

Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.
Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
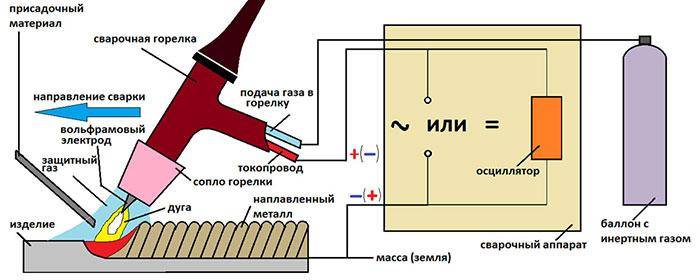
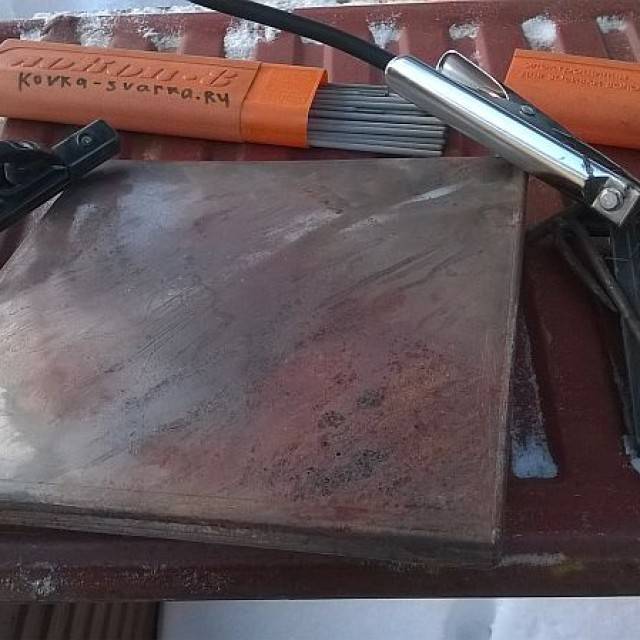
Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
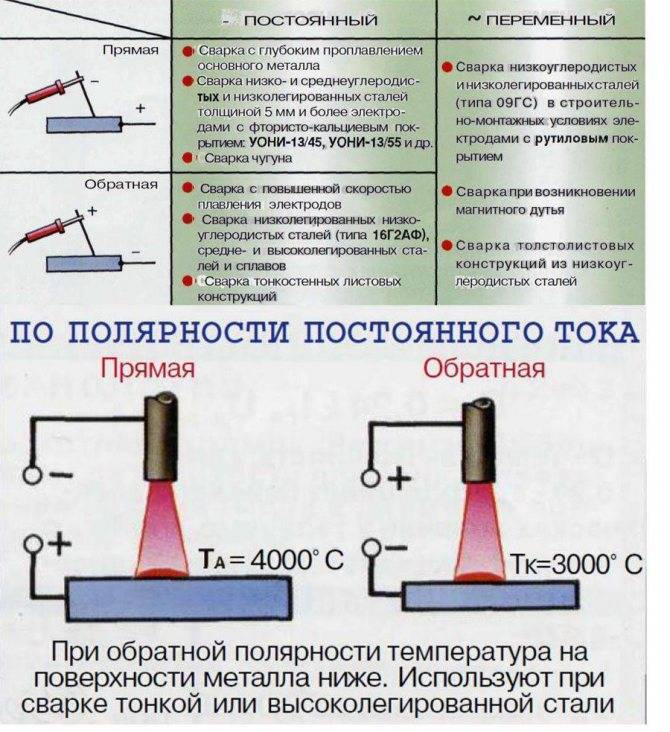
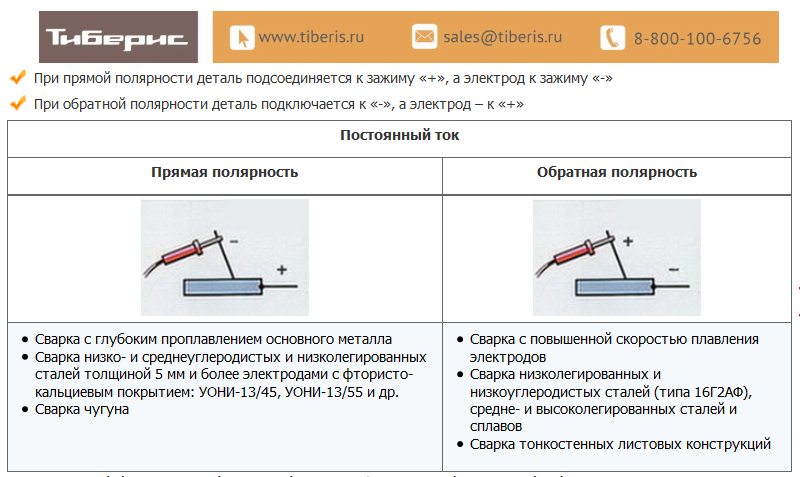
Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
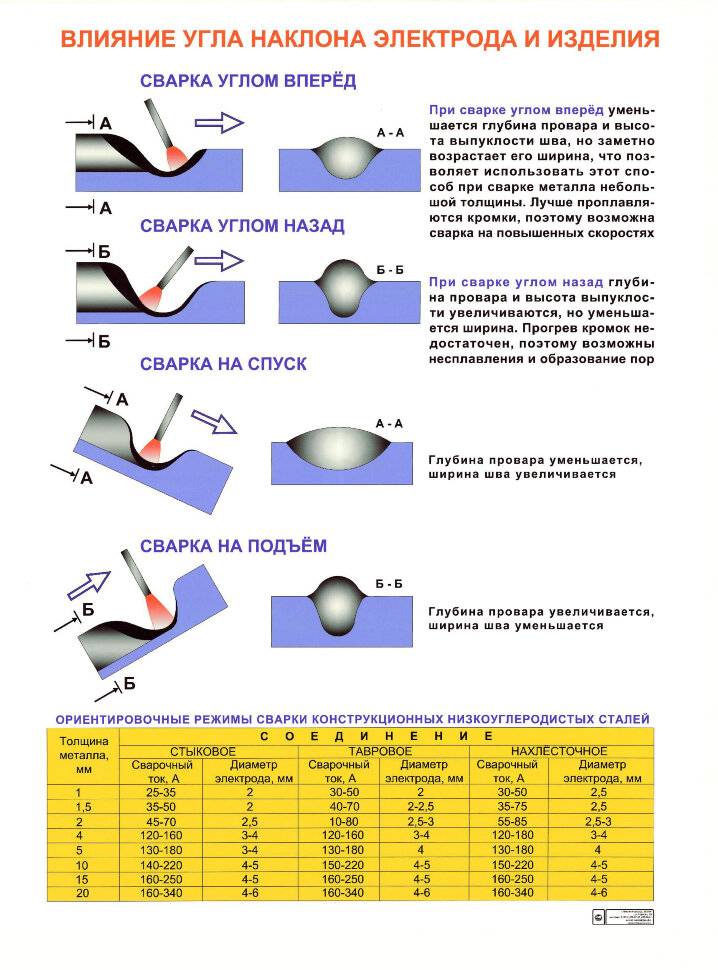
Режимы подбираются в зависимости от толщины соединяемых деталей
К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.
Аргонодуговая сварка нержавеющей стали
Электроды по нержавейке маркировка
Наибольшей популярностью на рынке пользуются электроды от шведской компании ESAB, представленные в широком ассортименте и отличающиеся великолепным качеством исполнения.
- ОК61.30. Универсальные стержни для сварки нержавейки, которые отлично подходят для сплавов с добавками никеля и хрома. Полученный наплавленный сплав отличается устойчивостью к коррозии.
- ОК6135. Эта марка предназначена для сварки деталей из нержавейки, которые имеют повышенные требования к качеству материала. Наплавка получается особенно прочной, что позволяет выдерживать повышенные нагрузки. Можно использовать такие электроды для соединения различных нагруженных конструкций и ответственных сооружений.
