

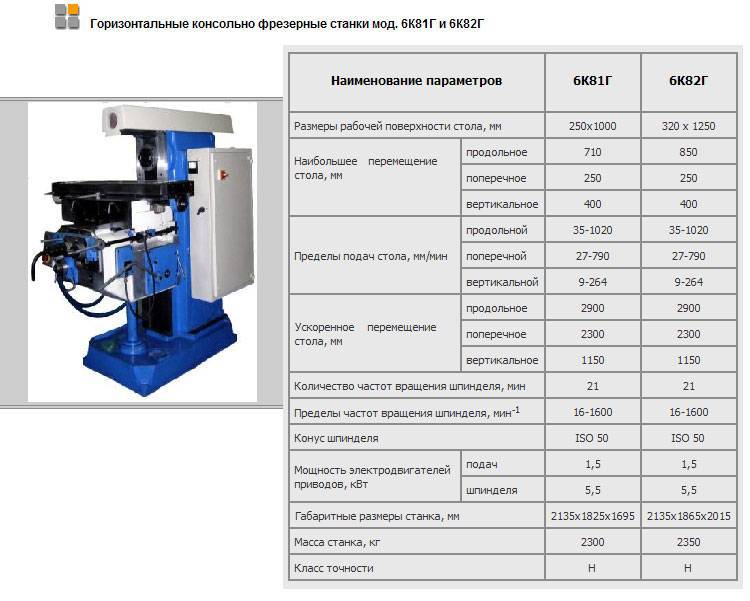
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
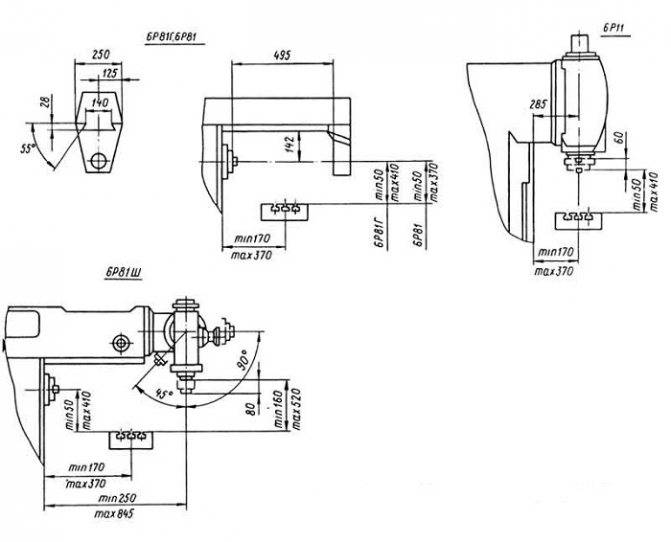
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Вариации и самые новые модели станка 6Р81
Есть некоторые вариации станка и его европейские аналоги. К модификациям 6Р81 относятся следующие модели
- 6Н81г – горизонтальные, вертикальные – 6Н11.
- Серия 6р, к ним можно отнести вертикальные – 6Р11, к горизонтальным, тот который описан тут и 6Р81г. А еще к данной серии принадлежат широкоуниверсальные – 6Р81Ш. Они отличаются от других тем, что станина поворачивается под любой угол, требуемы рабочим.
- Широкоуниверсальные (6к82ш). Эти имеют специализированную головку со шпинделем. Она может вертется как в горизонтальном положении, так и в вертикальном положении.
- Бесконсольно-фрезерные аппараты имеют шпиндель, который передвигается только вертикально и стол, перемещающийся также строго в вертикальном положении и в горизонтальном положении.
Устройство станков 6Н81Г и 6Н81
К иностранным аналогам относятся следующие серии станков.
- FU 315E – серия, которую выпускает Гомельский завод. Аппарат с размерами 1250?315 считается консольно-фрезерным.
- Х613А – изготовитель станков КНР. Размеры его 1150?300. Также считается консольно-фрезерным.
- Х6132, Х6135 – компания изготовитель – КНР. Только станки данной серии имеют размеры 1320?320. Консольно-фрезерные многофункциональные.
- XW6032B – выпускает тот же КНР. С размерами 1320?320. Станок также считается многофункциональным консольно-фрезерным.
Эти аналоги имеют большое качество изготовления. А еще дают возможность увеличить собственные функции, в силу использования делительной головки или круглого поворачивающегося стола. А еще на всех станках любой модели есть приспособления для защиты. Они предохраняют фрезеровщика за станком от брызг охлаждающей жидкости и стружки, которую срезает с изделия станок. Помимо безопасности, агрегаты оборудуются очень качественными комплектующими. Электрическая часть также надежна, как и механическая.
По стоимости современные станки совместимы с расценками на старые агрегаты. Некоторые могут стоить даже доступнее.
6Н81А Станок консольный фрезерный широкоуниверсальный. Назначение и область применения
Широкоуниверсальный консольно-фрезерный станок 6Н81А с поворотной фрезерной головкой предназначен для обработки небольших изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Принцип работы и особенности конструкции станка
Шпиндель станка 6Н81А может поворачиваться в вертикальной плоскости на 115° и занимать горизонтальное, вертикальное и наклонное положение.
При наличии делительной головки на станке 6Н81А можно обрабатывать зубчатые колеса с прямым и спиральным зубом, спиральные сверла, и подобные изделия.
