

Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
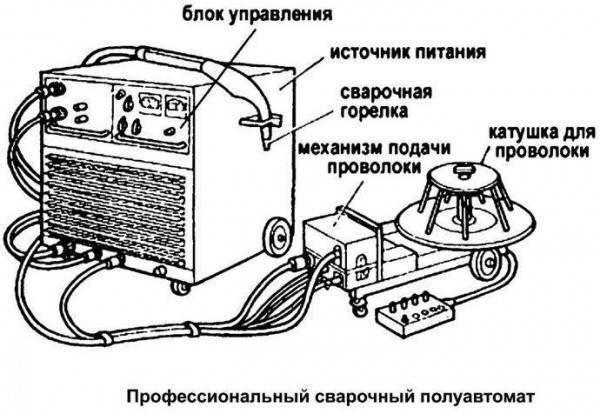
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.

Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.

Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Можно ли варить полуавтоматом без газа?
Некоторые начинающие сварщики сомневаются, что сварку полуавтоматом без газа вообще можно делать. Но на самом деле это возможно, просто нужно использовать не простую проволоку, а самозащитную. Подбирается она под свариваемый металл, а отличается от обычной особенным составом, позволяющим заменять собой при сварке полуавтоматом проволоку и газ одновременно.
В большинстве случаев для такой флюсовой проволоки применяются инверторные MIG/MAG сварочные устройства, так как у них высокий КПД, они более мобильны и компактны, а также менее чувствительны к перепадам напряжения в сети. Все это отлично сочетается с технологией самозащитной проволоки.
Что такое сварочный полуавтомат
Сварочным полуавтоматом называют аппарат с механизированной подачей присадочной проволоки. Полуавтомат состоит из различных узлов и конструктивных элементов. Разберем их подробнее.
- Горелки и рукава
- Источника питания
- Подающего механизма.
Горелка
Горелка поставляется совместно с рукавом. Это устройство которым сварщик ведет процесс. Через горелку подается присадочная проволока, на которую подается ток.
Во внутреннюю часть горелки устанавливается наконечник и диффузор или как его еще называют мундштук. Мундштук для полуавтоматической сварки необходим, через него подается рассеивающийся защитный газ.
На горелку наворачивается сопло. Сопло создает сфокусированную струю защитного газа. Что в свою очередь обеспечивает защиту металла шва от воздуха.
Во внутреннюю часть горелки устанавливается наконечник. Он резьбовой и изготавливается из меди или медных сплавов. Это необходимо потому того, что он токопроводящий. Медь же и медные сплавы обладают высокой проводимостью.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
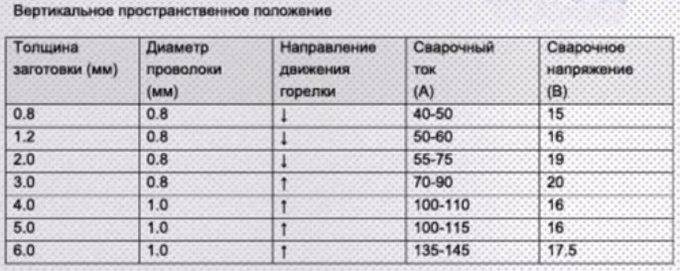
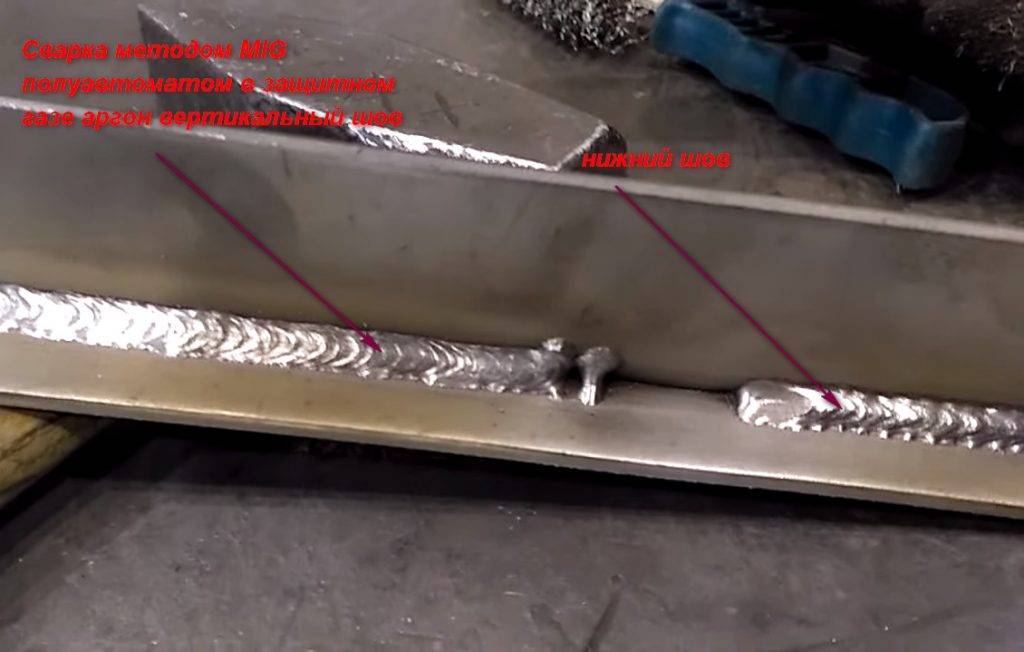
Положения и различия сварочных швов полуавтоматической сварки
Для того чтобы быстро освоить сварку полуавтоматом нужно понимание положений в которых приходится вести процесс.
Положения сварочных швов в пространстве различны. Они делятся на швы, которые выполняемые сварщиком в нижнем положении, отсюда и название – нижнее. Варить в этом положении можно вести как справа на лево, так и с лева на право. Можно использовать технику наложения узких валиков или варить с поперечными колебательными движениями.
Вертикальное положение.
Следующее положение это вертикальное. Выполнять сварочные швы удобнее на спуск при расположении горелки углом к низу. Это обеспечить удерживание металла сварочной ванны от вытекания за счет давления сварочной дуги.
Данный метод хорош для тонкого металла, когда не требуется глубокое проплавление. В случаях, когда это требуется, применяют метод сварки на подъем. Оно выполняется при угле наклона сварного шва в пределах от 60 до 120 градусов.
Потолочное положение.
Более 120 до 180 градусов идет так называемое потолочное положение сварочного шва. Он наиболее сложный для выполнения. Так как метал сварочной ванны вытекает, создавая дефект в виде наплыва, а процесс ведется в крайне неудобном положении практически над головой сварщика. Для его сварки горелку расположить перпендикулярно изделию или с наклоном назад. Также необходимо совершать колебательные движения горелкой в процессе сварки.










