

Варим металлы
С народными любимцами разобрались, приступаем к «правильным» классификациям.
Начнем с настоящих тяжеловесов – типов сварки металлов, которые подразделяются на три группы по:
- Физическим признакам.
- Техническим признакам (механизация, непрерывность процесса, защита металла).
- Технологическим признакам (отдельные классификации для каждого способа – например, виды электродов).
По физическим признакам мы имеем три главных класса для всех видов сварки металлов:
Термический класс – сварочный процесс заключается в плавлении тепловой энергией:
- газовой;
- дуговой;
- лазерной;
- лучевой, термитной и т.д.
Важно! Основные виды сварки плавлением – самые распространенные в быту и в промышленности. Это самый густонаселенный класс, подавляющее большинство сварочных методов относится к нему
Механический класс с использованием механической энергии:
- ультразвуковой;
- холодной;
- трением;
- взрывом и т.д.
Таблица сварки металлов.
Термомеханический класс, способы совместного действия тепловой энергии и давления:
- кузнечные;
- диффузионные;
- контактные и т.д.
В качестве примера варки металлов представляем МАДП – механизированную аргонодуговую сварку плавящимся электродом. Настоящий гибрид для электро-газового соединения металлов. Без него невозможная сварка цветных металлов или сложных сплавов.
Преимущества МАДП:
- соединение любых сплавов;
- устойчивость формы изделия из-за слабого нагрева;
- электроды нужно менять редко;
- широчайшая сфера использования;
Недостатки:
- сложно для новичков;
- невысокая скорость выполнения.
Как обучиться основам мастерства
Выучить базовые тонкости обращения с ручной сваркой несложно. В настоящее время для этого можно найти множество подробного материала и видеоуроков, которые размещены в свободном доступе. Правда, если вы намерены постичь более глубокие тонкости, то придётся запастись серьезными источниками информации, которые доступны в различных пособиях и дополнительном руководстве.
Если вы новичок и только начинаете разбираться с тонкостями подобного мастерства, начинайте с электродов поперечником 3 мм, т. к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.
При покупке сварочного аппарата будьте готовы потратить достаточно усилий и времени, чтобы постичь все основы электрической или ручной сварки. В таком случае вы откроете для себя обширные возможности для практического применения оборудования в бытовом строительстве, при ремонте садовых принадлежностей, сборке и разборке металлических конструкций и во многих других направлениях повседневной деятельности.
Если правильно подойти к обучению, вы сможете быстро и эффективно изучить новую отрасль, получив теоретические и практические навыки для продуктивной работы с металлическими заготовками.
Резка
Разрезание листов металла, деталей на части с использованием сварочного аппарата, происходит так же легко, как их соединение.
Ручной способ электродуговой резки сопровождается использованием плавящегося либо неплавящегося электропроводящего стержня, воздушной или кислородно-дуговой резкой.
Неплавящимся электродом

Электродуговая резка неплавящимся электропроводным стержнем проводится с помощью графитового либо угольного электрода и любого рода тока, но желательно, постоянного. Однако операция обусловливается только прямой полярностью.
Сила электрического разряда не должна превышать отметку 800 A. Разрезаемый металл вначале разогревается дугой, а затем выплавляется на части. Угольный имеет некоторое преимущество перед металлическим — он медленнее плавится, чем последний.
Однако методика применяется редко. Неплавящиеся электроды характерны формированием неровных краев, что предполагает их использование при разборке старых металлоконструкций, резке лома, где не требуется получение эстетически красивых граней.
Компенсирующим качеством данного вида является возможная резка всех видов металла — черного и цветного.
Плавящимся

Операция с использованием плавящегося электрода наиболее частая, ввиду получения ровного и аккуратного среза. Алгоритм проведения процедуры выражен следующими действиями:
- Повысить на треть силу тока, чем при сварке.
- Ориентироваться можно по толщине электропроводящего стержня. Для диаметра 1 мм устанавливается не более 50 A, для 2 мм — 100. Каждый дополнительный миллиметр сопровождается следующими 50 A.
- Рабочий элемент прогревается глубоким проплавлением, который называется методом опирания.
- Дуга зажигается при постукивании концом стержня о поверхность детали или методом чирканья.
Подобный способ используется для разрезания большинства металлов.
Последние покрываются особой обмазкой, которая улучшает и ускоряет процесс.
Воздушная кислородно-дуговая операция

Описываемые виды резки несколько отличаются от обычных. При воздушной электродуговой сварке материал вначале плавится от температуры электрической дуги, а уж потом выдувается сжатым воздухом.
Кислородная обусловливается применением сжатого кислорода, вместо потока воздуха. Обе методики требуют прямой полярности и постоянного тока.
Используется в резке углеродистых сталей, электродом служит стальная трубка с наружным диаметром до 10 мм, длиной 3,5-4 метра. Получить устойчивое горение дуги помогает нанесенное на трубку покрытие.
Подобные способы хороши для работы с нержавеющими листами, конструкциями. Однако их толщина не должна быть более 20 мм. Для удаления дефектных зон у деталей эта методика является незаменимой.
Выполнение операции резания происходит с помощью постоянного тока, графитовых либо трубчатых стержней. Последние представляют собой специальную трубку, заполненную кислородом.
Во время плавления из нее выделяется кислород, которые окисляет и выдувает металл с детали, образуя тем самым разрез.
