

Область применения гравировок на металле
В условиях мелкого частного бизнеса маталлограверные работы с использованием механического, химического или лазерного оборудования – это в основном сувенирное и подарочное направления. Лазером или фрезой легко можно выполнить изображение и надпись даже на предметах очень малых размеров. Это гравировка на ручках для письма, гравировка на кольцах.
Попробуем перечислить главные варианты и способы применения граверных работ в быту:
- изображения на ювелирных изделиях, преподносимых в подарок;
- украшение и обозначение принадлежности брелоков, ключей, портсигаров;
- наградные надписи на часах, на личном огнестрельном оружии;
- гравировки на холодном оружии.
Всё чаще гравировка на металле гравером используется для изготовления вывесок и табличек, бирок и номерков, фирменных знаков и различных логотипов, номеров серий на металлических изделиях. При этом нужно учитывать, что лазер и фрезерный станок выполняют гравировки практически на всех металлах, не говоря уже о предметах неметаллической природы.
Даже обычное изделие из области женской парфюмерии или сувениров мужской направленности приобретает совершенно другой вид, если на его поверхность нанесены художественные и информационные символы высокого качества. И не только внешний вид, но и стоимость таких предметов значительно увеличивается, что даёт возможность мастеру гравировок честно зарабатывать свой достойный «кусок хлеба».
Преимущества электромаркеров и их типоразмеры
Сохранение товарного вида продукции после электромаркировки обеспечивается:
- Отсутствием искажений поверхности изделия;
- Возможностью проводить клеймение тонких поверхностей без опасности их деформирования;
- Эффективным использованием процесса относительно любых токопроводящих материалов;
- Удобством нанесения клейм, номенклатура которых ничем не ограничивается;
- При использовании вольфрамового электрода с избирательным переносом металла одновременно производится антикоррозионная обработка поверхности стальных изделий.
Модели наиболее востребованных электромаркеров приведены в таблице
Фирма,
страна Ориен-тиро-вочная цена, руб. EVZ-021 10?10 До 50 220…230 200 20 Josef Solnar (Чехия) 10000 EVZ-022 20?50 Неогра-ничен 220…230 450 50 Josef Solnar 12000 AG25/3 20?20 Тоже 4 5000 25 ArgloAG (Швейцария) 23500 AG50/6 20?50 Тоже 6,5 6500 50 ArgloAG 25000
Цветная гравировка
Нанесение рисунка в цветном виде происходит с использованием стеклографа, выполненного в форме карандаша или тушью. После гравировки, поверхность обрабатывается бесцветным лаком, чтобы сохранить максимально дольше результат. Четкий рисунок возможно получить с помощью красок на масляной основе, перед нанесением поверхность расцарапывается и обрабатывается краской.
Цветная гравировка
Чернение возможно получить без использования специального оборудования. Применяется смешанные вещества карбоната калия и серы, пропорции соблюдаются один к двум. Необходимо поместить смесь материалов на медленный огонь в удобной таре, процесс необходимо пристально контролировать и перемешивать состав. После почернения состава, огонь выключается, а смесь перетирается в ступе. Процесс чернения происходит несколькими шагами:
- Состав смешивается водой в соотношении один к 9.
- В специальную емкость опускается предмет, подготовленный к выполнению действий.
- Нагрев детали происходит до того момента, пока не произойдет чернение, материал должен приобрести необходимый оттенок.
Перед нанесением надписи необходимо сделать сделать фон, такие случаи не требуют обработка лаком. Гравировка по металлу может быть выполнена с разными оттенками, достаточно смешать специальные вещества. Раствор из хлористого цинка и медного купороса придаст детали темно коричневый оттенок, смешивание производится 1 к 1 водой. Сероватый оттенок возможно получить из смеси 2 гр. поташи и серы, обычной поваренной соли к литру воды. Раствор сернистого калия в соотношении грамм к 250 гр. воды, придаст изделию красный оттенок.
Чернение гравировки
После окончания деятельности удаляется используемый лак. Существует техника черни, процесс не схож с чернением при гравировке по металлу. Процесс возможно произвести только механическими способами, из подручных предметов исполнение невозможно.
Какие есть способы гравировки металла?
Существует несколько видов гравировки на металле. Давайте рассмотрим каждый из них.
Ручное резание
Этот способ заключается в нанесении на поверхность предмета изображения при помощи режущего стального инструмента. Так на материале создаются линии и точки углубления. Другими словами ручное резание называют художественным гравированием. Это очень долгий и трудоёмкий процесс. Но существуют и более быстрые способы нанесения гравировки.
Пескоструйная обработка
Её суть заключается в том, что поверхность материала повреждается песком или другим порошкообразным веществом, которое распыляется сильным потоком воздуха. Когда песок попадает на поверхность металла, образуется матировка. Зернистость песка позволяет создавать различные эффекты и наносить рисунки при помощи трафарета. Плюсы пескоструйной обработки — универсальность, высокая скорость и гладкость краёв гравировки.
Механическая гравировка
Она осуществляется заточенной фрезой. Существует два типа оборудования для механической гравировки — пантограф и компьютеризированное. На пантографе гравируются ювелирные изделия и фамильные украшения. Компьютеризированным методом можно гравировать любое изделие из металла.
Механическим способом можно создавать объёмные изображения, но минус в небольшой производительности.
Лазерная сублимация
Это нанесение цветных изображений при помощи принтера или картриджа для сублимации. Для начала нужно сделать трансфер — распечатать изображение, который размещается поверх изделия. А при воздействии высоких температур краска переходит на материал, оставляя на нём изображение.
Лазерная сублимация используется для гравировки многих изделий из металла — браслетов, подвесок, часов и подставок.
Лазерная гравировка
Это самый распространённый способ гравировки на металле. Рисунок наносится на изделие при помощи сфокусированного лазерного луча. Гравировка происходит засчёт испарения частиц материала.
В отличие от других способов, лазерной гравировкой можно заниматься в промышленных масштабах, благодаря высокой скорости.
Существует несколько видов лазерного оборудования для гравировки, но об этом мы расскажем позже.
Как сделать цветную гравировку?
У цветной гравировки более сложный технологический процесс, и она возможна только на металлах склонных к окислению, таких как
- титан
- нержавеющая сталь
- цирконий
- алюминий
- никель
- латунь
- серебро
Цвет проявляется в результате побежалости, возникающей вследствие интерференции света в оксидной плёнке. Оттенок и насыщенность цвета зависят от нескольких факторов:
- длительности воздействия лазерного луча;
- толщины металла;
- теплофизических параметров материала;
- мощности излучения;
- толщины оксидной плёнки.
Например, на титановой пластине при длительности импульса 80 наносекунд, скорости движения луча 24 мм/с, частоте импульсов 95-100 кГЦ и мощности излучения 4,5 Вт получился гравировка фиолетового цвета.
