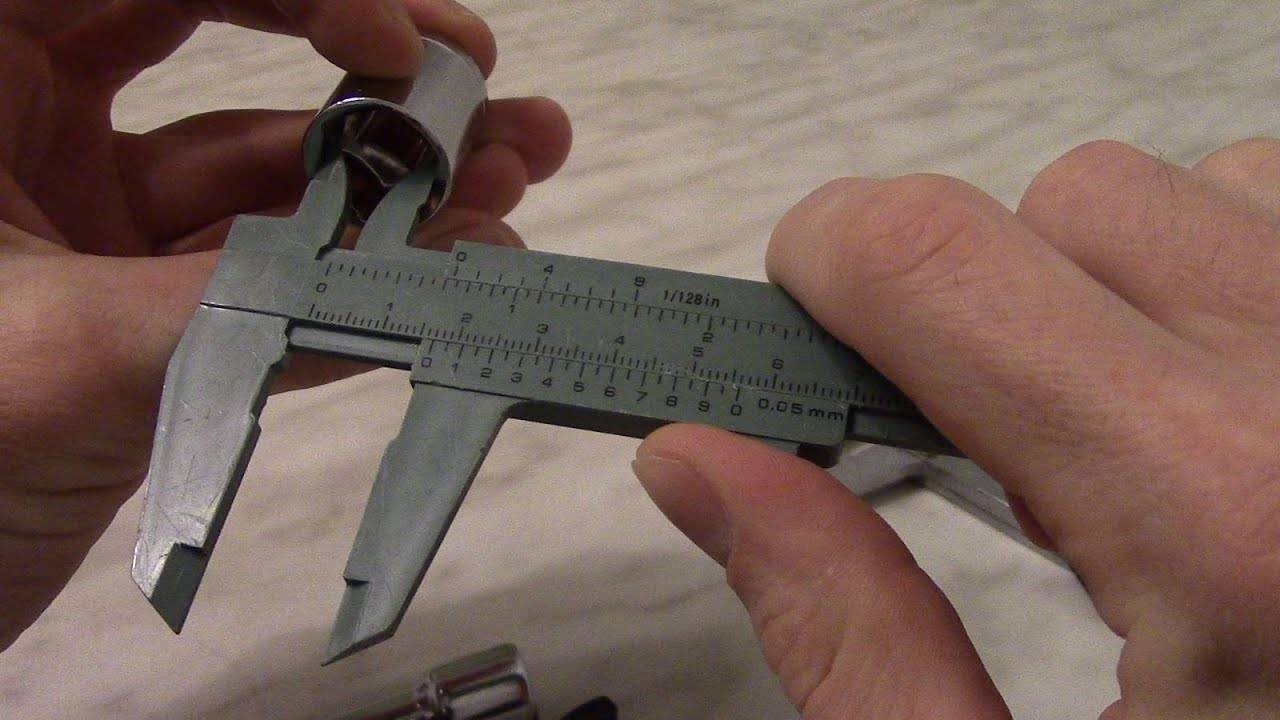
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Фото использования штангенциркуля
Также рекомендуем просмотреть:
- Как выбрать лучшие токовые клещи
- Для чего нужен газоанализатор
- Разновидности измерительных инструментов
- Инструкция, как пользоваться теодолитом
- Что такое анемометр
- ТОП лучших толщинометров
- Как выбрать шумомер
- Хороший дозиметр радиационного фона
- Обзор лучших лазерных уровней
- Как пользоваться индикатором напряжения
- Обзор лучших мультиметров
- Лазерный дальномер
- Лучший влагомер для древесины
- Как выбрать лазерную рулетку
- Цифровой вольтметр
- Измерители температуры воздуха
- Электронный динамометр
- Как пользоваться гидроуровнем
- Что такое нивелир
- Как выбрать пузырьковый уровень
- Что такое микрометр
- Лучшие измерительные рулетки
Помогите сайту, поделитесь в соцсетях
Как работать со штангенциркулем
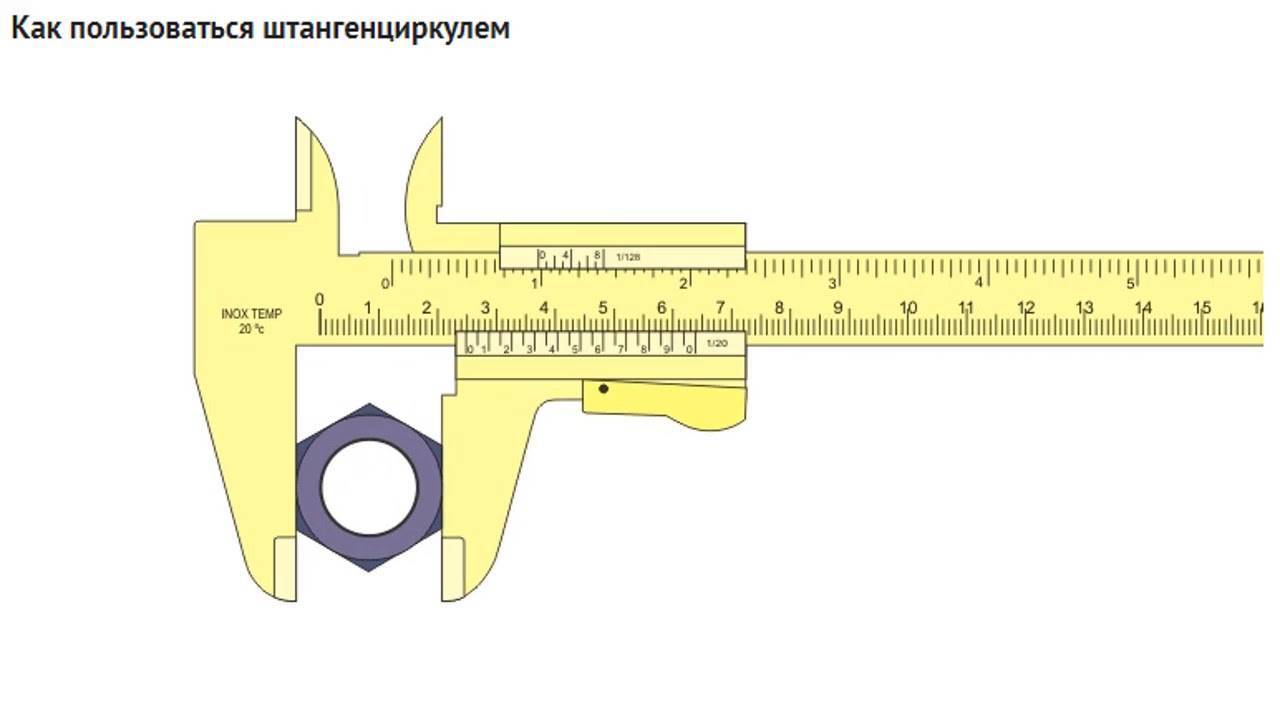
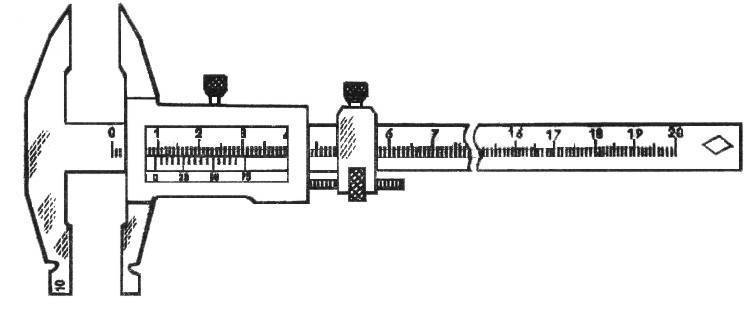
 Процесс измерения начинают с подготовки инструмента. Его очищают от пыли и смазки, совмещают губки для наружных измерений. Шкала на штанге и первая отметка на нониусе должны совпадать с нулевой риской. 10 отметка на нониусной шкале – с риской 19 мм на шкале штанги.
Процесс измерения начинают с подготовки инструмента. Его очищают от пыли и смазки, совмещают губки для наружных измерений. Шкала на штанге и первая отметка на нониусе должны совпадать с нулевой риской. 10 отметка на нониусной шкале – с риской 19 мм на шкале штанги.
