

2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на
следующие стандарты:
ГОСТ Р 52965-2008
Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ
8.051-81 Государственная система обеспечения единства измерений. Погрешности,
допускаемые при измерении линейных размеров до 500 мм
ГОСТ
1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун
с пластинчатым графитом для отливок. Марки
ГОСТ
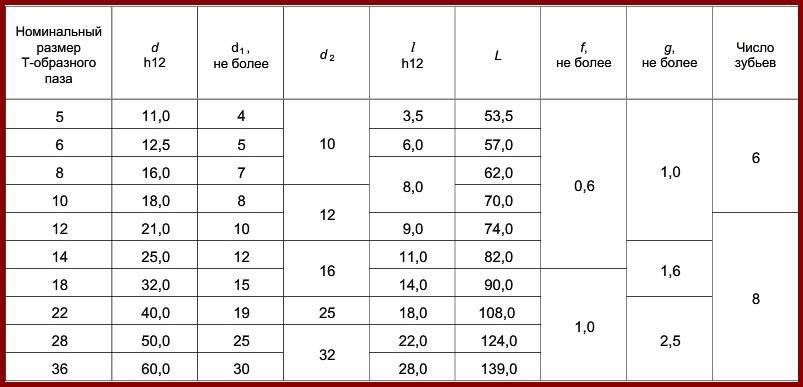
1574-91 Пазы Т-образные обработанные. Размеры
ГОСТ 2789-73
Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75
Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ
4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 9013-59
Металлы. Методы измерения твердости по Роквеллу
ГОСТ
9378-93 Образцы шероховатости поверхности (сравнения). Общие технические
условия
ГОСТ
18088-83 Инструмент металлорежущий, алмазный, дереворежущий,
слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и
хранение
ГОСТ
19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79
Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ
25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание – При
пользовании настоящим стандартом целесообразно проверить действие ссылочных
стандартов в информационной системе общего пользования – на официальном
сайте Федерального агентства по техническому регулированию и метрологии в сети
Интернет или по ежегодно издаваемому информационному указателю «Национальные
стандарты», который опубликован по состоянию на 1 января текущего года, и по
соответствующим ежемесячно издаваемым информационным указателям, опубликованным
в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании
настоящим стандартом следует руководствоваться заменяющим (измененным)
стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором
дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Государственные стандарты
Производство всех инструментов проводится при применении ГОСТа. В противном случае изделие не будет соответствовать установленным требованиям. Был составлен ГОСТ 9140-78 на шпоночные фрезы для стандартизации размеров и основных параметров. Кроме этого, ГОСТ 6396-78 на шпоночные фрезы также позволяет исключить вероятность приобретения изделия с плохими характеристиками.
Соответствие стандартам подтверждается соответствующей маркировкой. В нормативной документации встречается следующая информация:
- Диаметральный размер. Диаметр рабочей части и хвостовика может варьироваться в достаточно большом диапазоне. Зачастую диаметр выбирается с учетом того, что обработка должна проводится за один проход.
- Угол заточки. Режущая кромка может быть расположена под различным углом относительно оси инструмента. От этого показателя также зависит эффективность применения изделия и другие параметры.
- Длина стержня. В некоторых случаях нужно получить канавку с большой глубиной. Для подобных случаев выбирают вариант изделия с большой длиной стержня.
- Основные характеристики используемого сплава при изготовлении. Как ранее было отмечено, при изготовлении изделия могут применяться самые различные сплавы. Перечень марок также указывается в стандартах.
В нормативной документации также встречаются чертежи с подробным обозначением всех элементов. Она позволяет определить то, каким образом будет проводится заточка поверхности при обслуживании.
Производство одноугловых по ГОСТ 3960-78 проводят на территории стран СНГ. Во всех других странах применяются совсем другие стандарты, но параметры практически идентичны, есть таблицы для перевода.

Рассматриваемый инструмент рекомендуется приобретать исключительно у проверенных поставщиков
При выборе уделяется внимание маркировке, популярности бренда. Кроме этого, нужно проводить визуальный осмотр, так как даже незначительные дефекты могут указывать на низкое качество производство
Назначение фрез по металлу
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. В качестве режущей части фрез должны применяться твердосплавные пластины марки ВК8 по ГОСТ 3882.По заказу потребителя допускается изготовлять фрезы с твердосплавными пластинами других марок. Форма н размеры пластин должны соответствовать требованиям ГОСТ 25394.Химический состав и физико-механические свойства твердого сплава – по ГОСТ 4872.
2.2. Корпуса фрез должны быть изготовлены из стали марки 40Х по ГОСТ 4543.Допускается изготовление корпусов из других марок легированной стали, не уступающих по прочности корпусам из стали марки 40Х.(Измененная редакция, Изм. N 2).
2.3. Твердость торцовой части конического хвостовика должна быть 3252 .
2.4. В качестве припоя должны применяться припои марки МНМц 68-4-2 или АНМц 0,6-4-2, или Л68 по ГОСТ 15527. Допускается применение других марок припоя, не уступающих по прочности соединения указанным.(Измененная редакция, Изм. N 1, 2).
2.5. При напайке пластин толщина слоя припоя должна быть не более 0,1-0,15 мм. Разрыв слоя припоя не должен превышать 10% от общей длины.
2.6. Поверхности фрез не должны иметь следов коррозии, на режущей части пластины не должно быть трещин, остатков припоя, выкрошенных мест, а на остальных шлифованных поверхностях также черновин.(Измененная редакция, Изм. N 2).
2.7. (Исключен, Изм. N 4).
2.8. Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
передних и задних поверхностей зубьев режущей части | 3,2 | ||
хвостовика | 0,63 | ||
спинок зубьев шейки фрезы и стружечных канавок | 6,3 | ||
остальных | 20 |
(Измененная редакция, Изм. N 3).
2.9. На задней поверхности зубьев вдоль режущих кромок допускается прерывистая ленточка шириной не более 0,05 мм.
2.10. Предельные отклонения размеров фрез не должны превышать:
диаметра и длины рабочей части фрезы | h12 | ||
диаметра цилиндрического хвостовика | h8 | ||
диаметра шейки | h14 | ||
длины фрезы |
Предельные отклонения конусов Морзе – АТ8 по ГОСТ 2848.(Измененная редакция, Изм. N 1, 2, 3, 4).
2.11. Допуск радиального биения режущих кромок зубьев относительно оси хвостовика не должен превышать:для фрез диаметрами от 11 до 40 мм:0,02 мм двух смежных зубьев, 0,04 мм на всей фрезе;для фрез диаметрами от 50 до 95 мм:0,03 мм двух смежных зубьев, 0,05 мм на всей фрезе.
2.12. Допуск торцового биения режущих кромок не должен превышать:0,04 мм для фрез диаметрами от 11 до 40 мм;0,05 мм для фрез диаметрами от 50 до 95 мм.
2.11, 2.12. (Измененная редакция, Изм. N 3, 4).

2.13. Средний и 95%-ный периоды стойкости для всех диаметров фрез при условиях испытаний, указанных в разд.4, должны быть не менее значений, указанных в табл.2.
Таблица 2
Диаметр фрезы, мм | Средний период стойкости, мин | 95%-ный период стойкости, мин |
11-18 | 60 | 24 |
21 | 65 | 26 |
25 | ||
32 | ||
40 | 70 | 28 |
50 | ||
60 | 80 | 32 |
72 | 90 | 36 |
85 | 95 | 38 |
95 |
(Измененная редакция, Изм. N 4).
