

Виды сварочных автоматов
Исходя из функционала, в любом оборудовании с автоматической сваркой должны быть базовые элементы:
- источника тока инверторного типа, чтобы обеспечить стабильное горение дуги, поддерживающего нужные вольт-амперные характеристики;
- головки, заменяющей электрод;
- устройства, обеспечивающего движение головки или ванны расплава;
- механизированной подачи присадки;
- блок управления.
Все эти части собраны в едином корпусе. Необходимо предусмотреть стол для укладки заготовок. Устройство формирует шов за счет взаимного движения ванны расплава и головки. Одни из элементов закреплен жестко, другой подвижен. Разработано два типа автоматов:
- с равномерной (устанавливаемой) скоростью подачи присадки в рабочую зону;
- регулированием вращения подающих валиков в зависимости от напряжения дуги.
Саморегулирование происходит за счет удлинения дуги для снижения ампеража рабочего тока. Соответственно, при короткой дуге сила тока возрастает. Если преобразованный сигнал об изменении электродуги передавать на механизм вращения роликов, корректируется скорость подачи проволоки. В автоматах в постоянном режиме регулируется ампераж и вольтаж. Величина напряжения устанавливается на пульте управления, ток регулируется по внешним характеристикам источника питания.
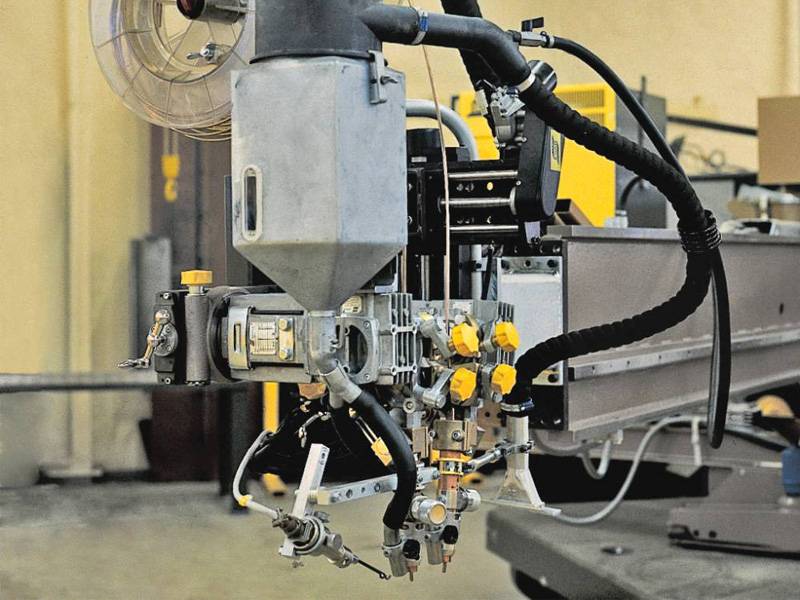
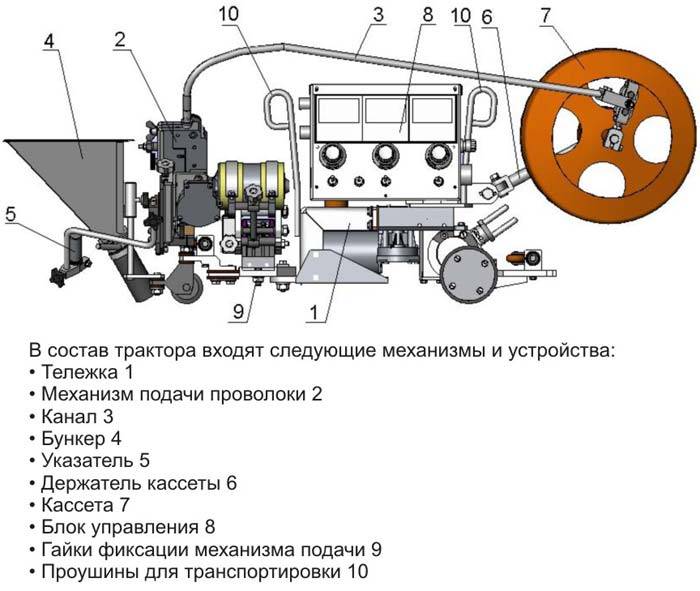
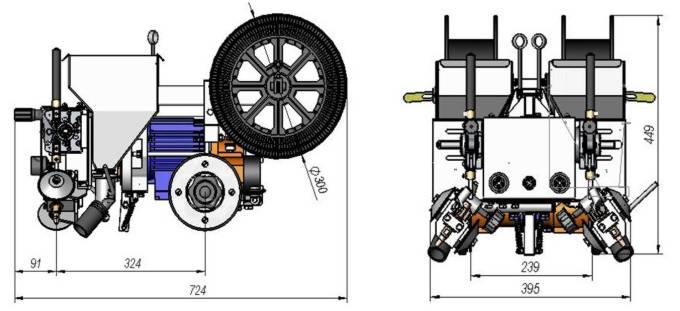
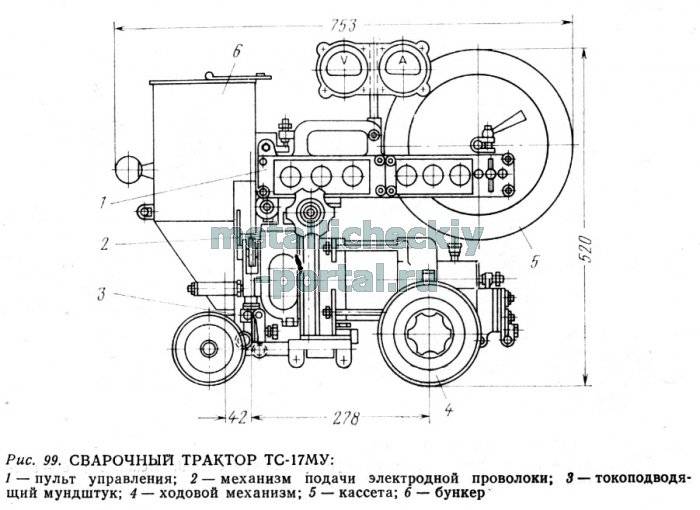
Сварочный трактор
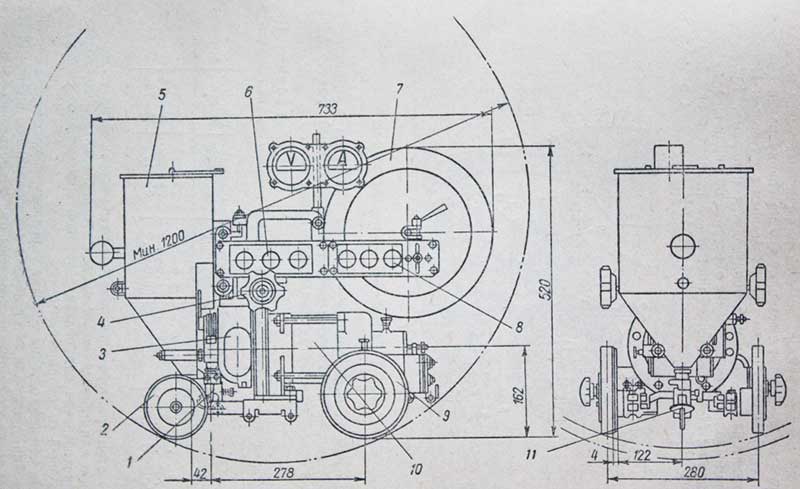
Первые установки для автоматической сварки создавались в годы СССР для тяжелого машиностроения. Электропривод одновременно подает крутящий момент на механизм подачи проволоки и ходовую часть аппарата. Дополнительно монтируется бункер для подачи флюса, бобина для проволоки. Головка с тугоплавким электродом закреплена стационарно в нижней части трактора, вблизи оси, проходящей по центру тяжести сварочного устройства.
