

Область применения
 Расходные материалы этой марки используются для личного применения и в промышленной области при проведении несложных сварочных процедур. Применять электроды ано-21 характеристика позволяет при производстве конструкций малой толщины. Перед использованием рекомендована термическая обработка в течение получаса при температуре 120 градусов.
Расходные материалы этой марки используются для личного применения и в промышленной области при проведении несложных сварочных процедур. Применять электроды ано-21 характеристика позволяет при производстве конструкций малой толщины. Перед использованием рекомендована термическая обработка в течение получаса при температуре 120 градусов.
Применение этих электродов недопустимо при изготовлении конструкций, несущих высокую нагрузку и ответственность. В промышленности и быту электроды ано используют для изготовления трубопроводов для воды и газа, при работе под низким давлением. Их можно применять для соединения стали с гальваническим покрытием.
В быту использование этого расходного материала возможно для соединения металлических швов с толщиной металла от 3 до 20 миллиметров. Электроды с успехом используются для сваривания стыковых, угловых и нахлесточных соединений. Они позволяют осуществлять сварку металлоконструкций в разных пространственных положениях.
В случае использования пятимиллиметровых расходников можно создавать соединения в нижнем, горизонтальном, вертикальном положении. При работе с электродуговой сваркой можно использовать ток любой полярности. При работе на постоянном токе, полярность выбирают обратную. Во время осуществления работ с трансформатором может использоваться переменный ток.
При работе с этими расходными материалами следует помнить про их технические характеристики и применять эти материалы соответственно условиям. Оптимальные показатели рабочего тока также следует соблюдать для качественного выполнения работ. Они показали отличные результаты даже при соединении металлов с незначительной коррозией поверхности.
https://youtube.com/watch?v=hSHjiIMkipc
Размеры и упаковка
После выпуска готовая продукция укладывается во влагозащитную пленку и коробку из картона. В продажу поступают упаковки в 1 или 5 кг.
| Диаметр стержня (мм) | Длина (см) | Вес 1 шт. (г) | Кол-во в 1 кг |
| 1,6 | 25 | – | – |
| 2,0 | 25 | – | – |
| 2,5 | 30 | 17,0 | 58-59 |
| 3,0 | 30 или 35 | 26,5 | 38 |
| 4,0 | 45 | 53,0 | 18-19 |