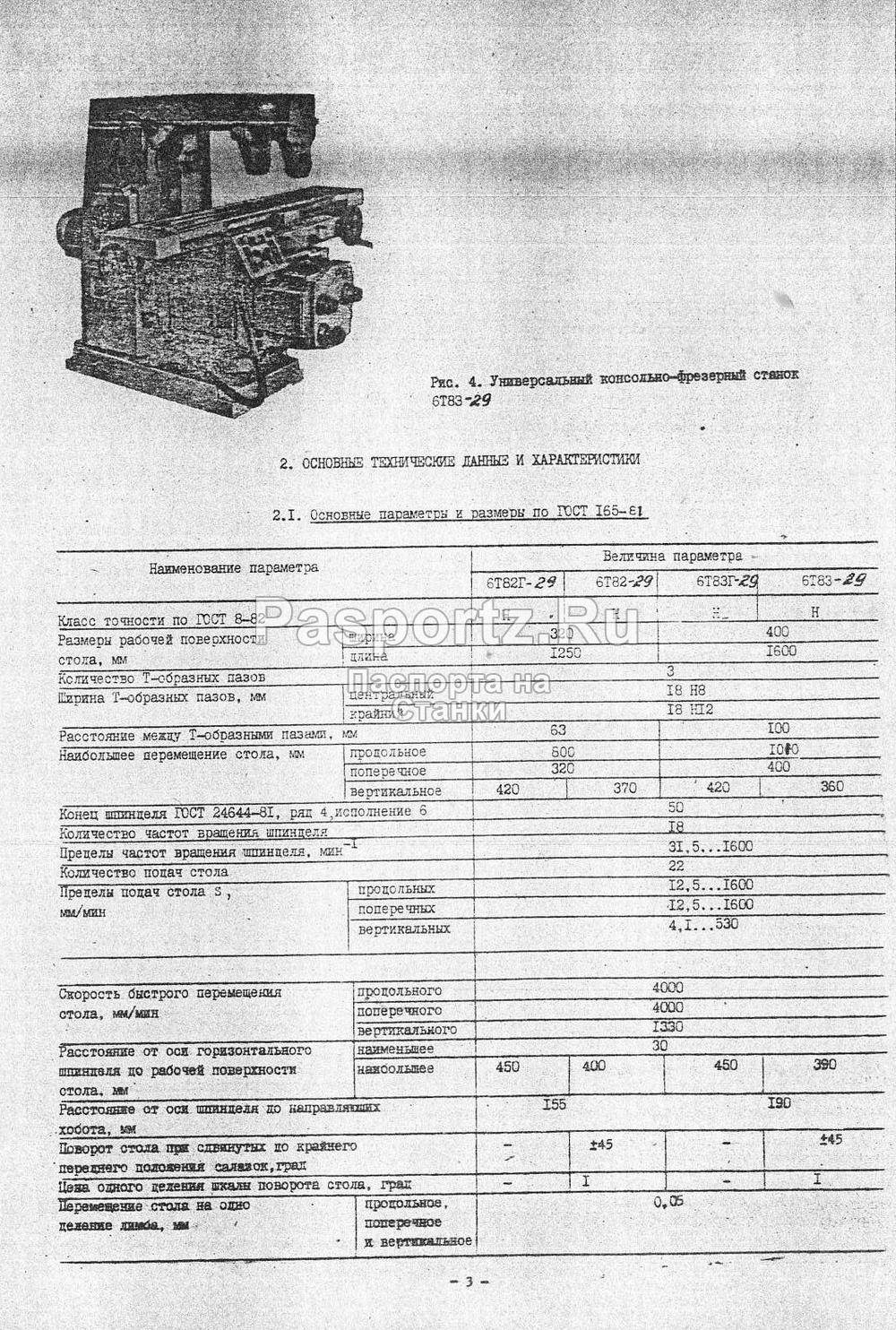
Основные размеры станка соответствуют ГОСТ 165-49, нормы точности соответствуют ГОСТ 154-41, ГОСТ- 155-41.
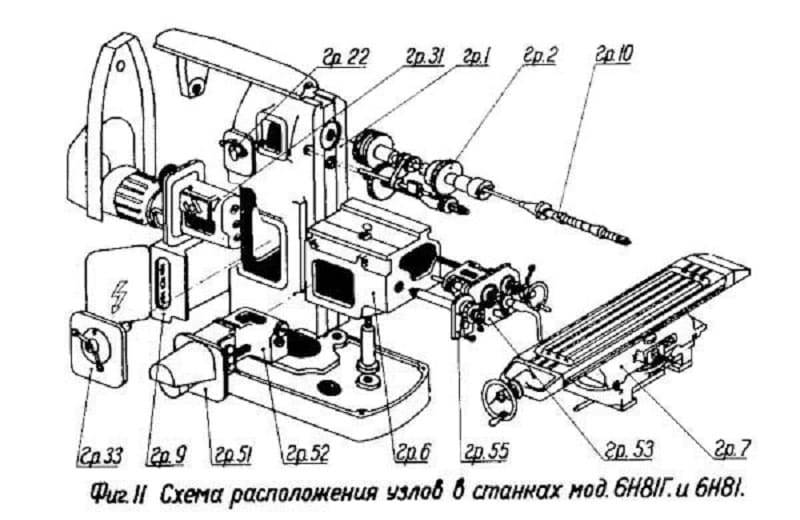
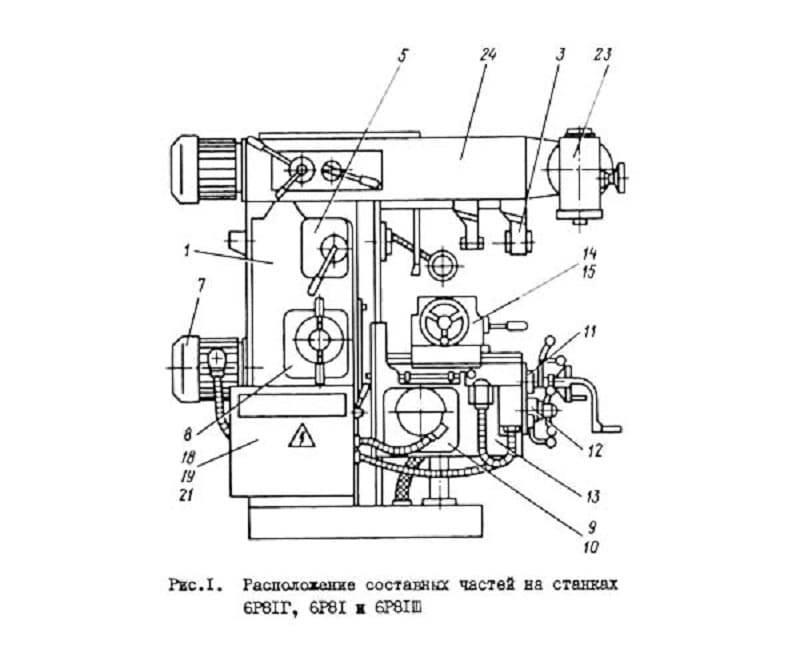
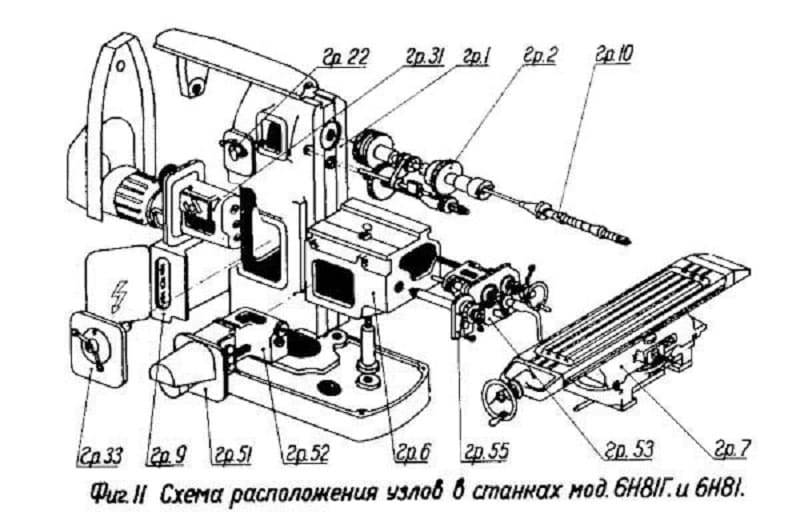
Станок 6Н81А состоит из следующих узлов:
- Станина;
- Ползун;
- Коробка подач;
- Редуктор;
- Коробка реверса;
- Механизм переключения подач;
- Консоль;
- Стол;
- Охлаждение;
- Смазка;
- Электрооборудование;
- Принадлежности.