- ОК67.45. Эта разновидность электродов отличается повышенными свойствами сваривания, поэтому их можно порекомендовать для использования в сложных условиях работы.
- ОК63.30. Стержни этой марки содержат минимум углерода, что позволяет использовать их для низкоуглеродистых стальных нержавеющих сплавов. Обеспечивают отличную прочность соединения.
- Из отечественных разновидностей электродов для сварки нержавеющей стали можно выделить следующие:
- ЦТ15. Обладают повышенной температурной устойчивостью, стойкостью к агрессивной химической среде и позволяют получить соединение отличного качества.
- ОЗЛ8. Данная разновидность стержней отличается длительным сроком эксплуатации, что позволяет сваривать детали с высокой прочностью. Соединение обладает отличными показателями антикоррозийной стойкости.
- ОЗЛ6. Универсальная разновидность, которая отлично подходит для чистой нержавеющей стали. Возможно также соединение нержавейки с черным металлом.
Химический состав стержней
Химический состав таких электродов включает различные металлы, углерод и водород с фосфором. Необходимо сказать, что выбирая такой наплавочный материал для сварки, необходимо учитывать химический состав самого стержня и соединяемого металла.
Свойства сварочные электроды по нержавейке напрямую зависят от их состава. Отметим повышенную прочность, пластичность и температурную устойчивость. При этом большинство таких стержней в расплавленном состоянии обладает повышенной текучестью, что следует учитывать при выполнении сварочных работ.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.
От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
Особенности сварочных электродов
При сварке нержавеющих сталей учитываются факторы:
- Пониженная теплопроводность нержавейки приводит к локальным перегревам. Для сокращения тепловых нагрузок необходимо уменьшение силы тока и напряжения. Одновременно из-за повышенного сопротивления происходит нагрев стержня сварочного электрода.
- Между сопрягаемыми деталями необходимо поддерживать зазор с увеличенной шириной, который заполняется металлом от расплавленного электрода. При нарушении технологии в теле шва образуются трещины, которые снижают прочность соединения.
В рабочую зону подводится инертный газ, обеспечивающий повышение прочности соединения. Примером является аргонодуговая сварка (АДС или ADS PC), обеспечивающая получение гладких швов без каверн или трещин.
Электроды постоянного тока по нержавейке
При использовании постоянного тока применяются следующие марки электродов для сварки нержавеющей стали:
- ЦЛ-11;
- НЖ-13;
- ОЗЛ-17У;
- ЗИО-8.
Характеристики расходных материалов приведены в таблице.
| Параметр | ЦЛ-11 | НЖ-13 | ОЗЛ-17У | ЗИО-8 |
| Диаметр, мм | 3,0 | 2,5-5,0 | 3,0 и 4,0 | 3,0-5,0 |
| Длина, мм | 350 | 310-450 | 300 и 330 | 350-450 |
| Температура эксплуатации шва, °С | 450 | 350 | не регламентирована | не регламентирована |
ЦЛ-11
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
НЖ-13
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании “СпецЭлектрод”.
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
ЗИО-8
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Технология сварки обычным электродом
Для соединения нержавейки нужно выполнять простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
При работе место соединения обезжиривается. Метод позволяет сохранять устойчивое горение дуги. Величина тока – от 80 А. Под заготовки подкладываются теплоотводящие пластины из меди. Для надежности горения дуги расстояние между металлом и электродом составляет 2-3 мм.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
ОЗЛ-14
Изделия, разработанные компанией “СпецЭлектрод”, предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.







ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией “СпецЭлектрод” изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Рекомендуем к прочтению Какие электроды по алюминию выбирать
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.

АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Инверторный способ в домашних условиях, этапы работы
Инверторы для сварки нержавейки – это сварочные аппараты, которые отличаются компактными габаритами и небольшим весом. А если добавить их невысокую стоимость, получится отличный вариант сварки нержавейки в домашних условиях. Ток использовать постоянный с обратной полярностью.
Этапы инверторного способа рассмотрим поподробнее:
- Прежде всего хорошенько очистить металлической щеткой поверхность от всех загрязнений.