Советы по гравировке на металле
Вырезание по металлу производится только качественным инструментом. Оборудование, оснастки необходимо покупать в специальных магазинах с гарантией качества. Изготовка инструмента в домашних условиях потребует выбора надежных материалов. Штихель и граверы должны быть идеально наточены для получения необходимого конечного результата. Затупленный инструмент может испортить изделие, нанести увечья мастеру, при работах режущими поверхностями стоит соблюдать технику безопасности.
Для того, чтобы гравировать металл своими руками, существует достаточно способов и технологий. Большое количество металлов, которые подвергаются гравировке дают возможность воплотить в жизнь самые креативные идеи.
Советы перед гравировкой
Во-первых, очистите рабочее место и выберите поверхность такого размера, чтобы можно было без проблем оборачивать заготовку
В гравировке по металлу вам не понадобится направленный свет — хватит просто обычного освещения
Второе по важности — это комфорт. Сядьте так, дабы ваша рука могла свободно достать верха заготовки
Также уложите заготовку и проверьте её на прогиб. Может быть так, что в самый важный момент металл прогнётся и фрезу поведёт в ненужном направлении, запортачив при этом всю работу. Протрите хорошо поверхность, уберите всю пыль и избавьтесь от жира.
Закрепите хорошо дремель. Если у вас есть штатив – хорошо, просто прекрасно. Но бывают случаи, что дремель лежит без фиксации, посему есть два выхода: или одним глазом гравировать, а другим посматривать на инструмент, или просто привязать его к столу чем-нибудь. К примеру, я держу дремель на коленке — так удобней всего для меня.
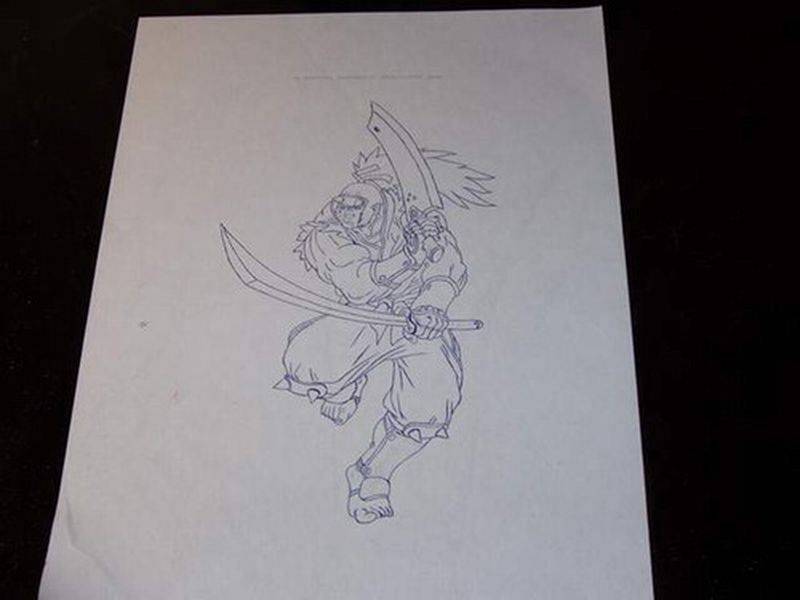
Итак, приступим к процессу. Сначала мы выбираем рисунок и печатаем один на самоклейке, а второй — на обыкновенной бумаге. Зачем второй я расскажу позже.
 Отпечатанный рисунок для гравировки
Отпечатанный рисунок для гравировки
Ко всему прочему, мне приходилось еще обводить дополнительно все линии, из чего я извлек дельную уловку. Дальше мы прикидуем расположение рисунка, а после этого клеим его. Желательно приклеивать, начиная с угла и продолжая по диагонали. Недопустимы никакие вздутия бумаги непосредственно на рисунке.
Для начала берём конусоидную насадку. На фотографии видно, как она потрепалась за время использования, но само жало ещё способно выдавать ровную линию.
 Конусообразная насадка на гибком вале
Конусообразная насадка на гибком вале
Садимся за работу, крестимся трижды и начинаем. Во время работы не отвлекаться, не раздражаться и не задумываться. Самым оптимальным ход насадки будет, если вы расположите её под градусом и будете двигать её в сторону более острого угла. На рисунке, приведённом ниже, её нужно двигать в правый нижний угол.
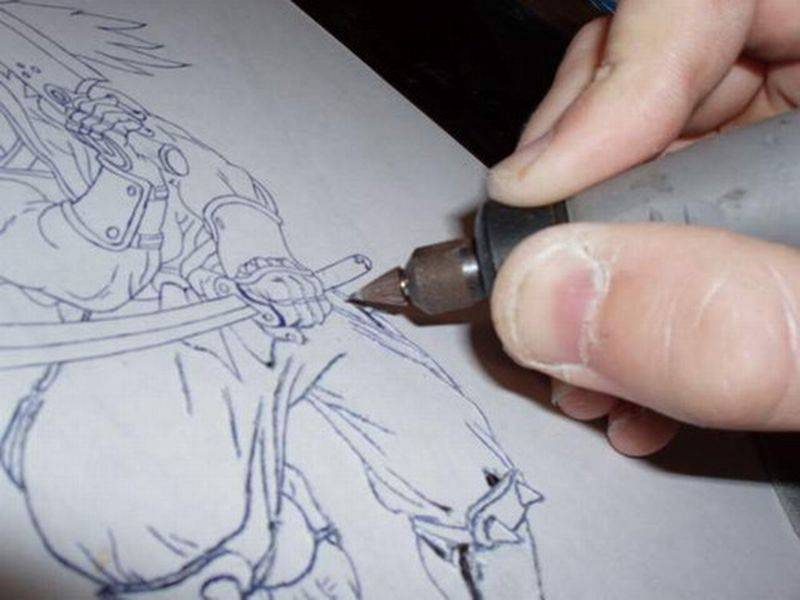
Процесс нанесения гравировки на металл.
Вот несколько промежуточных фотографий работы.