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные — 6Н11; горизонтальные — 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные — 6Р11; горизонтальные — 6Р81; 6Р81Г; широкоуниверсальные — 6Р81Ш
- серии 6Т: вертикальные — 6Т11, 6Т12
- серии 6К: вертикальные — 6К11 ,6К12 , широкоуниверсальные —6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами — 6М82Ш
- серии 6Д: вертикальные — 6Д12 , горизонтальные —6Д81, 6Д82; широкоуниверсальные — 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами — 6ДМ83Ш, с ЧПУ — 6ДМ83ШФ2
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя накладную поворотную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г, 6Н81А; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Электросхема
Вертикально-фрезерный станок 6Р12 оборудован электродвигателем силой 7,5 кВт и мотором подачи на 2,2 кВт. Электрическая схема приспособления дает возможность оператору выбрать одну из трех рабочих позиций:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление посредством рукояток и кнопок.
- Функцию круглого стола.
Чтобы упростить переключение подающих скоростей и вращение шпинделя, агрегат оснастили прибором импульсного пуска силовой установки. При использовании кнопок и рычагов схема функционирует за счет замыкания контактов соответствующих клавиш.
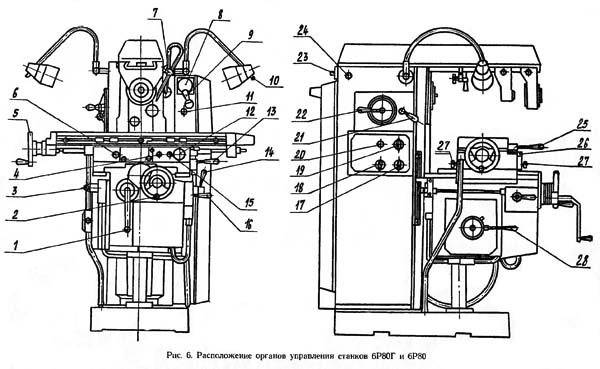
Устройство и работа станка 6Р80, 6Р80Г
Главный привод станка 6Р80, 6Р80Г
Кинематические схемы главного привода станков 6Р80Г и 6Р80 одинаковы. Вращение шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. При перемещении блоков шестерен на валу II-II и переключении шестерен перебора на шпинделе получается 12 скоростей.
Привод подач станка 6Р80, 6Р80Г
Кинематическая схема привода подач одинакова для всех станков. Вращение валов VIII, IX, X, XI, XII, XIII привода подач осуществляется от электродвигателя.
Рабочая подача осуществляется при отключенной электромагнитной муфте. Вращение от коробки подач передается через обгонную муфту на вал консоли XIV.





Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, XIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.
Станина станка 6Р80, 6Р80Г
Станина станков состоит из основания, стойки, электрошкафа, кожуха и хобота с подвесками (на станке 6Р10 хобот и подвески отсутствуют).
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части — коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г и 6Р80 крепятся подвески, которые служат опорами для фрезерных оправок. Одна из подвесок имеет опору качения, другая — скольжения.
Коробка скоростей и шпиндель станка 6Р80, 6Р80Г
Привод шпинделя станков 6Р80Г и 6Р80 состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в сгонку станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники с посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники.
Консоль и коробка подач станка 6Р80, 6Р80Г
Привод подач размещен в консоли. Спереди, в нижнюю часть консоли, встроен фланцевый электродвигатель, с левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой — механизм перемещения салазок.
12-ступенчатая коробка кроме цепи рабочих подач имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 1 (рис. 15), исключающая возможность поломки шестерен при перегрузке.
На одном валу с предохранительной муфтой смонтированы электромагнитная муфта 2 и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
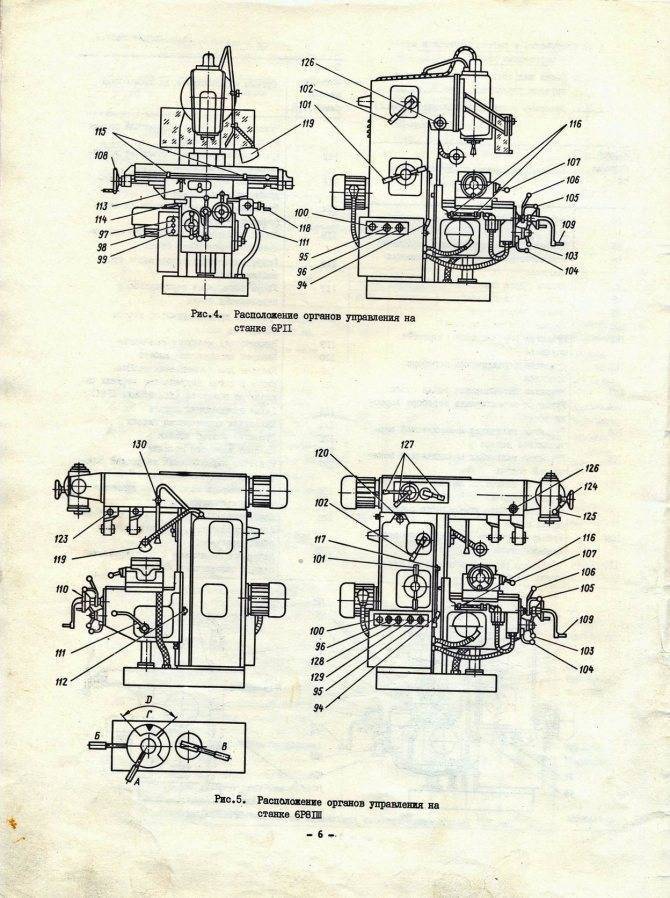
Рукоятка и маховик ручных перемещении стола в поперечном и вертикальном направлениях расположены на консоли спереди.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли. Направление движения рукоятки мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля «ласточкин хвост».