Цифровой штангенциркуль готов к работе, если стрелка показывает на «0». Нулевой показатель должен быть на дисплее электронного прибора. Как пользоваться штангенциркулем? Видео поможет новичкам правильно пользоваться прибором, измерять толщину стенок деталей, диаметр изделий, глубину отверстий.
Как проводить измерения штангенциркулем
Для определения параметров наружных поверхностей работают с большими губками.
- Раздвинуть губки на необходимую ширину, передвигая рамку.
- Зафиксировать между ними деталь так, чтобы лезвия плотно прилегали к её поверхности: используют регулировочный винт.
- Проверить точность установки прибора: перекосы губок недопустимы.
- Отложить деталь, расшифровать информацию.
Как правильно измерить штангенциркулем внутреннюю поверхность детали?
- Выставить шкалу на «0».
- Малые губки помещают внутрь детали.
- Раздвигают губки: они должны коснуться внутренней поверхности.
- Зафиксировать с помощью винта положение штангенциркуля.
- Проверить точное прилегание лезвий губок.
- Изучить параметры.
При измерении штангенциркулем глубины отверстия, используют глубиномер. Его выдвигают из штанги, передвигая рамку. Считывают параметры после того, как планка достигает дна отверстия.



Как определить показания на штангенциркуле
При считывании информации размеров наружной, внутренней поверхности детали, её глубины, принимают во внимание показатели на основной и дополнительной шкале
- Основной размер детали определяют по разметке на штанге прибора там, где находится нулевая отметка нониуса.
- Доли миллиметра высчитывают по рискам шкалы нониуса или на циферблате стрелочного механизма.
- Основной показатель и размеры на дополнительной шкале складываются.
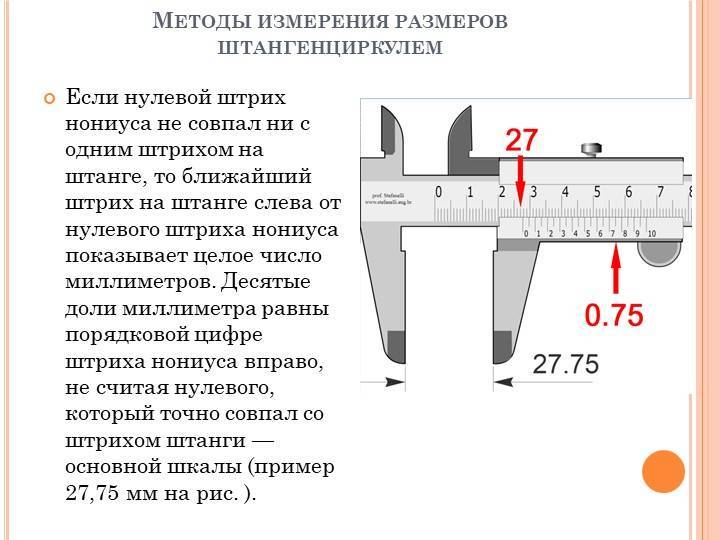
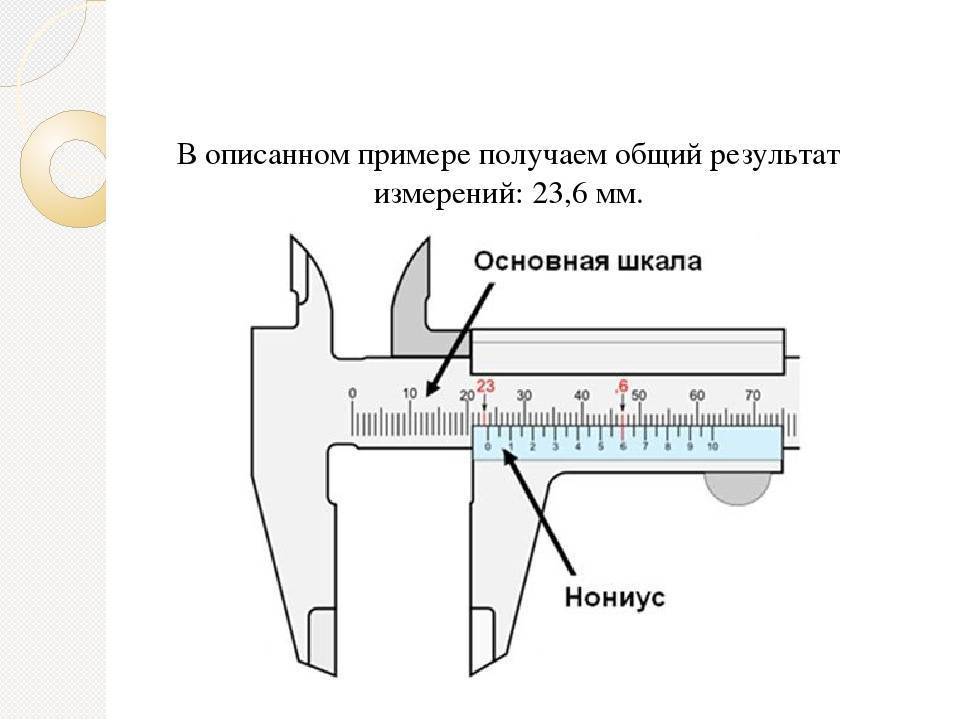
 Если нулевая отметка нониуса на штанге находится между цифрами 22 мм и 23 мм, то размер детали 22 мм. Чтобы определить показатель нониуса, необходимо установить, какая риска дополнительной шкалы совпадает с разметкой на штанге. Точное взаиморасположение даёт показатель доли миллиметра.
Если нулевая отметка нониуса на штанге находится между цифрами 22 мм и 23 мм, то размер детали 22 мм. Чтобы определить показатель нониуса, необходимо установить, какая риска дополнительной шкалы совпадает с разметкой на штанге. Точное взаиморасположение даёт показатель доли миллиметра.
Если риска нониуса находится между двумя штрихами основной шкалы, то принимают во внимание наименьшее число. Риска нониуса находится между показателями 4 и 5 линейки штанги, доли миллиметров будут составлять «4». Общий размер детали — 22,4 мм
Общий размер детали — 22,4 мм.
Подобным образом считывается информация с циферблатного устройства. Электронный прибор показывает на дисплее уже общий результат: скорость измерения 60 сек. Прибор подключают к компьютеру, выводят данные на жёсткий диск для дальнейшего анализа информации.
После завершения работы штангенциркулем регулировочный винт на приборе ослабляют, губки раздвигают на 2 мм. Все составляющие детали протирают ветошью от пыли и масла, устройство укладывают в футляр.
Штангенциркуль не относится к сложным измерительным приборам. Он прост в использовании. Точность показателей удовлетворит самых требовательных мастеров. Прибором измеряют не только параметры деталей. Его используют, чтобы мерить диаметр сверла, отверстий, камней в ювелирной промышленности.
https://youtube.com/watch?v=Nobw6s9k4dQ
Определение показаний
Четыре вида измерения штангенциркулем.