- Толщина краев заготовок не должна превышать 4-х мм, поэтому кромки необходимо разделать напильником или болгаркой.
- Если металл тонкий, края плотно прижать друг к другу – сделать прихватки.
- Если толщина металла выше 7 мм, заготовки нужно разогреть до 150°С. Для разогрева можно использовать паяльную лампу.
- Поджечь дугу, произвести шов с соединением на короткой дуге.
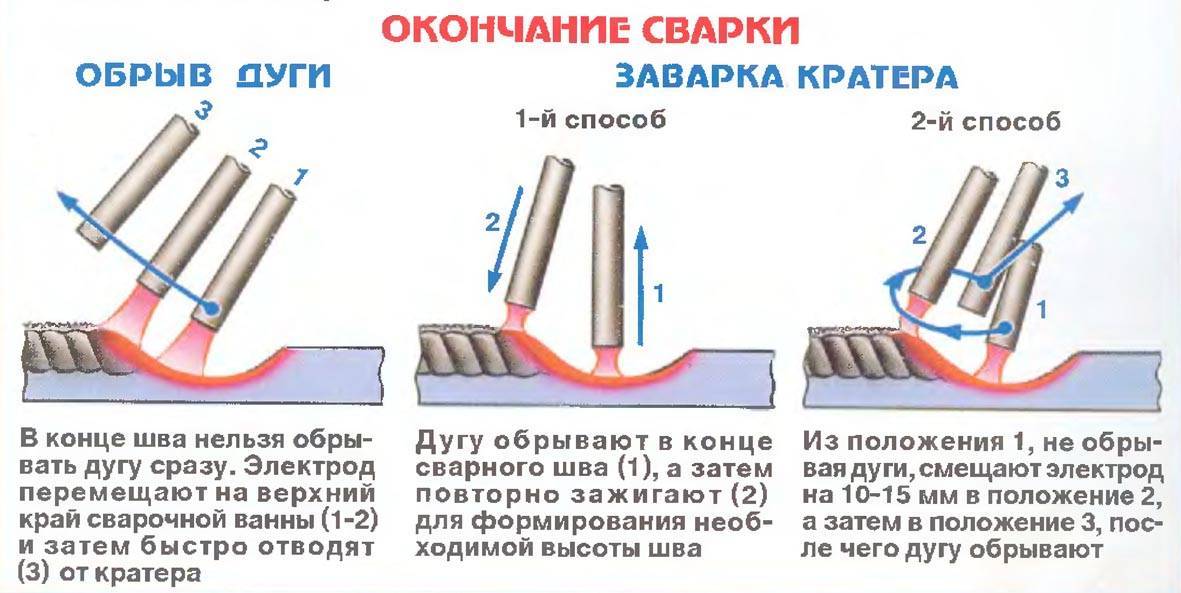
- Для профилактики образования трещин или свищей конец шва закончить «замком».
- Остывание должно быть самостоятельным, никаких принудительных действий!
- Очистить шов от шлаковой корки, отшлифовать и отполировать.
Свойства электродов для сварки нержавеющей стали.
Для инверторного способа используются электроды для сварки нержавейки с коррозионностойкими и жароустойчивыми свойствами:
- ОЗЛ-6 – жаростойкие расходники, которые отличаются отличными техническими свойствами. При их использовании риск образования трещин и пор намного снижается.
- АНО-27 – специальные расходники для работ при сильном морозе и при значительных нагрузках на конструкцию.
Выбор самого оптимального способа сварки нержавейки нужно делать с учетом трех моментов, все они про толщину стали:
- Если толщина заготовок меньше 1,5 мм, варить лучше в аргоне с вольфрамовыми неплавящимися электродами. Способ – хоть ручной, хоть полуавтоматический.
- При толщине в диапазоне от 1,5 мм до 3,0 мм самый лучший способ – электродуговой.
- С толщиной больше 3-х мм – только электродуговой способ со струйным переносом металла.
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.