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки станка 6Р80, 6Р80Г
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт 1 (рис. 18) продольной подачи. В салазках находятся конические шестерни 2, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрен механизм выборки зазоров между резьбой ходового винта 1 и гаек 3 и 4.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
Технические характеристики
Паспорт изделия прикладывается к каждому станку, в нем детально прописываются технические характеристики. Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
Станок отличается высокими показателями числа оборотов — до 1600 в минуту. Это качество обеспечивается особенностями шпинделя, который имеет 19 скоростей вращения. Это не только помогает достичь хорошего значения числа оборотов, но и варьировать скорости для достижения оптимального результата работы.
Шпиндель по ГОСТу 24644, конус Морзе КМ50. Устройство закрывается специальным шомлотом, а его конец в свою очередь затягивают колпаком.
В коробке передач насчитывается 19 скоростей. При этом есть поперечное и продольное направление до 1250 оборотов в минуту в горизонтальном направлении. В вертикальном, максимальные показатели достигают 416 оборотов за минуту. В поперечном направлении коробка дает перемещение стола на 1 метр в минуту, а в продольном — до 3 метров.
В обязательном порядке проверяют работоспособность пружины фиксатора лимбов, зазоры в подшипниках, предохранительную муфту. Осмотр деталей механизма проводят как минумум раз в три цикла.
Поворотный стол раздвигается на 45 градусов. Это позволяет фиксировать заготовку в удобном положении. В результате обрабатывается труднодоступные части детали.
Технические характеристики фрезерного станка высоки. Его пользуют по основному предназначению как твердосплавный инструментарий.
Обзор станка 6Р82: конструкция, специфика, технические характеристики
Модель станка 6Р82 с горизонтально расположенным шпинделем относится к разряду консольно-фрезерного оборудования. На выпуске подобных агрегатов специализируется Горьковский завод фрезерных станков. Они предназначены для фрезерования заготовок и деталей различной формы, изготовленных из черного, цветного металла или чугуна.
Конструкция и ее специфика
Консольно-фрезерный станок 6Р82 обладает стандартной схемой компоновки. Горизонтально расположенный шпиндель оборудования имеет жесткую фиксацию. Изменение положения детали происходит за счет смещения стола в различных плоскостях.
Обработка материалов может выполняться дисковыми, фасонными, цилиндрическими и концевыми фрезами различной конфигурации. В конструкции универсального горизонтально-фрезерного станка 6Р82 предусмотрена возможность работы как в ручном, так и в полуавтоматическом и автоматическом режимах. Благодаря этому оборудование применяется для комплектации серийного и штучного производства.
К техническим особенностям можно отнести следующие характеристики:
- широкий диапазон величин подачи стола практически во всех направлениях;
- автоматическая подача смазывающей жидкости в ответственные движущиеся части агрегата;
- быстродействующие магнитные муфты увеличивают производительность;
- возможность перемещения рабочего стола одновременно по нескольким координатам;
- в комплектацию входит электродвигатель постоянного тока, который осуществляет привод подач;
- возможности модернизации. В стандартную конструкцию станка можно установить электронный блок программного управления.
Также стоит отметить дублирование системы управления. Оно заключается в установке кнопок во фронтальной части станка и в боковой.


Для быстрой смены положения заготовки или режущего инструмента предусмотрен механизм быстрой остановки постоянным током.
Технические характеристики станка
Согласно принятой классификации горизонтально-фрезерному станку 6Р82 присвоен класс точности «Н». Его габариты в рабочем состоянии составляют 230,5*195*167 см. При этом масса конструкции равна 2900 кг. Максимальная нагрузка на рабочий стол не должна превышать 250 кг по центру.
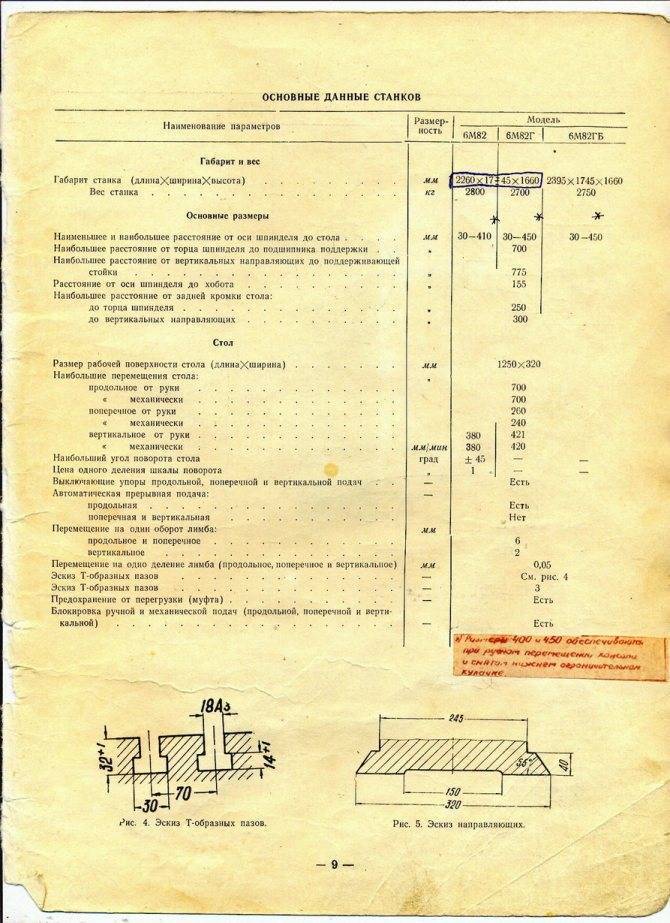
Размер поверхности рабочего стола составляет 125*32 см. Для фиксации заготовки в нем есть 3 Т-образные пазы. Характеристики перемещения рабочего стола, см:
- поперечное – 24/25;
- продольное – 80/80;
- вертикальное – 36/37.
Благодаря универсальности конструкции стол может разворачиваться на 45°.