Процедура требует наличия опыта из-за нестабильного поведения электрического разряда, большого расхода кислорода.
Виды снятия кромок
Выполнять их допустимо как снаружи, так и с изнанки, под какими угодно углами – исходя из толщины металла. Они могут быть:
- перпендикулярные – под 90 0, заготовки должны быть до 3 мм, при условии, что высокотемпературная обработка односторонняя, до 8 мм – двусторонняя, от 4 до 8 мм, это стальные листы.
- остроугольные – под 45–60 0, для деталей со стенками не уже 20 мм;
- X-образные – с двойным скосом, актуальны для 12–40-миллиметровых предметов;
- V-формы – выполняются только на одном торце, подходят для плоских объектов в 4–26 мм.
Для обеспечения должного уровня прочности следует оставлять между кромками расстояние в 4 мм.
Электроды и защитные газы
 Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?






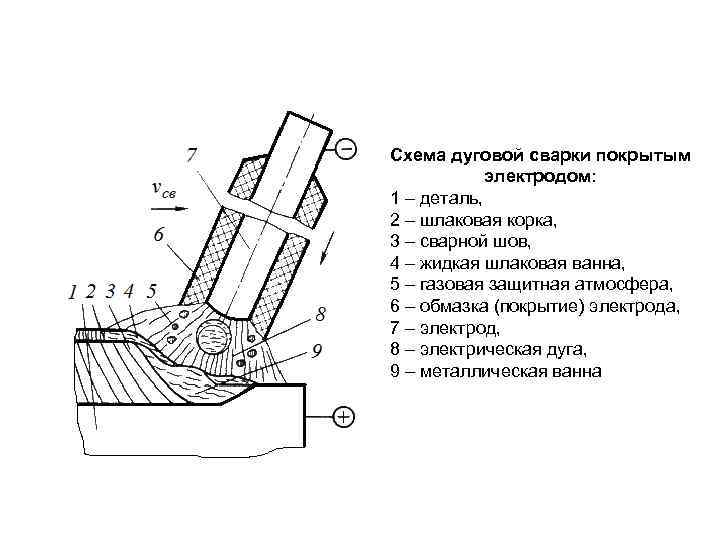
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
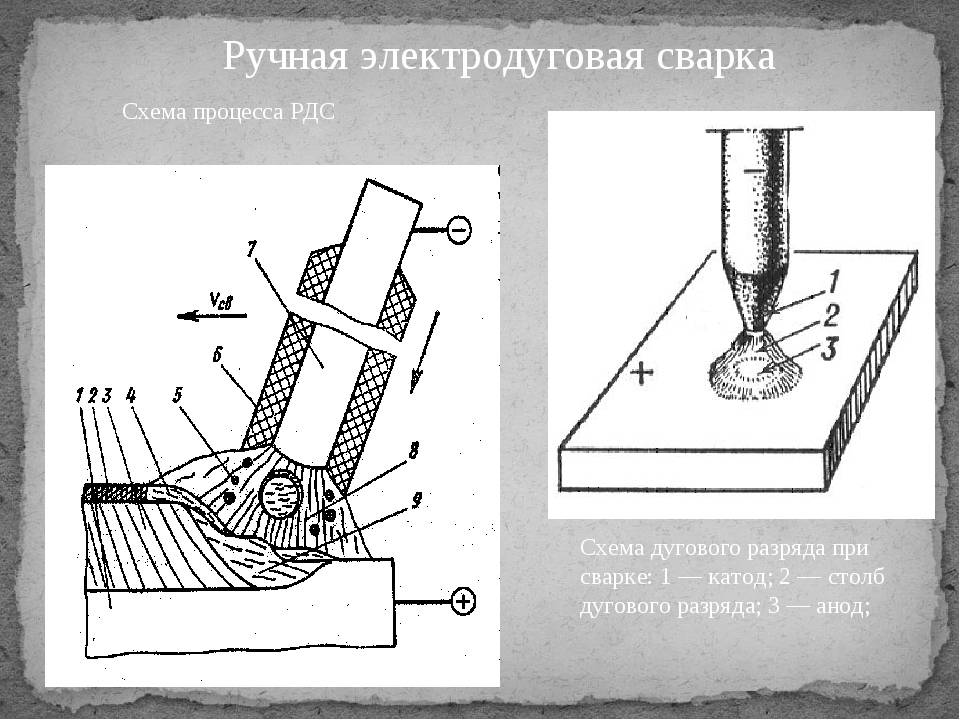
Характеристики электрической дуги
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
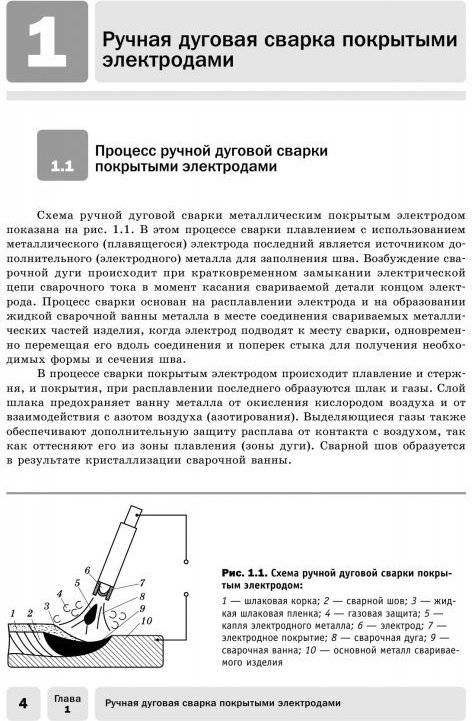
Сварочная дуга
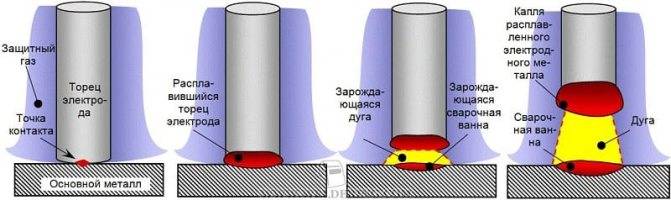
Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Перемещение электрода
Чтобы получались качественные швы электродуговой сварки, надлежит двигать электроды в трех позициях:
– Небольшое поступательное движение, при котором электрод то отдаляется, то приближается к поверхности свариваемого материала.