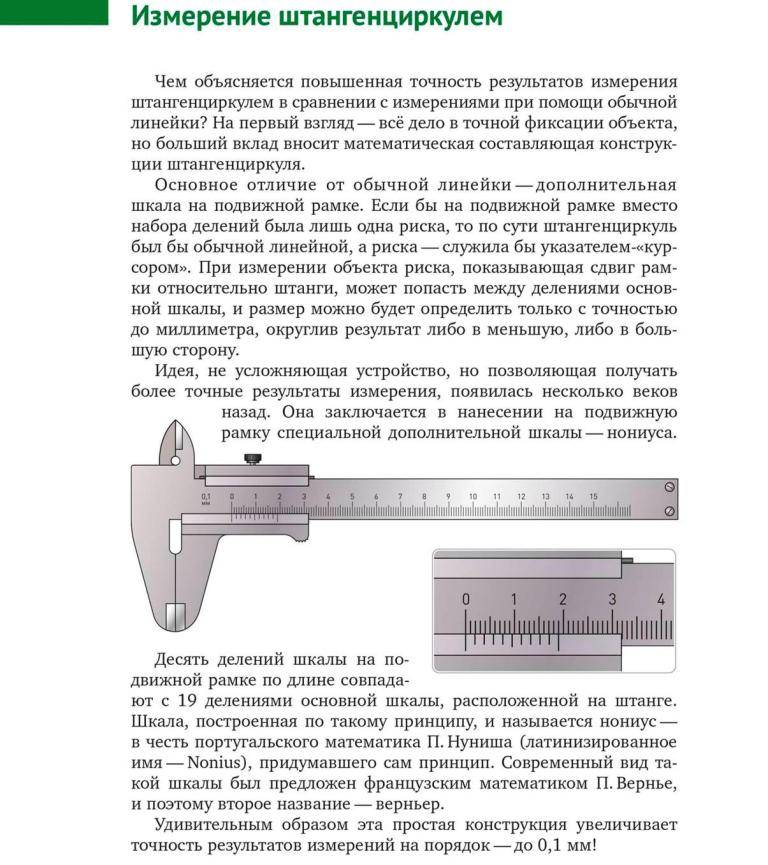
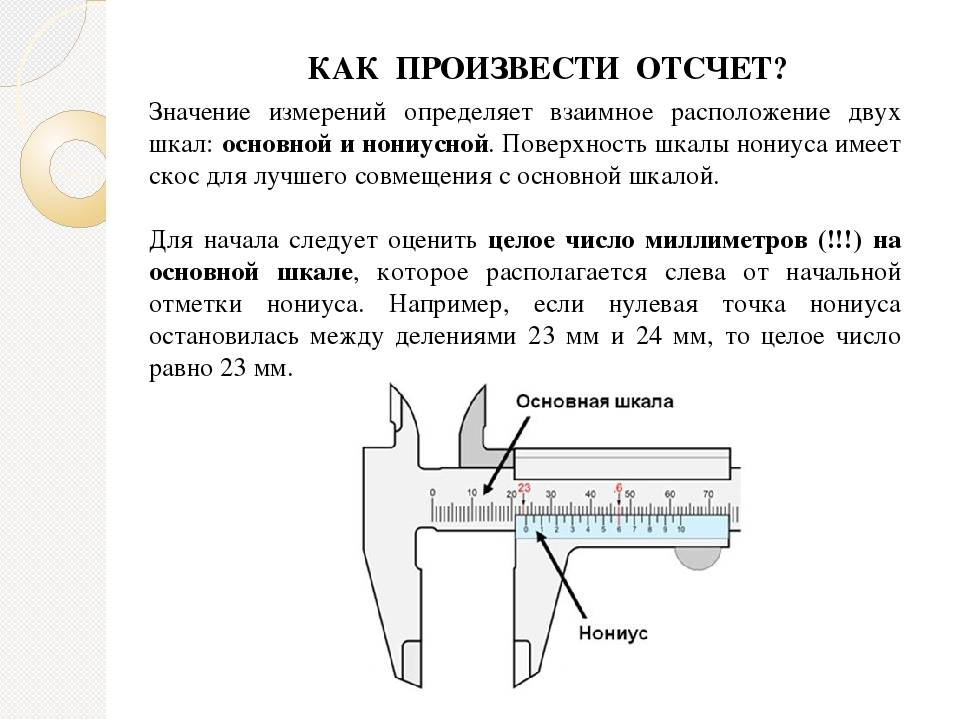
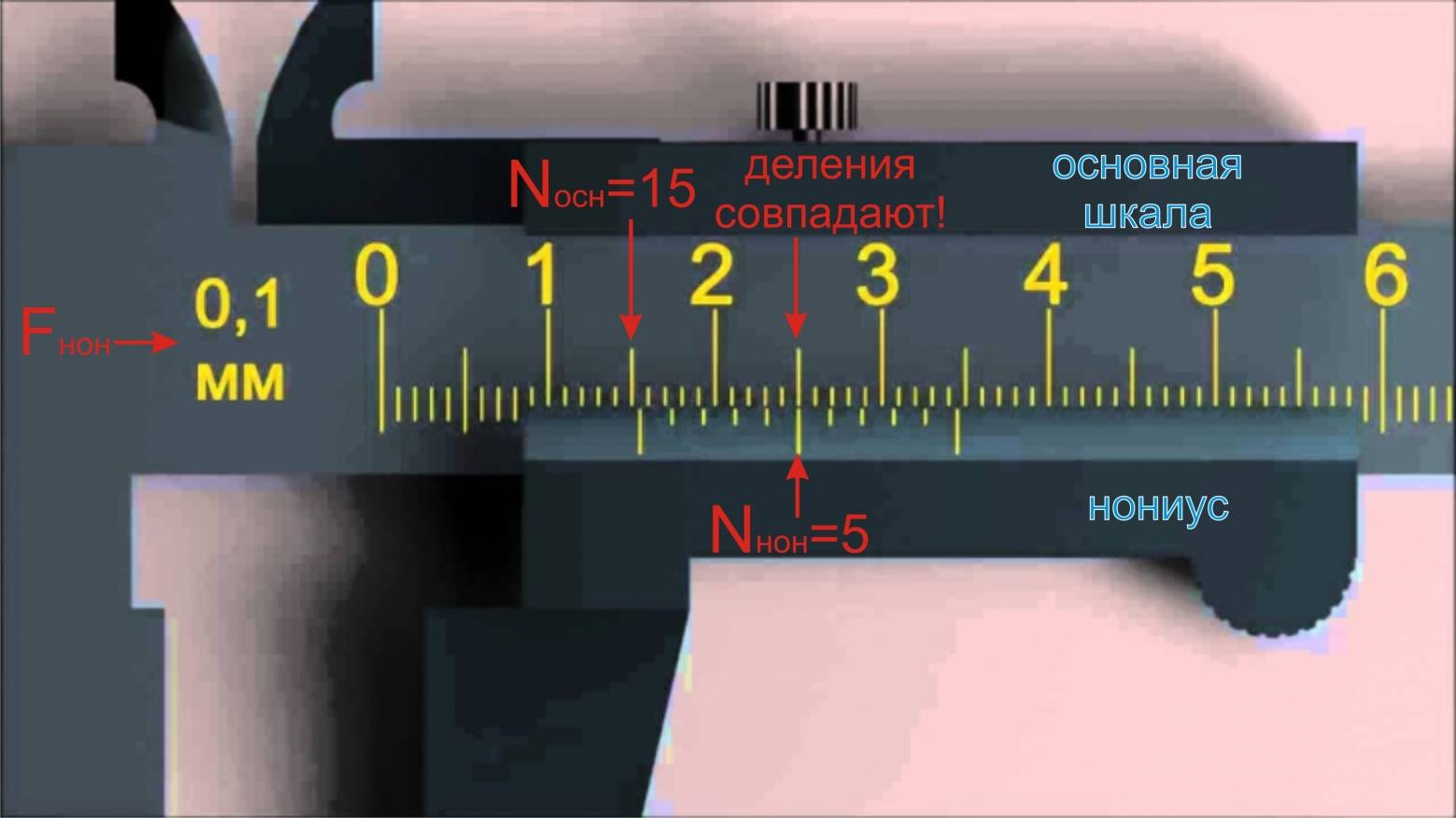
Значение измерений определяет взаимное расположение двух шкал: основной и нониусной. Поверхность шкалы нониуса имеет скос для лучшего совмещения с основной шкалой.