2.14. Критерием затупления фрез является достижение допустимого износа по задней поверхности, равного указанному в табл.3.
Таблица 3
Диаметр фрезы, мм | Допустимый износ по задней поверхности, мм |
11-18 | 0,4 |
21 | 0,5 |
25 | |
32 | |
40 | 0,7 |
50 | |
60 | 0,8 |
72 | 0,9 |
85 | 1,0 |
95 |
(Измененная редакция, Изм. N 4).
2.13, 2.14. (Введены дополнительно, Изм. N 3).
2.15. На поверхности шейки каждой фрезы должны быть четко нанесены:товарный знак предприятия-изготовителя;обозначение фрезы;поминальный размер паза ;марка твердого сплава.Допускается на фрезах до размера паза 18 включительно маркировать последние четыре цифры обозначения.Допускается маркировку на фрезах наносить на хвостовике при условии сохранения его геометрических форм, а также изготовлять на хвостовике выточку для маркировки.
2.16. Транспортная маркировка и маркировка потребительской тары – по ГОСТ 18088.
2.17. Упаковка – по ГОСТ 18088.
2.15-2.17. (Введены дополнительно, Изм. N 4).
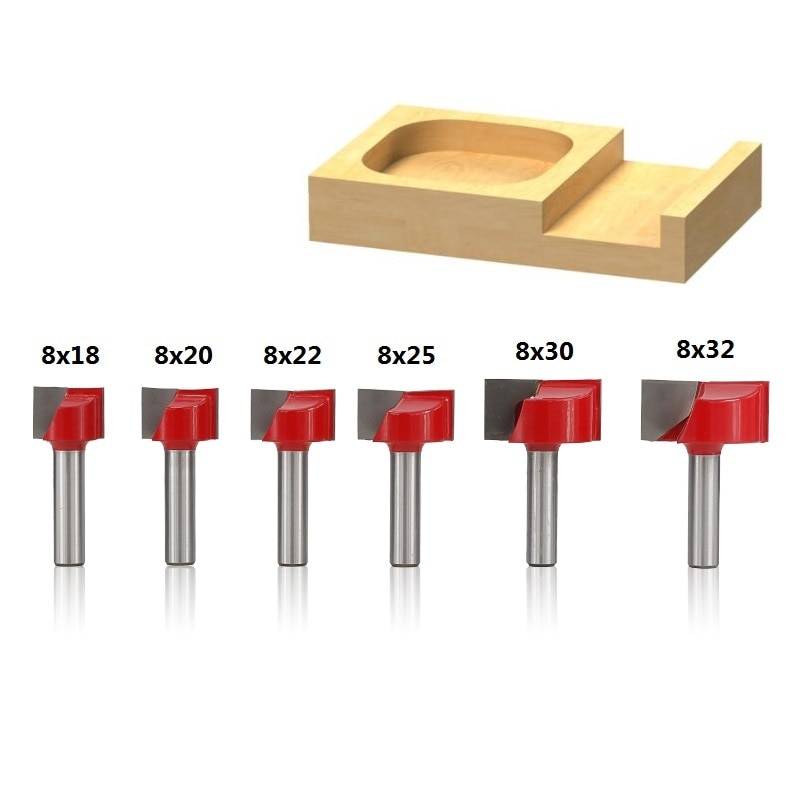
Набор фрез для фрезера
Приобретать фрезы поштучно – это достаточно затратно. Лучше приобрести сразу набор. Набор, конечно, имеет более высокую стоимость, чем одна фреза, но при покупке тех же фрез отдельно, вы потратите намного больше. Существует множество таких наборов и продаются они в любом магазине. Рассмотрим пять наиболее распространенных наборов от компании «Диолд»:
- первый набор имеет шесть кромочных фрез с радиусами 3, 4, 5, 6, 8 и 10 мм, оснащенных снизу опорным подшипником. Хвостовик у всех фрез имеет диаметр 8 мм
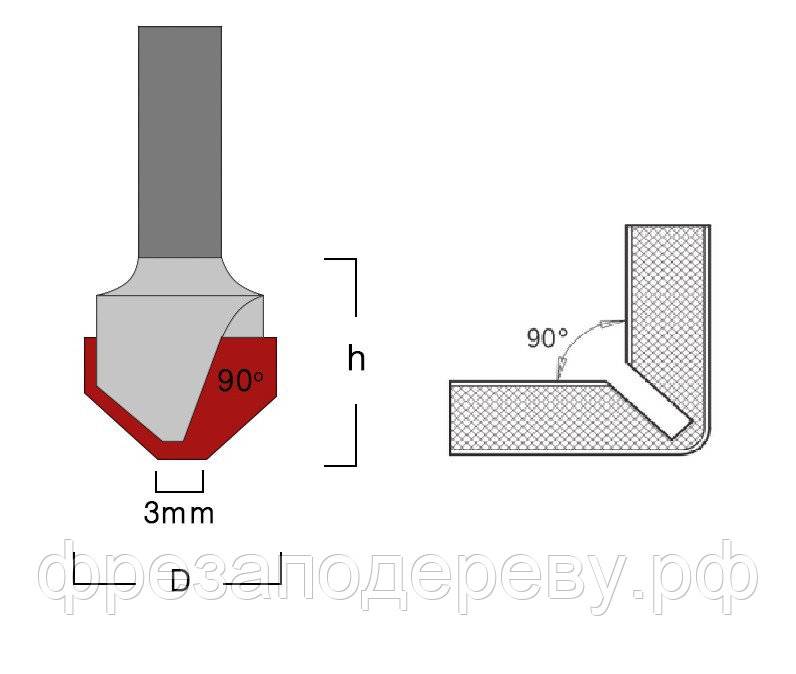
- во втором наборе содержится 12 фрез. Купив набор, вы получите две кромочные фрезы, имеющие радиус 6,35 и 9,5 мм и с опорным подшипником; одну фигурную с двумя радиусами 4 мм и с опорным подшипником; три концевые фрезы, имеющие диаметр 6, 12 и 16 мм; одну торцевую диаметром 12,7 мм; одну угловую (угол 90 градусов) с наружным диаметром 12,7 мм. Также в наборе присутствует одна пазовая фреза, имеющая радиус 6,35 мм; одна торцевая радиусная с радиусом 6,35 мм и опорным подшипником; одна торцевая фреза с углом 45 градусов с опорным подшипником, а также одна пазовая (под «ласточкин хвост»), имеющая диаметр торца 12,7 мм и угол 14 градусов. Такой большой набор станет верным помощником начинающему столяру, потому что он поможет реализовывать разные типы работ по созданию несложных предметов мебели
- в третьем наборе имеется 16 предметов. Он очень похож на предыдущий. Кроме описанных выше, в наборе вы увидите концевые фрезы диаметром 3 и 12,7 мм; пазовую с радиусом 3,2 мм и специальное сверло диаметром 6,3 мм
- четвертый набор предназначен для профессиональных мастеров. В наборе содержатся 12 фрез усиленной конструкции со всеми функциями второго набора
- пятый набор имеет некую схожесть с четвертым, но имеет в своем составе 20 фрез усиленной конструкции с широким разнообразием характеристик и добавлением торцевой пазовой фрезы, имеющей ширину 9,5 мм и диаметр 32 мм. Набор также предназначен для профессиональных мастеров.