– Передвижение электрода вдоль оси шва детали. Это перемещение считается основным в сварочных работах. Скорость движения может быть медленной или быстрой, в зависимости от режима работы, силы тока, а также от типа шва.
– Электрод перемещают поперек оси шва. Таким образом соединяются детали металлическим валиком.
Высокая квалификация и профессионализм сварщика обуславливают то, насколько четко и уверенно он может держать дугу, а также его умение совершать все три способа ведения электрода.

Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Достоинства и недостатки
Ручная дуговая сварка плавящимся электродом не зря является самым популярным методом соединения металлов. С ее помощью можно выполнить несложный ремонт, сформировать короткие прочные швы, провести быстрое техническое обслуживание какого-нибудь оборудования. Но это еще не все плюсы.





По сравнению с другими технологиями сварочные аппараты для РДС сварки стоят недорого, они компакты и просты в использовании. Также для работы не требуется дополнительная защита сварочной зоны с помощью газа или флюса, поскольку с этой задачей справляется электрод. Еще один плюс — возможность работать практически в любых условиях: и на улице, и в цеху, и на ветру, и под палящим солнцем
А это важно, если нужно произвести быстрый ремонт в «полевых» условиях
Не стоит забывать, что РДС подходит для сварки самых разных металлов: от углеродистых и легированных сталей до чугуна, алюминия и меди. При этом толщина деталей может достигать нескольких сантиметров и мощный сварочный аппарат справится с этой задачей. Также можно произвести сварку в любом пространственном положении, если это потребуется.
Теперь о недостатках. РД по металлу требует частых перерывов в работе. Они необходимы, чтобы заменить расплавленный электрод на новый. А его расход может быть очень большим при отсутствии опыта или при сварке толстых металлов. Если электрод достиг длины в 5 сантиметров и менее, то его тут же следует заменить.
Ручная сварка с применением электрода подразумевает образование шлака вокруг сварочной зоны и шва. С одной стороны, это хорошо, поскольку шлак дополнительно защищает сварочную ванну от кислорода. Но после работы шлак нужно удалить с поверхности металла. Этот процесс может быть трудоемким и отнимает немало времени.
Из-за этих двух недостатков ручная дуговая сварка считается одной из самых медленных. Она приводит к перерасходу времени и не идет ни в какое сравнение с конкурентами, вроде MIG сварки
Вы должны взять во внимание этот недостаток
Из-за того, что в работе нельзя использовать электроды до конца, а принято часто заменять их на новые, происходит перерасход комплектующих. Выходит, что в работе используется не более 70% электрода, остальное считается огарком. Этот факт увеличивает себестоимость работ.
Несмотря на относительную универсальность, с помощью РДС не получится сварить олово или цинк. И вообще все металлы с низкой температурой плавления. Это происходит из-за того, что коэффициент тепловложения слишком велик при сварке электрической дугой. Также ручная дуговая сварка плавящимся электродом не подойдет для соединения деталей из титана, тантала и любых других металлов, обладающих активными химическими свойствами. Электрод не сможет в должной мере защитить шов от окисления.
Ну и последний минус, который нужно упомянуть. В ручной дуговой сварке ток проходит по всей длине электрода, и если значение тока будет слишком велико, то стержень может перегреться и защитное покрытие разрушится. Из-за этого вы просто не сможете установить высокие значения тока, чтобы хоть как-то ускорить работу. Это еще одна причина, почему скорость работы при ручной сварке металлоконструкций может быть ниже, чем при использовании других методов сварки.