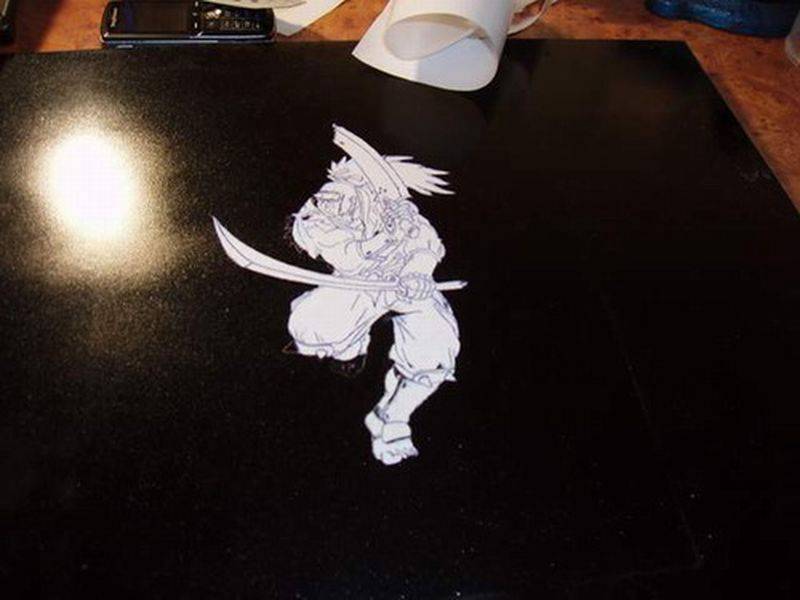
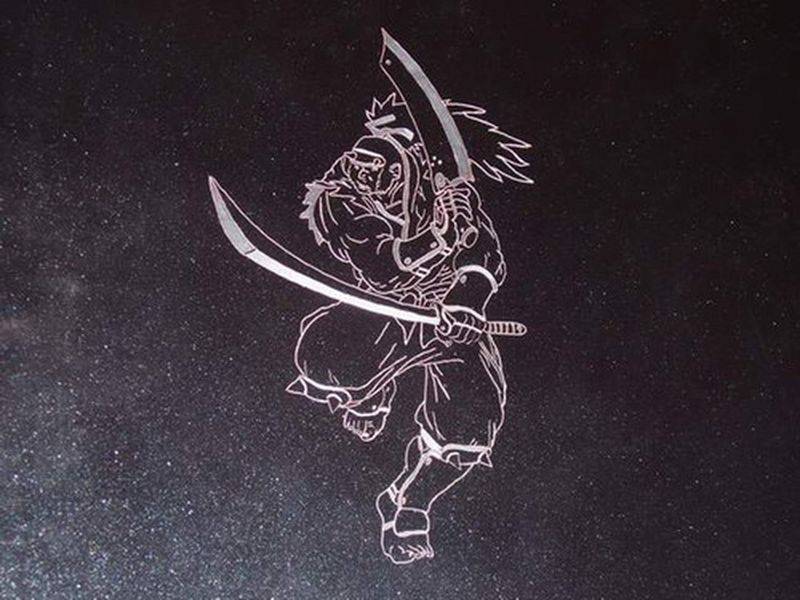
На последней фотографии видно, как отодралась бумага. В основном, я снимаю её под горячей водой, но в этот раз в гараже не было ни капли жидкости, поэтому я в нетерпении просто содрал её. У кого получится аккуратней, тому стоит поэкспериментировать с этим делом. Можно, к примеру, всё это закрасить, получив оригинальный эффект. В итоге мы имеем неплохую, но незавершенную картинку, которая сама по себе одиноко смотрится на чёрном фоне.






 Первый вариант гравировки на металле
Первый вариант гравировки на металле
А вот теперь берём тот самый неиспользованный рисунок и прикидываем на нём карандашом те места, где будем «заливать». После этого берём сферическую насадку и начинаем делать заливку. Итог таков:
 Гравировка на металле с заливкой
Гравировка на металле с заливкой
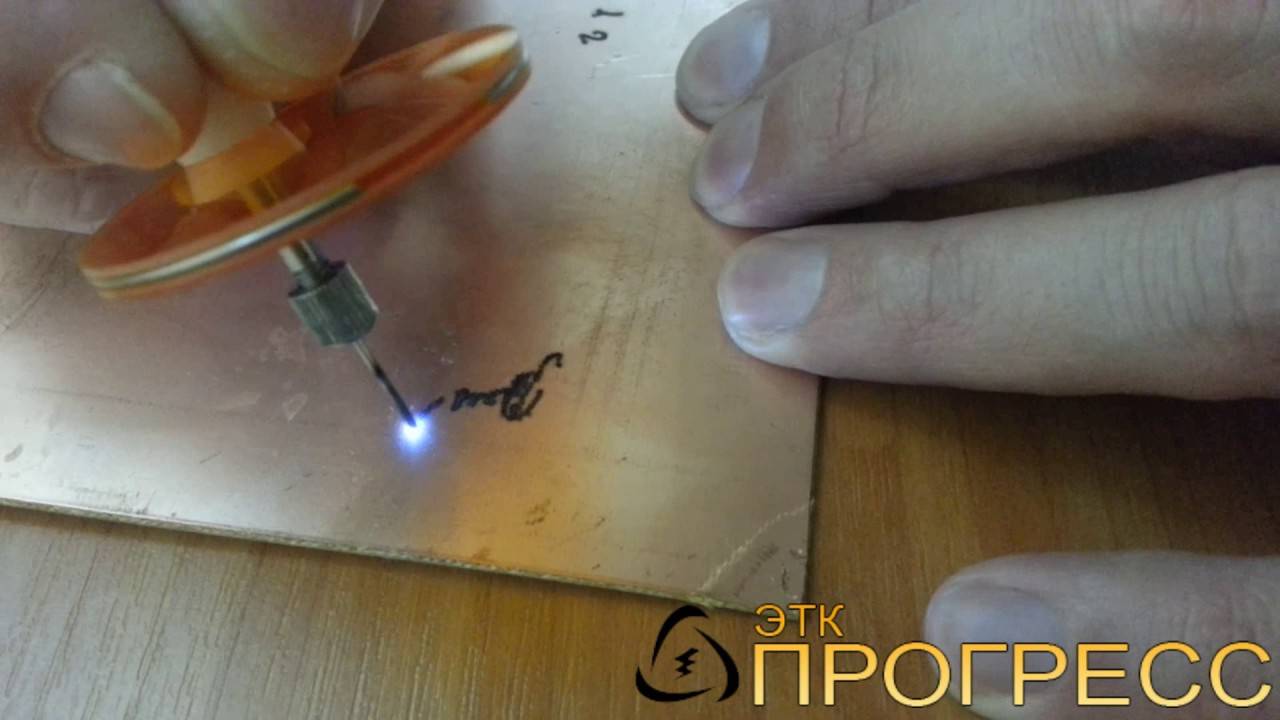
Гравировки с помощью бормашины
 Бор, заточенный для гравировки
Бор, заточенный для гравировки
Для выполнения на предметах из металла надписей дарения, адресов и поздравления различной формы часто применяются различные машинки для гравировки. Хорошо подходят и бормашины, которые помимо своего основного назначения оказались и очень удобными аппаратами для гравировки. Они в настоящее время широко применяются для производства механических гравировок с надписями на сувенирных изделиях, подарках и предметах другого назначения. Обычно это те варианты, которые из-за недоступности формы невозможно или трудно выполнить штихелем. Бормашина позволяет получить выигрыш по времени при гравировке с готовых рисунков и эскизов, а также при одноразовых копиях с готовых изделий.