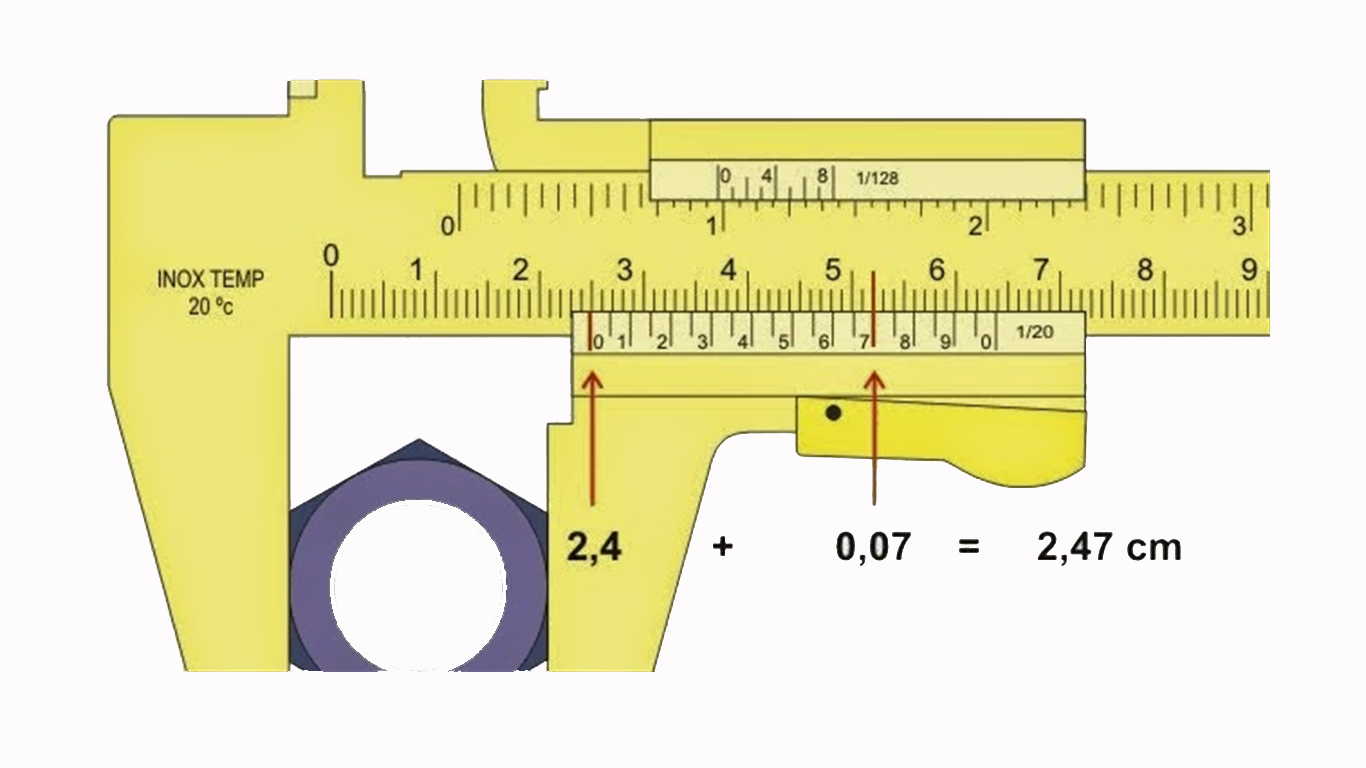
Для начала следует оценить целое число мм на основной шкале, которое располагается слева от начальной отметки нониуса. Например, если нулевая точка нониуса остановилась между делениями 33 мм и 34 мм, то целое число в мм равно 33.
Далее определяют количество десятых долей измерительных единиц. Для этого на шкале нониуса находят штрих, который четко совпадает с какой-либо отметкой на основной шкале
Здесь важно именно точное совпадение! Значение совпадающего штриха на делении нониуса – это десятая часть мм
Если таких совпадений несколько, то учитывают ту цифру, которая ближе к нулевой точке нониуса. Например: на шкале нониуса два совпадающих штриха: на отметках 3 и 4. Учитывают значение «3».
Складывая целую часть и десятые доли, получают показания измерений. Итак, в описанном примере получаем общий результат измерений: 33,3 мм.
Считывать показания с помощью стрелочного инструмента очень легко. Целое число размера определяют по основному циферблату прибора. На вспомогательном отградуированном циферблате стрелка указывает десятые и даже сотые доли измерительных единиц.
Цифровой прибор – самый простой и удобный. Снятые показания отображаются на дисплее инструмента.
Штангенциркуль – незаменимый прибор в машиностроении и конструировании. С его помощью контролируют точность изготовления деталей.
Все о штангенциркуле и микрометре
Строительные, отделочные, ремонтные работы производятся с применением всевозможных предметов и приспособлений, объединяемых общим названием «профессиональный инструмент». Однако какими бы совершенными ни были отвёртки, гаечные ключи, дрель, лобзик, перед их использованием необходимо знать определённые размеры: винтов, гаек, отверстий в стене или другой конструкции, длину планок, плинтусов, паркетной доски и т.п. И если для работы с крупными изделиями достаточно рулетки или линейки, то при определении точных размеров небольших деталей потребуется специальный измерительный инструмент, а именно — штангенциркуль и микрометр.
Штангенциркуль
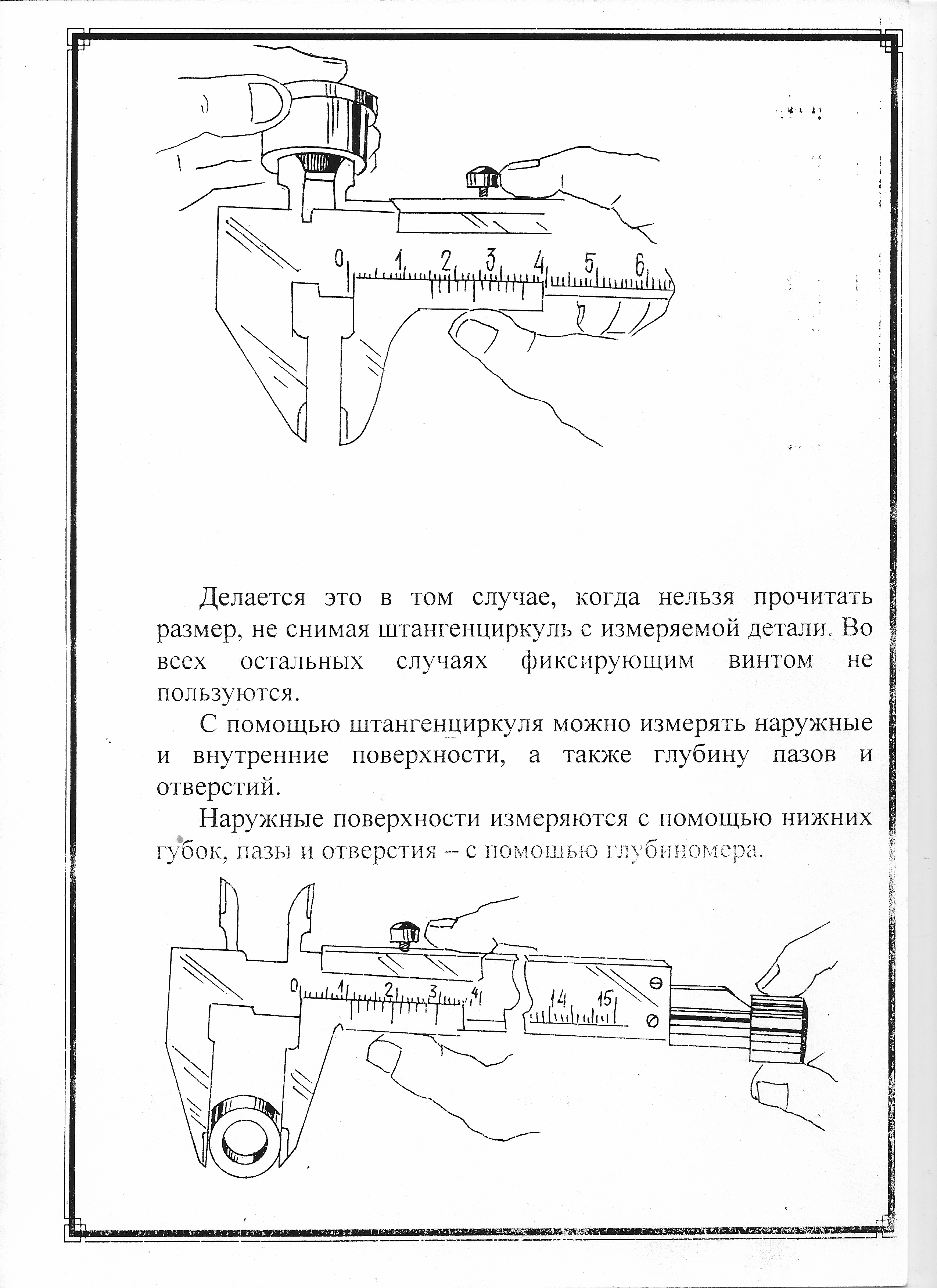
Штангенциркуль используется для измерения деталей, причём, как их внутренних частей, так и внешних. Для этого инструмент имеет металлическую штангу с разметкой, верхние и нижние губки и рамку с нониусом.