 Сварочный трактор
Сварочный трактор
Автомат устойчиво движется по свариваемой поверхности или рельсовым направляющим. Устройство применяется для изготовления и ремонта габаритных емкостей, демонстрирует высокую производительность.
Подвесное оборудование
Сварочные автоматы выпускают двух типов:
- стационарные с неподвижно закрепленным электродом, генерирующим дугу;
- передвижные, оборудованные тележками.
 Подвесной сварочный автомат
Подвесной сварочный автомат
Первые применяются для соединения труб или других вращающихся вокруг оси заготовок. Самоходные нужны для формирования длинных швов. Область применения подобных автоматов обширна, например изготовление сварного проката или наплавка крупногабаритных деталей. Подвесное оборудование используется в робототехнике, оснащается манипуляторами.
Продвигаясь по заданной траектории на недоступных человеку скоростях, автоматическая сварка обеспечивает достойный уровень качества сварных соединений.
Используются для однослойной или многослойной сварки деталей различной толщины с разделкой кромок или без, внахлест или встык. Автоматы выполняют угловые, кольцевые прямые швы.
Устройство и функционал
Появившись как альтернатива подвесному оборудованию, сварочные трактора сразу показали ряд своих технологических превосходств: лёгкость работы, универсальность, возможность получения качественного шва при неидеально ровной оси стыка и т. д.
Типовая конструкция агрегата включает в себя следующие узлы:
- Ходовую тележку (она может быть рельсового или безрельсового исполнения).