Помимо описанных выше наборов у фирмы «Диолд» есть еще 10 наборов, укомплектованных фрезами в различных комбинациях. Выбор наборов достаточно широк, любой мастер подберет подходящий именно для себя.
Плюсы и минусы
К достоинствам инструмента следует отнести:
- Большой выбор разновидностей.
- Прочность, надежность инструмента.
- Устойчивость к нагрузкам, нагреву, прочим воздействиям.
- Высокие скорости резания дают чистую и гладкую поверхность.
- Есть возможность приобрести сравнительно дешевые или более дорогие виды инструмента.
Фрезы по дереву имеют, как плюсы так и минусы
Недостатками следует считать:
- Заточка или восстановление фрез в большинстве случаев невозможны.
- Каждый образец способен выполнять только одну задачу.
- Диаметр хвостовика рассчитан на определенный вид цанги. Совместить несоответствующие элементы невозможно.
- Дешевые виды фрез демонстрируют слабое крепление лезвий к основе. Часто они отрываются, что опасно и создает неровности на обработанной поверхности.
Мнение эксперта
Кузнецов Василий Степанович
Несмотря на имеющиеся недостатки, фрезы для ручного фрезера позволяют производить большой перечень операций и демонстрируют высокое качество обработки материала.
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Выбор метода фрезерования поверхностей тел вращения
Торцевое фрезерование поверхностей тел вращения – 4/5 осей
Основной метод наружной обработки.
+ Небольшой вылет инструмента+ Небольшой диаметр инструмента/низкий крутящий момент+ Наружная обработка/нежёсткие заготовки+ Профильная обработка− Неидеальная цилиндрическая поверхность− Не подходит для внутренней обработки
Периферийное фрезерование поверхностей тел вращения – 3/4 оси
Тот же принцип, что и при круговой интерполяции (наружной/внутренней), но при одновременном вращении заготовки и фрезы.
Используется, в основном, для внутренней обработки.
+ Внутренняя обработка+ Цилиндрическая поверхность+ Узкие пазы+ Фрезерование резьбы+ Круглость− Не подходит для профильной обработки− Больший диаметр/высокий крутящий момент− Большой вылет
МЕТОДЫ КОНТРОЛЯ
4.1. Испытания фрез на работоспособность, средний и 95%-ный периоды стойкости следует проводить на фрезерных станках, соответствующих установленным для них нормам точности и жесткости.


4.2. Испытания фрез с напаянными твердосплавными пластинами марки ВК8 проводят на заготовках из серого чугуна марки СЧ25 или СЧ30 по ГОСТ 1412 твердостью 163…200 НВ.В заготовках предварительно фрезеруют прямоугольный паз, равный по ширине диаметру шейки 2 мм с припуском по дну паза 1-2 мм.
4.3. Испытания фрез должны соответствовать режимам, указанным в табл.4.
4.4. Суммарная длина фрезерования при испытании на работоспособность должна быть не менее 500 мм.
4.5. После испытаний на работоспособность на режущих кромках фрез не должно быть следов выкрашиваний. Фрезы после испытаний должны быть пригодны к дальнейшей работе.
4.6. Приемочные значения среднего и 95%-ного периодов стойкости не должны быть менее указанных в табл.5.
Таблица 5
Приемочные значения периодов стойкости, мин | ||
Диаметр фрезы, мм | среднего | 95%-ного |
11-18 | 69 | 28 |
21 | 75 | 30 |
25 | ||
32 | ||
40 | 80 | 30 |
50 | ||
60 | 90 | 35 |
72 | 100 | 40 |
85 | 105 | 45 |
95 |
4.7. Твердость фрез должны проверять по ГОСТ 9013.
4.8. Контроль внешнего вида осуществляют визуально.
4.9. Параметры шероховатости поверхностей фрез должны проверять сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, у которых значения параметров шероховатости поверхностей не более указанных в п.2.8.Сравнение осуществляют визуально с помощью лупы ЛП-2-4х по ГОСТ 25706.
4.10. При контроле параметров фрез должны применяться методы и средства измерения, погрешность которых не должна быть более:при измерении линейных размеров – значений, указанных в ГОСТ 8.051;при измерении углов – 35% допуска на проверяемый угол;при контроле формы и расположения поверхностей – 25% допуска на проверяемый параметр.Разд.3, 4. (Измененная редакция, Изм. N 3, 4).
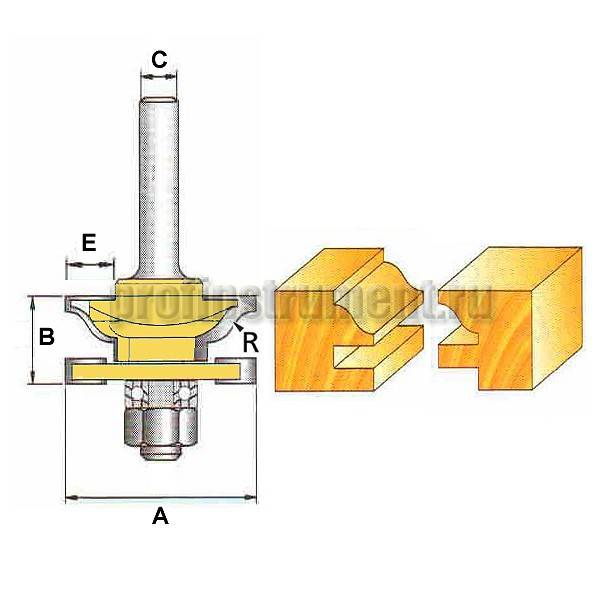
Фрезы фигирейные
Востребован для неординарной, художественной работы. Есть обязательно подшипник, который эффективен с фигурными и прямыми деталями.
Фигирейные горизонтальные
Филенка — трудный в получении тип поверхности. Используются производственные фигирейные вариации, снимающие ограничения вставок. Опорный подшипник дает преимущество, так как препятствуют смещению.
Фигирейные вертикальные
Универсальные инструменты, позволяющие выполнить плинтуса. Ширина и глубина определяется настройками оборудования.
Концевые выполняются с поводком. Оснастка не требуется.

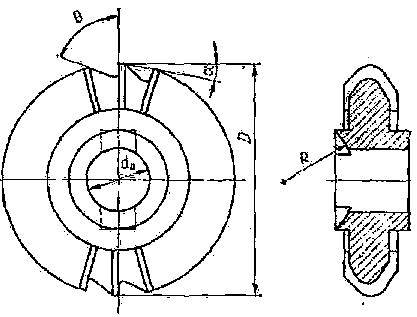
Дисковые фрезы
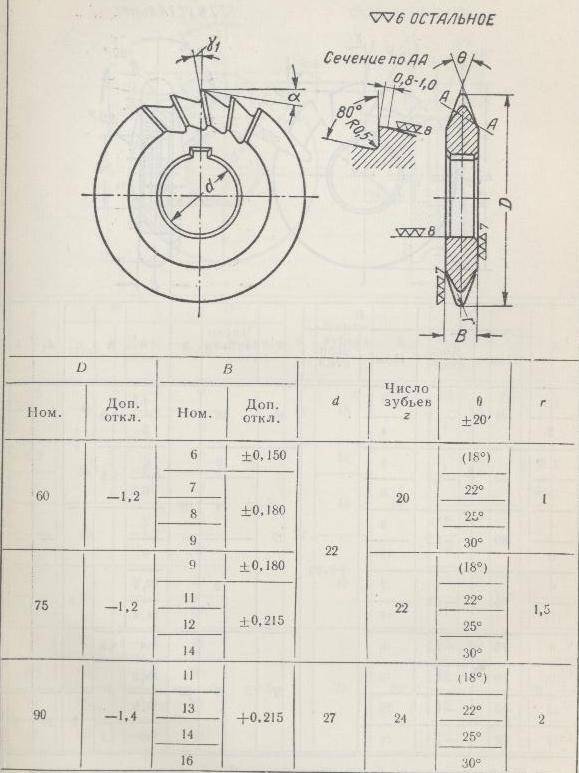
Их нечасто применяют при работе с деревянным сырьем. Предназначение — металл. Происходит распилка. Если поверхностность угловая, то выполняет роль шлифовки. Отдельно отмечают мастера качество и остроту дуг.