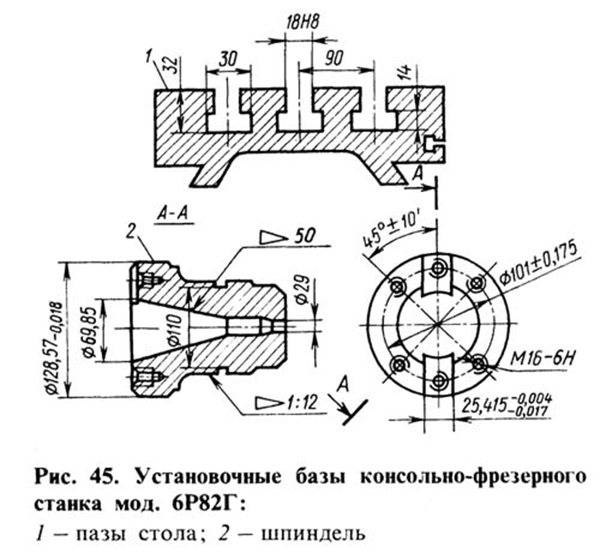
Горизонтальный шпиндель станка 6Р82 имеет стандартные характеристики для такого типа оборудования:
- вариативность частоты вращения – от 31,5 до 1600 об/мин;
- число скоростей составляет 18;
- при максимальных оборотах крутящий момент равен 107 кг/м;
- конус шпинделя — 50.
К преимуществам эксплуатации можно отнести многофункциональную механику работы, улучшенные характеристики точности. Они заключаются в наличии выключающих упоров подачи для всех направлений, возможности ручной и механической блокировки, режиме прерывистой продольной и поперечной подачи. Кроме этого при работе станка возможна оперативная остановка шпинделя и предохранение муфты от перегрузок.
Для функционирования станка в его конструкции присутствует два электродвигателя – главного привода и подачи. Мощность первого составляет 7,5 кВт, второго – 2,2 кВт. Дополнительно есть насосы для подачи охлаждающей жидкости и СОЖ.
В видеоматериале показан пример работы станка:
Стоимость ремонта
- В зависимости от степени поломки, общего состояния, размеров, веса, года выпуска, стоимость разная. Минимальная стоимость – 7000 руб, средняя – колеблется в районе 30 000 руб ( для большинства станков 80-х годов выпуска, за эту сумму можно полностью обновить часть комплектации.
- Отдельный тип ремонта — восстановление поверхности. Коррозионные и окислительные процессы не относятся к поломкам механизмов, но прямым образом влияют на производительность процесса, так как коррозия рано или поздно перейдёт на всю поверхность станка и нарушит целостность, а контакт материалов со столом образует оксидную плёнку, ухудшающую сцепление и качество финального продукта. Эксперты по материаловедению обычно берут от 40 до 200 долларов за работу.
