

Почему возникают проблемы с пайкой алюминия
Алюминий – легкий и гибкий материал, который имеет на своей поверхности слой оксида. Естественное покрытие не позволяет ему вступать в химические реакции с другими элементами. Физические свойства создают определенные трудности, ведь защитный оксидный слой является главной проблемой в процессе пайки.
Чтобы обойти свойства элемента и осуществить надежное скрепление деталей, используют различные приемы и вспомогательные материалы. Более того, есть возможность пайки даже к другим цветным металлам с помощью олова и паяльника. Чтобы пайка алюминия прошла быстро, качественно и без проблем, необходимо разобраться во всех тонкостях и особенностях процесса.
Как выбрать газовую горелку для пайки труб из меди
Чтобы не ошибиться с выбором, следует четко представлять, для каких целей приобретается газовая горелка. Для разовых работ по монтажу медного трубопровода в доме или квартире будет достаточно недорого аппарата с минимальным набором функций. Для профессионального применения стоит переплатить и отдать предпочтение мощным горелкам с широким функционалом от популярного производителя.
Как правило, выбор инструмента осуществляется по следующим критериям:
- Мощность горелки. Определяет возможность пайки толстостенных медных труб и изделий большого диаметра.
- Тип топлива. Пропан, бутан, ацетилен, МАРР-газ и т.п.
- Область использования. Горелка для пайки труб, не всегда подойдет для резки, и наоборот.
- Материал, с которым предстоит работать. Медь хорошо соединяется пайкой с другими металлами: бронзой, сталью, никелем.
Из конкретных моделей газовых горелок, представленных на современном рынке, можно выделить продукцию нескольких крупных производителей:
- Kemper. Итальянский бренд, выпускающий горелки, работающие на одноразовых газовых баллонах. В комплекте идут сменные насадки.
- Rems. Немецкий производитель, выпускающий горелки с турбонаддувом и самоподжигом. Устройства работают с несколькими типами горючих смесей и используются для мягкой, либо жесткой пайки труб сечением до 64 мм. Пламя разогревается до 2500°С.
- Virax. Горелки работают на пропане и оснащаются механизмом пьезоэлектрического поджига. Средняя стоимость – 4500 рублей.
- Донмет. Выпускает ручные горелки средней ценовой категории. Аппараты снабжаются комплектом насадок и работают на разных газовых смесях.
- Kovica. Китайский бюджетный бренд, выпускающий модели на одноразовых пропановых баллонах. Стоимость инструмента начинается от 1500 рублей.
- Castolin. Выпускает универсальный инструмент, способный работать с несколькими видами топлива. В модификацию горелок включаются фиксатор пламени, набор сопел, регулятор интенсивности горения.
- Также, неплохие качественные аппараты выпускаются под брендами Rothenberger, Аллгаз, Профи-Тулс.

Если газовой горелки под рукой не окажется, ее функции может взять на себя строительный фен. Устройство не так удобно в использовании, но способно разогреть струю воздуха до температур, достаточных для плавления мягкого припоя.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Советы по выбору лучшей горелки
Выбор горелки – сложный вопрос, учитывая предлагаемое количество инструмента на коммерческом рынке и современные технологии изготовления газовых горелок.
Поэтому термин «лучший», в данном случае, следует, пожалуй, отнести не столько непосредственно к инструменту – горелке для домашней пайки медных труб, сколько к тем условиям производства работ, какие предполагаются.
Однако если на каждые отдельно взятые условия подбирать определенный аппарат, недолго разориться, в буквальном смысле. А потому, лучшей горелкой логично считать универсальную конструкцию. Ярким примером универсальности выступает, к примеру, аппарат фирмы Castolin – модель СT27.

Популярный среди мастеров разного уровня паяльный аппарат от фирмы Bernzomatic – один из вариантов удачного выбора, которым обеспечивается производство работ разной сложности
Среди популярных фирм, поставляющих качественное газовое оборудование для пайки меди, помимо Bernzomatic и Castolin следует упомянуть такие как СЛЕДОПЫТ, DAYREX, Flame Gun, Energy, REXANT, Rothenberger. Кстати, продукция последнего упомянутого бренда отличается довольно высоким ценником.