Выбор метода фрезерования поверхностей тел вращения
Торцевое фрезерование поверхностей тел вращения – 4/5 осей
Основной метод наружной обработки.
+ Небольшой вылет инструмента+ Небольшой диаметр инструмента/низкий крутящий момент+ Наружная обработка/нежёсткие заготовки+ Профильная обработка− Неидеальная цилиндрическая поверхность− Не подходит для внутренней обработки
Периферийное фрезерование поверхностей тел вращения – 3/4 оси
Тот же принцип, что и при круговой интерполяции (наружной/внутренней), но при одновременном вращении заготовки и фрезы.
Используется, в основном, для внутренней обработки.
+ Внутренняя обработка+ Цилиндрическая поверхность+ Узкие пазы+ Фрезерование резьбы+ Круглость− Не подходит для профильной обработки− Больший диаметр/высокий крутящий момент− Большой вылет
Характеристика
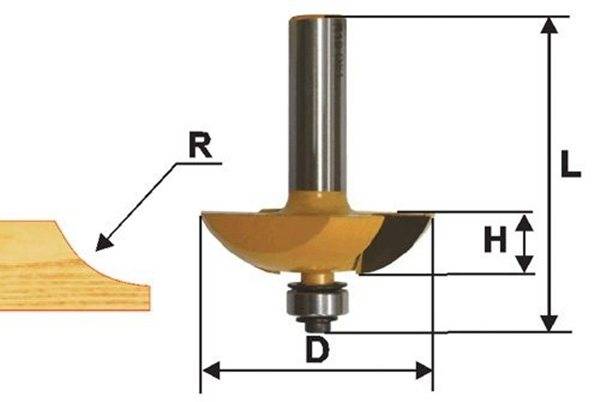
Радиусная фреза (в отдельных источниках называемая тороидальной):
работает на высокой скорости;