Бормашина устроена очень просто. Это электромотор с муфтой, гибкий вал с наконечником, в который вставляется режущий инструмент – зубной бор. С помощью бормашины можно проводить гравировки обронного и плоскорельефного профилей, требующих выборки значительного объёма металла. Выполнение же различных надписей рукописным и печатным шрифтами производится на небольшую глубину, что и соответствует плоскорельефному гравированию.
Главным режущим инструментом, применяемым при нанесении гравировок с помощью бормашины, является зубоврачебный бор, в котором специально сточен наконечник шарика. В таком виде бор напоминает пальчиковую фрезу и отлично выбирает металл при работе.
Вращающийся бор позволяет гравировать буквы, знаки и цифры путём его перемещения таким же методом, что и шариковой ручки при письме. Вот только скорость этого перемещения должна быть намного меньшей. Если же предстоит выполнить гравировку изображения, рисунка, то вертикальные линии начинают выполнять сверху вниз, а горизонтали – справа налево. Также боры хорошо применимы для работ рельефного и контурного характера с выборкой значительного количества металла. Для получения текстовых гравировок на часах можно пользоваться шаровидным бором. Этот инструмент подходит и для гравировки надписей на портсигарах, гравировки на зажигалках. А вот уже для более глубокой проработки деталей этих текстов больше подойдёт бор со сточенным кончиком шарика.
Можно с помощью бора выполнить гравировку текста и на стекле автомобиля. Для этого с другой стороны стекла наклеивают бумажный образец надписи, а ту сторону, с которой будет выполняться гравировка, смачивают пастой для гравировки или обычным маслом. При резании стекла с помощью алмазного бора стеклянная пыль не распыляется и не мешает точному копированию содержания с бумажной подложки. Можно выполнить и временную надпись на лобовом стекле без повреждения его. Для этого в качестве инструмента берётся дюралевый диск и им на поверхность стекла наносится слой блестящего металла. При необходимости эта надпись легко смывается с помощью серной кислоты.
Ещё проще выполняется гравировка бормашиной неглубоких цветных надписей на подарках из любого металла. Обычно этот процесс выполняется в три этапа:
- выборка металла с помощью бора;
- в гравировку втирается краска-основа;
- поверхность изделия по площади гравировки осыпается бронзовой пудрой с последующим её втиранием.
Больше подходят для втирания белила на цинковой основе или густотёртая масляная краска. Какие-то другие красящие составы для этого непригодны. Втирание краски производится пальцем или с помощью ватного тампона. Движения должны быть круговыми, благодаря чему краска заполняет все рельефные выемки. После того, как надпись хорошо читается, а изображение просматривается, с помощью ветоши избытки краски удаляются с поверхности гравировки. Но ветошь не должна быть ворсистой, иначе на гравировке останутся волокнистые включения, которые будут портить её вид. Очень похоже всё проделывается при использовании для втирания бронзовой пудры.
Рассмотрим пошаговый мастер-класс по гравировке по стеклу своими руками
Гравировку по стеклу в домашних условиях можно сделать двумя способами – механическим и химическим. Механический способ заключается в деформации верхнего слоя стекла при помощи специального инструмента гравера. Как правило, в наборы с гравером входит множество насадок, меняя которые можно создавать на стекле настоящие шедевры.
Наносить линии гравировки лучше в одном направлении – во всяком случае, по контуру. Если же речь идет о заштриховываемой поверхности, то от направления штриховки зависит полнота картины. Меняя направления штриховки и насадки, можно добиваться игры теней и света на изображении.

Для химической гравировки используется специальная паста для травления, которая так же деформирует верхний слой стекла, и оставляет после себя ровный матовый след. Этот вариант подходит в тех случаях, когда нужно создать сплошной узор без переходов и тонких линий.
Техника безопасности.
Наносить гравировку на стекло нужно строго в защитной маске и защитных очках. Мельчайшая стеклянная пыль может послужить причиной страшных травм. Если же пыль попала в глаза, тереть его ни в коем случае нельзя, нужно закапать глазные капли и немедленно отправляться к врачу, иначе есть риск лишиться зрения.
Помимо этого, многие мастера рекомендуют работать «на мокрую». То есть после того, как рисунок будет переведен на стекло, его смачивают водой, и только после этого приступают к нанесению линий гравером.

При работе с травильной пастой так же необходимо позаботиться о своем здоровье. Работать нужно не только в маске и очках, но еще и в перчатках. Помещение должно быть оснащено вытяжкой, или очень хорошо проветриваться. Удалять остатки пасты можно в нержавеющей посуде, потому что фарфор или эмалированная чугунная утварь непоправимо пострадает.
Основы и шаблоны.
В качестве шаблонов, или трафаретов, можно использовать любые понравившиеся вам рисунки. Однако, новичкам лучше выбирать такие изображения, на которых нет мелких деталей, или деталей, требующих сложной штриховки. Простые лаконичные рисунки, монограммы и геометрические рисунки будут отличным тренажером и позволят вам быстро набить руку.

Так же для первых работ не стоит брать тонкое стекло, а поэкспериментировать с толстостенными банками, старыми оконными стеклами и тому подобными плоскостями. За тонкостенные бокалы можно будет браться, когда рука будет сама знать и понимать силу нажатия на инструмент.
Химическая гравировка.
Для работы потребуется:
- паста для гравировки
- кисть
- канцелярский нож, ножницы
- стекло
- самоклеющаяся полипропиленовая пленка
- рисунок
- малярный скотч
- перчатки, маска, очки
- спирт и ватка
Первый шаг. Обезжирить поверхность спиртом. Вырезать кусок пленки, больший, чем рисунок на 3 см с каждой стороны минимум
Приклеить ее на стекло, тщательно разгладить, важно, чтобы не было никаких пузырьков. Поверх пленки поместить рисунок и зафиксировать его малярным скотчем
Аккуратно и равномерно нажимая на лезвие, канцелярским ножом вырезать изображение так, чтобы оно было прорезано и на пленке. Снять бумагу, малярный скотч и вырезанную внутреннюю часть пленки. Трафарет готов.
Второй шаг. На трафарет аккуратно кистью нанести травильную пасту и равномерно распределить ее. Оставить на десять минут, потом снять излишки той же кистью (можно отправить обратно в банку, паста своих свойств не потеряет). Еще через десять минут смыть остальную пасту и удалить трафарет. Гравировка готова.

Трафареты в широком ассортименте имеются в продаже, но и такой самодельный вариант прекрасно подходит для тренировок. Для начинающих граверов можно посоветовать использовать крупные изображения, и лишь потом переходить к более детальным.
Механическая гравировка.