Кроме производителя при выборе оптимального приспособления для производства пайки, новичкам желательно смотреть характеристики. Если горелка допускает применение практически в любых вариантах исполнения работ, в том числе соединение медных труб и прочие действия, то подобную модель можно брать.
Еще один критерий – тип питания и регулировка пламени. Хорошо, если понравившаяся портативная конструкция для пайки меди будет предназначена под питание от баллонов «SAS/Pro» или «MAPP/Pro» и сможет обеспечить тонкую регулировку и фиксацию пламени.

Не менее важную роль играет вес аппарата – так, неплохой вариант – горелка весом около 400 граммов, которая, к тому же, специально приспособлена для производства пайки в любых положениях
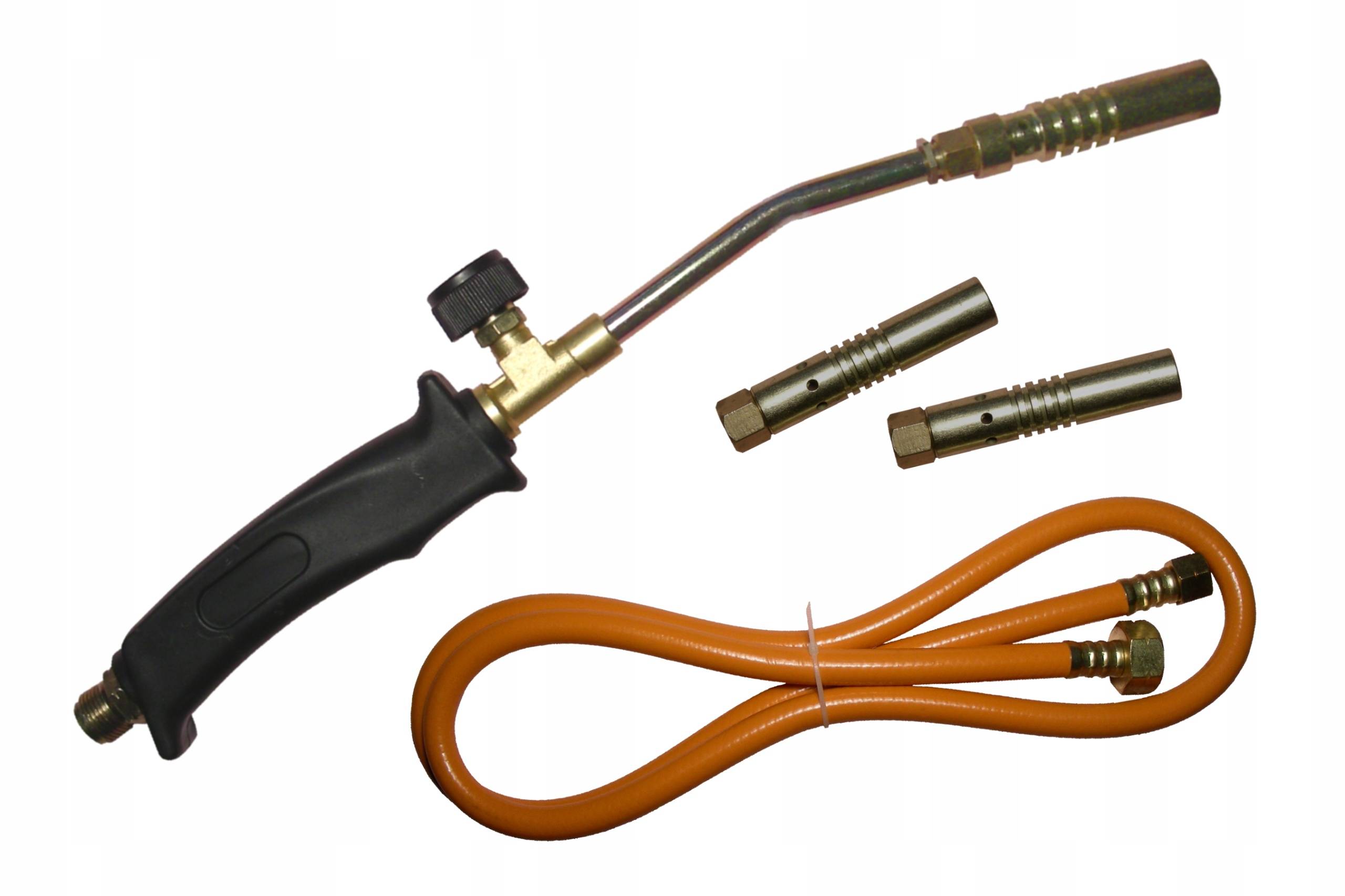
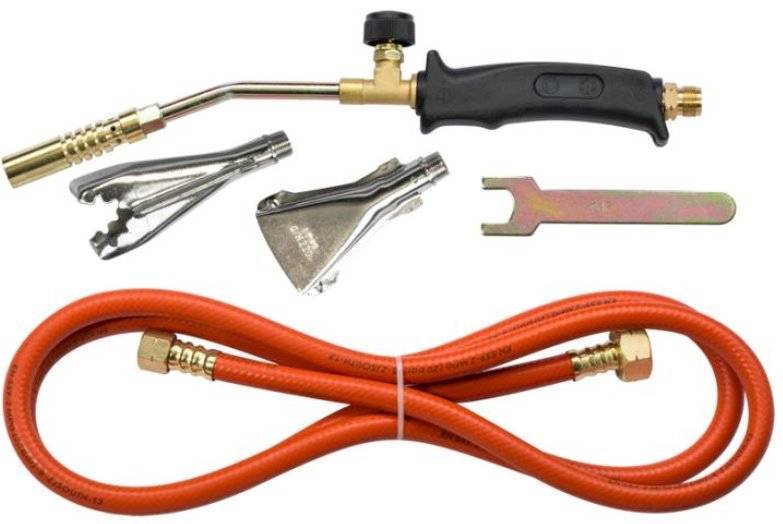
Что касается комплектации, то горелка для новичка в деле пайки меди должна быть оснащена минимум тремя разными наконечниками:
- стандартным;
- циклонным;
- супер циклонным.
Такой набор наконечников позволит обрабатывать точки паяных соединений самых различных конфигураций и формировать красивые малозаметные швы.
Вот, собственно, примерно по такому принципу следует подбирать аппарат под пайку. Современный рынок открывает обширные возможности для выбора подходящей горелки.
Применение газовых горелок
Спаивание медных труб – это популярный метод соединения таких изделий для организации подачи воды в дом или квартиру. Данная технология стыковки труб берет свое начало еще со времен Древнего Египта. Несмотря на это, данный метод начал стремительно развиваться именно в последнее время.
Система водоснабжения со спайкой в местах соединений способна выдерживать высокие тепловые и гидравлические нагрузки.
Медные трубы отличаются высокой стоимостью. Это, пожалуй, их единственный большой недостаток. Зато достоинства с лихвой оправдывают их цену.
Широкое распространение они получили благодаря следующим свойствам:
- высокая коррозионная стойкость к внешним воздействиям;
- длительный срок службы, превышающий десятки лет;
- устойчивость к перепадам температур;
- высокая пластичность, что позволяет изготавливать трубы сложных форм;
- способность выдерживать значительные давления.
При установке любого трубопровода самым важным является надежное и герметичное соединение всех его деталей. В работе с медными трубами выделяют две основные методики работы: запрессовка и спаивание. Второй вариант является более надежным. Он гарантирует высокое качество соединений и их долговечность.