| 5,0 | 45 | 84,5 | 12 |
| 6,0 | 45 | 135,0 | 7 |
Рекомендуем к прочтению Как пользоваться электродами ЦЛ-11
Небольшие упаковки удобны для домашнего использования.
Норма расхода
При соединении деталей в небольших объемах грамотный подсчет необходимого количества электродов и диаметра стержня обеспечит непрерывную деятельность мастера и исключит неоправданные денежные затраты.
Для этого требуются параметры, которые вставляются в таблицы, разработанные учеными ВНИИ Монтажспецстроя и других организаций. Подробные сведения о видах сварки изложены в документе ВСН 452-84.
На практике расход составляет 1,65 кг за каждый час работы.
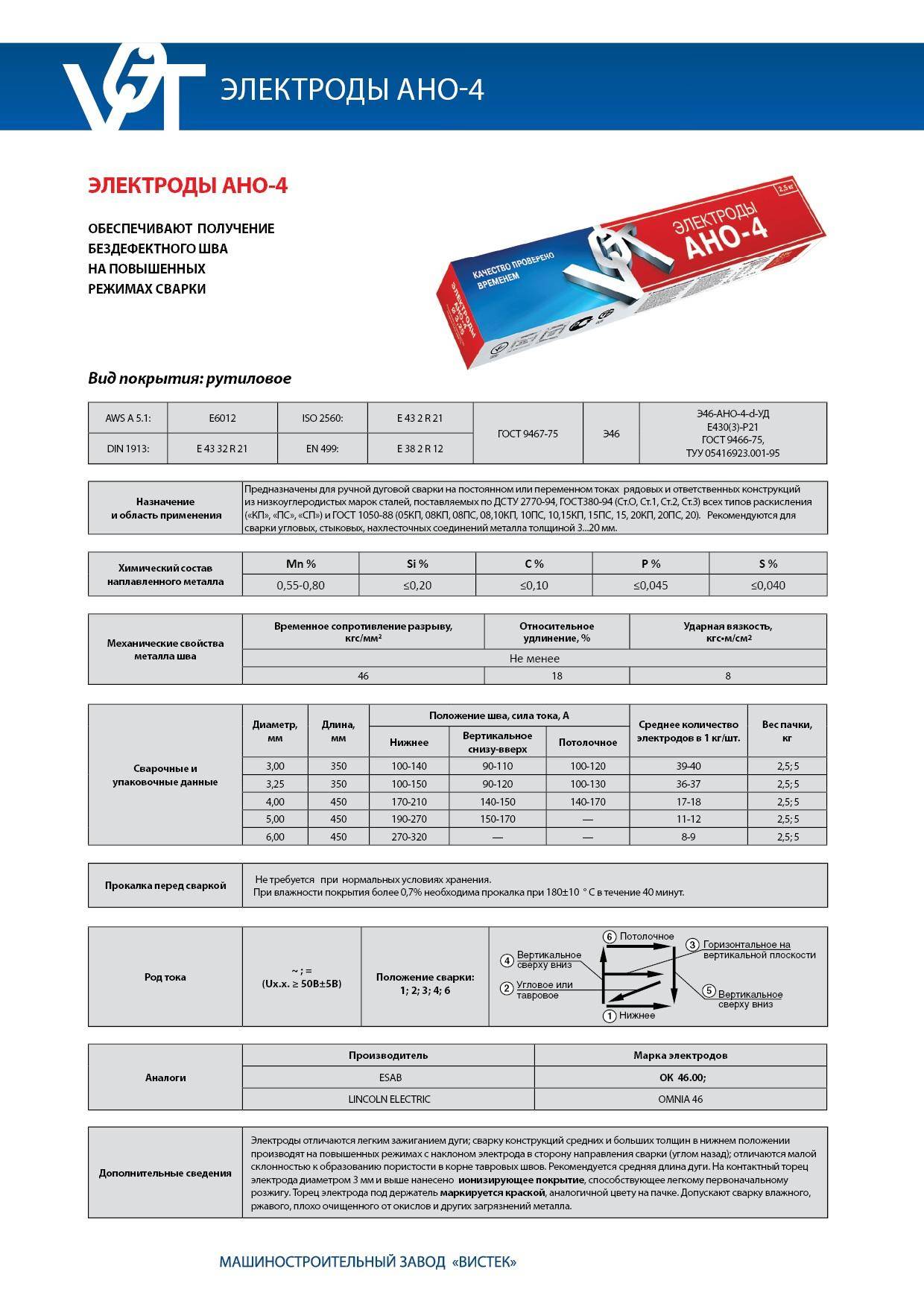
Преимущества сварочных электродов АНО-4
Одним из основных отличий электродов АНО-4 от сварочных электродов других типов является их способность создавать сварные швы высокого качества. Сварочные работы электродами АНО-4 выполняют во всех пространственных положениях, за исключением способа «сверху-вниз». При сварке по окалине или ржавчине электродами АНО-4 практически не происходит образования пор в сварных швах. Электроды не чувствительны к изменению длины сварочной дуги и позволяют выполнять сварочные работы по загрунтованным поверхностям металла. В процессе работы происходит легкое зажигание сварочной дуги и стабильное ее горение, как при подаче питания от источника постоянного, так и переменного тока. При образовании сварного шва разбрызгивание металла минимально, шлаковая корка легко отделяется от участков сварки, и шов формируется с высоким качеством и плавным переходом к прилегающим зонам основного металла. Низкая склонность к образованию пористых участков в процессе зажигания дуги между электродом АНО-4 и свариваемым металлом также исключает появление пор в кратерах, т. е. появления так называемой «стартовой пористости».
Технические требования к механическим свойствам металла шва и сварных соединений, к качеству электродов и общие технические условия определены в стандартах ГОСТ 5.1215, ГОСТ 9466 и ТУ 14-178-427. Сварочные электроды АНО-4 изготавливают с номинальными диаметрами стержней, равными 3.0, 3.25, 4.0, 5.0 миллиметров и длинами 350 мм (для электродов диаметром 3.0) и 450 мм.. На сегодняшний день предложений купить электроды достаточно много. Высоким качеством выделяются метизы Лосиноостровского электродного завода (ЛЭЗ), ММК-МЕТИЗ, ESAB. C более низкой ценой электродная продукция китайского производства.