Для работы потребуется:
- набор для гравировки
- стекло
- рисунок
- вода, губка, маска, защитные очки
- спирт и ватный спонж
Первый шаг. Обезжирить поверхность ватным спонжем, смоченным в спирту. После этого нужно нанести рисунок на стекло. Это можно сделать маркером, или закрепив изображение с внутренней стороны стекла. Как вариант, изображение можно нанести на кальку и прикрепить с внешней стороны стекла. После этого его нужно равномерно намочить.
Второй шаг. Аккуратными, легкими движениями наносить гравировку сначала по внутренним линиям изображения, потом по внешним. Периодически нужно делать паузы и чистить насадку от стеклянной пыли. По мере необходимости смачивать кальку, или наносить воду губкой.
Третий шаг. Убрать кальку – или смыть губкой всю стеклянную пыль и тщательно промыть изделие. Готово.

Видео материалы помогут сориентироваться в этом искусстве.
Характеристики устройства
Электромаркер по металлу (ЭМ) используется в производственной практике около 40 лет. Он известен под множеством наименований:
- электроискровой маркер;
- электрограф;
- электрокарандаш;
- аркограф.
ЭМ часто используют для маркировки:
- слесарного инструмента;
- измерительного инструмента;
- режущего инструмента;
- печатных плат;
- всевозможных бирок или шильдов;
- хирургического инструмента;
- стоматологического инструмента;
- всевозможных металлических деталей.
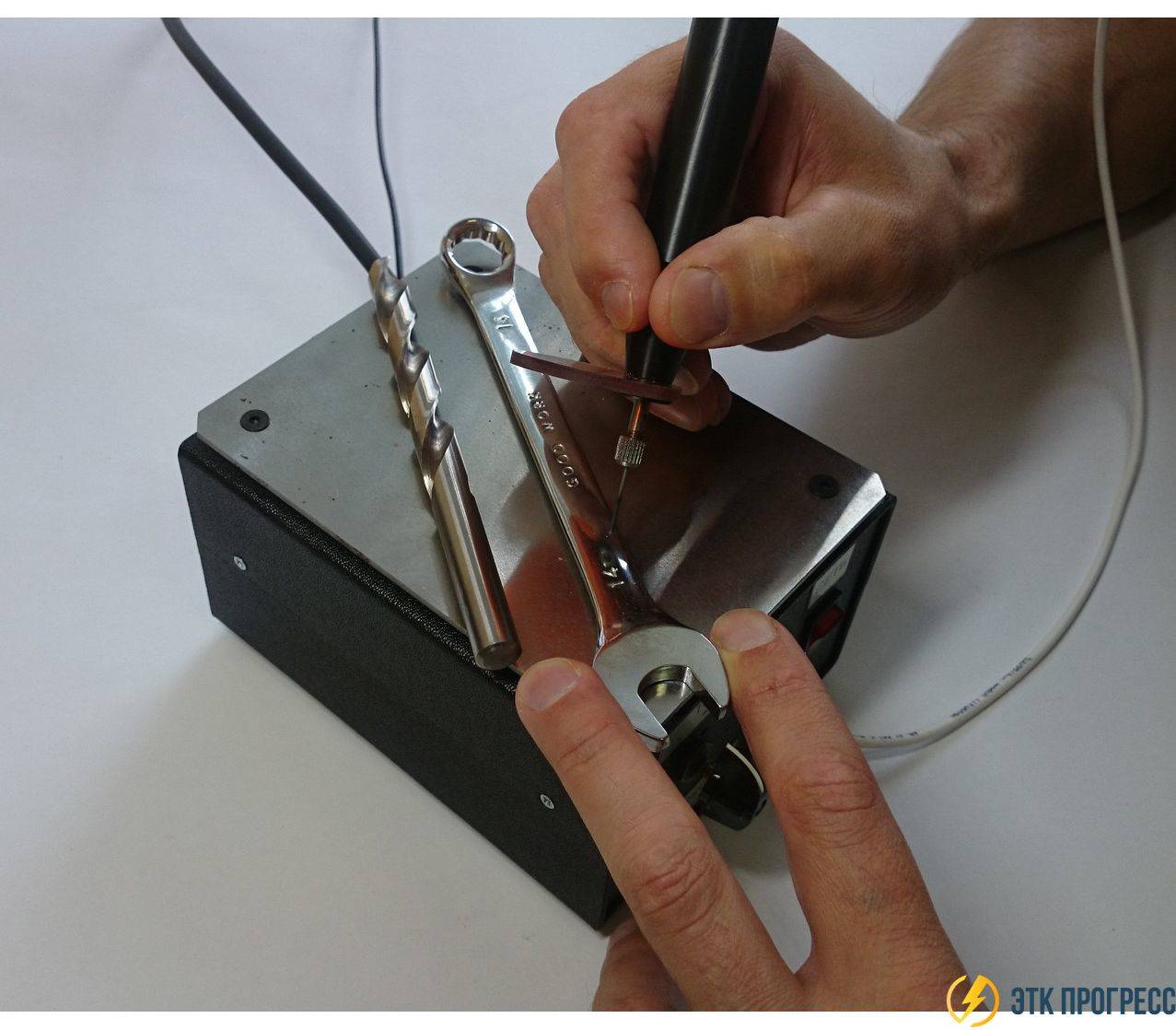
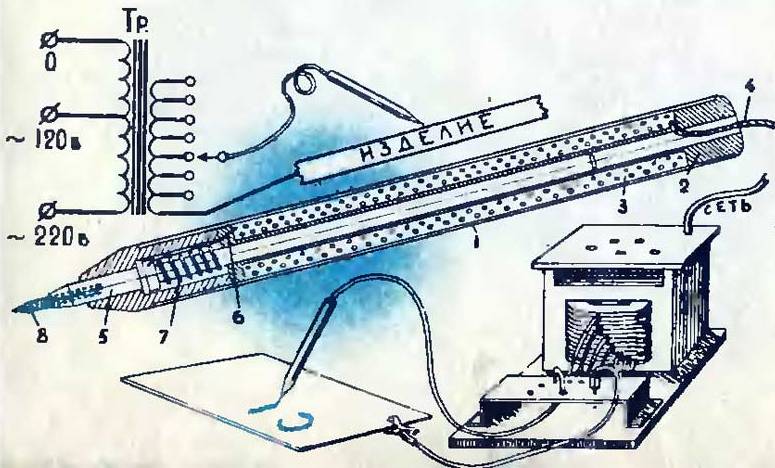
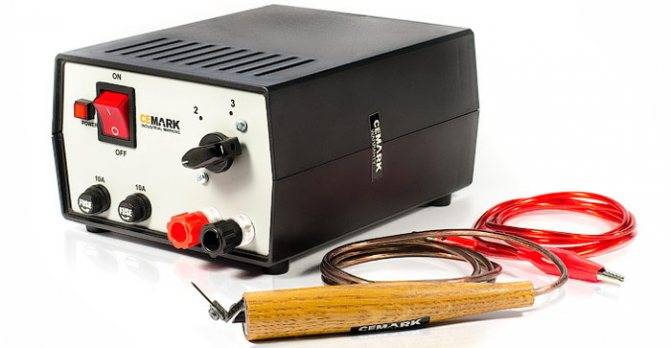
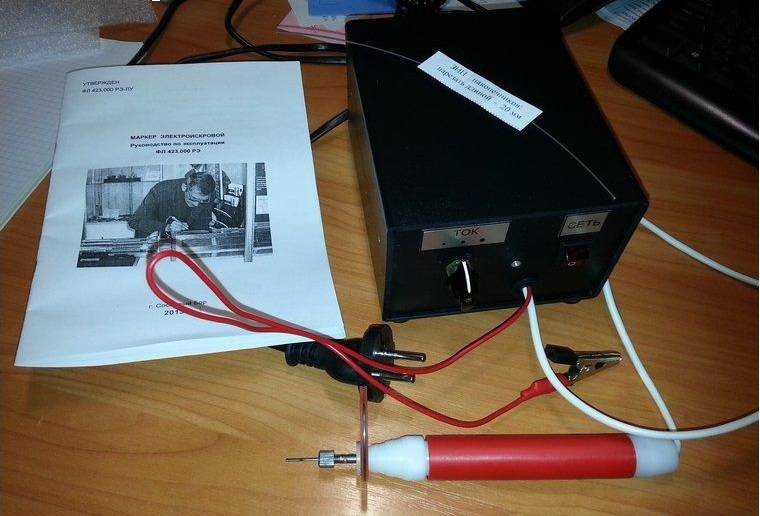
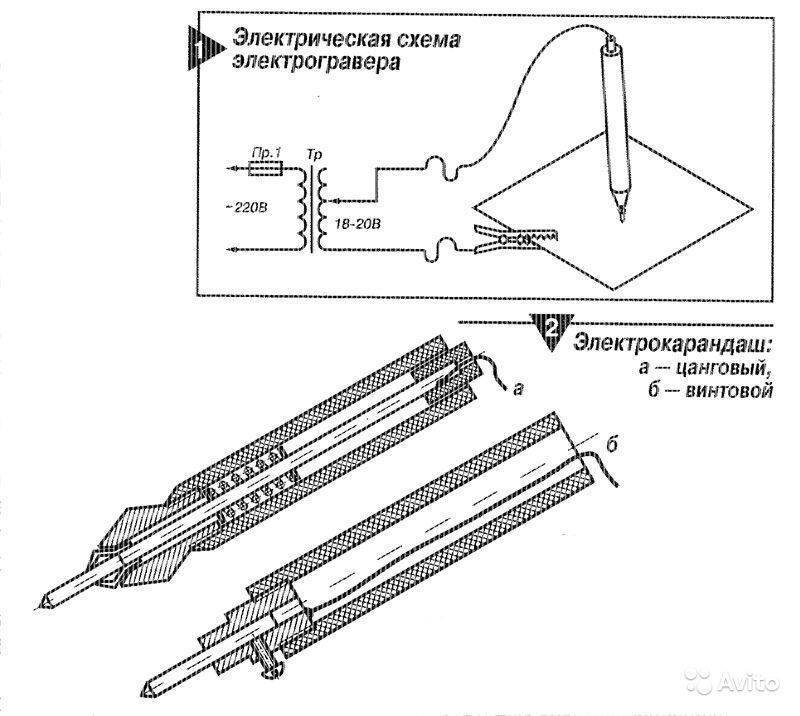
Конструктивно электромаркер представляет собой систему из 4 частей:
- Переносной источник питания (обычно рассчитан на питание от обычной бытовой электрической сети напряжением 220 В и частотой 50 Гц).
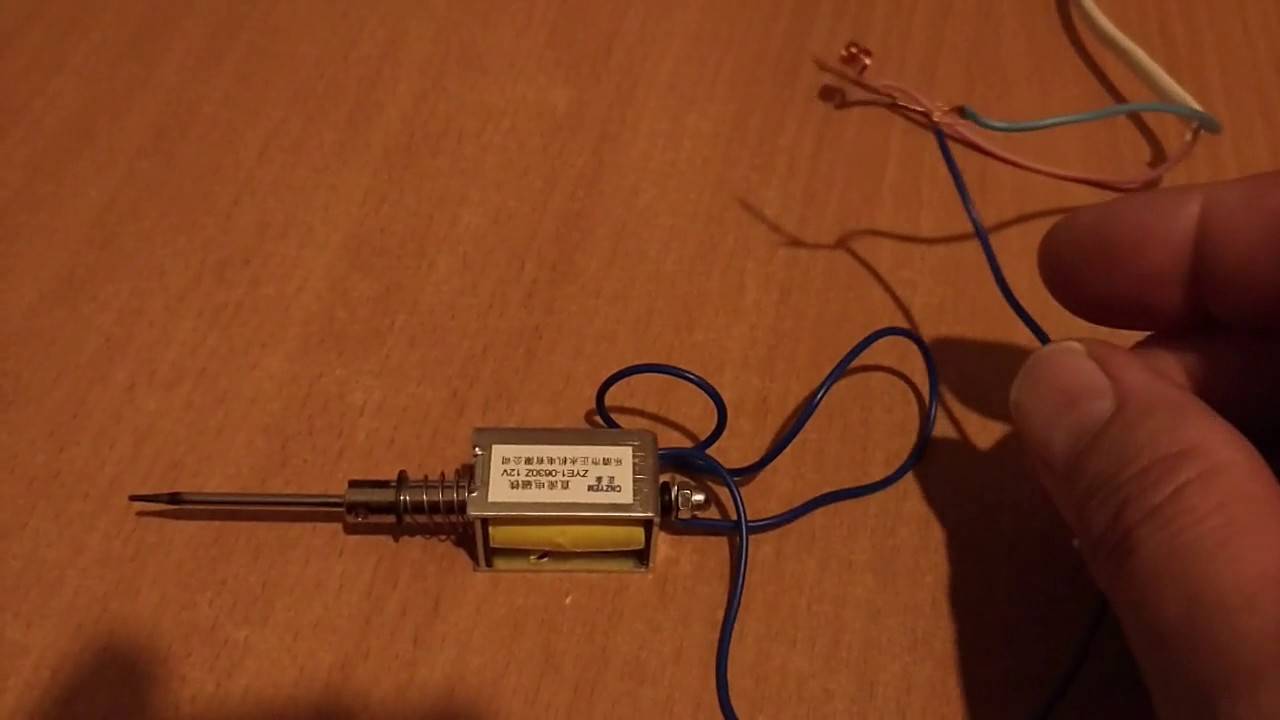
- Ручка-вибратор со встроенным светофильтром (на ней имеется регулятор частоты колебаний рабочей части устройства).