может снимать большой слой обрабатываемого материала;
захватывает сразу поверхности значительной ширины.
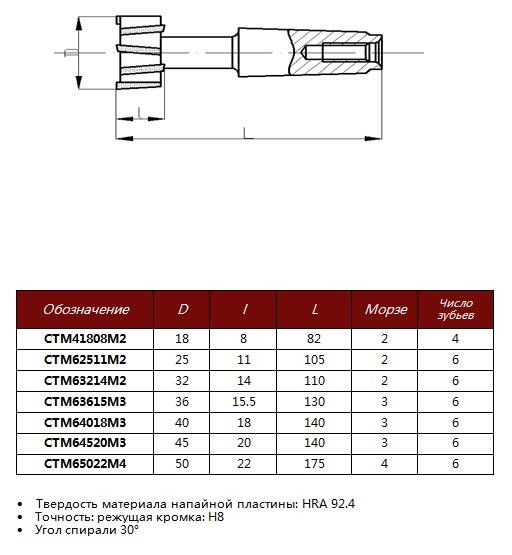
Разумеется, на столь ответственное изделие предусмотрен и специализированный ГОСТ. Даже два стандарта – ГОСТ 9305 был впервые утвержден в 1993 г., а актуализированный вариант появился в 2014-м. Нормированы, конечно, как основные размеры, так и диаметры изделий. Не допускается использование любых материалов, кроме быстрорежущих марок стали, требования к которым озвучены в ГОСТ 19265. Перечень основных частей конструкции и геометрические габариты прописываются в приложении к стандарту.
Твердость основных рабочих блоков должна составлять от 63 до 66 по шкале HRC. Но для легированной стали 9ХС этот показатель варьируется от 62 до 65 единиц. Допуски биения ограничены уровнем 0,03 мм.


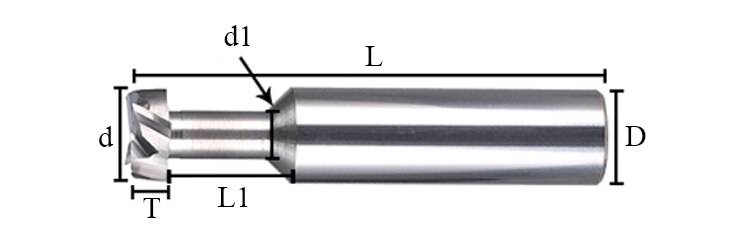
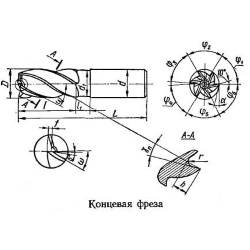