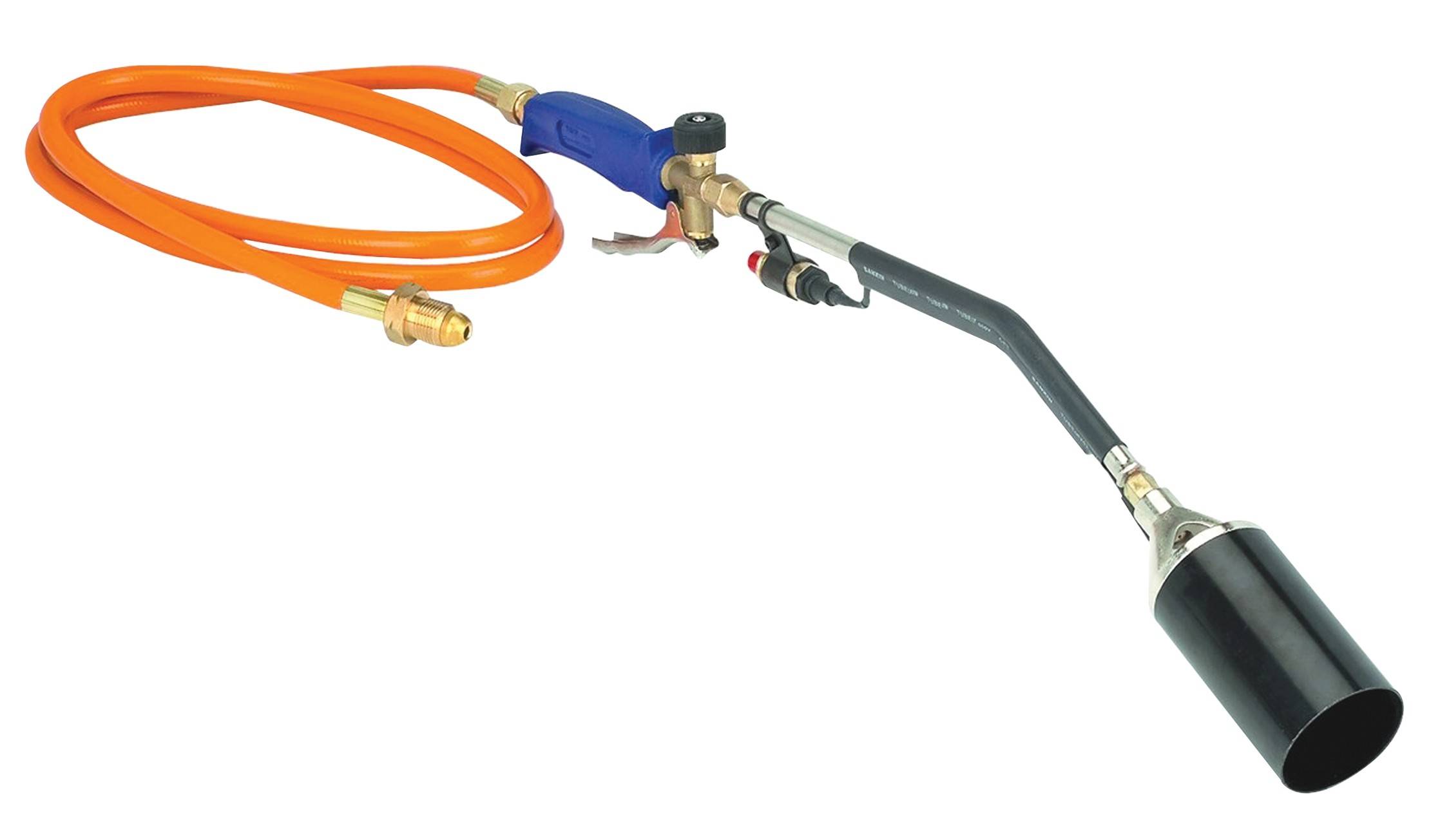
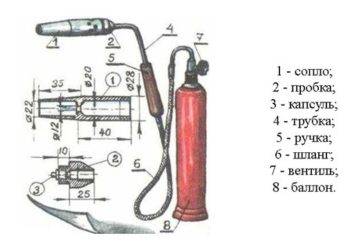 Газовая горелка для пайки.
Газовая горелка для пайки.
Для состыковки труб данным методом необходим специализированный инструмент для пайки. В этих целях преимущественно используется газовая горелка для пайки меди.
Она отличается простотой использования, экономичностью и безопасностью. Кроме того понадобится еще: труборез, фаскосниматель, расширитель, молоток и рулетка.
Горелки могут отличаться друг от друга по используемому топливу, мощности и эффективности. На крупных предприятиях и строительных объектах используются устройства со стационарным газовым баллоном.
Для маленьких объемов работы или для домашних целей целесообразно использовать ручные аппараты с одноразовым баллоном.