Товары каталога:
| Мебельные оси |
| Электроды сварочные |
| Шайбы |
| Оптовые цены на гвозди |
| Купить сварочные электроды |
| Твитнуть |
comments powered by Disqus
Размеры и упаковка
После выпуска готовая продукция укладывается во влагозащитную пленку и коробку из картона. В продажу поступают упаковки в 1 или 5 кг.
| Диаметр стержня (мм) | Длина (см) | Вес 1 шт. (г) | Кол-во в 1 кг |
| 1,6 | 25 | — | — |
| 2,0 | 25 | — | — |
| 2,5 | 30 | 17,0 | 58-59 |
| 3,0 | 30 или 35 | 26,5 | 38 |
| 4,0 | 45 | 53,0 | 18-19 |
| 5,0 | 45 | 84,5 | 12 |
| 6,0 | 45 | 135,0 | 7 |
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Небольшие упаковки удобны для домашнего использования.
Норма расхода
При соединении деталей в небольших объемах грамотный подсчет необходимого количества электродов и диаметра стержня обеспечит непрерывную деятельность мастера и исключит неоправданные денежные затраты.
Для этого требуются параметры, которые вставляются в таблицы, разработанные учеными ВНИИ Монтажспецстроя и других организаций. Подробные сведения о видах сварки изложены в документе ВСН 452-84.
На практике расход составляет 1,65 кг за каждый час работы.
Какие лучше
Среди вышеприведенных марок электродов наибольшей идентичностью по техническим параметрам с расходником ОК 46 обладает марка МР-3. Ниже приводим перечень характеристик, наличие которых у обоих видов расходников позволяет считать их взаимозаменяемыми:

Электроды сварочные МР-3 Ресанта
- применяются для сварки в любых пространственных положениях, кроме вертикального «сверху-вниз»;
- универсализм в использовании источников тока (переменный, постоянный);
- у обоих марок электродов практически одинаковое разбрызгивание при сварке;
- затруднения в поджиге, как в начальном, так и в повторном, отсутствуют;
- технология сварки обеими марками электродов хорошо адаптирована к выполнению коротких швов, прихваток, сварки тонкостенных конструкций.
- отсутствует необходимость в зачистке поверхностей сварочного шва от ржавчины, тонких гальванических покрытий и других загрязнений;
- оба расходника не выделяют большого количества тепла в зоне сварочного шва, поэтому применяются для сварки кромок с большими зазорами между ними;