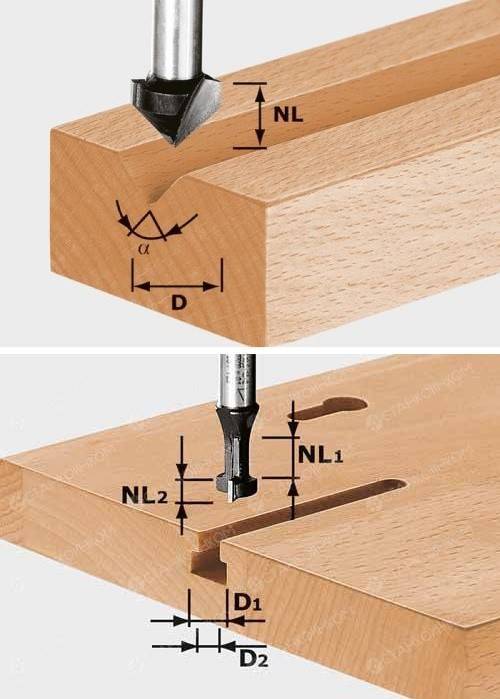
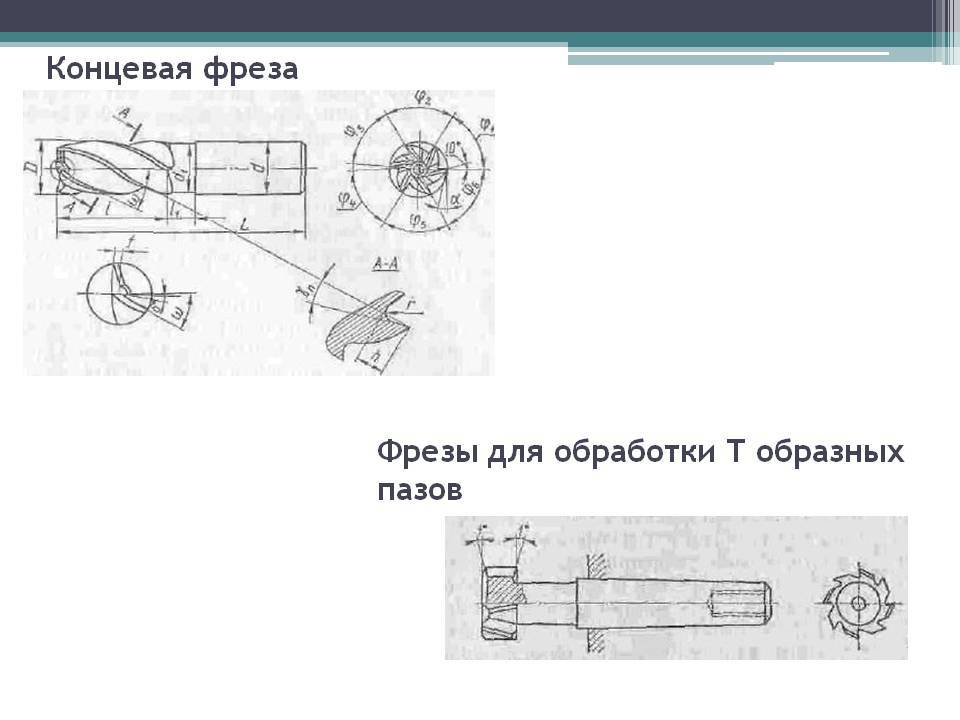
КОНЦЕВЫЕ ФРЕЗЫ
Применение: фрезерование глубоких пазов, уступов, контурных выемок, взаимно перпендикулярных плоскостей. Главные режущие кромки концевых фрез располагаются на цилиндрической поверхности, они выполняют основную работу резания. Вспомогательные режущие кромки на торцах предназначены для защиты дна канавки. Угол наклона зубьев может составлять до 30-45°. Фрезы крепятся в шпинделе станка цилиндрическим или коническим хвостовиком. Диаметр инструмента выбирают меньшим ширины канавки до 0,1 мм, так как при обработке возникает разбивание канавки. Одна из разновидностей концевых фрез – шпоночные двухзубые фрезы. Как и сверло, они способны высверливать отверстие, углубляясь в материал при осевом движении подачи, и двигаться вдоль канавки. При осевой подаче основную работу выполняют торцовые кромки. Одна из них доходит для оси фрезы, что обеспечивает сверление. Переточку необходимо осуществлять по задним поверхностям торцовых кромок. При этом диаметр не изменяется.