Горизонтальное положение.
Рассмотрим еще одно положение сварочного шва – горизонтальное. Его выполнение более сложно чем нижнее ввиду все того же вытекания металла. При сварке горизонтальных швов удобнее всего осуществлять колебания поперечные горелки начиная с нижней части кромок изделия.
Горизонтальные швы необходимо выполнять с колебаниями горелки, начиная варить от каря кромки.
Для выполнения вертикальных швов тонких листов используется метод сварки на спуск (сверху вниз), так как использование метода на подъем дает большое тепло вложение, что негативно отражается на конструкции прожогами и деформацией. Наклон электрода 20-35º
Существует множество видов сварных соединений. Для механизированной сварки их определяет ГОСТ 14771-76. Согласно которому определяются виды швов: стыковые, нахлесточные, угловые, тавровые. Применяемые как для сваривания труб и профильных конструкций, так и для листовых конструкций.
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Угловой сварной шов У1
Знания, что представляют собой сварочные полуавтоматы, как ими пользоваться позволяет соединять металлы максимально эффективно, качественно.
Управление горелкой можно осуществлять как одной, так и двумя руками. Во втором случае, сварочный шов будет намного ровнее, качественнее, потому что сварщик работает увереннее, крепче удерживает устройство в руке.
Одна рука обхватывает горелку таким образом, чтобы указательный палец смог расположиться на кнопке запуска. Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Виды полуавтомата
Сварочный аппарат подобного типа представляется механическим устройством, где установлена бобина со сварочной проволокой, которая выполняет функцию плавящегося электрода.
Последний подается в зону сварки автоматически. Сила рабочего тока, скорость поступления в зону сварки электрода, сварщиком выбирается самостоятельно. Условия зависят от вида соединяемого металла, скорости продвижения горелки.
Полуавтоматические агрегаты насчитывают несколько видов, однако их можно несколько упорядочить, что поможет облегчить классификацию. Основная из них выражается способом защиты металла при выполнении операции:
- под флюсом, который расположен в середине рабочего прутка, что походит на обмазку электропроводящего стержня — электрода;
- в среде регулируемой газовой среды, активной либо инертной.
Полуавтоматический процесс происходит вследствие образования электрического разряда, который преобразуется в тепловую энергию и плавит основной сварочный элемент – электрод.
Агрегат с регулируемой атмосферой может соединять цветной или легированный материал, где газовой средой служит углекислота. Модуль может быть как однофазным, так и трехфазным.
Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
В противном случае нельзя гарантировать формирование качественного сварного валика. Трехфазный агрегат показывает лучшие результаты по сравнению с однофазным, но его можно подключать только в определенных местах, любая пара фазных проводов должна иметь 380 V.
Полуавтоматические модули несколько отличаются друг от друга, но имеют общую комплектацию, выраженную следующими элементами:
- Газовый баллон с регулируемой защитной атмосферой.
- Трубка подачи газа к рабочей зоне.
- Бобина с присадочной проволокой.
- Подающий присадку механизм — тянущий, толчковый либо комбинированный. Последний оснащается двумя механизмами.
- Газовая горелка подает защитную атмосферу к сварочной ванне, обеспечивая металлу защиту от проникновения кислорода из внешней среды.
- Источник питания — инвертор либо трансформатор, в зависимости от мощности предполагаемого процесса.
- Блок управления, регулирующий силу электрического разряда и скорость доставки присадочной нити.
- Газовая аппаратура модуля.
- Кабели цепи управления.
Технология операции зависит от нескольких условий ее проведения — вида рабочего металла, длины валика, использование либо отсутствие газового баллона. Выполняются швы несколькими предусмотренными способами:
- Стыковой предусматривает плотное сочленение двух элементов между собой сварочным валиком. Применяется во время ремонта автомобильной и другой техники.
- Нахлесточный исполняется точечным способом, когда один рабочий элемент налаживается на другой.
Часто подобный метод образует сплошной неразрывный валик.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).










Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
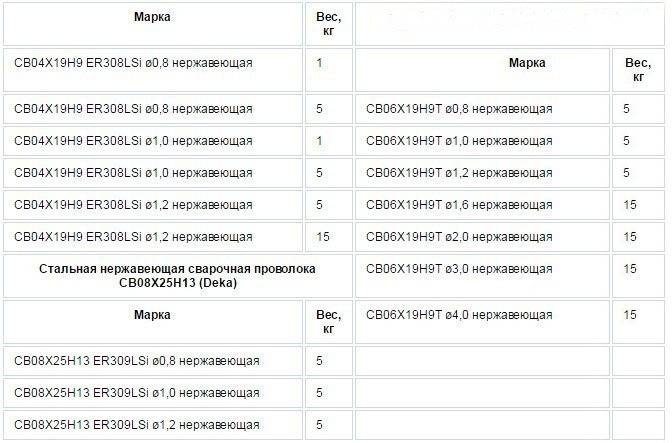
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
Средние показатели:
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
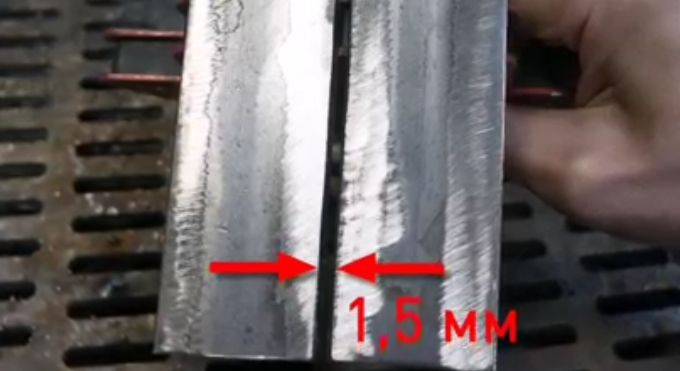
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
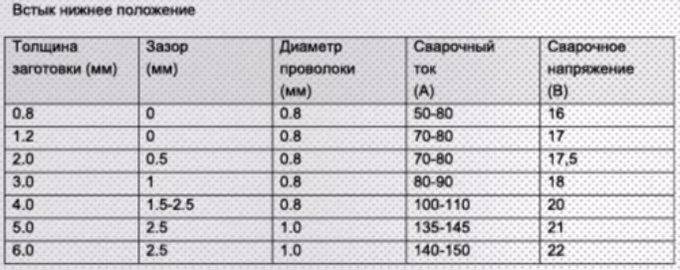
Таблицы (ниже) помогут вам определится с настройками полуавтомата:

При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:








P.S. Прочитав статью, посмотрев таблицы и видео (для начинающих), вы освоите автоматическую технологию соединения нержавеющей стали — быстро. Удачи!
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Профессиональное оборудование
В этот сегмент входят агрегаты ведущих брендов. Анализ отзывов пользователей помог составить таблицу лучших моделей стоимостью 60-110 тыс. руб.
| Название | Мощность, кВт | Сила тока | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес, кг | Средняя стоимость, руб. |
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0,6-1,2 | 40 | 28 | 62000 |
| ESAB Caddy Mig C200i | 5 | 30-250 | 60 | 0,6-1,2 | 45 | 11,5 | 75000 |
| Bluweld Starmig 200 | 5,5 | 5-200 | 67 | 0,6-1,2 | 30 | 23 | 80000 |
| Кедр 8005048 | 23 | 500 | 75 | 1-1,6 | 100 | 50 | 105000 |
| Kemppi MinarcMig Evo 200 | 6,2 | 20-200 | 75 | 0,6-1 | 35 | 13 | 107000 |
Все вошедшие в рейтинг агрегаты могут функционировать в ручном режиме. Bluweld Starmig 200 снабжен функцией аргонодуговой сварки.
Техника безопасности

Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей
Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Что нужно для полуавтоматической сварки
Схема сварочного поста механизированной сварки МИГ и МАГ
Рассмотрев схемы можно получить достаточно полное понимание того, что необходимо для того, чтобы работать сварочным полуавтоматом. Первое это конечно сам полуавтомат, состоящий из инверторного источника питания, подающего устройство, сварочной горелки, газового оборудования. В некоторых случаях используется система охлаждения горелки. Подающее устройство для полуавтоматической сварки бывает совмещено с источником питания и установлено в одном корпусе. Также бывает и отдельной надстройкой, которая подключается к инвертору.
Длинна шланга при полуавтоматической сварке, как правило, составляет от 1 до 3 м. Это обусловлено тем на сколько близко стоят газовые баллоны. Если баллон один и установлен на одну станину со сварочным полуавтоматом, то длинна шланга будет 1-1,5 м. Шланг подключается к редуктору.
Редуктор
Редуктор — устройство цель которого регулировать (снижать) давление газа.
Современные редукторы зачастую уже совмещены с ротаметром и устройством для подогрева газа. Редуктор с подогревом для полуавтоматической сварки необходим, чтобы работать в холодное время года. Обеспечивая прогрев углекислого газа. Что улучшает его испаряемость и защиту.
Осушитель
Также для полуавтоматической MAG сварки применяют осушители высокого или низкого давления. Работать без осушителя, который поглощает влагу из углекислоты, сложно. В шов из газа будет попадать влага, которая станет причиной образования пор. Выпускаются высокого и низкого давления. Это отличает их места установки. До или после редуктора. Низкого давления после редуктора, высокого давления – перед редуктором.
Для полуавтоматической сварки в инертных газах оборудование все то же что и для процесса в среде активных газов. Различается только используемый газ ну и цвет баллона.