- одинаковые способы наложения сварочного шва (стержень располагается с наклоном в пределах 35°);
- шлак отделяется без труда;
- рутиловое покрытие расходников плохо выполняет свои защитные функции при наличии в нем следов влаги — необходимо прокаливать электроды ОК 46 при температуре 90°С около часа, а МР-3 при несколько большей температуре – 180-200°С;
- идентичный материал стержней расходников (Св-08, Св-08А) ограничивает применение сварочной технологии с материалами типа низкоуглеродистой и углеродистой сталей.
Небольшие различия вызваны отличающимся составом обмазок и особенностями технологического процесса производства. Так, например, расходники МР-3 не рекомендуется применять в отличие от ОК 46 для сварки труб.
Другие аналоги
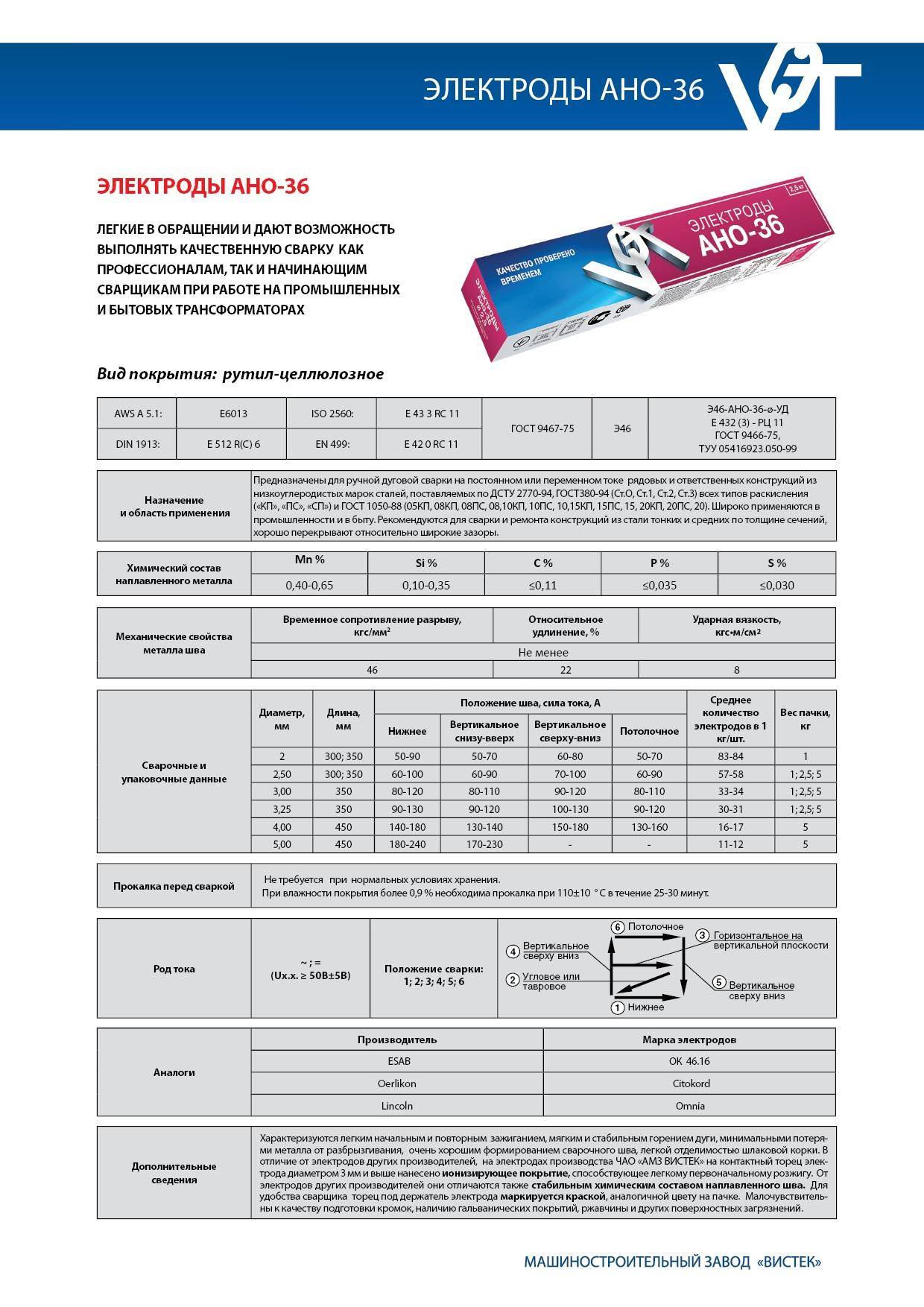
 Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Некоторые российские производители («СпецЭлектрод», «Судиславский завод сварочных материалов», «Шадринский электродный завод» и другие) освоили производство аналогов марки ОК 46 на своей базе оборудования, по своей собственной технологии.
Другие компании пошли еще дальше: совместно со шведским производителем на его технологической базе создали предприятия в Санкт-Петербурге и Тюмени. Качество аналогов электродам ОК 46 питерской торговой марки ЕСАБ-СВЭЛ по параметру «цена – качество» не уступает оригиналу.
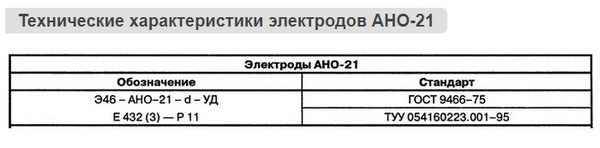
Расшифровка маркировки
Символы, находящиеся в составе полного названия изделия — Э46-АНО-21-d-УД Е 430/3/- Р 11, имеют следующие значения:
- Э46 — тип изделия;
- АНО — марка;
- D — диаметр;
- У — предназначен для углеродистых сталей;
- Д — толстое защитное покрытие;
- 43 — уровень разрыва шва;
- 0 — удлинение 18%;
- 3 — вязкость;
- Р — рутиловая обмазка;
- 1 — сварочное положение — любое;
- 1 — переменный ток.
Стержни разработаны учеными Института электросварки.
Буквенные обозначения:
- А — Академия;
- Н — Наук;
- О — обмазанный;
- 21 — модель.
Данные помогут новичкам выбрать электродную продукцию.
 Пример расшифровки обозначений электрода.