- Сменную катушку со сварочной проволокой.
- Механизм подачи.
- Систему направителей.
- Сварочную головку.
- Пульт управления.
Функциональность сварочного трактора увеличивается, если на его базе возможна установка дополнительных приспособлений и узлов. Это могут быть дозирующие устройства, направитель для второй катушки со сварочной проволокой, отсос излишков флюса и т. д. Непрерывно совершенствуются и системы управления: в современных конструкциях регулировка режимов сварки производится при помощи лазерной считывающей головки. Это позволяет полностью исключить человеческий фактор при мониторинге режима сварки, и обеспечить стабильность всех параметров сварного шва.
Для контроля направления движения в некоторых конструкциях предусматривают вынесенный на консоль передний ролик, который перемещается по поверхности готового сварного шва.
Последовательность работы сварочного трактора заключается в следующем. Устройство выставляют вдоль оси будущего сварного соединения (для массивных деталей с этой целью может быть использована свободная площадь на самих изделиях). Сварочный трактор подключается к ближайшему сварочному посту, после чего при помощи направителя устанавливается требуемая траектория движения сварочной проволоки от катушки к сварочному мундштуку. Одновременно регулируется интенсивность подачи сварочного флюса. Все исходные параметры работы агрегата должны соответствовать требованиям ГОСТ 8713-79.
При необходимости более сложных перемещений (например, по кругу) применяют сварочные трактора с рельсовыми путями. Конструктивно в подобном оборудовании изменяется лишь форма колёс, которые должны иметь направляющие реборды.

Несущая конструкция для механизации процесса сварки и резки GK-200
Несущая конструкция для механизации процесса сварки и резки GK-200 предназначена для автоматического перемещения сварочной горелки или резака во всех пространственных положениях по специальной жесткой или гибкой направляющей. При сварке корневых и заполняющих швов GK-200 обеспечивает колебательные движения горелки. Сварочные горелки установленные на голове осциллятора колеблются как маятник, или совершают тангенциальное движение, чтобы произвести стандартную угловую или шаговую модель сварного шва. Направляющая, по которой передвигается несущая конструкция, устанавливается так чтобы голова GK-200 перемещал голову осциллятора и сварочную горелку по необходимой траектории, причем направляющая надежно закреплена в точках, с использованием магнитов или ваккумных присосок. Голова осцилятора компактна, имеет легкий вес, долговечна, совершает возвратно-поступательное движение привода с переменной установкой данных хода, который приводит в движение сварочную горелку по маятниковой или тангенциальной траектории. Управление позволяет горелке совершать независимые временные задержки в трех положениях, с права, по центру и с левой стороны. Управление также связывает с помощью интерфейса и сварочное оборудование, чтобы произвести полностью автоматическую работу. Электронное управление позволяет выбрать форму колебаний.









Существующие недостатки
К сожалению, при всех существенных положительных сторонах у рассматриваемых аппаратов имеются и существенные недостатки:
- До начала работы потребуется очень точно произвести всю настройку;
- Точная техника подвержена сложным поломкам, поэтому быстрый ремонт и возобновление работы являются крайне сомнительными;
- Имеются конкретные ограничения на максимальный/минимальный диаметр по закольцованным швам;
- Сама техника чаще всего обладает небольшой массой, но случайная чрезмерная нагрузка на нее способна быстро вывести ее из строя;
- Для эксплуатации требуются определенные навыки, что делает эту технику слабо доступной для малого бизнеса;
- Высокая цена.
Преимущества и недостатки
Сначала о плюсах. Главное достоинство трактора – стабильное качество, параметры поддерживаются стабильно в процессе сварки. Аппарат работает с заготовками любых размеров, толщины. Не требуется предварительной подготовки кромок, обеспечен быстрый розжиг дуги.
Из недостатков выделяют два фактора: сложность ремонта и большой вес оборудования. Еще один минус – высокая стоимость. Хотя окупаемость трактора краткосрочная, необходимо обладать финансовыми ресурсами для покупки агрегатов.
В целом при массовом производстве сварных изделий оборудование оправдывает себя за счет высокой точности швов и хорошей производительности.
Классификация
Разработаны модели сварочных тракторов под все виды сварки. При выборе техники пользуются классификацией по многим признакам:
По количеству приводов:
одномоторные оснащаются понижающими редукторами на узлах подачи присадки, модели легкие, мобильные, но с низкой производительностью, минимальным функционалом;
двухмоторные конструкции более массивные, но точность регулировки настройки существенно увеличивается, отдельно подается усилие на ходовую часть и узел подачи сварочной проволоки, устройства способны выполнять швы любой сложности.