Ротаметр – определяет количество расходуемого газа в минуту.
Теперь добрались и до процесса в смеси газов. Тут уже будут более значимые отличия. Посмотрев на схему, можно видеть, что баллонов стало уже два. А может быть и больше, к примеру три для смеси Ar+CO2+O2. Также появился газовый смеситель. Все прочее оборудование такое же как и в случае с чистым газом.
На схеме механизированной сварки выполняемой смесью газов изображен сварочный пост без водяного охлаждения. Как правило водяное охлаждение используется на аппаратах с высокой мощностью, большими токами и ПВ близким к 90-95%.
Как правильно выполнять полуавтоматом сварку.
Проверяем все ли готово.
Проверяем размер вылета сварочной проволоки. Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом
Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче
Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Проверяем подается ли защитный газ при нажатии кнопки. Если сварка ведется в холодное время года, то необходимо использовать подогрев газа. Для этого применяют специальное подогревающее устройство.
Зажигание дуги.
Поджигаем дугу. Для этого требуется коснуться концом сварочной проволокой заготовки в нижнем углу разделки кромок, нажать кнопку, расположенную на корпусе горелки.
Сразу после запуска происходит одновременно два процесса – подается газ и электродная проволока в зону процесса. Горелку в процессе сварки необходимо держать таким образом, чтобы была возможность контроля сварочной ванны. Это обеспечить правильное расположение сварочного шва.
Основной этап.
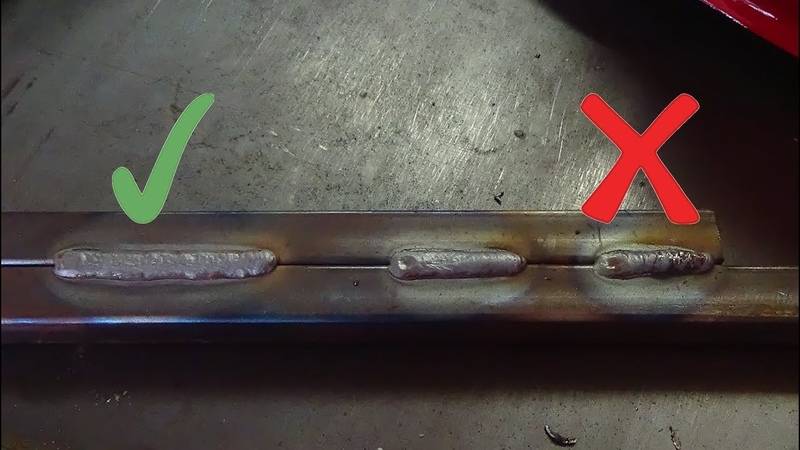
В процессе работы необходимо контролировать звук сварочной дуги. Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Важно следить за геометрией получаемого сварочного соединения. Если получается малое проплавление основного металла, а валик узкий необходимо увеличить напряжение сварочного тока
Сварка выполняется зажженной дугой.
Во время работы необходимо вести горелку не только вдоль стыка, но и перемещать ее, совершая колебательные горизонтальные движения изображенные на рисунке. Этим можно улучшить структуру сварочного шва, значительно измельчив структуру сварного соединения.
I – сварка корневого прохода, II – заполнение кромок (второй слой), III- заполнение и облицовка шва (3 и последующие слои)
Необходимо обязательно защищать тело от разбрызгивания металла.
Чтобы остановить сварочный процесс, нужно просто перестать нажимать кнопку и убрать горелку с места сваривания металлических поверхностей.
Советы и рекомендации
При выполнении данного вида сварки главным условием является правильная настройка аппарата.
Если все выполнено правильно, то рабочий процесс будет происходить без каких-либо разрывов, а дуга всегда будет ровно гореть.
Проволоку, которая выступает в качестве электрода, следует выставлять направлением вперед. В этом случае дуга не оборвется, даже если движение будет не плавным.
Выполняя необходимую работу на полуавтомате, отпадает необходимость постоянно менять электроды, а готовый шов не нужно будет обрабатывать и затирать от скопившегося шлака.
Начинающие мастера ознакомиться с процессом сварки на полуавтомате могут с помощью видео, которое размещено ниже.
Видео:
Тот домашний мастер, который освоит данный вид сварки, сможет самостоятельно выполнять самые разные виды работ.
Конечно, данная работа имеет свои тонкости и нюансы, однако разобраться в них при желании не составит большого труда.
Подробно о выполнении сварки полуавтоматом, рассказывает видео в нашей статье.
Принцип действия

Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.










При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.