- Сменные наконечники из пружинной стальной или вольфрамовой проволоки (диаметр от 0.5 до 1 мм)
- Зажим и кабель для подключения к обрабатываемой металлической поверхности.
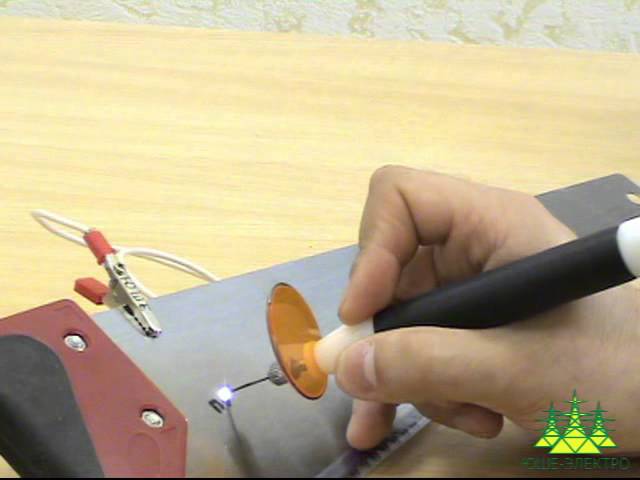
 Физический принцип работы ЭМ состоит в быстрой эрозии поверхности обрабатываемого металлического изделия путем пробоя промежутка между электродами. В их роли выступают рабочая часть прибора (катод) и металлическая поверхность изделия (анод). Обрабатываемая поверхность покрывается серией небольших лунок, диаметром от 0.1 до 2 мм.
Физический принцип работы ЭМ состоит в быстрой эрозии поверхности обрабатываемого металлического изделия путем пробоя промежутка между электродами. В их роли выступают рабочая часть прибора (катод) и металлическая поверхность изделия (анод). Обрабатываемая поверхность покрывается серией небольших лунок, диаметром от 0.1 до 2 мм.







Гравировка на производстве
Процесс не отличается от работ в домашних условиях. Перед действиями полируется предмет, затем обезжиривается. Перед подготовкой к процессу изделие тонируется серным раствором, который распределяется равномерно по детали.
Обведение рисунка происходит с помощью металлической иглы по приклеенной кальке. Рисунок и тени выполняются максимально реалистично, для получения качественного результата.
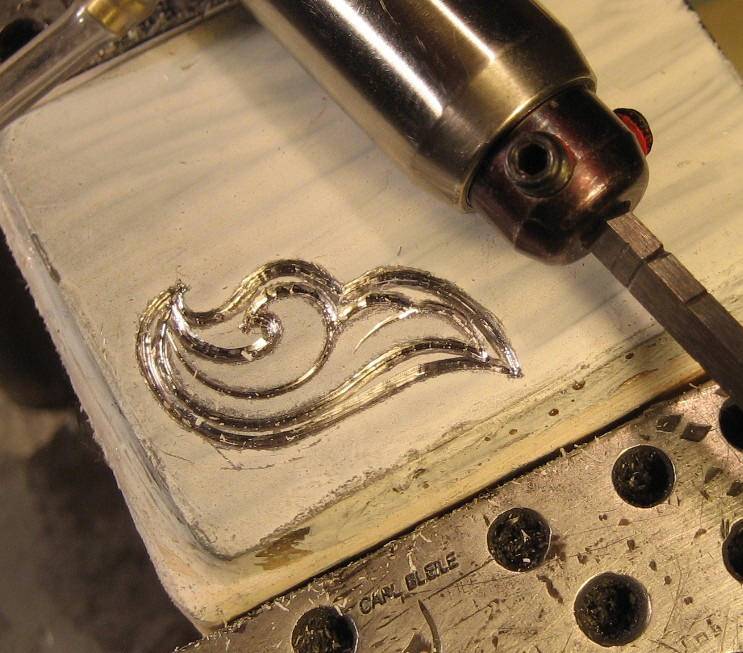
Лазерная гравировка на производстве
Далее происходит основной процесс, специальным гравером выводиться рисунок и остальные штрихи.
После работ рисунок покрывается защитным слоем из бесцветного лака либо воска. Затем изделие протирается насухо, полируется для получения блеска.
Характеристики устройства
При пробое межэлектродного промежутка между катодом, в качестве которого выступает маркирующий инструмент (иногда называемый электрографическим пером) и анодом – поверхностью металла, происходит эрозия металла анода, в результате которой формируется совокупность лунок. Их форма и расположение определяется траекторией перемещения электромаркера по металлу и интенсивностью электрического импульса. Для того, чтобы тепловая энергия испарения металла концентрировалась в ограниченном объёме, поверхность зоны обработки смачивается жидким диэлектриком, в качестве которого используется обычное минеральное масло. Кроме того, масло снижает усилие отрыва вручную перемещаемого электрода от обрабатываемой поверхности, не допуская короткого замыкания в межэлектродном промежутке. Анод–заготовка присоединяется к общей электрической цепи устройства при помощи зажима. Нельзя для электромаркировки использовать воду, и тем более – водные растворы солей.
В результате точечной эрозии на поверхности можно сформировать рисунок, производственное клеймо или любую другую отметку глубиной до 1…2 мм. Кроме того, промаркированная поверхность отличается и визуально. Поскольку результатом единичного акта электроэрозии является лунка, где дно формируется периодическими электрическими импульсами, то обработанная поверхность всегда является матовой, а потому особенно заметна на шлифованном, полированном, либо холоднокатанном металле.
Процесс электрографической маркировки устойчиво протекает при следующих рабочих характеристиках устройства:
Рабочее напряжение, В – 30…140.
Ток обработки, мА – 40…300.
Скважность, с-1 – до 100.
Материал катода – вольфрамовая проволока диаметром до 1 мм (возможно также применение высокоуглеродистой стали типа 65Г или 60С2).
Практически потребляемая мощность устройства зависит от глубины маркировки и электроэрозионной способности металла анода, но обычно не превышает 20…50 Вт. В комплект поставки входит также вибратор, генерирующий колебания рабочей головки прибора с необходимой частотой. С целью обеспечения электрической безопасности электромаркеры по металлу снабжаются тепловыми датчиками, реагирующими на перегрев.
ЧПУ порталы раскроя металла
G_Kar 02 Мар 2020
Получаем 793 детали в день. Это надо взвод гастарбайтеров с напильниками, чтобы такое количество мелких деталей ободрать
Gesserk 02 Мар 2020
Сегодня узнавал, машина которая потянет такую работу должна быть минимум 1кВт мощностью, в идеале 1,5.
Скорость резки при этом будет около 6м/мин.
Длина контура развертки 55. 70мм.
Получается в среднем 10 деталей в минуту.