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
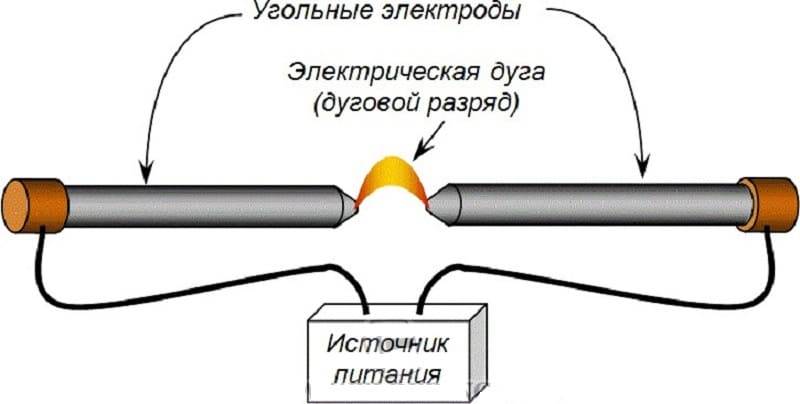
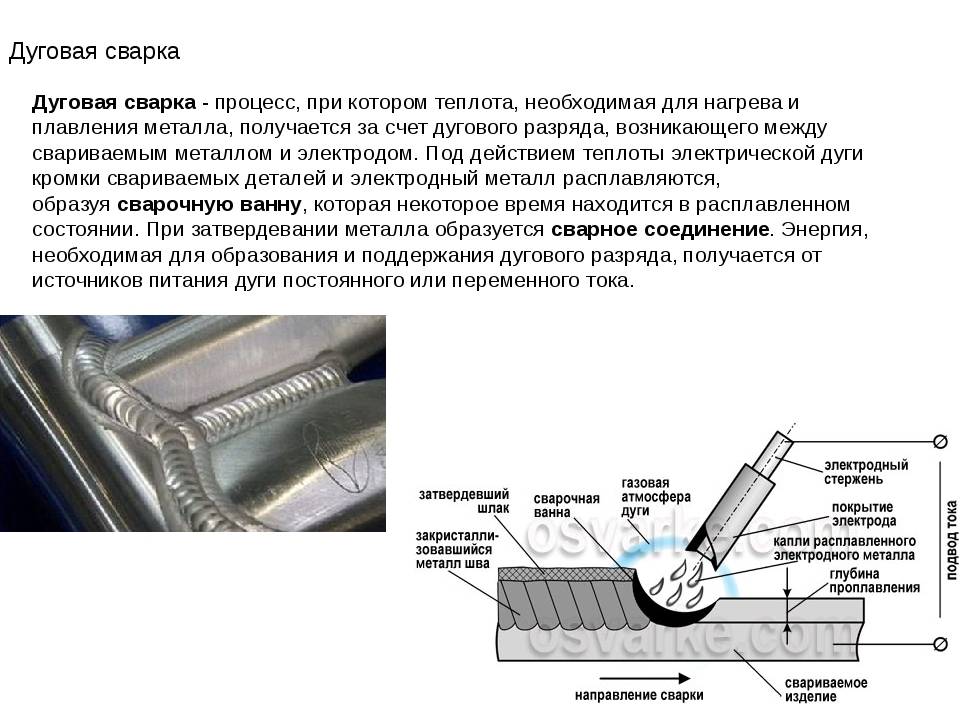
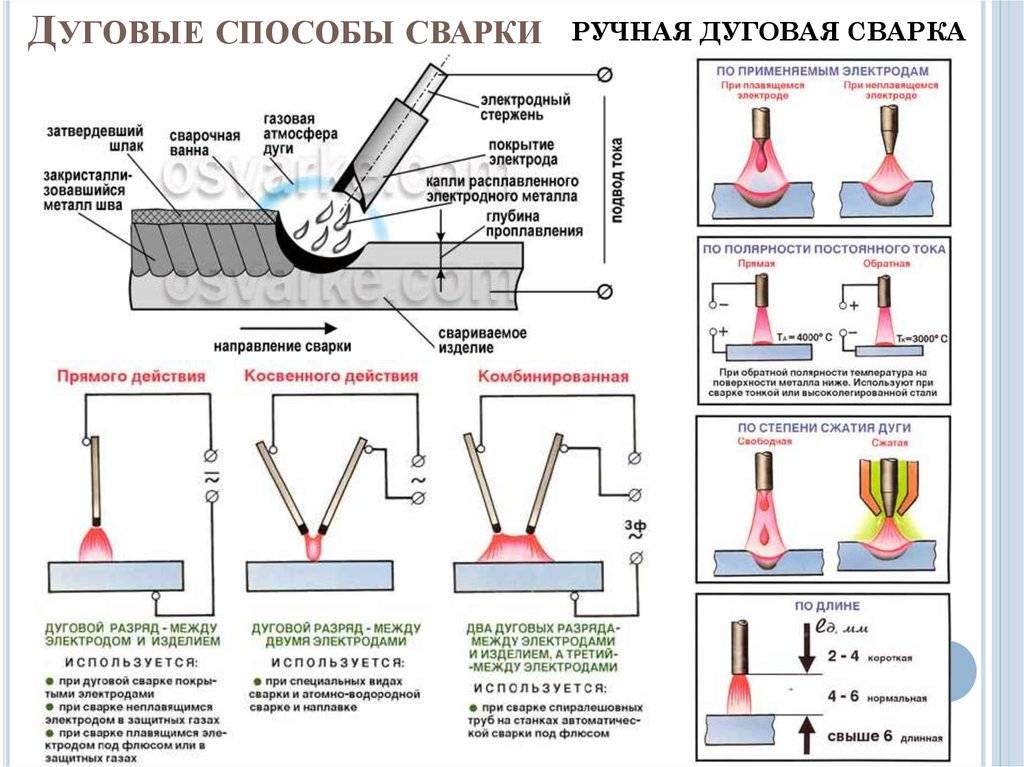
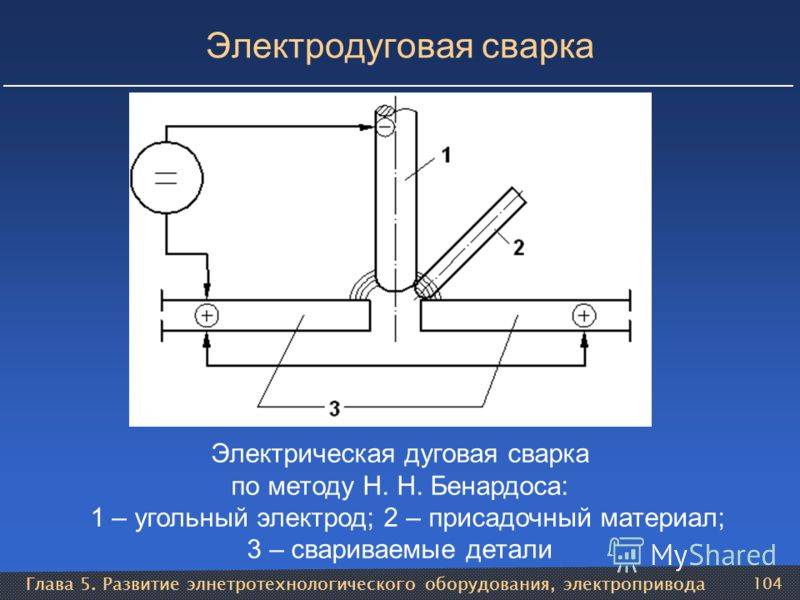
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