При выборе инструмента важно обращать внимание на его мощность. Ее величина определяется температурой плавления припоя, который планируется использовать
Еще одним широко используемым материалом является алюминий
Он применяется и в промышленности, и в домашних условиях. Для надежного и качественного соединения отдельных алюминиевых деталей используют спаивание
Еще одним широко используемым материалом является алюминий. Он применяется и в промышленности, и в домашних условиях. Для надежного и качественного соединения отдельных алюминиевых деталей используют спаивание.
Сваривать этот материал не представляется возможным. Это обусловлено изменением его структуры при нагреве.
Горелка для пайки алюминия отлично справляется с поставленной задачей. В отличие от других методов, спаивание алюминия не так удобно. Однако оно оказывается наиболее предпочтительным во многих случаях. Осуществлять спайку можно с использованием газовоздушной ГВП.
Спаивание горелкой является более удобным по сравнению с использованием электрического паяльника. Это обусловлено возможностью контроля температуры пламени, что позволяет работать как с крупными, так и с мелкими деталями.
Для получения качественной спайки используют флюс. При работе в домашних условиях предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
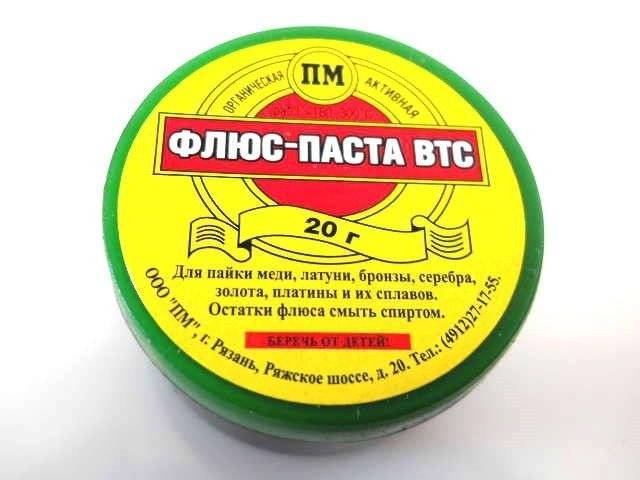
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Инструменты и оборудование для пайки медных труб
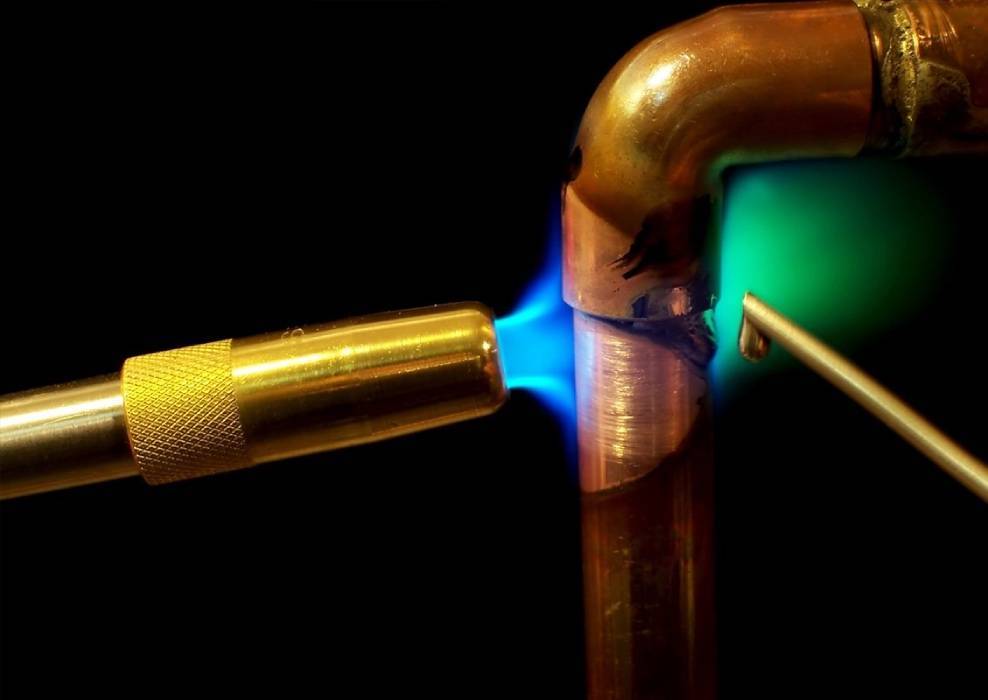
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.

Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью.
Труборез. Позволяет получать строго перпендикулярный ровный срез.
Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края.
Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной.
Рулетка, молоток.

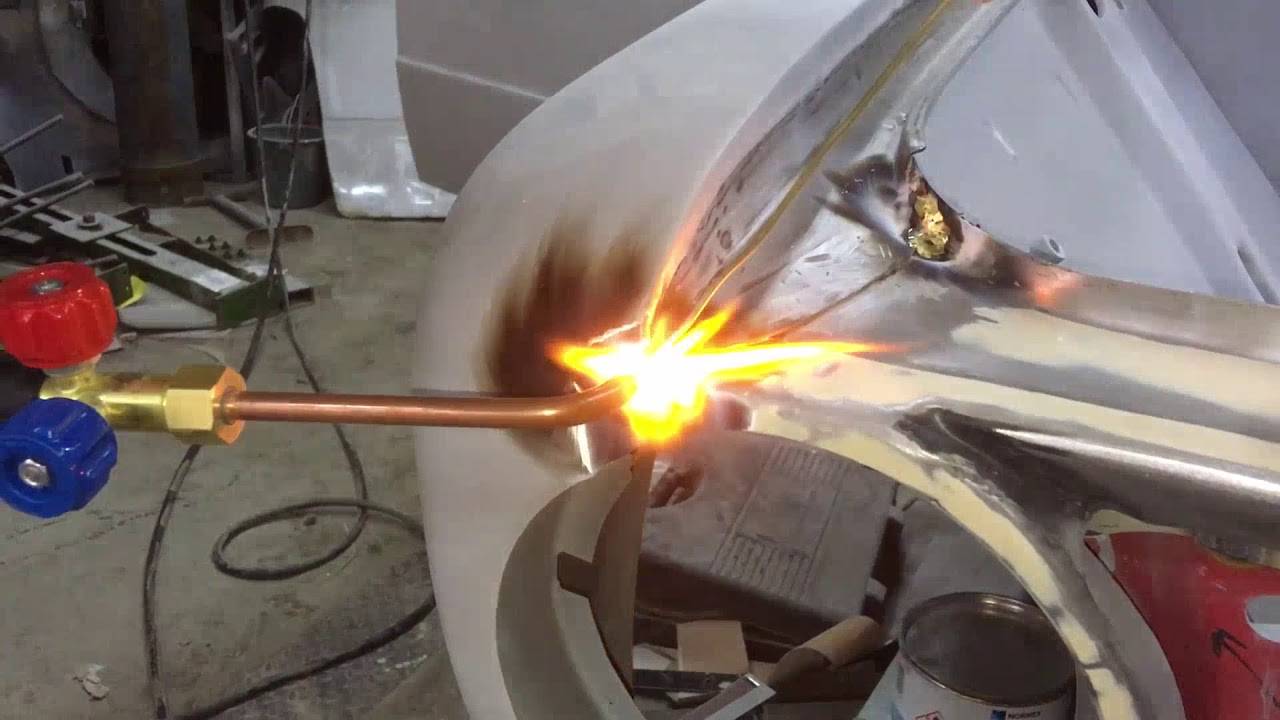
Пайка алюминия газовой горелкой
Опытные специалисты утверждают, что пайка алюминия в домашних условиях на высоком уровне возможна только с применением горелки.
Главное условие для надежного скрепления – точная подгонка деталей
Важно, чтобы зазор между элементами был минимальный. Это позволит припою не утекать и оставаться на месте стыка
Рекомендация не касается ситуаций при ремонте трещин и сквозных отверстий.

Работая с горелкой важно равномерно нагреть деталь. Не допускать перегрева свыше 650°С, поскольку метал попросту начнет плавиться
Оптимальный температурный режим для пайки горелкой 500°С.