- Коммутация сети — тоже особая графа в расходах на ремонт. При замене двигателя на импортный может произойти перепад всей сети, так как американские электронные устройства рассчитаны на другое напряжение. При замене одной машины в цеху, нужно удостовериться, что она корректно подключена к общей сети, выполнив замеры входного и выходного напряжения и запустив установку в тестовом режиме, после чего подключить все остальные. Работы электромонтажной бригады могут обойтись в 80-300 долларов, в зависимости от количества машин в цеху и площади предприятия.
Лучше перестраховаться и выполнить полный спектр диагностических работ, ведь будет обидно, если ржавчина или перепад в сети, приведёт в негодность только что купленное оборудование.
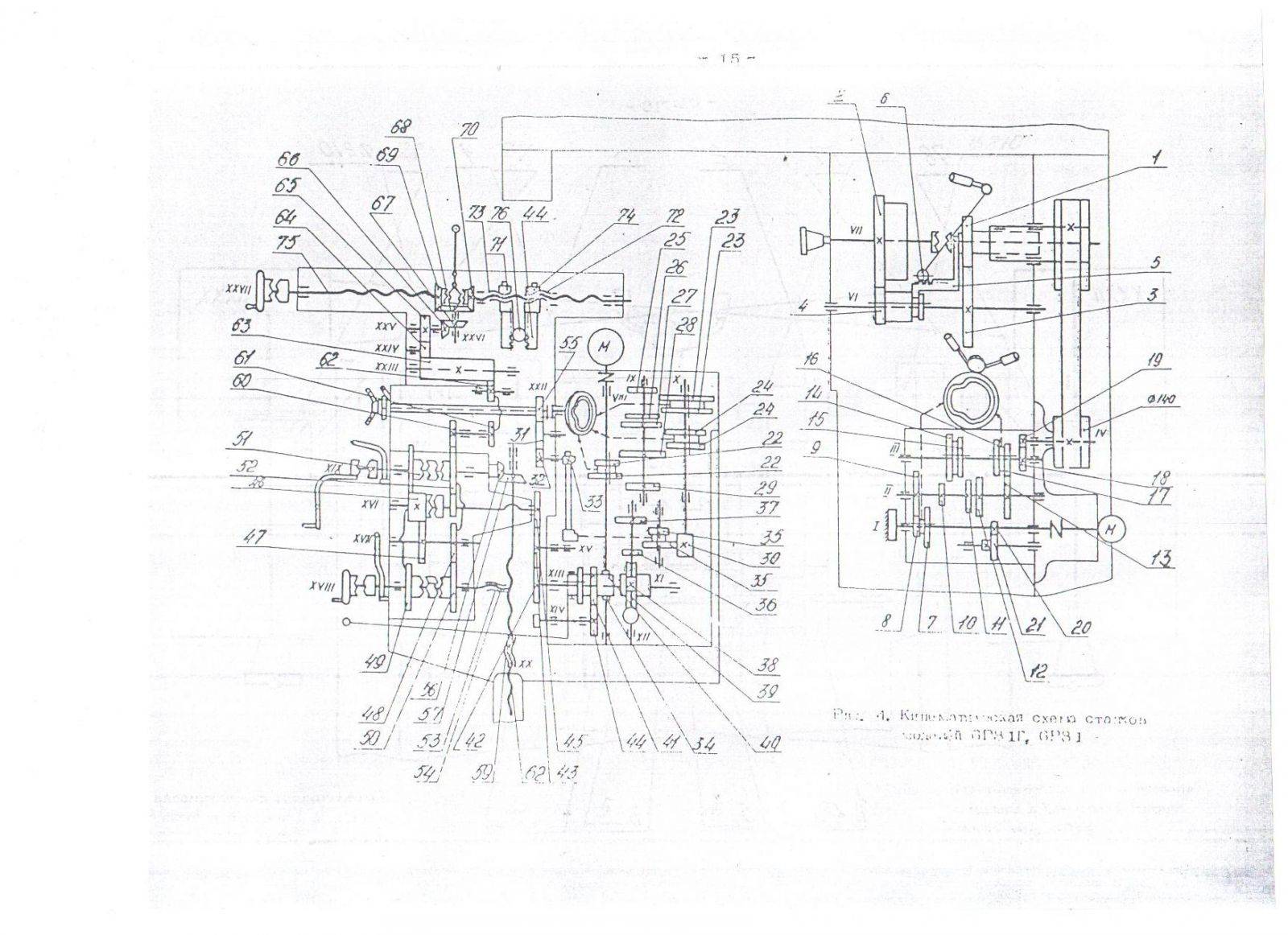
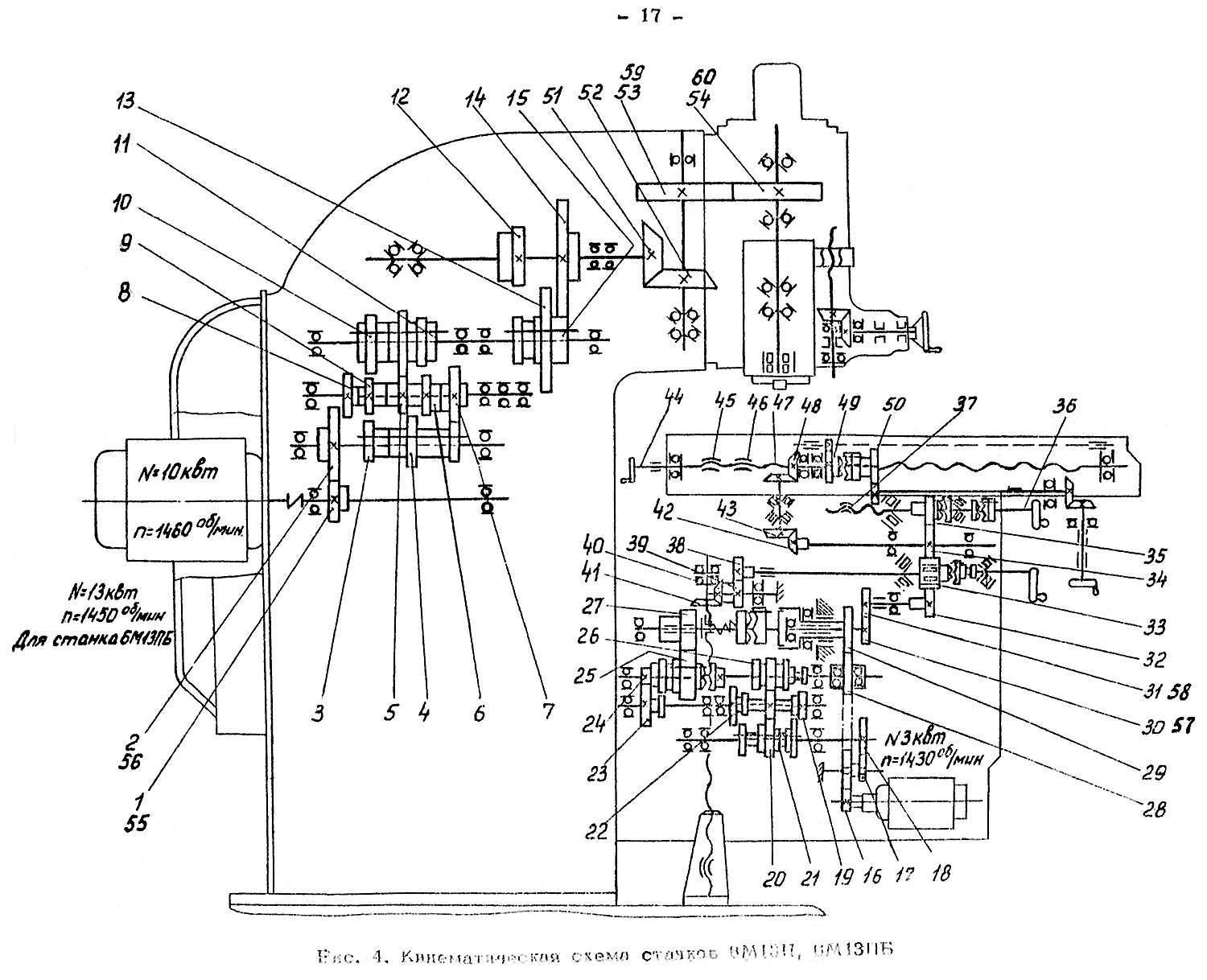
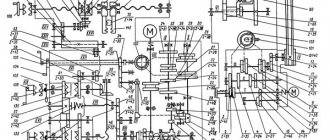
Кинематическая схема
Цепь шпинделя
Вал V сообщает вращение шпинделю напрямую через кулачковую муфту или посредством двух зубчатых пар: 16/18, 19/17. Выбор осуществляется рукояткой перебора, связанной с вилкой, сцепляющей полумуфты или колеса 19/17. Клиноременная передача связывает вал V с выходным валом коробки IV. Сочетания вариантов сопряжений двухвенцовых блоков, размещенных на валах I, III, дают 16 скоростей вращения
Цепь подач
Передача движения от двигателя подач к столу ясна из кинематической схемы. Рассмотрим разделение цепей рабочего и ускоренного перемещения. Через промежуточную передачу 39/40, червяк 42, насаженный на вал XII, шестерня 33 вращает червячное колесо 43, установленное на валу XIII на подшипниках. Колесо заклинивается обгонными муфтами 131, в результате происходит кинематическое, силовое замыкание, столу придается рабочая подача.
При ускоренных ходах движение сообщается валу XIII передачей 23/44. Собранное на подшипниках колесо 44 вращает вал только при включении фрикционной муфты 132, вызывающем срабатывание муфты 131, отключение колеса 43.
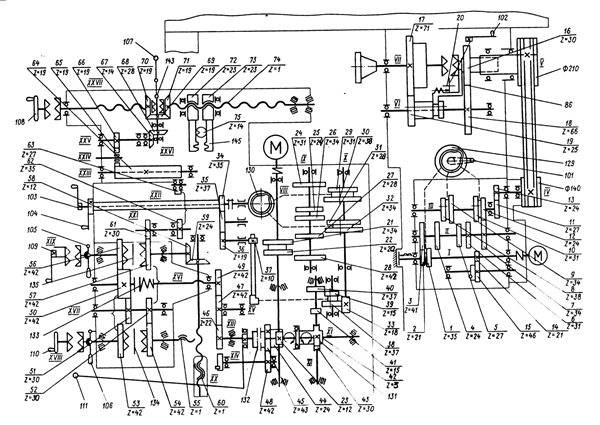
Рис.5. Схема кинематическа.
Схема электрическая блока питания
Моторы стандартного электрического типа у этих моделей работает на мощности до 7,4 кВт. У двигателя подачи этот показатель равен 2,2 кВт. Управление аппаратом осуществляется с использованием трёх режимов:
- Круглый стол.