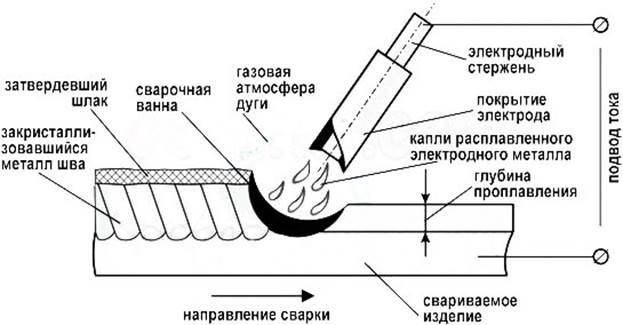
Электродуговая сварка
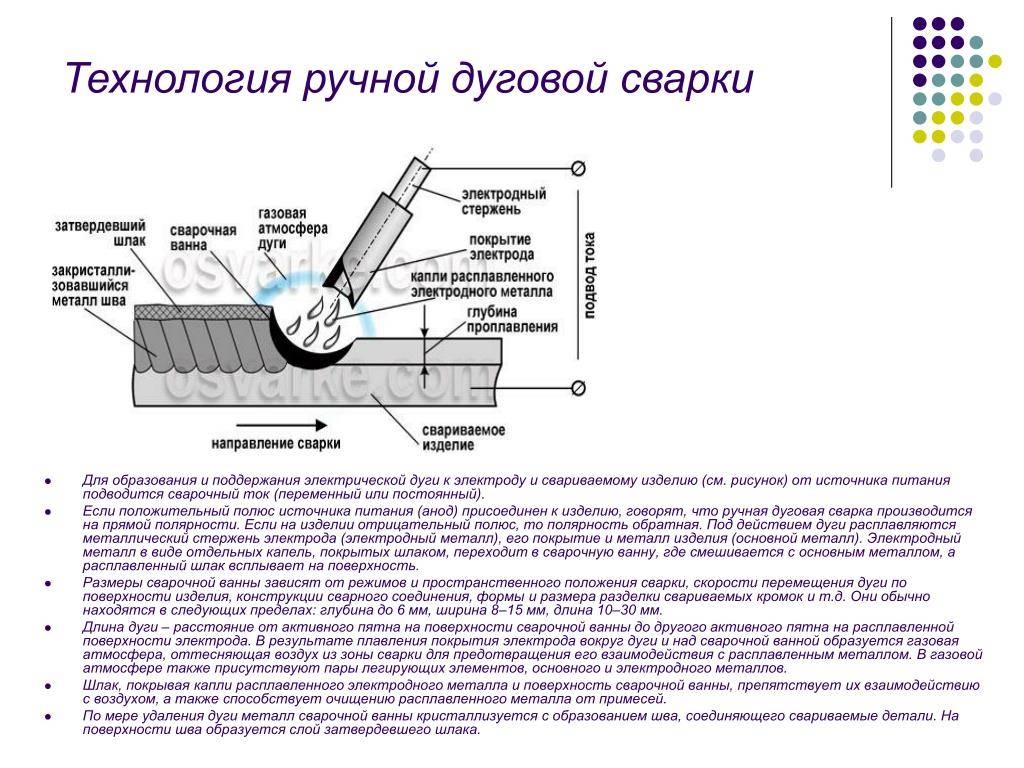
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
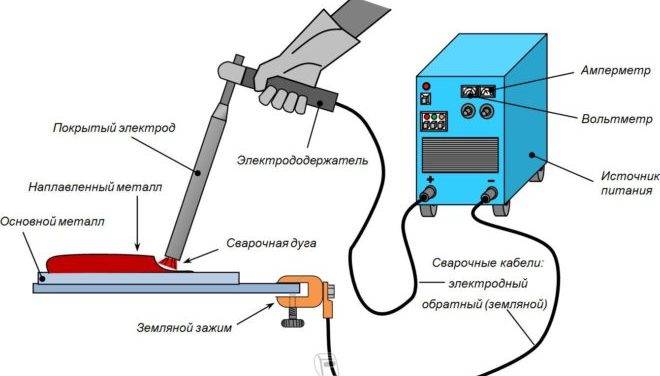
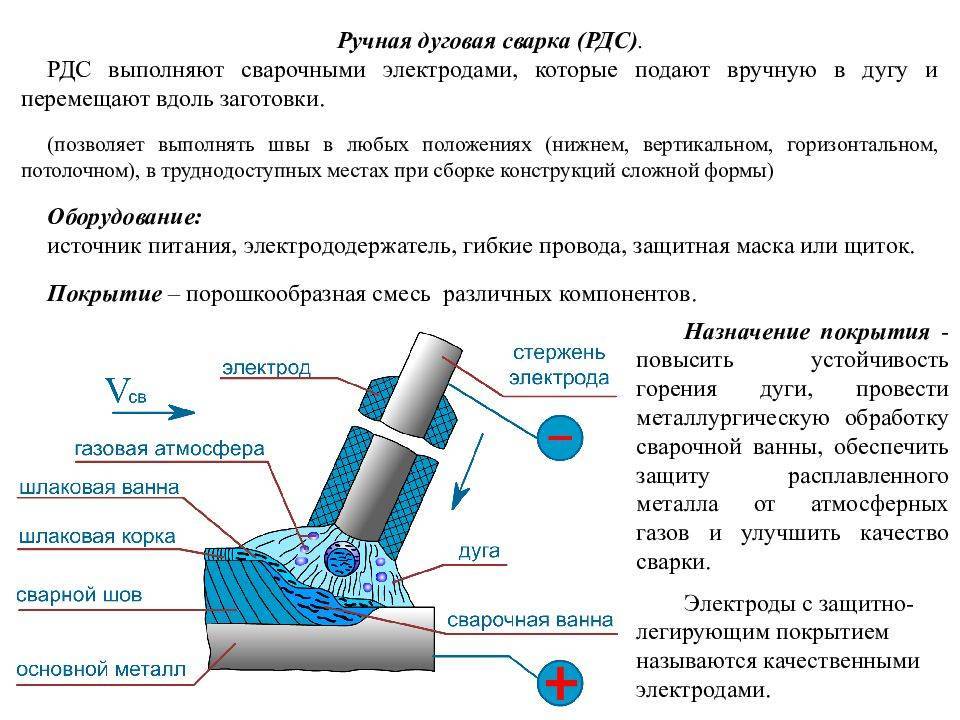
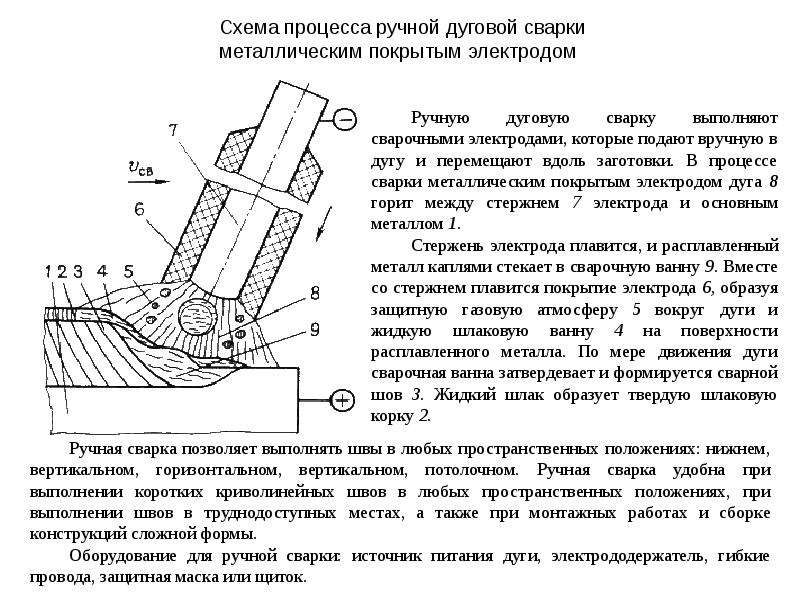
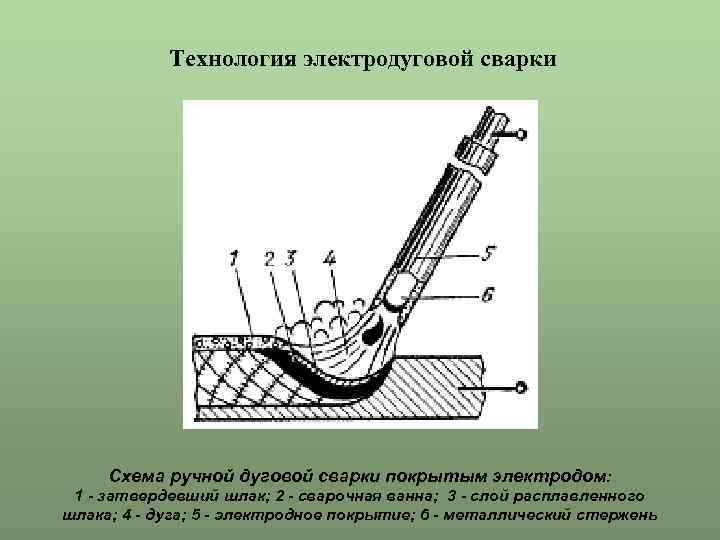