Агрегаты различаются по методу защиты металла от окисления, перегрева:
тракторы с открытой дугой аналогичны традиционным ручным электродуговым сварочникам;
модификации с подачей защитного газа работают с инертными смесями и активным газом, сопло расположено так, что облако создается непосредственно над ванной расплава, расход газа минимальный;
у сварочных тракторов для сварки под флюсом имеется автоматический дозатор порошка, защищающего металл от перегрева или окисления, образующего шлаковый слой.
Количество головок у тракторов тоже бывает разным:
однодуговые предназначены для традиционной электросварки;
двух- и трехдуговые одновременно формируют несколько швов, параллельных друг другу.
По способу перемещения выделяют:
колесные тележки;
рельсово-роликовые конструкции с параллельными или круговыми направляющими.
Технологические режимы сварки с применением тракторов
Кроме стандартного режима автоматической сварки рассматриваемая техника может выполнять также сварку одновременно двумя электродами с подачей сварочной проволоки от общей катушки, а также так называемую тандемную сварку, когда на одной тележке устанавливаются две автономных сварочных головки, питание каждой из которых производится от своего источника.
Источники питания для сварочных тракторов могут быть двух типов: тиристорные или инверторные. Последние отличаются компактностью, однако не рассчитаны для выполнения длинных сварных швов, и более требовательны к стабильности тока и напряжению в сети. Тиристорные приводы имеют повышенную мощность, поэтому их применяют при сварке габаритных и толстостенных изделий.









В зависимости от конструкции передвижной рамы сварочные трактора могут выполнять следующие виды сварки:
- Стыковую;
- Внахлёст;
- Обычную угловую;
- «В лодочку», когда стыки располагаются под углом меньше 45°;
- Боковую (в этом случае оборудование оснащается боковыми роликами, а перемещение сварочного трактора выполняется по двутавровым балкам).
Независимо от способа сварки, трактора оснащается механизмом управления режимами сварки, которое действует по принципу обратной связи: скорость перемещения тележки согласовывается с интенсивностью расхода флюса и сварочной проволоки. Критериями служат диаметр сварочной проволоки, энергетические характеристики разряда, глубина шва, способ поджига дуги и полярность процесса.
https://youtube.com/watch?v=QkS7dFR4m3c%3F
Применение тракторов позволяет:
Обеспечивать стабильность механических характеристик сварного шва независимо от его сложности, состояния торца сварочной проволоки и иных факторов.
Стабилизировать условия поджига сварочной дуги.
Свести к минимуму все подготовительные работы по настройке сварочной проволоки и режима подачи флюса.
Производить перепрограммирование параметров процесса сварки при изменении толщины свариваемых изделий, направления сварного шва и т. д.

Применение сварочных тракторов оправдано в условиях массового выполнения сварочных операций, поскольку такое оборудование – габаритное, и отличается соответственно более высокой ценой.
Выбор типоразмера сварочного трактора выполняется с учётом желаемой производительности (одномоторные агрегаты более лёгкие и компактные, но имеют меньшую мощность, чем двухмоторные). Кроме того, стоит помнить, что каждая конструкция оптимизирована производителем под определённые условия сварки (количество одновременно работающих дуг может быть от одной до трёх).

Укладка и кантовка изделий
При сварке крупногабаритных заготовок возникает необходимость вращения и перемещения собираемого узла. Существуют кантователи роликового типа и с цевочным зацеплением.
Встречаются установки с рычагами или цепными захватами. Детали фиксируются в заданном положении ручными или механическими приводами, после чего оператор начинает сваривать швы.
Оборудование оснащают неподвижными или регулируемыми упорами и зажимами, выпускаются универсальные манипуляторы, позволяющие работать с заготовками разного типоразмера.
Роликовые постели
Роликовые установки предназначены для сварки цилиндрических элементов. Колеса оснащены обрезиненным ободом для улучшения контакта. Один из роликов имеет силовой привод от электродвигателя или ручного редуктора, остальные опоры необходимы для позиционирования деталей в пространстве.
Роликовые постели предназначены для сварки цилиндрических деталей.
Вращатели для изделий
Вращатель (или карусельная установка) состоит из рабочего стола с вертикальной, наклонной или горизонтальной осью, не изменяющей положения в пространстве. Заготовки устанавливают на поверхности с помощью зажимов, частота вращения зависит от скорости сварки и особенностей технологического процесса. Для привода поворотного узла используют электрические двигатели с редукторами и гидравлические моторы (частота вращения зависит от давления жидкости).