Научиться пользоваться штангенциркулем под силу даже школьникам, а уж профессионалы, ежедневно берущие в руки этот нехитрый, но очень важный инструмент, проводят измерения в считанные секунды. Внешние размеры детали определяются с помощью нижних губок. Для этого они разводятся в стороны, а после помещения между ними детали сдвигаются до упора и фиксируются винтом. Внутренние измерения осуществляются с помощью верхних губок, которые вводятся в отверстие и раскрываются. Результаты определяются по двум измерительным составляющим – шкале, расположенной на штанге, и нониусу на рамке
Цена деления шкалы составляет 0,5 мм, нониуса – 0,02 мм, Таким образом, возможно получение точных данных, что очень важно при изготовлении мелких деталей
Помимо нониусных штангенциркулей существуют модели, снабженные циферблатом, и модели с цифровой индикацией. Они сводят время измерения к минимуму и позволяют легко получить нужные размеры деталей и изделий.
Для того, чтобы инструмент служил долго, необходимо соблюдать правила его эксплуатации. В процессе работы штангенциркуль следует протирать водно-щелочным раствором СОЖ – смазочно-охлаждающей жидкости, а по окончании замеров все поверхности покрывать тонким слоем технического масла. Хранить инструмент нужно в специальном чехле, предотвращающем повреждения измерительных составляющих и шкал.
Микрометр
Микрометр – профессиональный инструмент, предназначенный для измерения изделий малого размера. Как и штангенциркули, они бывают разные: ручные и настольные, гладкие, рычажные, листовые, трубные, проволочные, призматические, канавочные, резьбомерные, зубомерные, универсальные. Но наиболее популярным является гладкий микрометр, состоящий из скобы с пяткой, подвижного винта с точной резьбой, трещотки и втулки-стебля, оборудованной двумя шкалами. На верхней размер указан в миллиметрах, на нижней – в половинах миллиметра. На конической части барабана нанесены деления, служащие для отсчёта сотых долей миллиметра.
Измеряемая деталь помещается между пяткой и винтом, а затем фиксируется в неподвижном состоянии. Осевое усилие обеспечивает фрикционное устройство трещотка. Показания снимаются сначала по шкале стебля, а затем по шкале барабана, после чего полученные значения складывают и получают результат.
Сложности изготовления винта с точным шагом на большой длине привели к тому, что микрометры выпускаются в нескольких размерах. Одни измеряют длины от 0 до 25 мм, другие — от 25 до 50 мм, третьи — от 50 до 75 мм и т.д., до 500-600 мм. Все микрометры, рассчитанные на измерение изделий от 25 мм и больше, снабжены установочными концевыми мерами, позволяющими выставить прибор «на ноль». Для более быстрого измерения существуют инструменты с цифровой индикацией, в которых конечное значение выводится на отдельное табло.
Продлить срок эксплуатации микрометра можно при соблюдении правил использования и хранения прибора. Грубо обработанные поверхности и детали, покрытые металлической пылью или окалиной, измерять нельзя. Также не рекомендуется работать с нагретыми предметами – от этого показания будут неточными. Вращение барабана трещотки следует осуществлять медленно и очень аккуратно, во избежание преждевременного износа винта. Хранить микрометр нужно в деревянном футляре, предварительно смазав инструмент техническим маслом и ослабив стопоры.



Точные измерения – залог успеха при изготовлении мелких деталей или их составляющих. Именно поэтому для работ необходимо использовать только качественный измерительный инструмент от надёжного производителя
Это особенно важно для профессионалов, использующих штангенциркули и микрометры ежедневно. профессиональный инструмент штангенциркуль микрометр
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Читать также: Съемники для подшипников внутренние
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Немного истории
Свое начало этот инструмент берет в 17 веке. Они изготавливались из дерева. Соответственно, имели не очень высокую точность. С развитием машиностроения, когда люди стали нуждатся в более совершенной технике, а инженеры в более точном измерительном приборе — штангенциркули начали изготавливать из металла. Это дало инженерам необходимую точность. Кстати, первые металлические штангенциркули появились в Англии в 18 веке.
В серийное производство штангенциркули были запущены в 1850 году. Они производились компанией «Brown and Sharpe», которая и по сегодняшний день выпускает измерительные инструменты. А наладил серийное производство Джозеф Браун (1796-1880гг.)
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
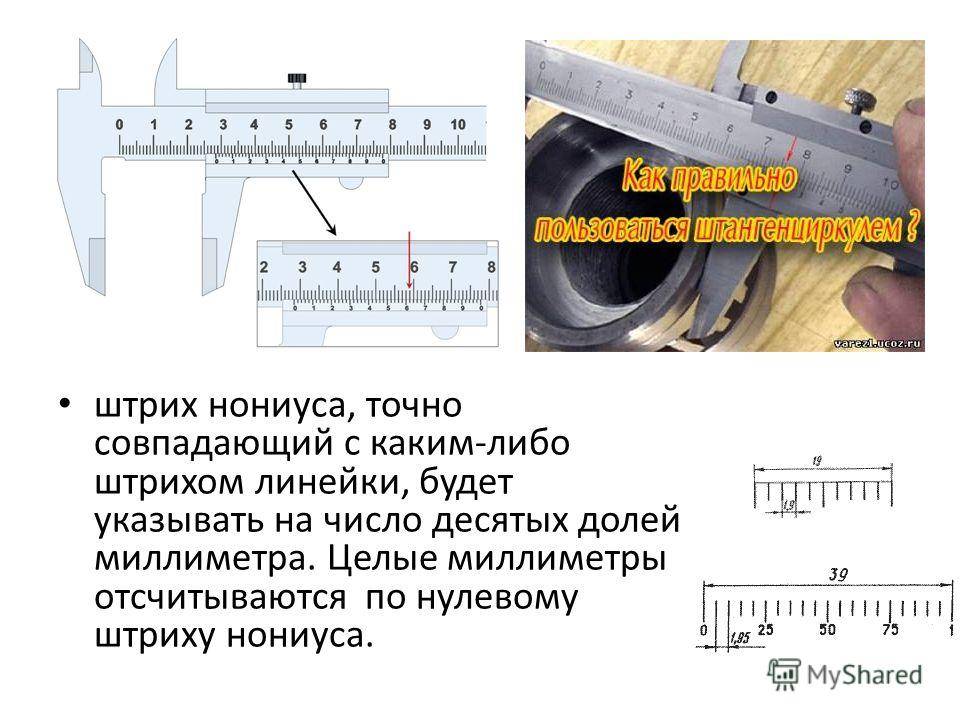
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Измерение штангенциркулем
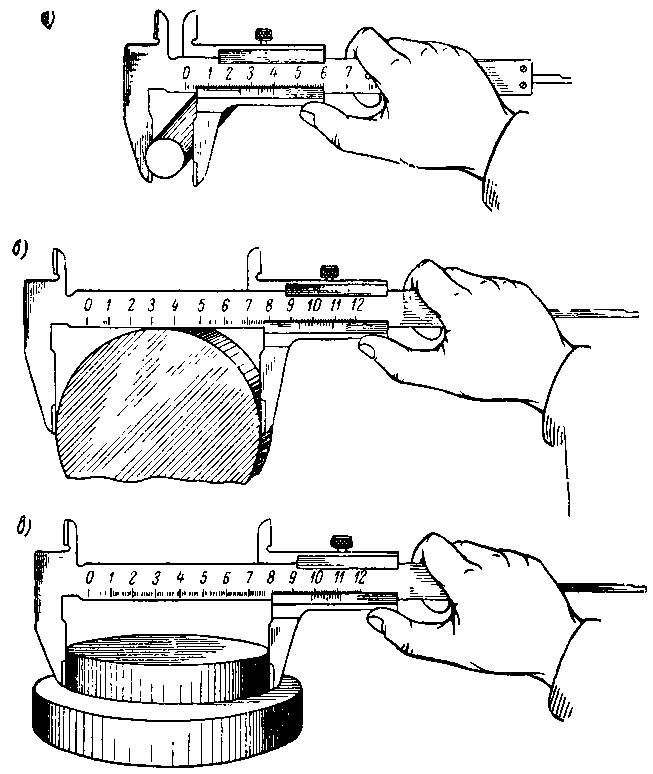
Как правильно измерять штангенциркулем наружные поверхности
Для снятия наружных размеров (толщины) нужно развести губки штангенциркуля, поместить между ними измеряемый предмет, затем сдвинуть губки и слегка сжать. Измерительные кромки должны располагаться параллельно поверхности заготовки. Деление на основной шкале штангенциркуля, совместившееся с нулевой риской дополнительной шкалы, будет обозначать целые миллиметры. Риска, которая на нониусе совпадет с риской на штанге, определяет десятые доли миллиметра.