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
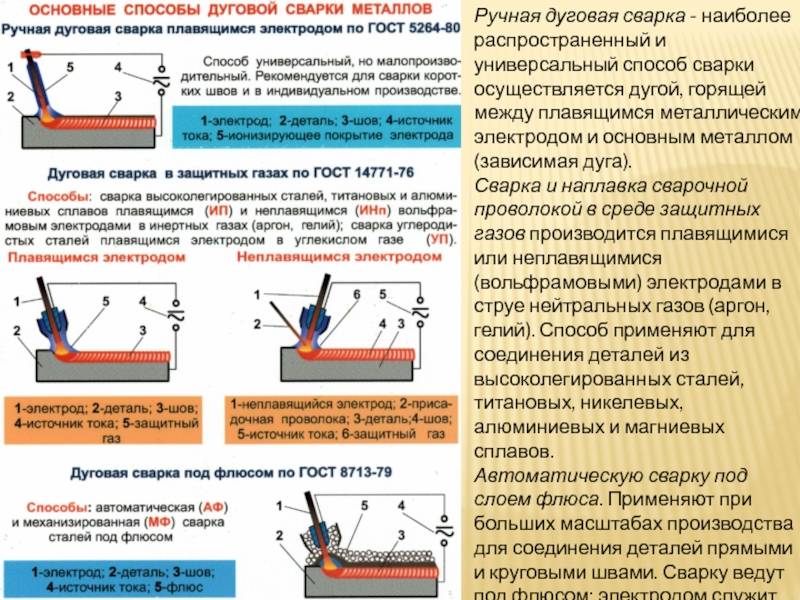
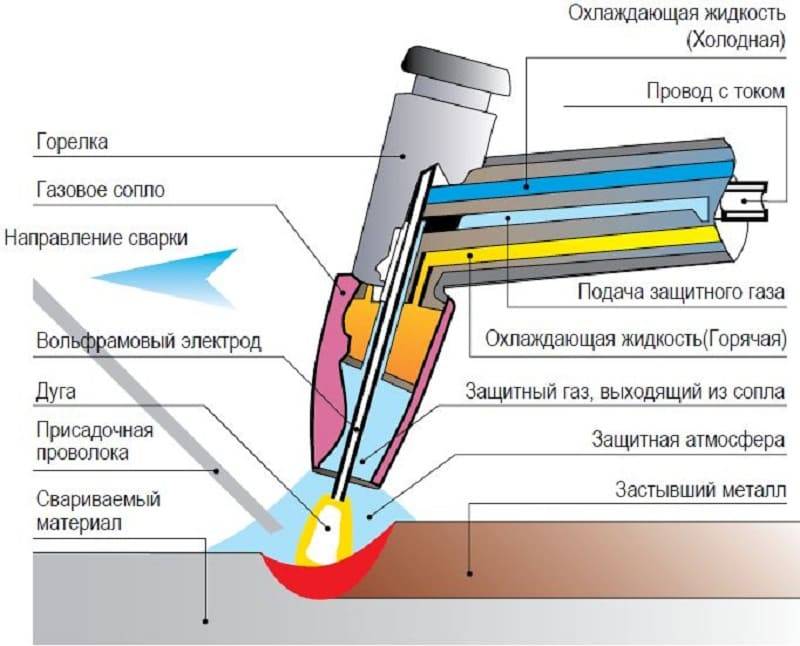
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Контактная сварка – как самому изготовить оборудование и клещи?