Пример расшифровки обозначений электрода.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
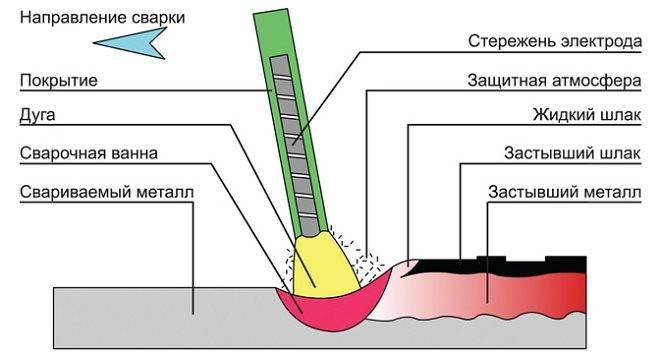
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.







Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
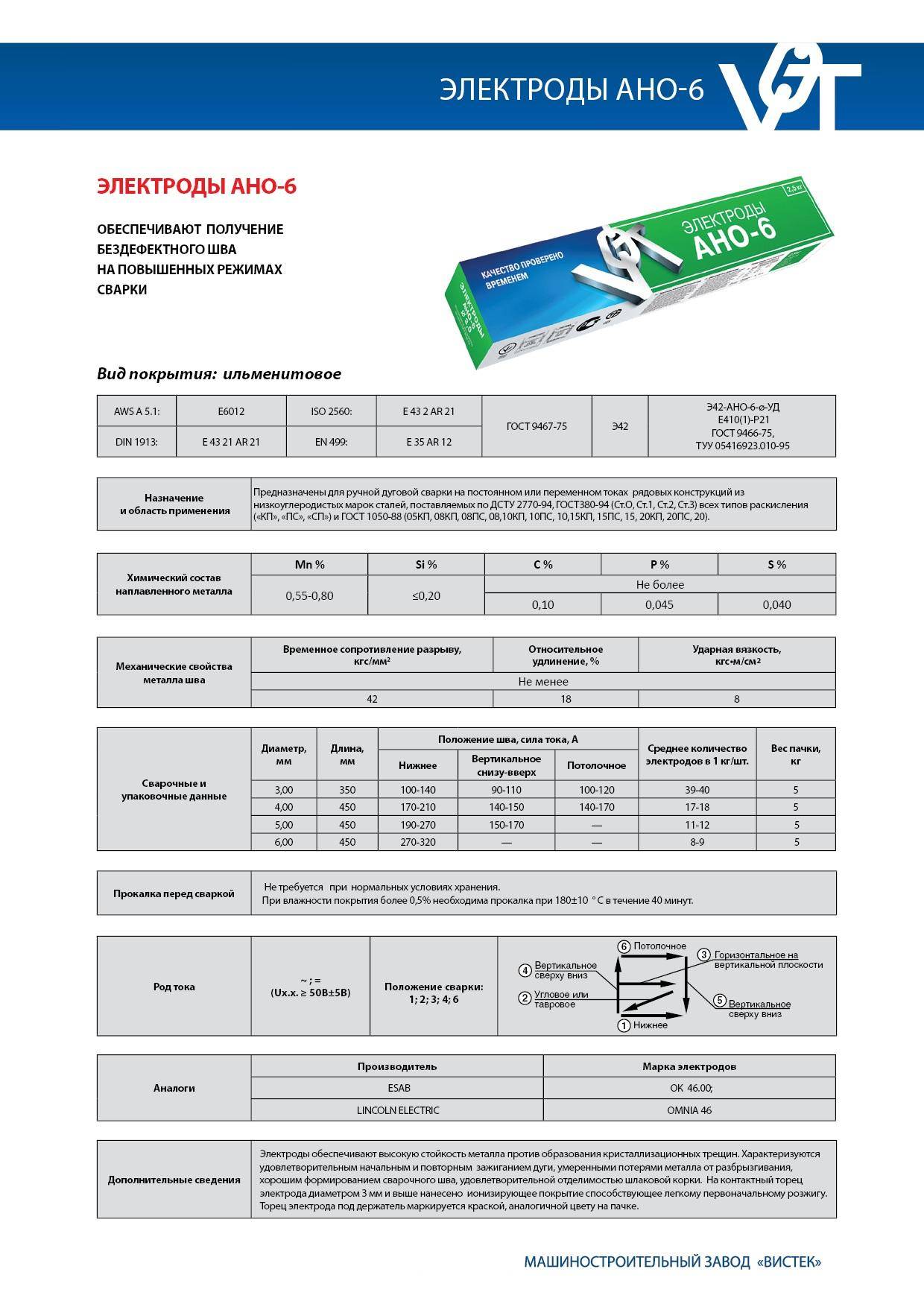
Конструкция и основные характеристики
Конструктивно электрод представляет собой металлический стержень определенного диаметра и длины, выполненный из сварочной проволоки марки Св-08 или Св-08А, на которую нанесено покрытие рутилового или рутилово-целлюлозного типа с высокими санитарно-гигиеническими и технологическими свойствами.