Сообщение отредактировал Gesserk: 02 Март 2020 22:53
Gesserk 02 Мар 2020
Это надо взвод гастарбайтеров с напильниками, чтобы такое количество мелких деталей ободрать
После раскроя пред полается формовка/штамповка, потом галтовка и гальваника (оловянирование/никелерование).
Глобул 03 Мар 2020
Длина контура развертки 55. 70мм. Получается в среднем 10 деталей в минуту. Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
G_Kar 03 Мар 2020
Глобул, на лазере это не проблема, они есть с ящиками выдвижными, куда ссыпаются мелкие детали. В общей стоимости лазера такая опция — мелочь.
Gesserk 03 Мар 2020
Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
Детали по задумке должны вырезаться полосами, между ними буду оставаться технологические перемычки, которые будут обрубаться при формовке/штамповке, по этому это не проблема.
Сообщение отредактировал Gesserk: 03 Март 2020 09:02
mixasib 03 Мар 2020
Тогда вижу другую проблему — стол.
Куда эти детальки будут сыпаться? Как их оттуда доставать?
Стол можно сделать с нишей выдвижной, как Олег сказал.
Самый простой и частый способ, что видел в сети у других — сетка под опорами листа. Но она горит, увы. Мы такое производим
У нас на рабочей плазме стоит водоналивной стол. Мелочевку проблематично доставать — водные процедуры(
У некоторых такой стол, что детали просто на пол падают. Вместе со шлаком. Без какой-либо вентиляции.
Сегодня узнавал, машина которая потянет такую работу должна быть минимум 1кВт мощностью, в идеале 1,5.
Скорость резки при этом будет около 6м/мин.
Длина контура развертки 55. 70мм.






Получается в среднем 10 деталей в минуту.
2 мм же толщина? Я не профи, но думаю на скорости 6000 можно попробовать. Тестить надо.
Тот же гипер можно посмотреть. Качество соответствует цене.
Сообщение отредактировал mixasib: 03 Март 2020 15:42
Gesserk 03 Мар 2020
Тот же гипер можно посмотреть. Качество соответствует цене.
Можно по подробнее?
TIGER 19 Мар 2020
Глобул 19 Мар 2020
Можно по подробнее? Скорее всего имеется ввиду оборудование фирмы Hypertherm — мировой лидер в этой области.
welderman 19 Мар 2020
Тогда вижу другую проблему — стол. Куда эти детальки будут сыпаться? Как их оттуда доставать? А это таки есть проблема, детали сыпятся вниз,их закидывает гратом, потом возня с очисткой. или ставите программу так, чтобы вручную снимать детальки со стола, до падения, но это тоже решение так себе.
Начинаем эксперименты
Декоративные узоры методом гравировки наносятся на таблички, ножи, пистолеты, сабли, медали, кубки, номера квартир. Все узоры и надписи сохраняются практически на вечные времена и не требуют для исполнения дорогих и редких расходных материалов и особого оборудования. Рисунок можно наносить на сталь, алюминий, латунь, медь, на сплавы металлов. Метод не загрязняет окружающую среду. Смыть или стереть рисунок невозможно обычными способами и средствами.
Рекомендуется начать с нанесения простейших надписей на столовых приборах. Родные и близкие могут по достоинству оценить подобный подарок. Для работы нужно подготовить (фото №4).

Фото 2. Гравированные обручальные кольца, на них обычно пишется дата свадьбы и инициалы жениха и невесты.
- Лак для ногтей, который жене не очень нужен.
- Зубочистка с острыми кончиками.
- Может понадобиться обыкновенная спичка.
- Поваренная соль.
- Зарядное устройство для автомобильного аккумулятора. Его с успехом можно заменить зарядкой от мобильного телефона.
- Стеклянная или фарфоровая посуда в виде стакана, кружки или банки.
- Жидкость для снятия лака.
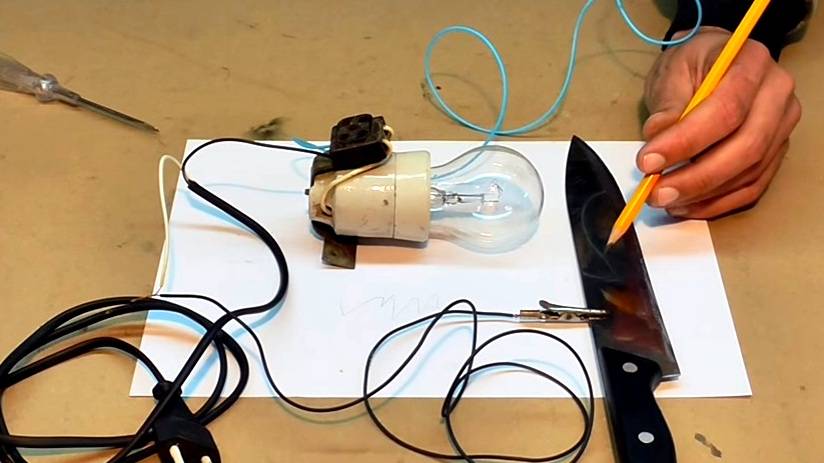
Работа производится в таком порядке:
- Берется ложка и покрывается лаком для ногтей. Всю поверхность нужно обработать лаком очень тщательно, иначе будет брак в работе.
- Спичкой или зубочисткой сквозь слой лака процарапывается узор, имя, другое изображение.
- В стеклянный стакан или в банку насыпается 2 столовых ложки соли. Некоторые насыпают ложку соли и ложку соды.
- В сосуд наливается вода, соль тщательно размешивается до полного растворения.
- Автомобильное или иное зарядное устройство присоединяем плюсовым выводом к обрабатываемому изделию, минусом — к любому металлическому предмету, который будет помещен в сосуд с водой. Этим предметом может быть другая ложка, кусок толстой проволоки, металлическая пластина.
- Выпрямитель включают в сеть. Практически сразу в стакане начнется реакция травления с потемнением жидкости. Длится она 1-5 минут. Зависит это от величины тока. Изделие периодически проверяется. После достижения нужной глубины травления его вынимают из емкости.
- Лак смывается жидкостью для снятия лака. Результат должен выглядеть примерно так (фото № 3).

Фото 3. Именные гравированные ложки и что интересно гравировку можно сделать на различных металлических предметов в простом домашним условие.
Таким способом можно обрабатывать любые металлические предметы в домашних условиях. Если лаком сделать надпись, то она будет выпуклой на протравленном фоне. Для более качественной работы рекомендуется приобрести специальный инструмент — гравер. Он может работать от электрической сети и от встроенных батарей питания. В комплекте обычно идут буры разной формы. Ими можно работать по стеклу, пластмассам и по другим материалам. Обручальные кольца с гравировкой — это отличный подарок молодоженам (фото № 2). Но делать это самостоятельно можно только тогда, когда вы полностью уверены в результате работы.