Аналогичным образом измеряется внешний диаметр трубы, при этом губки должны касаться диаметрально противоположных точек на наружном диаметре изделия. Таким же образом измеряются и другие детали, имеющие круглое сечение: кабель, размер болта и пр.
Как измерить штангенциркулем внутренний диаметр детали
Для замера внутреннего диаметра требуется сдвинуть штанги губки в нулевое положение и ввести в отверстие параллельно измеряемой плоскости. Затем их нужно развести до упора, при этом стараясь добиться максимального значения показаний. Этим же способом штангенциркулем проверяют расстояние между параллельными плоскостями, только стараются получить минимальные показания шкалы. Диаметр отверстия от сверла небольшого диаметра замерить не удастся, все определяется толщиной губок.
Конструкция штангенциркуля
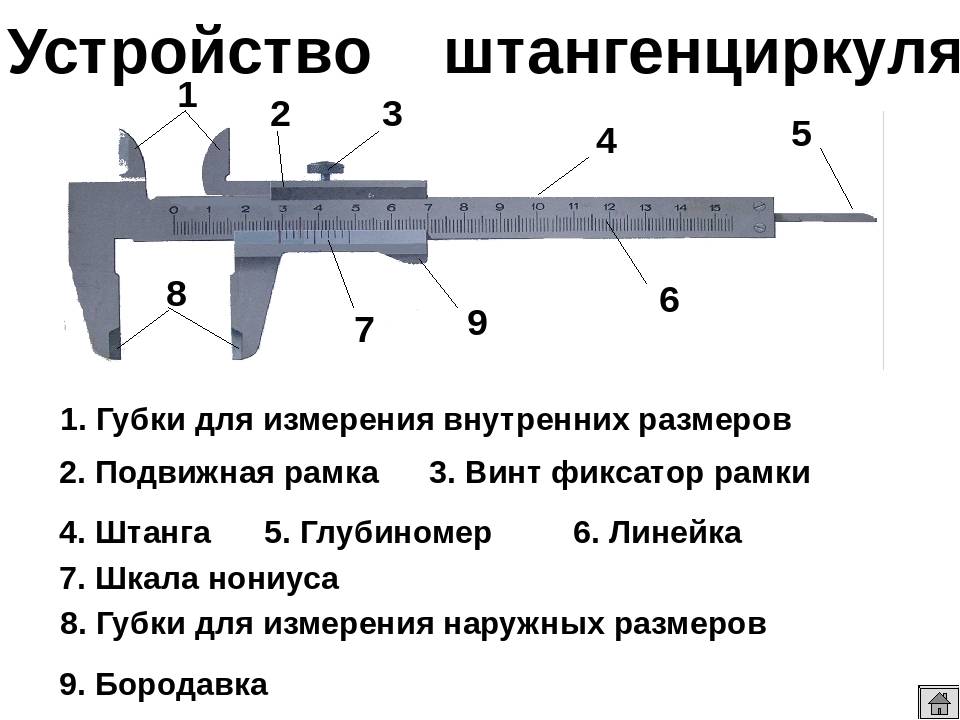
Разобраться в особенностях конструкции этого устройства необходимо для того, чтобы понять, как правильно им пользоваться. Состоит штангенциркуль из следующих деталей.
- Неподвижная планка или линейка (штанга). Она представляет собой основу конструкции. На неё нанесена шкала.
- Подвижная планка, которая может перемещаться вдоль по штанге. На этой планке имеется нониусная шкала. Она позволяет получить очень точные промеры, а именно отсчитывает доли миллиметра.
- Верхние и нижние губки. Это передвигающиеся детали, позволяющие измерять объект, и узнать размеры и снаружи, и внутри. Когда губки точно совмещены, на обеих шкалах должны точно совпадать нулевые отметки.
- Винт стопорный или зажимный. Он требуется для фиксации планки.
- Глубиномер. Тонкая выдвигающаяся планка, при помощи её измеряется глубина. Электронные измерительные устройства оснащены также аккумуляторами, передвижным механизмом.
Кроме того, существуют модели, в верхней части которых имеется подвижная дюймовая измерительная шкала. Пользоваться ими легко и удобно.
Определение показаний штангенциркуля