Универсальные манипуляторы
Для позиционирования сварных конструкций в промышленном цикле используют универсальное оборудование стационарного типа, оснащенное литой или сварной станиной с жестким креплением к фундаментной плите. Внутри станины находятся электрические приводы, трансформатор и механизмы для подачи инертного газа и присадочной проволоки. Заготовки укладывают на рабочий стол либо планшайбу с канавками типа “ласточкин хвост”, предназначенными для монтажа упоров или зажимов.
Универсальные манипуляторы используются для позиционирования сварных конструкций.
Планшайба оборудована секторами с зубчатыми венцами и установлена на шарнире, допускающем отклонение стола. Часть манипуляторов оснащается системой регулировки положения поверхности по высоте. Встречаются бюджетные манипуляторы с ручным управлением, используемые для мелкосерийного производства.
Позиционеры для кантовки
Предназначены для поворота установленных заготовок в положение, обеспечивающее доступ электрода или сварочной головки к линии стыка. Оборудование состоит из станины и манипулятора с ручным, электрическим либо гидравлическим приводом. Детали крепят на поверхности планшайбы, которая может поворачиваться в нескольких направлениях (вручную или по заложенной в память программе).









Стандартный позиционер может перемещать сварной узел вокруг оси для сварки деталей по верхней и нижней поверхностям, а также поднимать и опускать изделие для заполнения металлом стыков на боковинах. Ручные установки оборудованы редукторами со стопорами, снижающими нагрузку на оператора при работе. При массе заготовок более 1500 кг используют электрический привод с постоянной скоростью движения (регуляторы скорости перемещения не предусматривают, шов выполняется движением электрода или головки вдоль линии соединения деталей).
Сварочные позиционеры малой грузоподъемности МСМ
Предназначены для любых типов кольцевых швов вращаемых изделий – дисков, цилиндров и т. д., и продольных швов изделий любой конфигурации. • Манипулятор имеет литую планшайбу, на которой в качестве опции может быть установлен 3-х кулачковый быстрозажимной патрон. • Скорость вращения регулируется плавно в широком диапазоне. • Опорная конструкция манипулятора устойчива и не требует дополнительного крепления. • Комплектуется пультом д/у. Специальные интерфейсы расположены в электрическом шкафу и согласуют работу манипулятора со сварочным процессом и другим оборудованием. Возможна дополнительная комплектация педалью. Манипуляторы сварочные модели МСМ различной грузоподъёмности предназначены для наклона и вращения изделий в положении, удобном для сварки (резки) со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью манипулятора можно производить автоматическую сварку стыковых и угловых кольцевых швов, ручную и полуавтоматическую сварку прямолинейных и кольцевых швов и другие работы, требующие поворота или кантовки изделий.
Характеристики электрода
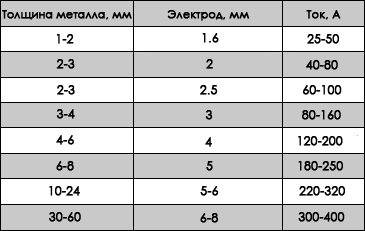
Габариты электрода взаимосвязаны с размерами изделий, видом кромок. Если толщина свариваемого сплава равна 3-5 мм, то сварочная проволока должна быть 3-4 мм.
При сваривании толстостенных заготовок требуется делать много проходов. В первый раз проходят электродом диаметром не более 4 мм. При производстве потолочного шва тоже рекомендуют использовать проволоку толщиной не больше 4 мм.
Обычно на упаковке электродов имеется таблица, в которой указывают наиболее предпочтительные режимы. При диаметре 1,5-2 мм рекомендуемый ток сварки 30…45 А, 3 мм – 65…100 А, для 3-4 мм – 100…160 А, и так далее. Разброс связан с видом сварки и толщиной сплава.
При толщинах свариваемого сплава 1-2 мм рекомендуется использование сварочной проволоки диаметром 2-3 мм, при толщине 3-5 мм – 3-4 мм, толщина 4-10 мм – диаметр 4-5 мм, если толщина 12-24 мм, то используют 5-6 мм электрод. Выбирая режим, необходимо учитывать положение детали или шва в пространстве, также на выбор влияет количество проходов.
На что следует обратить внимание при подборе сварочного аппарата
Сварочный аппарат может пригодиться вам для различных нужд дома или на дачном участке, например — приварить что-то в гараже или смастерить новые ворота. Освоить сварочный аппарат не составит большого труда. Основной совет при выборе такого типа оборудования – определиться с основной целью покупки. Будете ли вы работать им раз в месяц или каждый день, какой объем работы необходимо выполнять, и сваривать какой материал вы хотите –все это необходимо учесть, чтобы подобрать идеальное устройство по соотношению цены, качества и набора необходимых функций.