Рисунок 1 — Электроды АНО-21
Изготавливаются разными отечественными производителями в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и по техническим условиям предприятия-производителя, зарегистрированным в Госстандарте. Кроме того, они соответствуют требованиям, предъявляемым к такой продукции, изложенным в европейских и международных стандартах ISO 2560:2009, DIN 1913-1984 и AWS A5.1. Поставляются в картонных упаковках весом 1,0, 2,5, 3,0 и 5,0 кг. Храниться такие упаковки должны в помещениях, где температура не опускается ниже 15 °C.
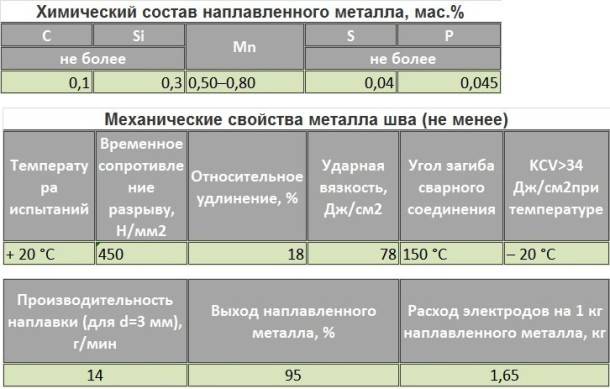
Технические характеристики АНО-21 указаны в таблице:
| Наименование | Единица измерения | Показатель |
| Производительность (для Ø 3 мм) | г/мин | 14 |
| Коэффициент наплавки | г/Ач | 7,0÷8,0 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,65 |
Материал электрода участвует в формировании сварного шва и обеспечивает легкую отделимость корки шлака. Химический состав наплавленного металла после его остывания указан в таблице:
| Наименование элемента | Процентное содержание, не более |
| Углерод | 0,1 |
| Марганец | 0,5÷0,8 |
| Кремний | 0,3 |
| Сера | 0,040 |
| Фосфор | 0,045 |
Механические свойства шва после сварки АНО-21 указаны в таблице:
| Наименование показателя | Ед. изм. | Кол-во, не менее |
| Временное сопротивление разрыву | Н/мм² | 450 |
| Относительное удлинение | % | 18 |
| Ударная вязкость | Дж/см² | 78 |
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
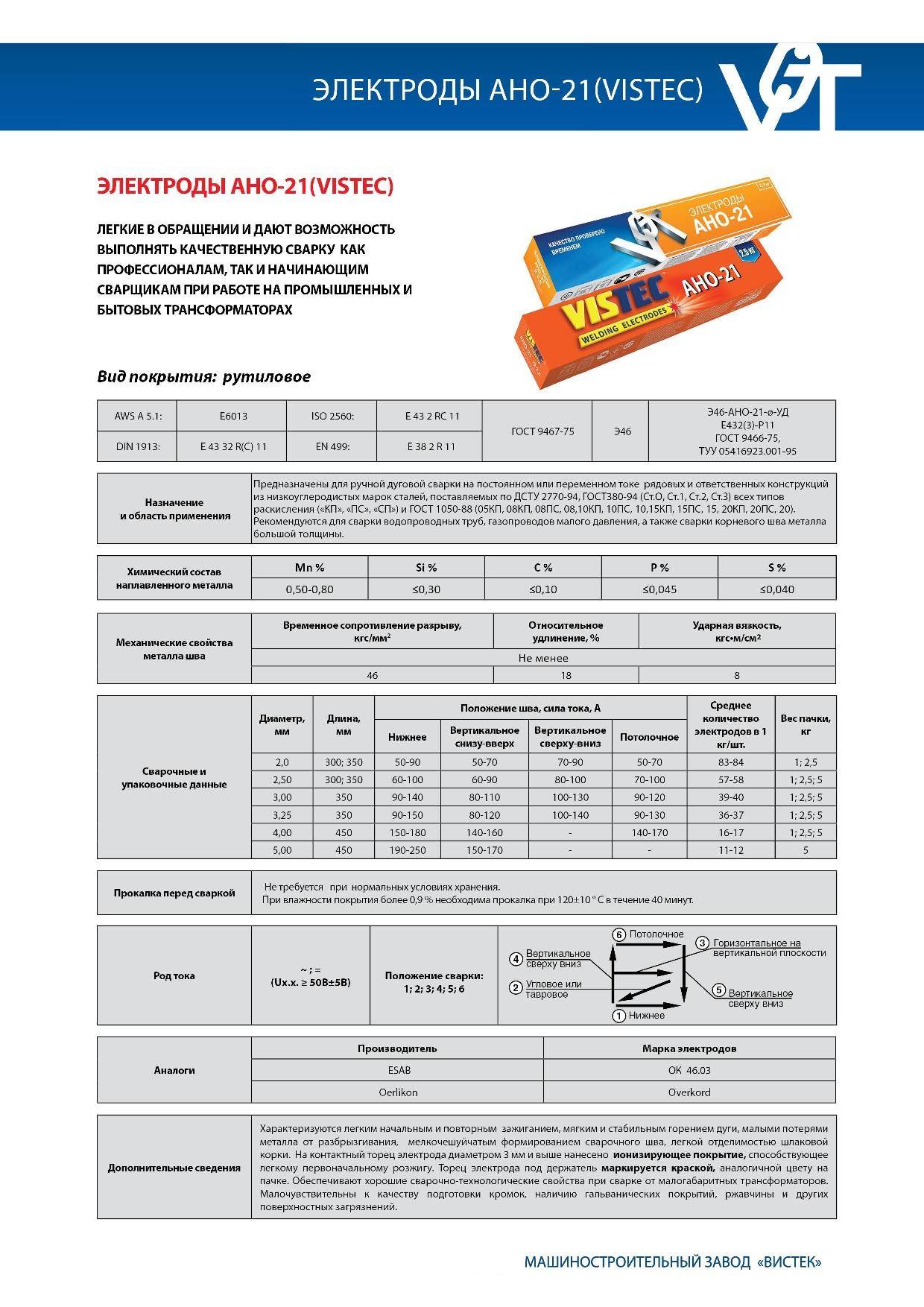
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз. Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки. ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается. Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.



Сварочные характеристики
Особенности электродов:
- диаметр изделий — 1-5 мм;
- покрытие — рутиловое;
- разбрызгивание металла — не превышает 4%;
- часовой расход — 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв — не менее 460 МПа;
- удлинение — 18%;
- вязкость — 80 Дж/см²;
- угол загиба соединения — 150°.
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.
Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке — 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.
При сварке электродом АНО-21 брызг почти нет.
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
| 5 | — | — | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Электроды Стандарт
Выбор электродов
При выборе следует обратить внимание на параметры материала:
— состав покрытия;
— расход электродов на один килограмм наплавленного металла;
— коэффициент наплавки.
Когда подбираются электроды, следует учитывать глубину провара и толщину сварочного шва. На эти факторы значительно влияют: сила сварочного тока, полярность и сечение электрода.
Виды сварочных электродов
С целью придания жесткости соединениям изделий металлопроката не всегда подходит болтовое соединение или связывание. Электросварка часто является единственным методом, позволяющим улучшить параметры стойкости конструкции. Из всех типов электросварки самая распространенная сварка электродами. Каждому типу свариваемых сплавов предназначены определенные электроды.
Сварочные электроды марки стандарт пользуются большой популярностью. Они легко зажигаются и не требуют особой подготовки, то есть прокалки. Благодаря этим особенностям, они легко поддаются начинающим сварщикам. Сварочные электроды УОНИ — более серьезные, от других марок их отличает плотность шва. Они требуют использование качественного сварочного аппарата, а также профессиональных навыков у сварщика. При работе с данным типом электродов надо на протяжении сварки выдерживать короткую дугу.
Преимущества и особенности электродов стандарт
Сварочные электроды стандарт успешно конкурируют с более дорогой продукцией производителей сварочного и паяльного оборудования практически не уступая в качестве. Электроды стандарт — это настоящая находка для новичков, так как они могут с легкостью освоить сварочные азы, используя данный материал.
Электроды стандарт изготовлены по улучшенной рецептуре, обеспечивающей отличные сварочно-технологические свойства в процессе сварки малогабаритных (бытовых) трансформаторов. Они обеспечивают легкое зажигание дуги. После формирования шва наблюдается чешуйчатое соединение и шлаковая корка удаляется самопроизвольно.