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения. На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Существуют нониусы, которые показывают сотые доли миллиметров. Принцип измерения в них очень схож. Главное, чтобы фиксирующий элемент всегда был в рабочем состоянии, иначе невозможно будет получить точные данные, так как положение измерительного прибора будет постоянно сбиваться.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Как измерить радиус штангенциркулем
Измерение штангенциркулем

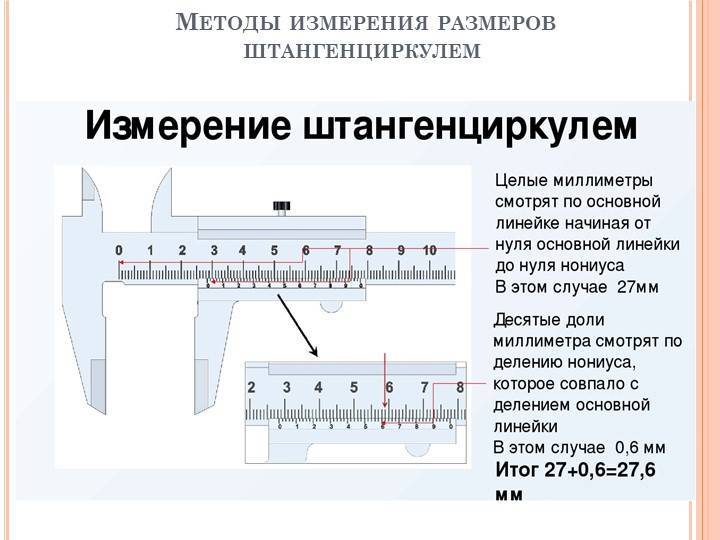
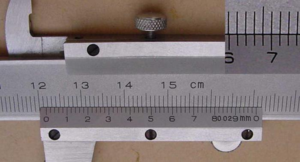
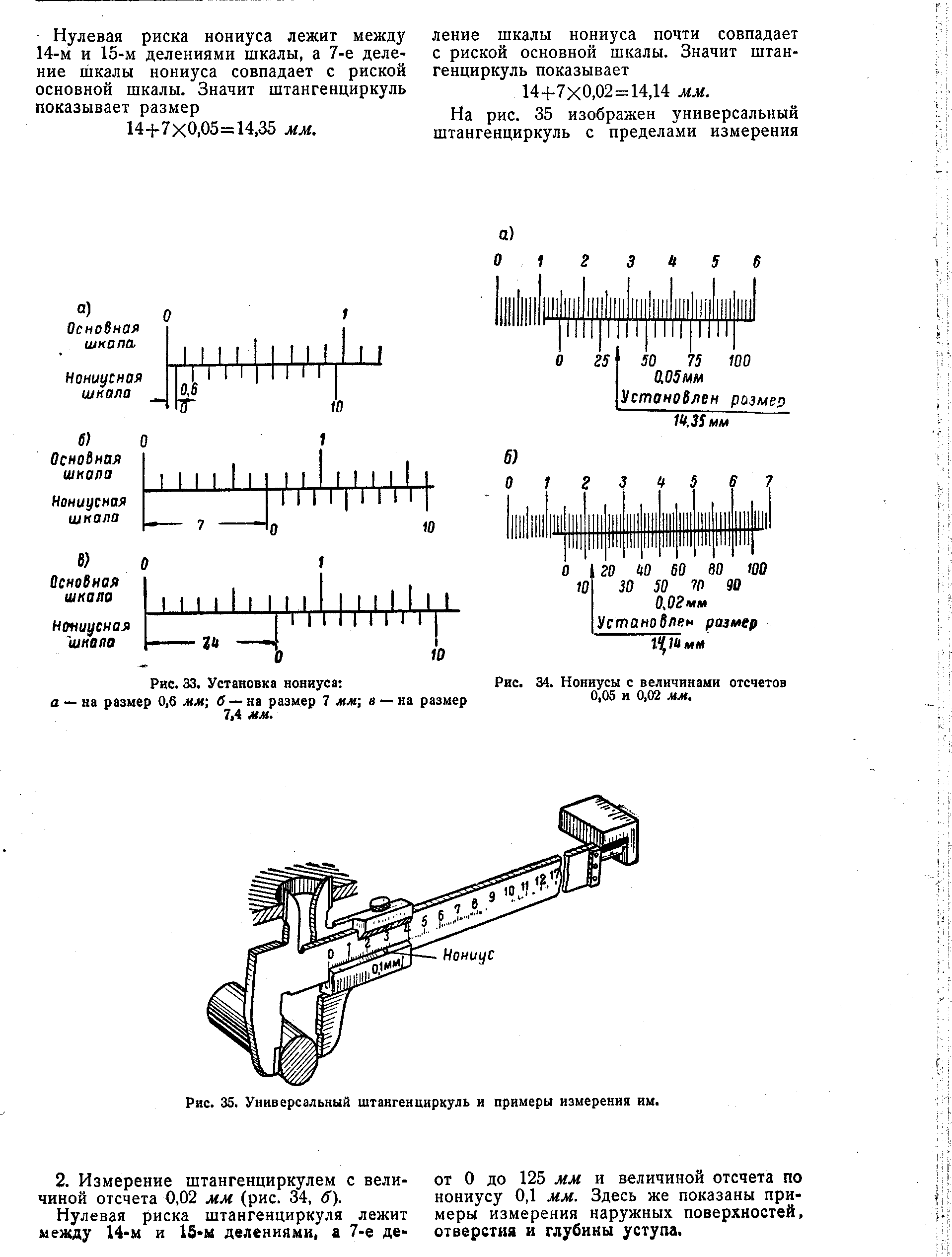
При разметке и обработке деталей широко используется контрольно-измерительный инструмент. С простейшим из них — измерительной линейкой вы уже знакомы. Она позволяет определить размеры деталей с точностью до 1 мм. Для измерения с большей точностью (до 0,1 мм) применяют штангенциркуль. Это универсальный измерительный инструмент. С его помощью можно измерять наружные и внутренние размеры деталей и глубину отверстия.



В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка». Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой. В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер»
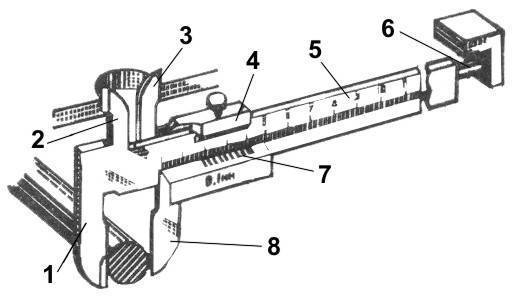
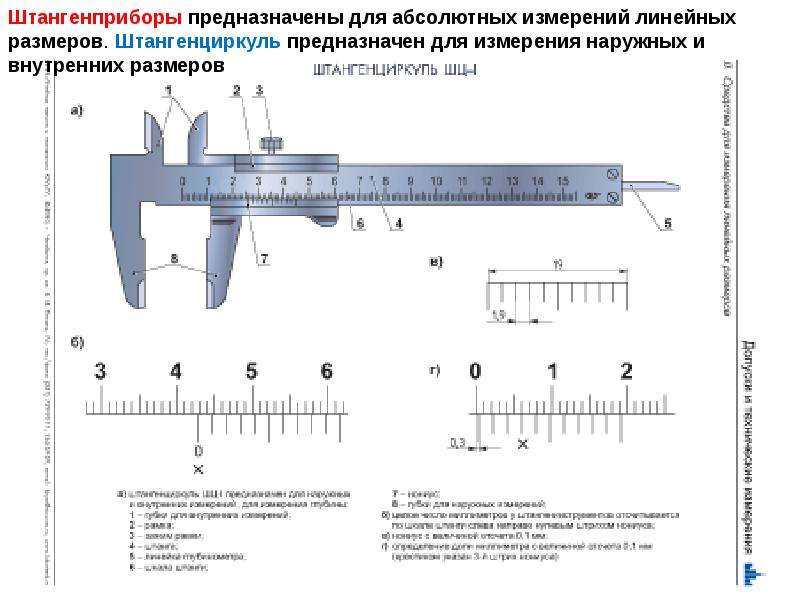
Штангенциркули бывают разных видов, они отличаются пределами и точностью измерения. На рисунке справа показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм.
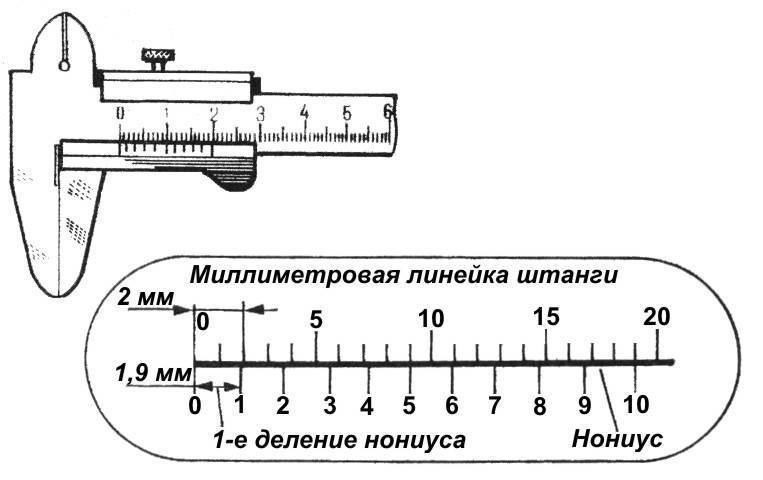
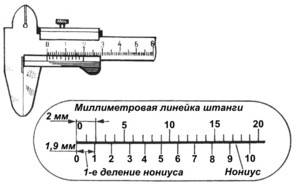
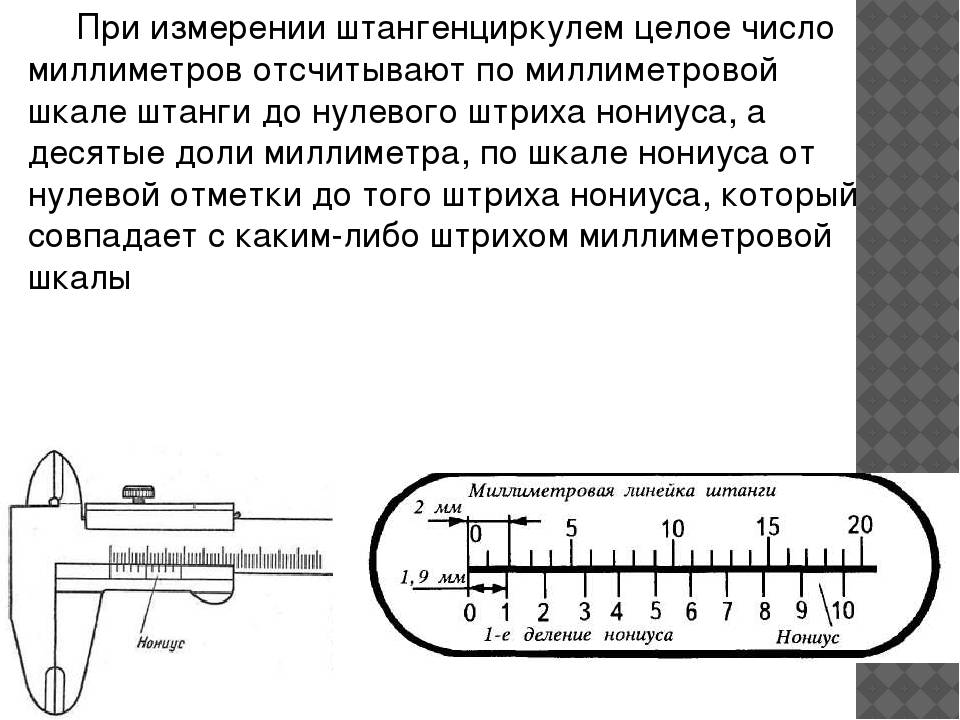
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. слева). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
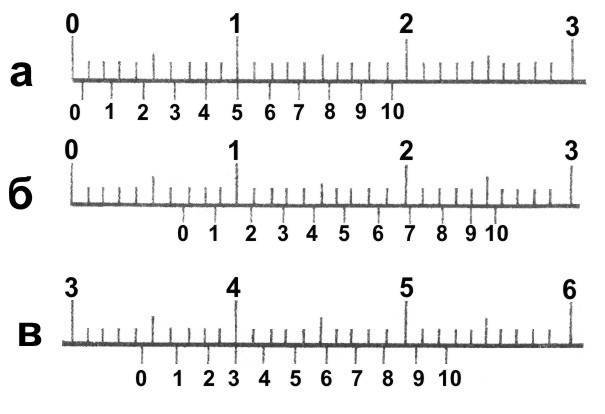
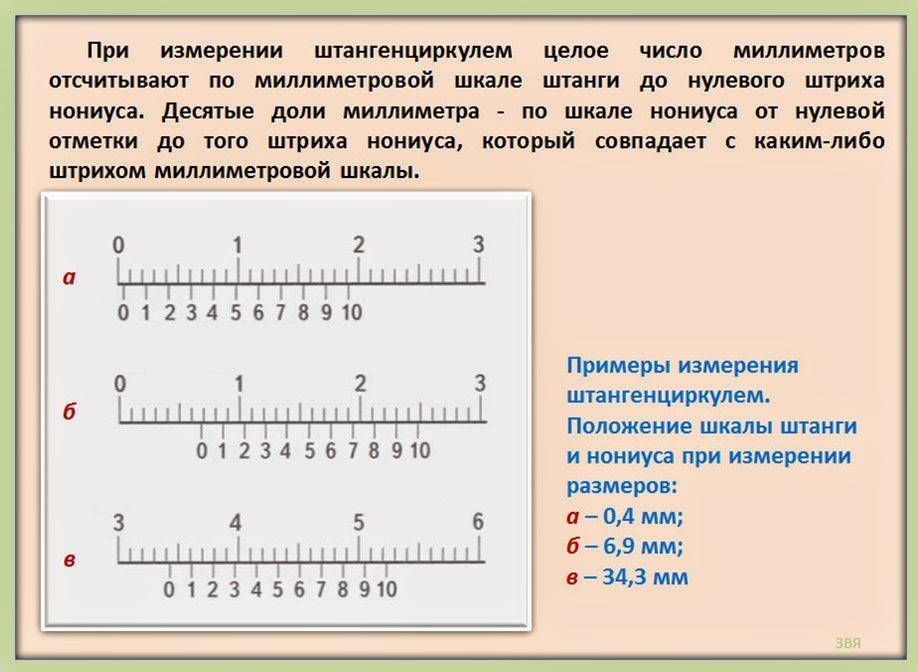
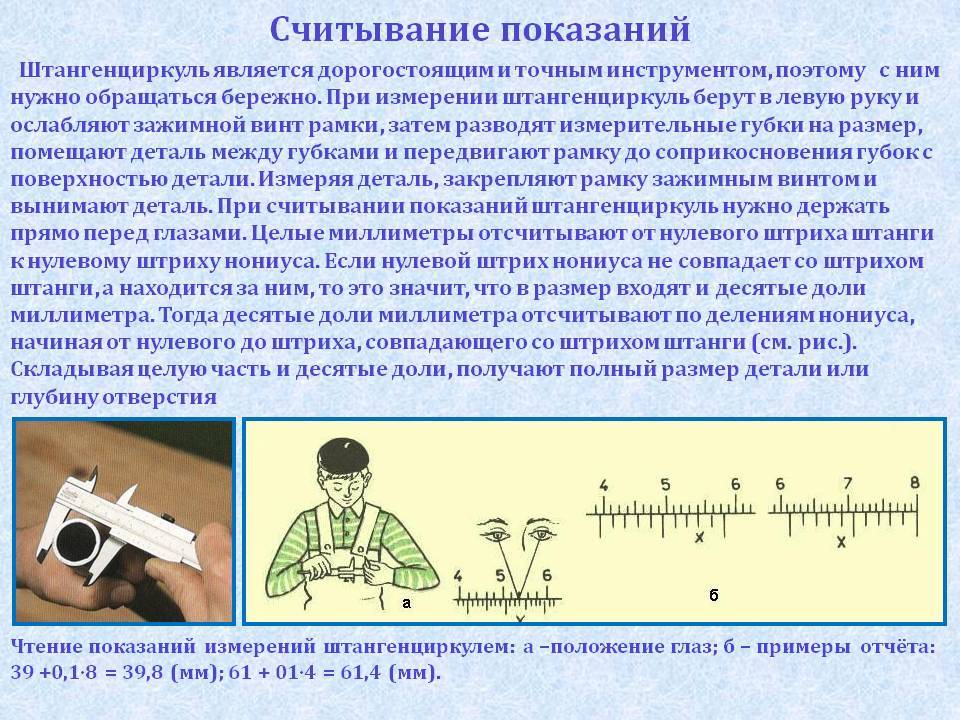
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм.