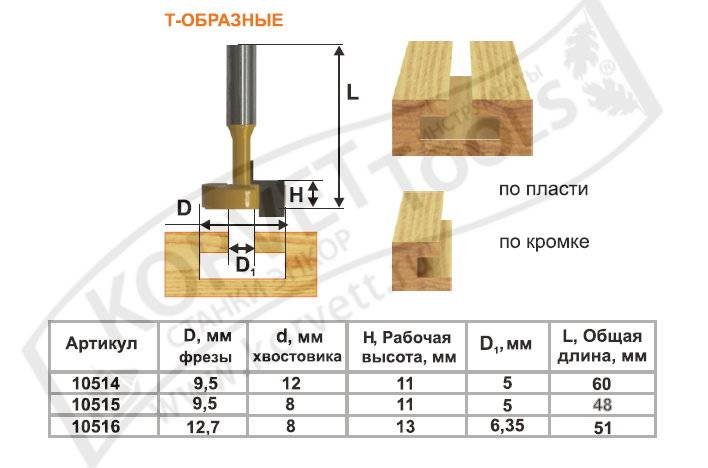
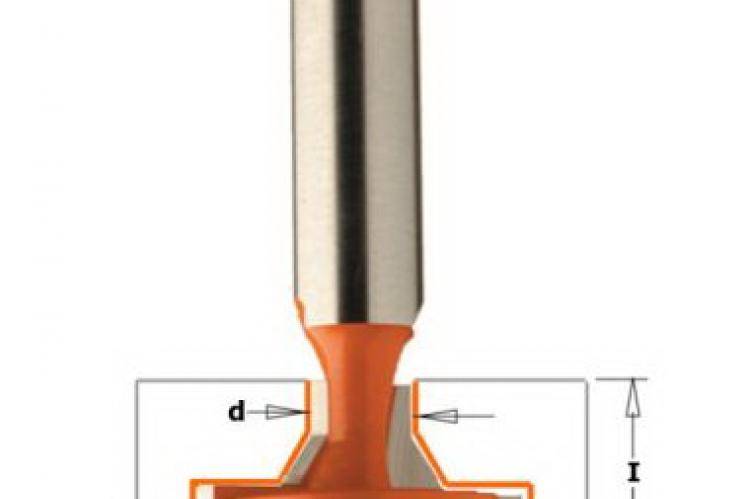
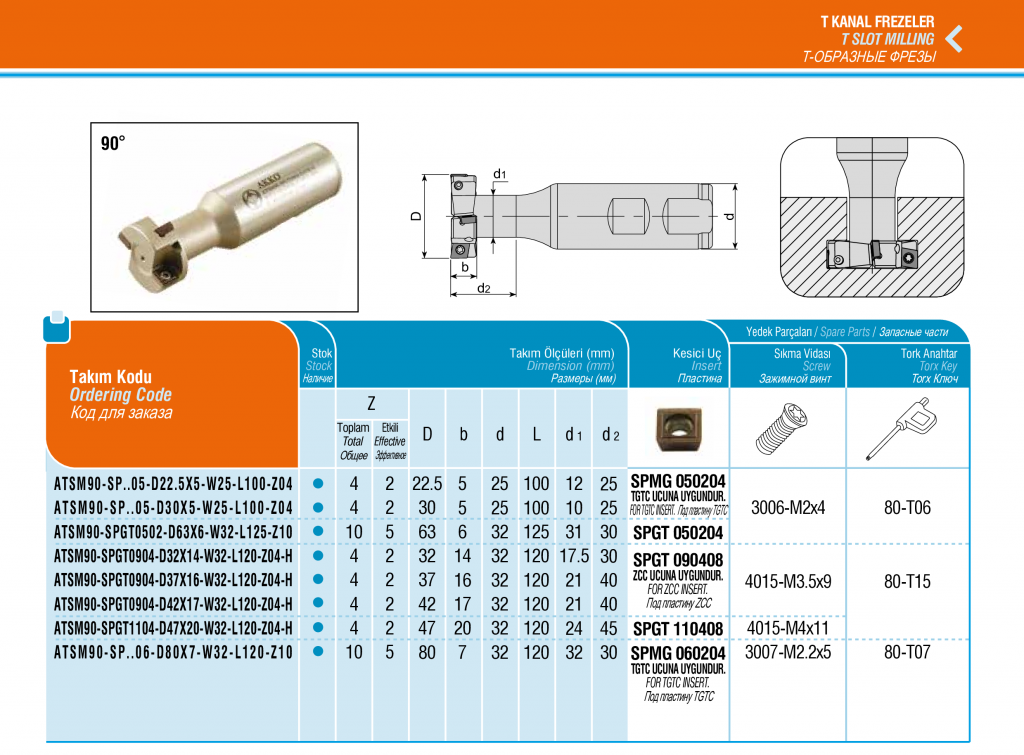
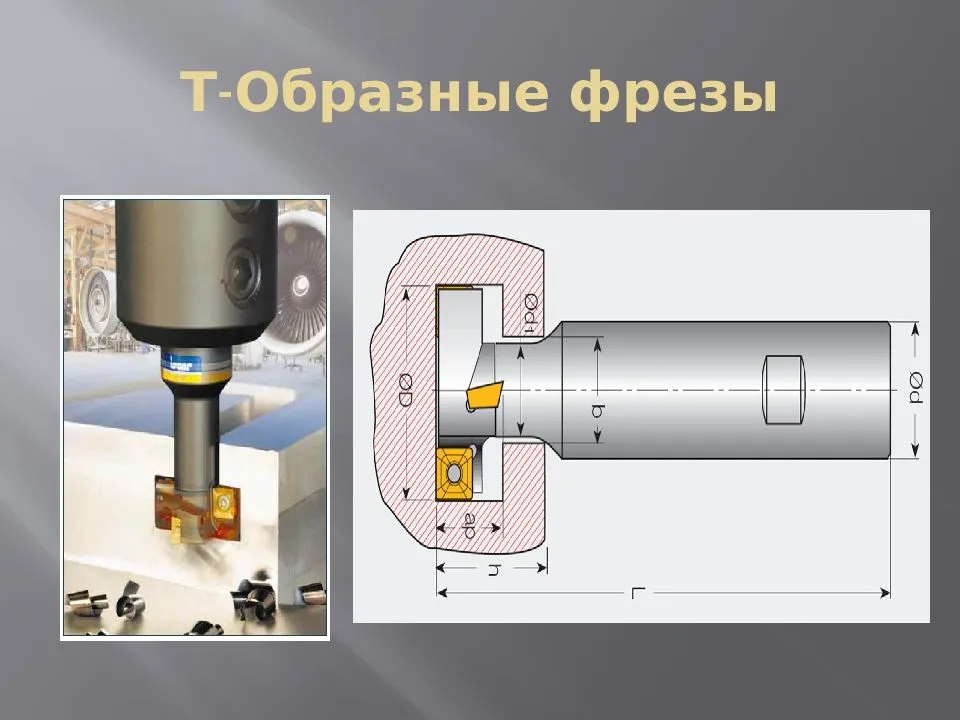
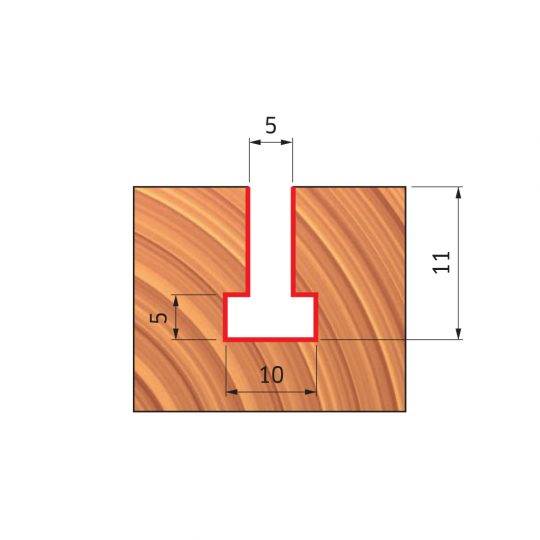
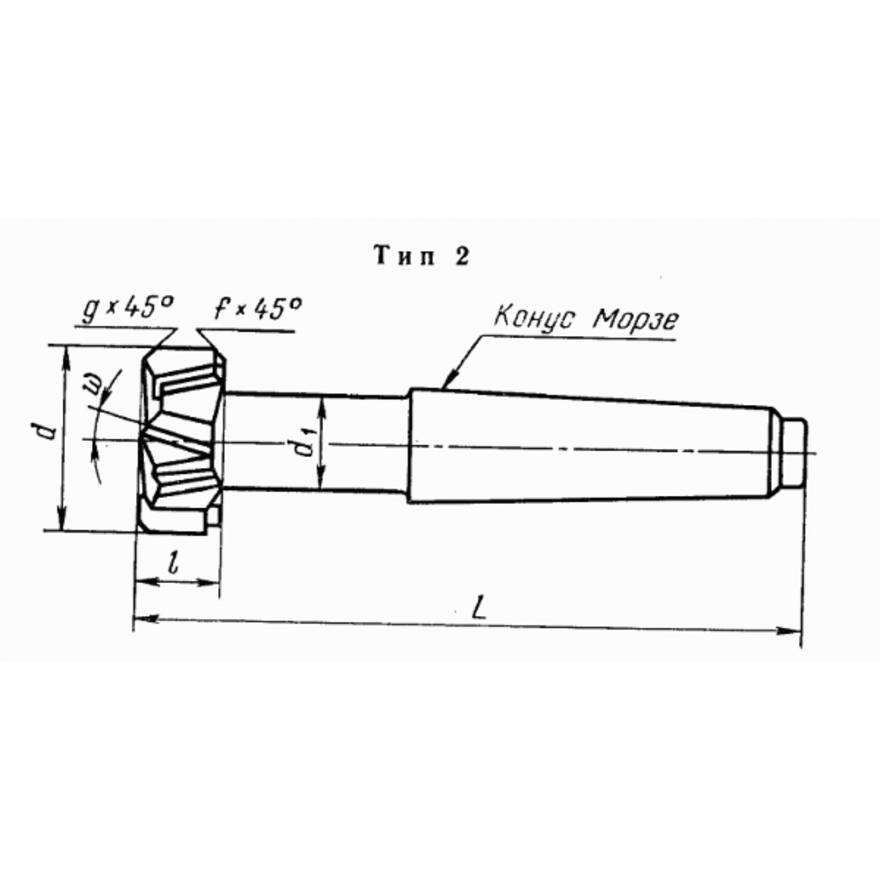
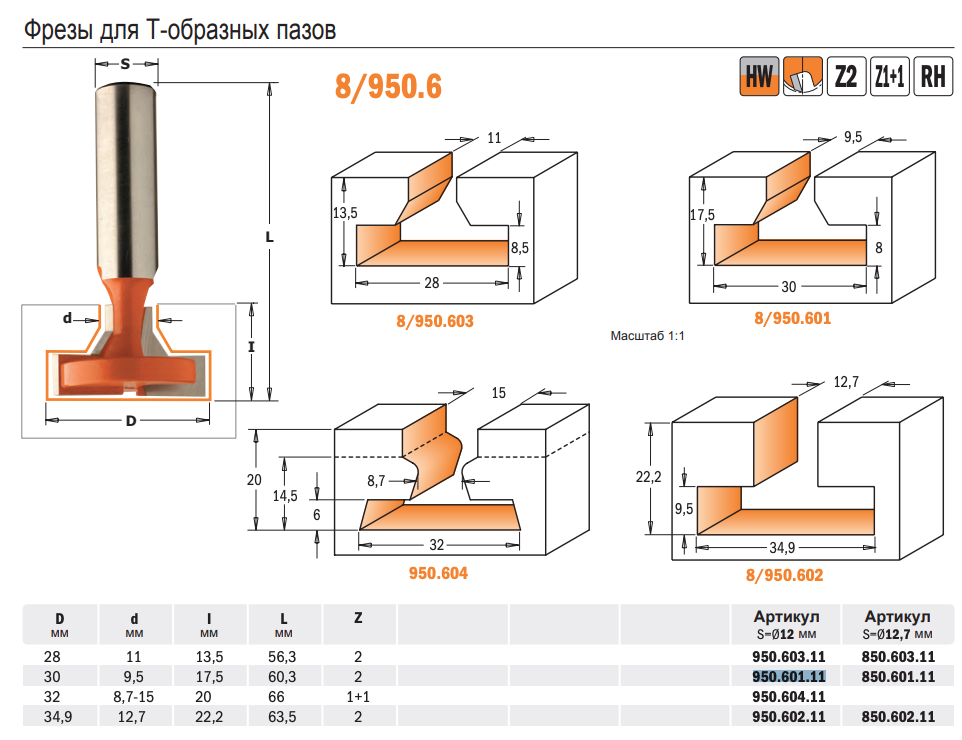
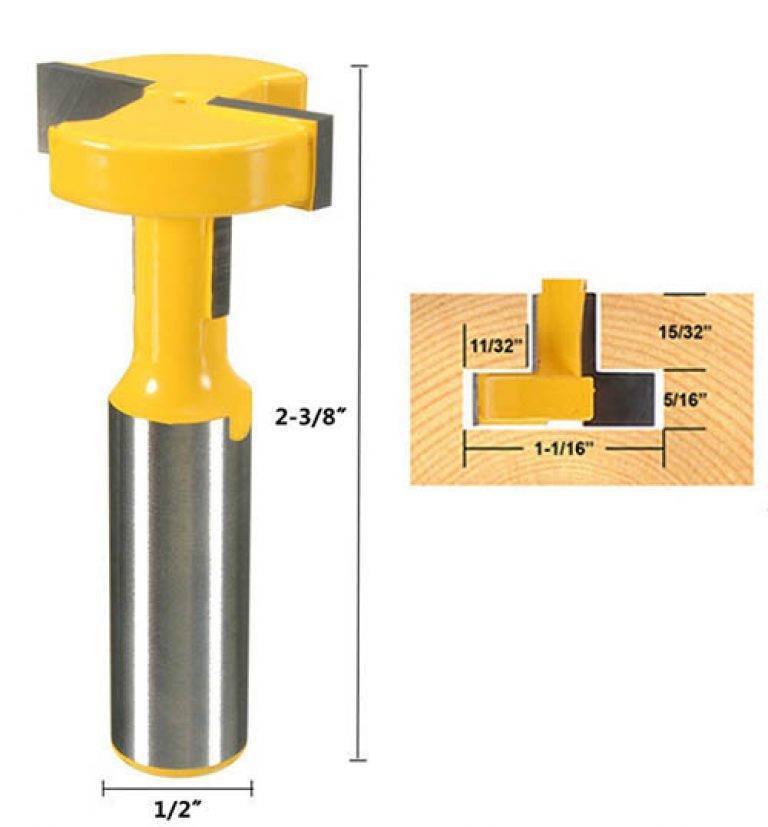
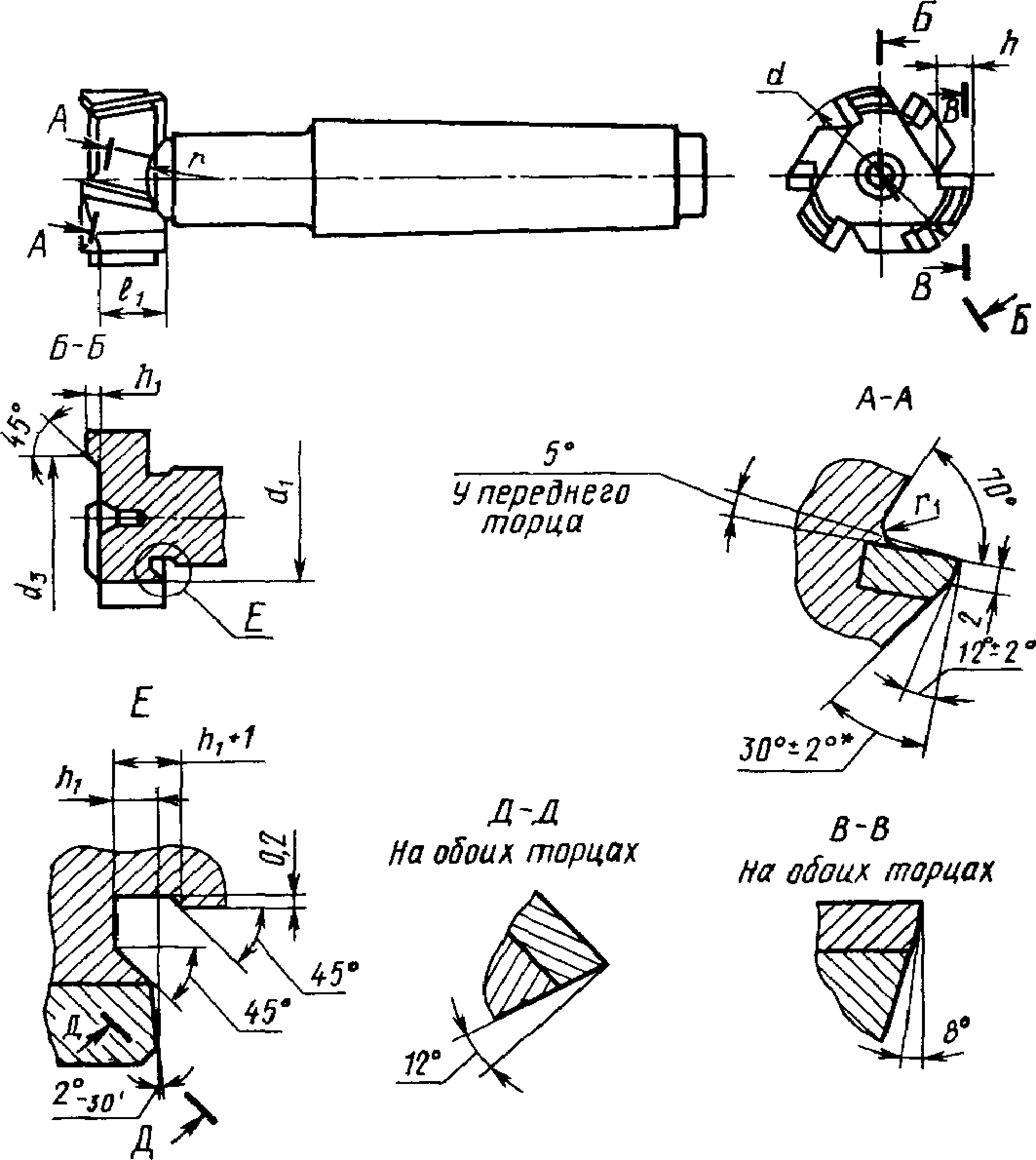
Т-образные фрезы Применение: обработка Т-образных пазов. Особенность таких фрез – затруднённый отвод стружки, поэтому они часто ломаются. За один оборот каждый зуб работает дважды. Фрезу изготовляют с разнонаправленными зубьями и поднутрением с углом на обоих торцах φ1= 1°30’÷2°. Чтобы улучшить условия резания, заточку фасок на зубьях осуществляют по очереди, с одного и с другого торца под углом 30° и шириной 0,5 мм.
Как сделать своими руками?