Типы сварочных аппаратов, применяемые для дома и дачи
Сейчас в промышленных и в домашних условиях зачастую работают на электрических сварочниках. Для бытового использования обычно выбирают модели, которые варят от сети в 220 В, имеются также домашние устройства, производящие электрическую дугу от 380 В. Одни из них работают на постоянном, а другие на переменном токе. Выделим основные виды аппаратов для домашнего использования:
- Сварочные трансформаторы. На выходе получают переменный ток. С одной стороны, такой аппарат недорогой и надежный, с несложной конструкцией, с другой — имеет ряд недостатков, из-за чего часто простаивает без дела. Нет возможности проводить точную регулировку выходного тока. При переменном токе постоянно меняется полярность, и дуга «двигается», за счет этого образуется большое количество искр, и без должного опыта мастера нет возможности получить ровный сварной шов. Со временем такой вид аппарата стал вытесняться с рынка более модернизированными моделями.
- Сварной выпрямитель. Основное различие от трансформатора – на выходе постоянный ток. Это достигнуто с помощью дополнительной детали – блока выпрямителя. Благодаря этому дуга более стабильна и лишена тех недостатков, которые есть у предыдущей модели. Хотя из-за большого веса и скачков напряжения при сварке выпрямитель все меньше используется в быту.
- Сварочные инверторы. Усовершенствованная модель, отлично подходит для использования на дачи или в гараже, не требует высокой квалификации сварщика. Такого типа аппараты появились в продаже сравнительно недавно, но благодаря большому спросу, они быстро стали развиваться, и за короткое время достаточно сильно эволюционировали, улучшив свои характеристики. Высокое качество, небольшая масса и приемлемая цена аппарата вот, что выгодно выделяет инверторы на рынке. Инструмент сделан таким образом, что получить хороший сварной шов будет легко и непрофессионалу. Стабильная электрическая дуга, которую свободно подается контролю, облегчает задачу неопытным сварщикам. Большой регулируемый диапазон напряжения позволяет работать с металлами различной толщины. Также очень важным является то, что при сварке инвертор не «садит» сеть.
- Автоматы или полуавтоматы для сварки. Этот тип будет относиться больше к профессиональным аппаратам, работа им проводится в среде защитных газов. Может понадобиться, если у вас возникнет необходимость сварки цветного металла, либо материала небольшой толщины. Чаще используется для ремонта кузовных машин. Блок автоматики регулирует процесс сварки, это облегчает работу с устройством. С помощью него вы без проблем получите идеальный ровный шов на тонких частях металла.
В настоящее время большее распространение получили инверторы, они удобны в использование и выполняют все необходимые функции.
Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.
 Для сварки трубопроводов существуют специальные приспособления.
Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
Основные характеристики, преимущества и недостатки сварочных инверторов
Если ваш выбор сварочного аппарата остановился на инверторе, то следует учитывать, что между собой модели могут различаться конструкцией и техническими параметрами
Чтобы понять, как выбрать инверторный сварочный аппарат, нужно рассмотреть его главные характеристики, на которые необходимо обратить особое внимание:
- Входное напряжение — нужно учитывать возможный диапазон потребляемой энергии;
- Мощность, предел этого параметра указывается в паспорте к прибору. Он показывает, при какой максимальной нагрузке аппарат будет работать стабильно и без отключений;
- Величина времени, при которой прибор может функционировать при самой большой силе тока;
- Тип сварки;
- Размер электродов – диаметр.
Большим плюсом будет являться также наличие дополнительных функций, таких как:
- Форсаж дуги – стабилизация, для улучшения качества сварного шва;
- Горячий старт – быстрое увеличение выходного тока в период начало работы, для упрощения зажигания дуги;
- Антиприлипание – при установлении короткого замыкания, происходит автоматическое отключение прибора;
- Напряжение разрыва – функция нужна для регулирования длины дуги, при необходимости создания вертикальных швов.
Также перед покупкой необходимо посмотреть, какая комплектация прибора может быть нужна именно для вашей работы, понять принцип действия и особенности управления устройством. Тщательный анализ поможет сделать правильный выбор. Плюсы использования инвертора для сварки:
- Малый вес — не более 12 кг, такой агрегат можно легко транспортировать;
- КПД аппарата достигает 90 %, он достаточно экономно расходует электроэнергию;
- Можно использовать для различных видов материала;
- Есть возможность применять любой вид электрода;
- Дополнительные функции существенно облегчают работу с ним, подходит даже новичкам в сварке;
- Приборы программируемые;
- Лучшее качество сварного шва.
Минусы сварочного инвертора:
- Большая стоимость прибора, если сравнивать с более простыми сварочными трансформаторами;
- Высокая цена поломки, ремонт может обойтись практически в половину стоимости самого устройства;
- Инвертор чувствителен к изменениям во внешней среде, на него влияет высокая влажность и низкая температура. Также необходимо следить за уровнем пыли в помещении, где будет проводиться работа с инструментом.