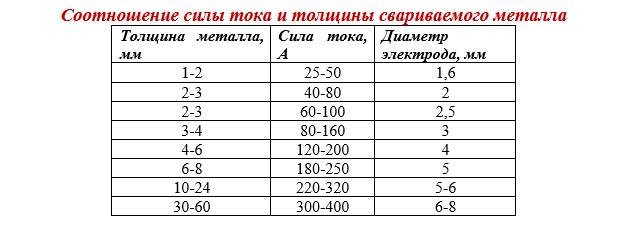
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
2 | 30…50 | ||
2,5 | 40…60 | ||
3 | 50…100 | 50…60 | 50…60 |
4 | 90…150 | 100…120 | 100…120 |
5 | 120…180 | 120…150 |
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления
Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей
Читать также: Анкера для бетона гост
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.
Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.
Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
Рутиловое покрытие электродов — характеристики
Электроды с данным видом покрытия чаще всего могут быть двух основных типов: Э42 и Э46 (по государственному стандарту). Тип обязательно указывается в маркировке упаковки. Металл шва, сваренного электродами типа Э42 имеет следующие технические характеристики:
- Предел прочности — 410 Мпа;
- Относительное удлинение — 22%;
- Ударная вязкость — 80 Дж/см2.
Шов, сваренный электродами Э46, имеет более прочные показатели:
- Предел прочности — 450 Мпа;
- Относительное удлинение — 20%;
- Ударная вязкость — 147 Дж/см2.
При изготовлении рутиловых электродов используется низкоуглеродистая сварочная проволка (СВ-08 или СВ-08А). На неё и наносится рутиловое покрытие. В маркировке таких электродов находится буква «Р», которая и указывает на тип покрытия. Как правило, после буквы «Р» всегда следуют две цифры:
- Первая указывает на то, в каких пространственных положениях можно производить сварку. Большинством рутиловых электродов можно варить в любом положении.
- Вторая указывает на тип сварочного тока: переменный или постоянный, его полярность и напряжение холостого хода.
Чем лучше варить нержавеющую сталь в домашних условиях?
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.





Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере.
Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным.
Но успешно сваривать сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Выбор инвертора
Сварка нержавеющих хромоникелевых сталей. Технологические особенности сварки (304, 304L, 316L, 321).
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%.
В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки аргоном подходят практически все современные инверторы бытового и профессионального типа.
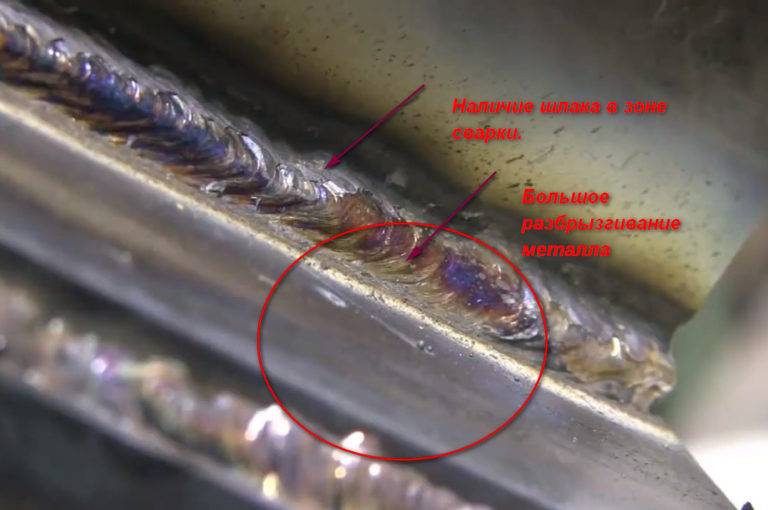
Опыт работы: можно ли заварить простыми электродами?
Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:
- Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
- При работе с заготовками толщиной от 1,5 до 3 мм используется короткодуговая сварка.
- Для сваривания заготовок толщиной более 3 мм применяют метод электродуговой сварки, предусматривающий струйный перенос металла с электрода.
Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6
Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок
Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
ЭА. У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.