Выбор горелки
Чтобы паять алюминий в домашних условиях будет достаточно портативной горелки и туристического баллона с газом
Особое внимание стоит уделить типу горелки. Модели с широким соплом не подойдут для пайки, поскольку они будут разогревать большую площадь

Соответственно предпочтение нужно отдать изделиям, которые имеют возможность локального нагрева. Проще говоря нужно, чтобы было узкое сопло.
Пайка китайским прутком
По своей конструкции прутки – это тонкая цинковая трубка, которая имеет стержень с порошковым флюсом. Производитель утверждает, что такие китайские образцы позволяют быстро, легко и качественно паять цветной металл даже без зачистки.
Пользоваться китайскими прутками очень просто. Достаточно плотно прижать детали между собой и разогреть до 500°С горелкой. При этом припой должен растопиться и заполнить щели между деталями. После формирования шва нагрев прекращают, деталь постепенно остывает.
Китайскими прутиками быстро и эффективно можно спаять алюминий в домашних условиях, поскольку материал достаточно текуч и подвижен.
Способ с щеткой насадкой по металлу
Если нет китайских прутиков, для пайки алюминия и дюралюминия можно использовать метод со щеткой. Он предусматривает, нагрев скрепляемых слоев газовой горелкой с нанесением олова. Далее осуществляется повторный нагрев с параллельной зачисткой щеткой по металлу. Можно воспользоваться дрелью из соответствующей насадкой. При этом необходимо добавлять олово. Следующая фаза включает обычную пайку. После остывания, место стыков можно отшлифовать.
Особенности выбора газовых горелок
Ассортимент доступных паяльных горелок очень велик. В магазинах предлагаются многочисленные варианты, отличающиеся друг от друга: мощностью, конструкцией, размерами, источником топлива и т.д.
В результате выбрать газовую горелку – задача не из простых. Для ее решения необходимо определиться с типом работы, для которой планируется использование.
Для состыковки труб из меди лучше использовать газовоздушные горелки. В магазинах предлагают различные варианты такого инструмента. Они могут комплектоваться дополнительными элементами: переходниками, наконечниками и т.д.
В зависимости от смеси, на которой они работают, бывают:
- пропановые;
- ацетиленокислородные;
- на основе MAPP-газа.
Первый вариант прибора может быть многоцелевым или специального назначения. В них предусмотрено наличие режима экономии смеси и автоподжига.
Инструмент на основе MAPP-газа является более производительным в сравнении с горелками на пропане. Это достигается за счет большей энергии сгорания топлива.
Второй вариант позволяет обеспечить надежные паяльные швы. Такое устройство продается по приемлемым ценам со стационарным или одноразовым газовым баллоном. Данные приспособления для спаивания магистралей и различных элементов металлических конструкций тугоплавким и мягким припоем.
Для домашних целей или незначительных работ подойдут портативные газовые паяльники. Они могут использовать различные виды смесей.
 Насадка на газовый баллон для пайки.
Насадка на газовый баллон для пайки.
Преимущества данных инструментов для пайки медных труб следующие:
- отсутствие необходимости подключения к электросети и использования шнуров, проводов и кабелей;
- универсальность;
- возможность регулировки пламени;
- высокая безопасность;
- хорошее качество швов.
Они обеспечивают качественное соединение. Особенно это касается инструментов со стационарным баллоном. Данные горелки способны расплавить практически любой металл.
При выборе паяльного оборудования важно обращать внимание на их функции. В магазинах представлен большой выбор от различных производителей. Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта
Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта.
Горелка может не только спаивать детали, но и производить резку, обработку при высоких температурах, нагрев и разморозку. Пропановая горелка будет удобной для работы на открытом ветру. Ацетиленовая позволит обеспечить более высокие температуры.
Выбор необходимо делать исходя из задач, которые предстоит решить.
Руководствоваться можно такими данными:
- тип горелки – инжекторная или безинжекторная;
- эффективность – малогабаритные модели подойдут для пайки небольших деталей, а крупные – для работы с массивными металлическими конструкциями;
- тип газовой смеси;
- материал изделий.
Существуют варианты инструмента, работающего на различных видах топлива. Рекомендуется все же отдать предпочтение горелке, работающей только на одном варианте горючего.