- Автоматический, с продольным движением стола.
- При помощи кнопочного управления.
Последний вариант предполагает использование специальных кнопок для начала работы и пуска. Нажатие кнопки остановки приводит к прекращению эксплуатации всех двигателей в составе устройства. Быстрый отвод и подвод, подача – главные принципы автоматических вариантов.
Быстрый ход и двигатель подач единственные функционируют, когда речь идёт о режиме круглого стола.

Фрезерный станок 6Р81
Станок 6Р81 является универсальным устройством. В отличие от других, его функции и параметры постоянно совершенствуются. Благодаря расширению своей функциональности, 6Р81 может обрабатывать не только чугунные изделия, но и цветную сталь и твердый пластик.

Благодаря особым техническим характеристикам, работники завода могут быстро заменить режущую часть приора и приступить к работе.
А также 6Р81 может работать с торцевыми, дисковыми, угловыми фрезерными частями.
Благодаря таким различным функциям, станок по металлу помогает заводу тяжелой промышленности расширить спектр оказываемых услуг.
Область применения
Горизонтально фрезерные универсальные станки разработаны для эффективной обработки быстрорежущими и твердосплавными инструментами деталей из черных, цветных металлов и сплавов, пластиков. Рациональна загрузка мелкими и средними заготовками без корки с умеренными припусками. Оптимальная сфера применения:
- ремонтное,
- единичное,
- мелкосерийное производство.
Обосновано использовать в серийной металлообработке на отдельных операциях, при малом количестве работающих инструментов, когда загрузка оборудования ЧПУ нерентабельна или последнее отсутствует.
Используют для обработки горизонтальных поверхностей цилиндрическими фрезами на оправке с поддержкой. Возможно фрезерование плоскостей, пазов, уступов концевым инструментом, установленным в конус шпинделя. Торцовыми головками снимают припуск с вертикальных плоскостей деталей. Отрезными, дисковыми фрезами разделяют материал, фрезеруют пазы, канавки, в том числе спиральные на валах, установленных в центрах делительной головки. В ремонтном деле модульным инструментом нарезают зубчатые колеса. Технологические возможности расширяют, применяя круглые и глобусные столы, оптические головки, расточную оснастку.
Технические характеристики
Принцип работы прост: шпиндель берет вращение от коробки скоростей, которая подключена к основному двигателю. в агрегате предусмотрены два двигателя, с мощностью в 1.5 и 5.5 кВт. Технические характеристики обуславливают надежность и универсальность оборудования.
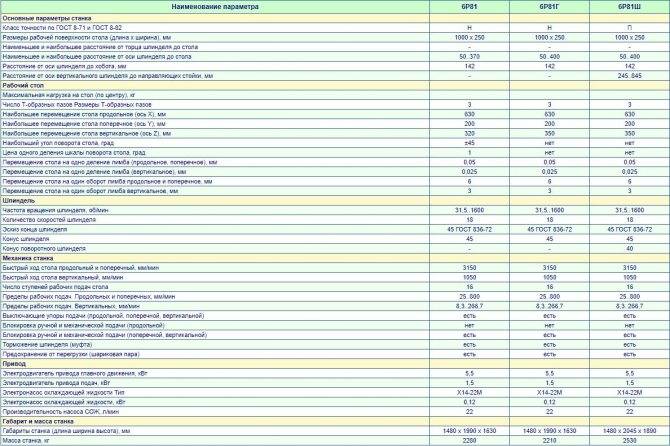
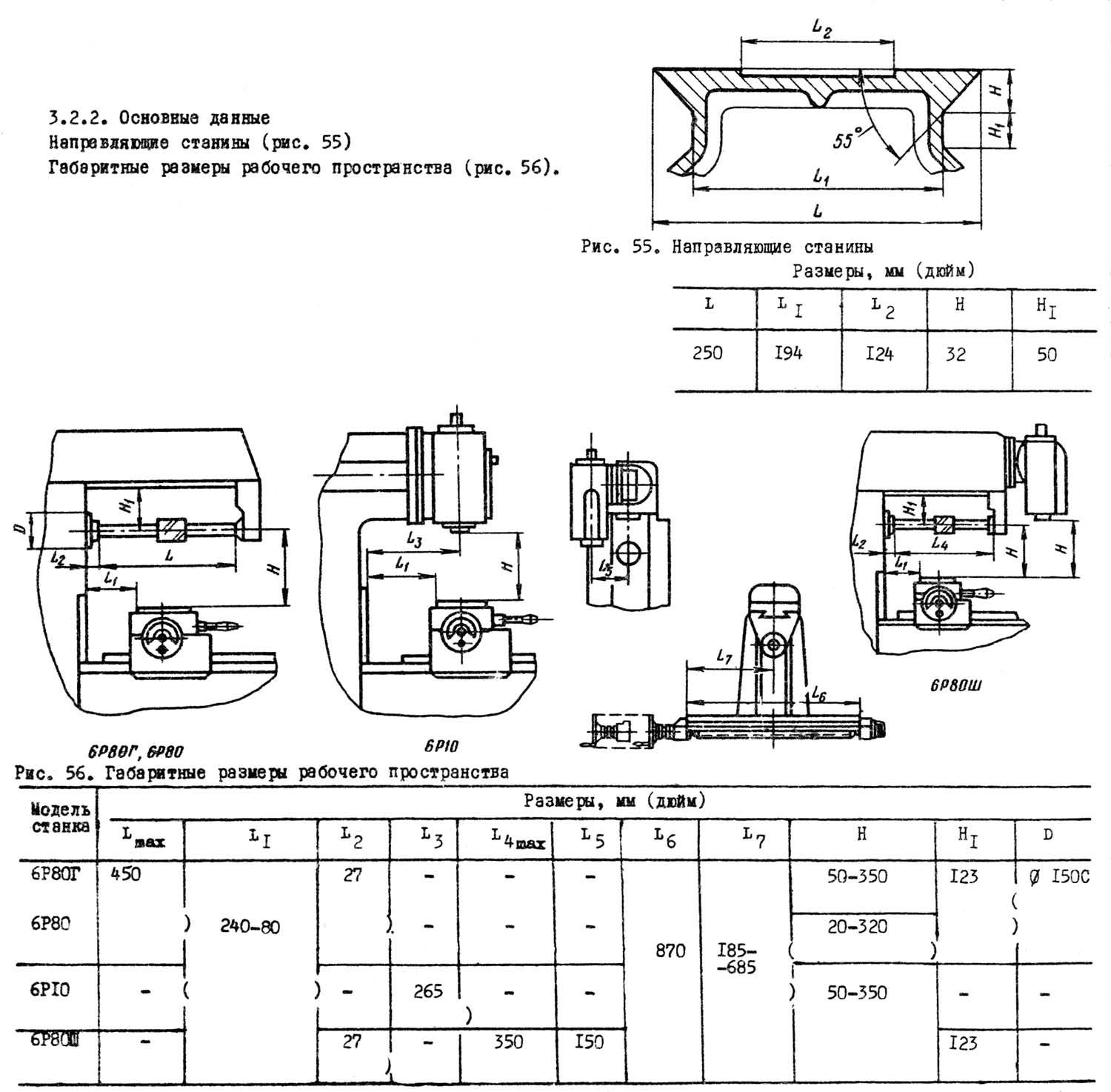
Габаритные показатели
Габариты рабочего стола рассматриваемого агрегата:
- длина – 100с м;
- ширина – 25 см;
- расстояние от хобота до оси шпинделя – 14.2 см;
- от стола до шпинделя – 5–37 см.