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Сварка легированных сталей – просто и понятно об особенностях процесса
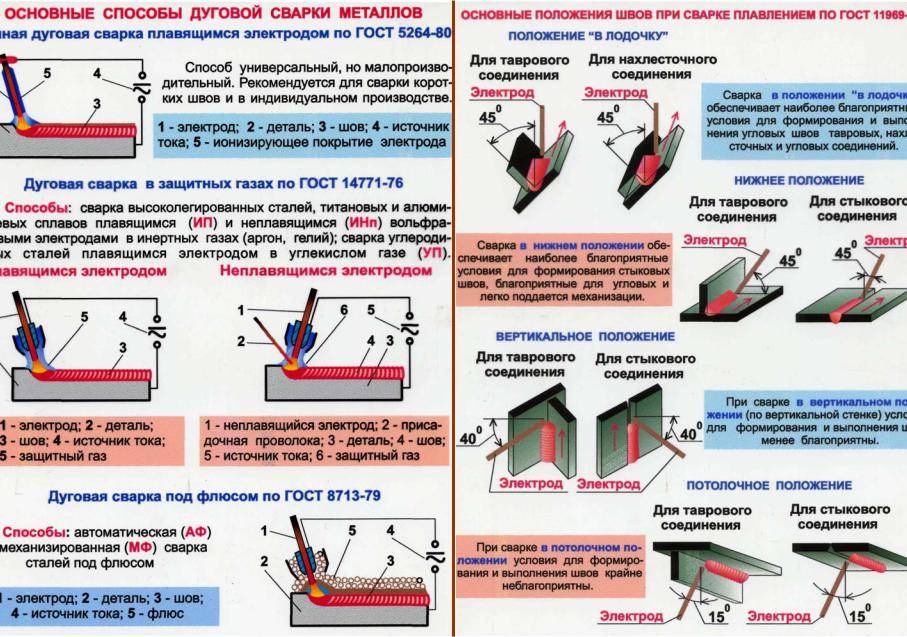
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС — ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:
Строение и свойства электрической дуги.
Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в вертикальном положении. Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. Потолочный стык выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
3 | 175-185 | 3 |
5 | 200-225 | 4 |
7 | 250-270 | 5 |
10 | 300-330 | 6 |
Качественные электроды напрямую влияют на процесс работы и результат
Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам
Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.



Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
https://www.youtube.com/watch?v=NnaJTrs2qQA
Виды и методы электродуговой сварки
Применяемый вид электродуговой сварки определяется:
- свариваемыми материалами;
- толщиной заготовок;
- условиями сварки.
По степени автоматизации процесса дуговой сварки различают
- ручную электродуговую сварку;
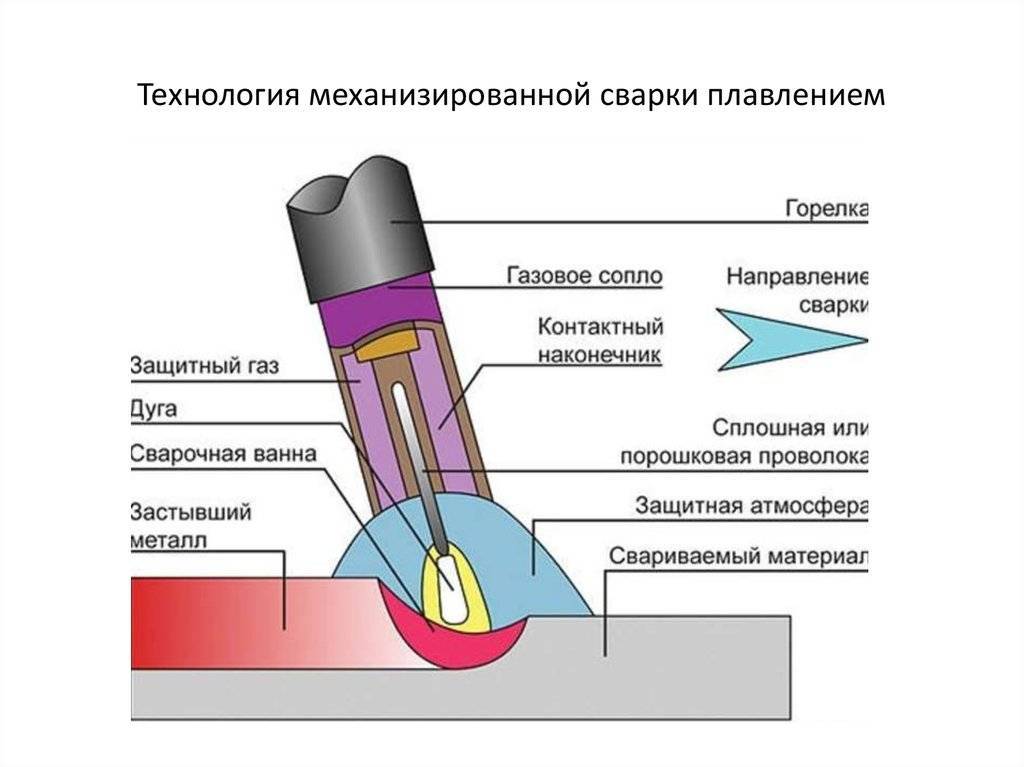
- полуавтоматическую — вместо стержня используется сварочная проволока, которая подается в рабочую зону специальным механизмом, также автоматизирована подача защитных газов;
- автоматическую — Проводится в атмосфере защитных газов без участия человека.

Ручная электродуговая сварка

Полуавтоматическая дуговая сварка
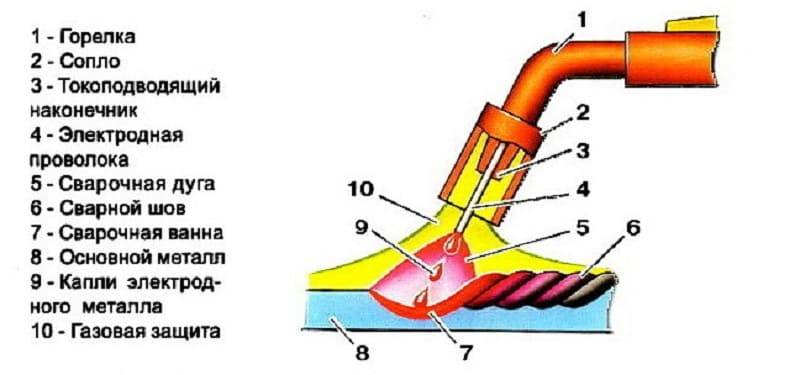
Схема полуавтоматической сварки
По типу применяемого электрода оазличают сварку: плавящимся ( включая полуавтоматическую) инеплавящимся, используемым только в качестве проводника тока к зоне дуги.
Области применения
В домашних мастерских ввиду дороговизны оборудования и материалов автоматическая сварка применяется редко. Зато в производственных условиях, где окупаемость обеспечивается большими объемами работ, автоматы используются для:
- работы с цветными и черными металлов в различных комбинациях;
- соединения заготовок толщиной от 1, 5 до 200 мм;
- сборки особо ответственных изделий- корпусов атомных и химических реакторов, сосудов давления и других;
- сварки внутренних швов трубопроводов и емкостей.
Важно! Автоматическая сварка позволяет удалить оператора из сварочной зоны, значительно улучшая условия труда и безопасность производства.