Важно осуществлять пайку с соблюдением всех правил безопасности. Необходимо надевать защитные рукавицы
Это защитит руки от ожогов. Работа должна выполняться в помещениях с хорошей вентиляцией, чтобы продукты сгорания не нанесли вред здоровью.
Когда пайка окончена, необходимо дождаться пока изделие остынет, прежде чем приступать к контролю.
Разновидности ручных
Атмосферные

Инжекционные газовые горелки представляют собой устройства, работа которых основывается на инжекции (всасывании) воздуха в корпус мощной струей газа.
Такое оборудование популярно и востребовано в основном на предприятиях и заводских цехах по причине принудительного поступления воздушного потока. Для пользователей-любителей же инжекционные горелки слишком затратны и приобретать их особого смысла нет.
Горелка газовоздушная работает по такому принципу. Воздушный поток всасывается в корпус, где соединяется с горючим газом.
Работа некоторых моделей основана на обратном принципе – газ затягивается под влиянием мощного воздушного потока.
Такой вариант допустим в ситуации, когда давление газа равно атмосферному. При прохождении по соплу газовоздушная смесь разгоняется, создается разреженная зона за соплом.
Устройства, у которых выполняется полное смешивание газа со средним давлением с требуемым объемом воздуха, при функционировании выпускают малое пламя.
Лампы с неполным соединением газа и воздуха для объединения в корпус поступает лишь до 60% от нужного объема. Недостающий воздух приходит извне прямо к пламени при разрежении в топке газовоздушного потока, инжектированного в смеситель.








Инжекторные приборы с малым давлением газовоздушной смеси отличаются устойчивостью пламени и применяются для разнообразных тепловых нагрузок.
Эжекционные (с наддувом)

Они – верные спутники конструкторов и специалистов, выполняющих спайку цветных металлов
В зависимости от области применения устройство и габариты паяльника и дюз различаются.
Самые портативные модели применяются в ювелирном деле и для спаивания тонких металлов – они незаменимы при выполнении филигранной работы.
Лампы средних размеров с конусом 3-9 мм используются для электропайки муфт, алюминиевых и медных труб, изделий из меди и ее сплавов.
Крупные устройства отличаются высокой мощностью, потому используются для таких работ, как точная сгибка, художественная ковка, штамповка. Применяются они также как основа для создания домашних горнов и печей для закалки.
Эжекторные паяльники обладают высокой устойчивостью пламени со стабильной температурой. Для снижения потребления газа и оперативного достижения требуемой мощности в них используется преднагревательный контур.
Другие виды

Пламя таких паяльников способно гореть с температурой 2200-2400°С
Такие устройства применяются для прогревания, ковки, сгибания массивных заготовок либо изделий из высокоуглеродистых марок стали, закалки и отпуска металла. МАРР отличается низкой температурой кипения, использование такого газа возможно даже в паяльниках без подогревающего контура.
По типу топлива паяльники разделяются на:
- пропановые;
- ацетиленовые;
- водородные;
Особенность пропановых горелок для пайки – формирование чрезвычайно тонкой струи огня. Благодаря этому устройства такого типа применяются для точечной обработки металлов, фигурного резания, изготовления декоративных элементов.
Для работ с использованием ацетильно-кислородных горелок необходимо правильно подбирать размер наконечника и тип форсунки, через которую будет подаваться смесь из ацетилена и кислорода. Зажечь паяльник можно только после появления из сопла характерного для горючего газа запаха, после добавления кислорода образуется пламя синего цвета. При ошибках в настройках, ацетиленовая горелка станет резать, а не сваривать.
Сформированная водородной горелкой дуга отличается высокой устойчивостью независимо от проведения предварительной обработки соединяемых элементов. Для работы требуется использование электролизера, то есть кислородно-водородного газосварочного прибора, в котором под воздействием электротока в автоматическом режиме выполняется разделение воды на водород и кислород.
Важно! Выбор в пользу определенного типа горелки по мощности производится в зависимости от толщины сопрягаемых деталей. Изделия толщиной до 3 мм поддаются обработке при мощности паяльника 1,5 киловатт
Для прутьев и металлических плит толщиной до 14 мм необходима мощность как минимум 2-3 кВт.