Изготовление фрезы своими руками возможно только в том случае, если вы имеете навык работы с металлом, и у вас есть доступ к специальному токарному инструменту. В домашних условиях изготовление фрез с для работы по металлу ограничивается изменением диаметра режущей части или перешлифовкой лезвия. Любое более глубокое вмешательство требует применения промышленного оборудования, поскольку в этом случае придется выполнить такие сложные процедуры, как:
- отпуск металла;
- придание формы, заточка и затылование на станке;
- закалка фрезы.
Для выполнения таких работ требуется профессиональная подготовка и навыки подобных работ, мало кто из домашних мастеров соответствует этим требованиям. Поэтому в быту обычно ограничиваются только самыми доступными процедурами, предполагающими изменение исходного состояния заготовки.


Геометрические параметры
Совместимость фрезера или станка с конкретным фрезом определяется геометрическим параметрами. В частности, размер хвостика влияет на то, сможет ли установится цанговый зажим. Цанги используются с диаметром в миллиметрах 6,12 или 18. Определяется это сугубо индивидуально, иногда мастера даже слегка подстраивают инструменты, если наблюдается колебание даже в десятой части.
Внимательно следите за тем, чтоб не допустить использования инструментов и фрез, не рассчитанных на работу друг с другом. В частности, не допускается монтировать в дюймовую цангу фрезы с миллиметровым хвостиком и наоборот. Прибор может заработать и вам сначала будет казаться, что все нормально. Но в конечном итоге он поломает инструмент.
Также внимание обратите на способ установки, а точнее на то, насколько он комплектуется с исходным. Предназначаются:
- насадочного типа фрезы для шпинделя стационарного прибора 32 миллиметра;
- пальчиковые с диаметром от 6 миллиметров.
Несоответствие характеристик приведет к поломке инструментария.
Диаметр и размер хвостовика
Хвостик используется для фиксации оборудования. Выполняется:
- конический;
- цилиндрический;
- с лыской для избегания проскальзывания.
Монтируется подшипник, который выступает в роли упора — его легко заменяют в процессе износа. Диаметр может достигать 6 до 12 миллиметров — подбирается индивидуально для конкретной модели.
Материал лезвий
Насадки выполнятся из теодолитных или сборных конструкций. Выделяют фрезы из:
- быстрорежущей стали HSS;
- твердосплавных пластин НМ.
Первые действенные на мягкие породы, вторые — твердые.
Расположение режущих элементов
Конструкции могут располагаться по-разному:
- вертикальные;
- наклонные.
Конечно, меняется диаметр насадки, что позволяет делать разные отверстия, форма заточки, то есть самого инструмента в наклонных, что влияет на возможности поверхностной работы. В продаже сейчас встречаются многочисленные фрезы для ручного прибора, позволяющие проводить целый комплекс работ по дереву.
Чем дисковая фреза отличается от пилы
Даже специалисты не могут однозначно отнести инструмент к дисковым пильным полотнам или фрезам. Специализированная литература не содержит чётких критериев, по которым режущий инструмент можно отнести к той или иной категории. Принципиальных отличий или обязательных критериев нет. К пилам условно относят инструмент, соответствующий следующим требованиям:
- Представлена тонким диском – толщиной несколько миллиметров.
- Зубья имеют развод, если конструкция монолитная – характерно для пил с быстрорежущей, инструментальной стали либо они припаяны – например, твердосплавные напайки.
Иногда к фрезам относят маленькие диски, даже соответствующие двум критериям выше. Также порой учитывается высота зуба – у дисковых пил они крупные по отношению к диаметру полотна.
Основные характеристики и предназначение фрез по дереву
Инструмент для пиломатериала изготовлен как для производственных целей, так и домашних нужд. Первые отличаются кпд, большими мощностями. Вторые мобильны и удобны, исполняются в небольших габаритах, но и ожидать от них очень точной и быстрой работы не приходится.
Фрезером производится первичная и вторичная обработка. То есть при помощи инструмента достигают ровности поверхности. Если используются фрезеры — специальные дополнения к основному инструменту. Выбирают необходимый тип в зависимости от требуемой конфигурации.
Фрезы используют для придания формы различным предметам мебели, декора. В домашних условиях кроме изготовления лавочек или беседок, тумбочек и стульев, мастер сможет подготовить интересные поделки. Фрезы востребованы по ряду причин, но самые популярные из них:
- соединение пазов;
- предоставление выемок для использования и установки деталей;
- установка навесов, плинтусов;
- резка рисунка для декора изделия.
Инструмент подбирается сугубо по тому, какие виды работы собираются выполнять. Поэтому изначально ориентируются на тип работ, а уже потом заказывает фрезы.
Конструктивное исполнение
Исполнение фрез — это первичный технический параметр, требующий рассмотрения. Хвостика резцы являются основными приборными частями. При этом наиболее качественные варианты исполнению из монолитного или цельного куса металла. Другие же выполняются из отдельных граней металла, в последствии их собирают и скрепляют определенным образом.
Монолитные фрезы выполняются из качественной стали (показатель твердости как минимум HRC 58…62). После режущая часть затачивается инструментарием. Несмотря на то, что пластина качественная и не ломается ресурс ограничен тем, что ее невозможно сменить по мере износа.
Сборные же являются своеобразной болванкой с лезвиями, которые напаяны из металла твердого справа или хорошей стали. Желательно, чтоб для ручного станка использовались фрезы с добавлением серебра или меди, ведь они более качественные. К таким добавкам относят ПСр 37,5 и ПСр 40.Они не так прочны, зато всегда есть возможность сменить наконечник и работать эффективно снова.
Популярными вариантами с точки зрения конструктивного исполнения сейчас являются сменные фрезы. Устанавливаются лезвия таким образом, чтоб при износе была возможность их убрать и заменить на новые. Есть в продаже и так называемые наборные, представляющие собой болванку, на которую поставляется несколько видов лезвий. Мастер выбирает необходимый тип ему в зависимости от потребности.
Виды лезвий
Ножи отвечают за качество проделываемых отверстий и эффективность обработки. Они бывают твердосплавные (читается по наименованию HSS на части) или быстророрежущие (аббревиатура НМ)
Обратите внимание, что твердосплавные ножи:
- обладают высоким порогом температурной обработки;
- показывают точные рабочие характеристики;
- отличаются максимумом рабочих часов.
Для переделки мягкой древесины не рациональна их установка, потому применяются быстрорежущие ножи. Любой тип располагает или под наклоном, или вертикально — выбирают по типу обработки. Вертикальные дробят древесину, а наклонные убирают слой и обрабатываю поверхность. Есть варианты со спиральными ножами, которые выполняют роль наподобие шлифовальной машины.
Материал режущей части
Тело фрезы изготавливается из прочных сплавов на основе стали. Заготовки из легированной, инструментальной или быстрорежущей стали нарезаются с небольшим припуском на станках, при помощи мех пилы или иным способом. После придания нужного профиля, сверления посадочного места они проходят термическую обработку – закаляются, затем – отпускаются. Далее – шлифуются, затачиваются, полируются.
Для повышения износостойкости зубья режущей оснастки изготавливают из твёрдых сплавов, их тела – покрывают путём напыления:
- нитрида алюминия-титана;
- нитрида титана;
- PVD покрытия;
- цианида титана
и прочих материалов.
Режущие кромки фрез для обработки калёной стали и чугуна делают из искусственного алмаза, нитрида бора.