Выбираем сварочный аппарат для бытовых условий эксплуатации
Для дома и дачи чаще всего подбирают агрегат, который сможет работать от обычной стандартной электросети в 220 вольт. Также необходимо узнать диапазон напряжения, при котором осуществляется сварки, лучшие условия будут то 180 до 240 В.









Далее при выборе лучше определиться, насколько мощный прибор вам нужен, от этого будет зависеть, какую силу тока получите на выходе. Для домашних условий сварки обычно хватает 200-250 ампер. Этого будет достаточно для тонких деталей толщиной до 0,06 см.
Продолжительность непрерывной работы будет определяться производительностью аппарата, которая выражается в процентах и указана в документах. Для домашних сварочных работ хватает около 20 минут, потом устройству необходимо остыть не менее чем полчаса.
От значения напряжения холостого хода зависит сложность зажигания дуги. Чем оно выше, тем легче начать работу. У инвертора, в отличие от трансформатора и выпрямителя, самое высокое холостое напряжение от 35 до 50 вольт.
На выбор также может повлиять компактность и портативность прибора, часто необходим такой вид агрегата, который было бы легко транспортировать из дома на дачу и наоборот. По этим параметрам отлично подходит инвертор.
Также перед покупкой стоит уточнить, при какой температуре можно эксплуатировать агрегат, есть ли необходимая защита от влаги и внешних загрязнений и можно ли использовать в качество питания генератор.
В настоящее время можно найти широкий ассортимент сварочных аппаратов различных классов и видов, как для любительской работы, так и для профессиональной.
Хорошими инвертором для начинающих сварщиков и для работы в быту являются приборы фирмы Интерскол. Производимые компанией сварочные аппараты обладают широким функционалом и отвечают самым высоким требования, они соединяют в себя отличное сочетание приемлемой цены и высокого качества.
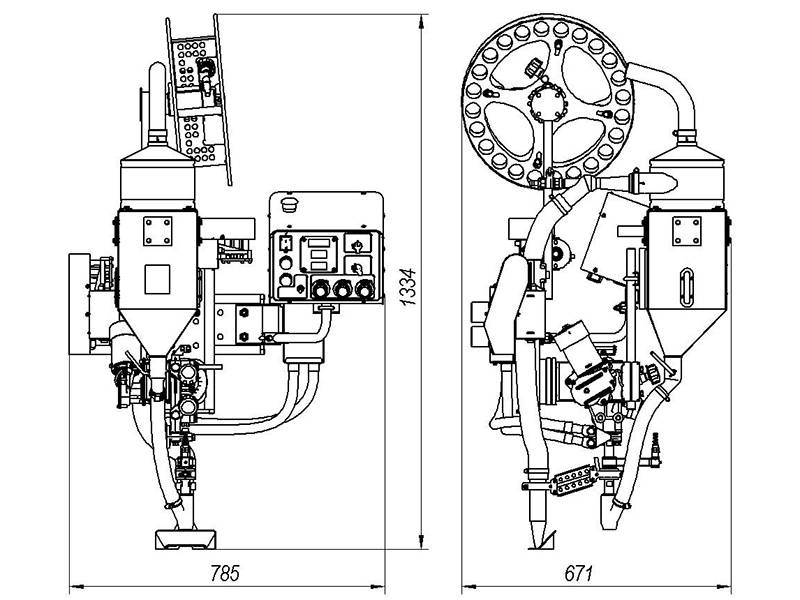
Малогабаритный сварочный трактор MZQ (Аналог сварочного автомата (трактора) ТС-16)

Малогабаритный сварочный трактор MZQ
Его российским аналогом является сварочный автомат (трактор) ТС-16
Малогабаритный сварочный трактор MZQ предназначен для сварки и наплавки электродной проволокой под флюсом изделий из малоуглеродистых сталей.
В процессе работы трактор передвигается по изделию или по уложенным рельсам.
Трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов, нахлесточных соединений.
При использовании боковых роликов трактор осуществляет сварку в «лодочку».
Передние колеса трактора могут заменяться на специальные направляющие ролики, установленные на кронштейне в виде коромысла. При работе эти ролики катятся по разделке и обеспечивают точное автоматическое позиционирование трактора.
Благодаря миниатюрным размерам трактор спосбен перемещаться по двутавровой балке, с расстоянием между полками более 320 мм.Главным отличием сварочного трактора MZQ от сварочного трактора ТС-16 является наличие двух электродвигателей (для перемещения и для подачи проволоки), что позволяет плавно регулировать скорость подачи электродной проволоки и скорость перемещения тележки. Кроме того, в качестве источника сварочного тока может использовать как Hengtong ZX5, так и LINCOLN DC1000.