Используются электроды стандарт для прихваток, корневых и коротких швов в сети низкого напряжения. Также они широко применяются при работе с металлом, имеющим небольшую коррозию на поверхности и при сварке стали с гальваническим покрытием.
Характеристики электродов стандарт
Химический состав рутилового покрытия, а также геометрические размеры электродов марки стандарт регламентируются принятыми техническими условиями ТУ У 05416923.001-95, принятыми стандартами ISO 2560, DIN 1913, а также гостами ГОСТами 9466-75 и 9467-75. Электроды производятся с диаметрами 2,5 мм, 3,03 мм, и другие.
Электроды серии стандарт производятся в герметичной тройной упаковке, за счет чего, при соблюдении условий хранения продукции, не требуется прокалка перед работой. В случае превышения влажности покрытия от 0,9%, электроды надо прокалить при температуре 120°C не менее 40 минут.
Предназначение электродов стандарт
Сварочные электроды популярной торговой марки стандарт предназначены для выполнения ручной дуговой сварки в конструкциях и деталях из углеродистых марок стали. В процессе их изготовления используются исходные материалы высокого качества, которые отличаются пониженной концентрацией вредных выделений в составе сварочного аэрозоля. Могут применяться при сварке газо- и водопроводов малого давления.






Электроды марки стандарт обеспечивают качественное сваривание угловых и стыковых соединений. С их помощью осуществляется сварка деталей небольшой толщины «внахлест» при ремонтах водопроводов и прочих металлических конструкций. Электроды стандарт не требуют зачистки и особой подготовки кромок, а получаемый в результате сварки конечный шов не теряет качества даже при наличии на поверхности металла остатков гальванических покрытий, свариваемых деталей ржавчины и других видов загрязнений.
Электроды стандарт способны обеспечивать качественный, прочный шов при сварке различных конструкций в любых положениях в пространстве. Применяется процесс сварки с постоянным током прямой и обратной полярности и с переменным током при условии минимального напряжения холостого хода в источнике тока. Режим сварки зависит от положения сварочного шва и диаметра используемого электрода. Для сварки и наплавки чугуна Электроды по нержавейке avesta Электроды Уони 13 45 Электроды лэз-11
Преимущества электродов АНО-21 (АНО-21 СТАНДАРТ)
Итак, в чем же преимущества сварочных электродов АНО-21 (АНО-21СТАНДАРТ) с рутиловым покрытием? Первое и самое главное: та же высокая эффективность и производительность, что и у продукции с основным покрытием, но при этом – экологичность. Рутиловый концентрат обмазки – это диоксид титана, природный минерал, который в процессе работ не выделяет опасных для здоровья веществ. Поэтому сварку можно выполнять в закрытых, слабо проветриваемых помещениях.
Благодаря составу обмазки металл шва имеет повышенный коэффициент поверхностного натяжения расплава. Он не растекается даже при выполнении работ в потолочном и вертикальном положении сверху вниз
Это второе важное преимущество. В ряду других плюсов:
- благодаря хорошей электропроводимости ТiO2 обеспечен легкий мгновенный поджиг дуги;
- сварочная ванна надежно защищена от попадания в нее частиц шлака;
- при изменении длины дуга не теряет стабильности горения;
- объем разбрызгиваемого металла весьма незначителен;
- получаемый сварной шов – ровный, с мелкочешуйчатым рисунком, обладает высокими ударной вязкостью и сопротивлением на разрыв.
Наконец, еще один плюс, который присущ всем электродам с рутиловым покрытием, – они позволяют варить по влажным поверхностям, а также по металлу со следами ржавчины или окалины. Риски образования пор и трещин в металле шва сведены к минимуму.
Плюсы и минусы использования
Положительные стороны стержней:
- доступность для всех пользователей;
- быстрый поджиг и стабильное горение дуги;
- горячий металл почти не разбрызгивается;
- образование легко удаляемого слоя шлака;
- прочность шва;
- отсутствие чувствительности к гальванической защите и следам ржавчины на кромках свариваемого металла;
- пониженная токсичность.
Отрицательные черты:
- варит только металлы толщиной до 5 мм;
- требуется применение флюсов;
- невозможность сварки трубопроводов высокого давления.
Цены перекрывают все имеющиеся недочеты. Приобрести материалы разного диаметра в специализированных магазинах можно, заплатив за 1 кг 70-152 руб.
Пачка электродов весом 5 кг.