Размеры самого станка:
- в длину – 148 см;
- по ширине – 199 см;
- высота – 163 см.
- вес оборудования – 2280 кг.
Точность, продуктивность
Станок отличается высокой производительностью благодаря следующим техническим характеристикам:
- число Т-образных пазов – 3;
- перемещение стола по оси Х – 63 см;
- перемещение вертикальное – 32 см;
- поперечное – 20 см.
Перемещение стола на одно деление лимба вдоль или поперек – 0.05 мм. Одно вертикальное деление лимба – 0.025 мм. Один поворот лимба продольный или поперечный – 6 мм, вертикальный – 3 мм. Угол поворота стола ±45°.






Ограничения
На станке существуют и специальные ограничения. К ним относятся:
- выключающие упоры подач;
- блокировка ручной механической подачи вертикальной и поперечной;
- муфта для торможения шпинделя;
- шариковая пара для предохранения от перегрузки.
Пределы вертикальной рабочей подачи – 266.7 мм/мин, продольной и поперечной – 25-800 мм/мин.
Электрооборудование фрезерного станка 6Р10
Электрооборудование, установленное на станке, рассчитано на напряжение силовой цепи 380 В, 50 Гц трехфазного переменного тока. В цепи управления применены следующие напряжения:
- цепь магнитных пускателей ~ 110 В
- цепь электродинамического торможения ~ 55 В
- цепь электромагнитной муфты — 24 В
- цепь местного освещения ~ 36 В
- цепь сигнальной лампы ~22 В
На станке установлены три трехфазных короткозамкнутых асинхронных электродвигателя. Технические данные электродвигателей приведены в перечне электроаппаратов к принципиальной электросхеме.
Описание работы электросхемы фрезерного станка 6Р10
Включением вводного автоматического выключателя А1 подается напряжение сети на зажимы А10, B10, C10, т. е. в первичные обмотки трансформаторов управления ТУ1, ТУ2, ТУЗ и на входные контакты магнитного пускателя КЛ.
Пуск станка в работу осуществляется нажатием кнопки КУ2 (символ !). При этом срабатывает магнитный пускатель КЛ, который, замкнув свои замыкающие контакты в силовой цепи, включает электродвигатели привода шпинделя ДШ, привода подачи ДП и электронасоса ДО.
Для раздельной работы электродвигателей ДШ, ДП, ДО имеются, соответственно, выключатели ПШ, ВП, ВН. Кроме того, выключатель ПШ предназначен для изменения направления вращения электродвигателя ДШ.
Останов станка осуществляется нажатием кнопки КУ1 (символ О). От нажатия последней отключается магнитный пускатель КЛ, который, в свою очередь, выключает все электродвигатели.
При нажатии кнопки КУ1 замыкающим контактом включается магнитный пускатель КТ, который совместно с промежуточным реле РП, замкнув свои замыкающие контакты в цепи торможения, подает в цепь статоров электродвигателей постоянный ток. Происходит электродинамическое торможение электродвигателей. Длительность торможения определяет нажатое состояние кнопки КУ1.
Для включения ускоренного перемещения стола имеется кнопка КУ4 (символ), от нажатия которой, при включенном магнитном пускателе КЛ, включается электромагнитная муфта МБХ.
Для кратковременного включения электродвигателей имеется кнопка КУЗ (символ Т).
Для включения местного освещения на светильниках установлены выключатели B01, B02.
Защита, блокировки и сигнализация фрезерного станка 6Р10
Защита электрооборудования станка от коротких замыканий в силовой цепи осуществляется автоматическими выключателями A1, A2 и в цепях управления — автоматическим выключателем A3 и предохранителями Пр1 — ПрЗ.
Защита от перегрузок электродвигателей привода шпинделя ДШ и электронасоса ДО осуществляется, соответственно, тепловыми реле РТ1 и РТ2. Защита от перегрузок электродвигателя привода подач ДП осуществляется автоматическим выключателем А2.
Минимальная защита электродвигателей обеспечивается магнитным пускателем КЛ.
Невозможность включения электродвигателей при открытой задней дверце станка обеспечивается концевым выключателем ВК.
При включенном положении рукоятки вводного выключателя нельзя открыть дверцу электрошкафа, а при открытой дверце — нельзя включить рукоятку вводного выключателя. Данная блокировка обеспечивается конструкцией рукоятки вводного выключателя. При необходимости включить вводной выключатель с открытой дверцей электрошкафа для ремонтных целей необходимо нажать на шток Е (рис. 5 и 6), выдвигающийся при открывании дверцы.
О наличии напряжения сети в электрических цепях станка при включенном вводном автоматическом выключателе А1 указывает сигнальная лампа ЛС.
После автоматического отключения вводного выключателя рукоятка его остается в положении «включено». Сигнальная лампа при этом гаснет. Для повторного включения необходимо отвести рукоятку в положение «Отключено» и затем переключить в положение «включено».
6Н11 характеристики станка
Фрезерные станки предназначены для обработки различных плоскостей, фрезерованию винтовых и фасонных канавок, нарезания зубчатых колес, шлицев, резьбы, получения винтовых канавок с помощью режущего инструмента-фрезы. При обозначении модели станка первая цифра указывает номер группы — 6 фрезерная , буква обозначает модернизацию станка, следующая цифра — тип станка, последняя цифра — номер стола размер стола от 0 до 5 , буква, которая может стоять после номера стола обозначает модификацию станка 6Н81Г; 6Р82; 6Н11; 6Н Фрезерное оборудование, которое может работать с древесиной и металлом, подразделяется на несколько категорий.