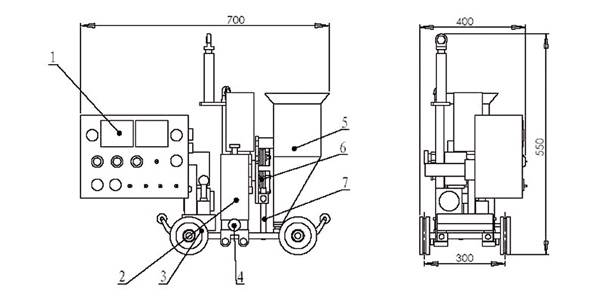
1. Блок управления
2. Механизм (слайдер) вертикальной настройки
3. Ведущие колеса
4. Механизм (слайдер) горизонтальной настройки
5. Флюсовый бункер
6. Подающие ролики
7. Сварочная горелка
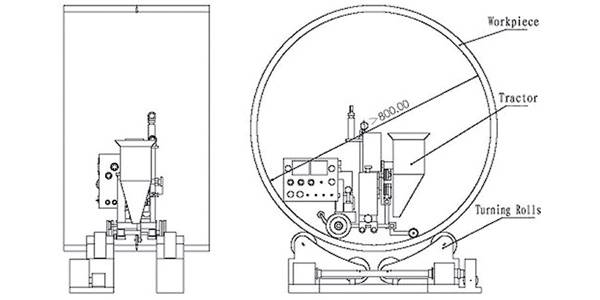
Передние колеса трактора могут заменяться на специальные направляющие ролики, установленные на кронштейне в виде коромысла. При работе эти ролики катятся по разделке и обеспечивают точное автоматическое позиционирование трактора. Это позволяет использовать трактор для сварки кольцевых швов внутри обечайки диаметром свыше 800 мм.








Сварка углового шва с использованием боковых опорных роликов
Сварка внутреннего кольцевого шва обечайки
Парметры – MZQ-1000Cкорость сварки м/ч – 6 – 90Cкорость подачи проволоки м/ч – 18 -180Угол бокового наклона сварочной головки – 30°Пределы регулирования перемещения горелки (гор./верт.) мм – 60х50Объем емкости для флюса л – 10Вес катушки с проволокой кг – 25Диаметр сварочной проволоки мм – 2,0 – 4,0Габаритные размеры мм – 700x400x600Масса трактора кг – 30

Параметры – ZХ5-1000А / ZХ5-1250АНапряжение питающей сети / фаз В – 380/3ф / 380/3фМаксимальная мощность кВА – 60 / 68ПВ при макс. сварочном токе % – 60 / 60Пределы регулирования сварочного тока А – 100-1000 / 150-1250Пределы регулирования сварочного напряжения В – 24-44 / 26-44Напряжение холостого хода В – 64 / 64Масса источника кг – 300 / 330Габариты источника (Д/Ш/В) мм – 827/577/1085 / 827/577/1085
Сварочный трактор – 1 комплектИсточник сварочного тока – 1 комплектКабель управления – 15 мСварочный кабель – 15 мКабель заземления – 5 мНаконечник – 4 шт.Подающий ролик – 2 шт.
Метод сварки ММА
Перед тем как рассматривать сам метод, следует узнать про электроды ММА, что это специальные плавящиеся металлические стержни, покрытые специальными составами для соединения различных марок стали. Основные этапы такого типа сварки, как ММА, что это такое, нюансы и особенности описывает технология выполнения работ, заключающаяся в следующем.
Ток, подающийся на электрод, образует между поверхностью подлежащих свариванию изделий и металлом стержня дугу с высокой температурой. При разогреве стержня и поверхности изделий, образуется область плавления. В объеме доведенного до жидкого состояния металла создается особенная зона – сварочная ванна, в которую поступает плавящийся металл электрода в форме покрытых шлаком отдельных частиц.
В зоне расплавления осуществляется смешение поступившего металла и материала изделий, более легкий расплавленный шлак выталкивается на поверхность образованного шва. Максимальное углубление, на котором выполняется расплавление металла свариваемого элемента, называется «глубиной проплавки».
Габариты сварочной ванны зависят от режима выполнения работ. При ручной дуговой сварке MMA доля металла изделия в ее формировании достигает 35%.
При расплавлении покрытия электрода в сварочной ванне формируется специальный газовый режим. Газы, выделившиеся при сварке методом ММА, вытесняют воздух и образуют защитную среду, препятствующую прямому контакту расплава с внешней средой. В этом слое содержатся преимущественно пары расплавленной стали или других металлов и легирующих веществ.