Перед началом измерений штангенциркулем надо осмотреть его и проверить на точность. Для этого надо совместить губки инструмента. При этом нулевые риски обеих шкал должны совпасть. Одновременно должен совместиться десятый штрих нониуса с девятнадцатым штрихом миллиметровой шкалы.
Штангенциркуль ШЦ-II (см. рис. слева) можно применять не только для измерения, но и для разметки. С его помощью наносят прямые риски от строго прямолинейных базовых кромок или поверхностей заготовок, делают засечки, проводят окружности.
Штангенциркуль является дорогостоящим и точным инструментом, поэтому бережное обращение с ним должно быть основным правилом работы. Перед началом работы штангенциркуль протирают чистой мягкой тканью, удалив смазку и пыль (особенно тщательно очищают измерительные поверхности). Нельзя очищать инструмент шлифовальной шкуркой или ножом. Измерять можно только чистые и сухие плоскости деталей, без задиров, заусенцев, стружки и царапин. Инструмент нельзя класть на нагревательные приборы и держать на солнце. Измерение следует выполнять чистыми и сухими руками.
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля
Положение их обязательно фиксируется стопорным винтом.Читая показания штангенциркуля, надо держать его прямо перед глазами.Губки штангенциркуля имеют острые концы, поэтому при пользовании им соблюдайте осторожность.Штангенциркуль должен лежать на рабочем месте так, чтобы им было удобно пользоваться. На него не должны попадать стружки, опилки.После работы штангенциркуль надо протереть чистой ветошью. Ниже вы можете проверить свои умения пользования штангенциркулем
Ниже вы можете проверить свои умения пользования штангенциркулем.
1.Выбираете заготовку
2.Находите на шкалах штангенциркуля(справа) размер.
3.Вписываете в прямоугольник внизу полученное значение и получаете оценку вашего ответа
ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее, чем чтение отсчёта по нониусу.
ШЦЦ — с цифровой индикацией (электронный) может измерять с точностью до сотых долей миллиметра.





