

ЗАЩИТА СВАРЩИКА
Сварочный процесс сопровождается большим количеством опасных и вредных факторов: высокой температурой раскаленного металла и шлака, ярким свечением дуги в видимом, инфракрасном и ультрафиолетовом диапазонах, выделением токсичных газов и аэрозолей. При работе с электрическими аппаратами несоблюдение правил техники безопасности чревато риском поражения электрическим током. Поэтому необходимо позаботиться о приобретении маски и защитной одежды.
Сварочная маска или щиток. Это самый необходимый элемент, предназначенный для защиты глаз и лица. Изготавливается чаще всего из пластика или электрокартона (фибры). Щиток приходится держать одной рукой, маска крепится на голову. В конструкцию фильтра согласно ГОСТу должны входить защитное стекло и подложка из оргстекла. В качестве фильтра применяется либо затемненное стекло, либо фильтр «хамелеон», автоматически затемняющийся при возникновении дуги. «Хамелеон» гораздо удобнее, но и стоит дороже. В зависимости от условий сварки применяются стекла различной степени затемненности, в «хамелеоне» она почти всегда регулируется. Для сложных условий работ изготавливаются маски с фильтрами для дыхания или системой подачи воздуха снаружи, а также с возможностью крепления каски и наушников.
Одежда и другие средства защиты. Одежда и перчатки должны быть изготовлены из слабогорючих и нетлеющих тканей вроде брезента, прорезиненных материалов или кожи. Обувь тоже желательна «погрубее», ведь кроме искр и капель металла, на ногу можно случайно уронить железку. Наиболее практичны для этой цели ботинки из толстой кожи или резиновые сапоги. Вся одежда при работе должна быть застегнута и пригнана с таким расчетом, чтобы исключить попадание капель расплавленного металла в ее складки и защитить все участки кожи от вредного воздействия сварочной дуги. Для обеспечения электробезопасности используются коврики из резины или подобных диэлектрических материалов.
Не нужно забывать также и о других средствах защиты — исправность оборудования, наличие заземления, надежная фиксация сварочных проводов в аппарате и целостность их изоляции, надежный электрический контакт обратного провода на детали и т.п. Наконец, не стоит упускать из виду и надежное закрепление свариваемых деталей. Если правильно организовать рабочее место и работать, сообразуясь со своими возможностями и без спешки, тогда и работа, и результат будут только радовать.
ПЕРЕЙТИ В КАТАЛОГ СВАРОЧНЫХ ИНВЕРТОРОВ
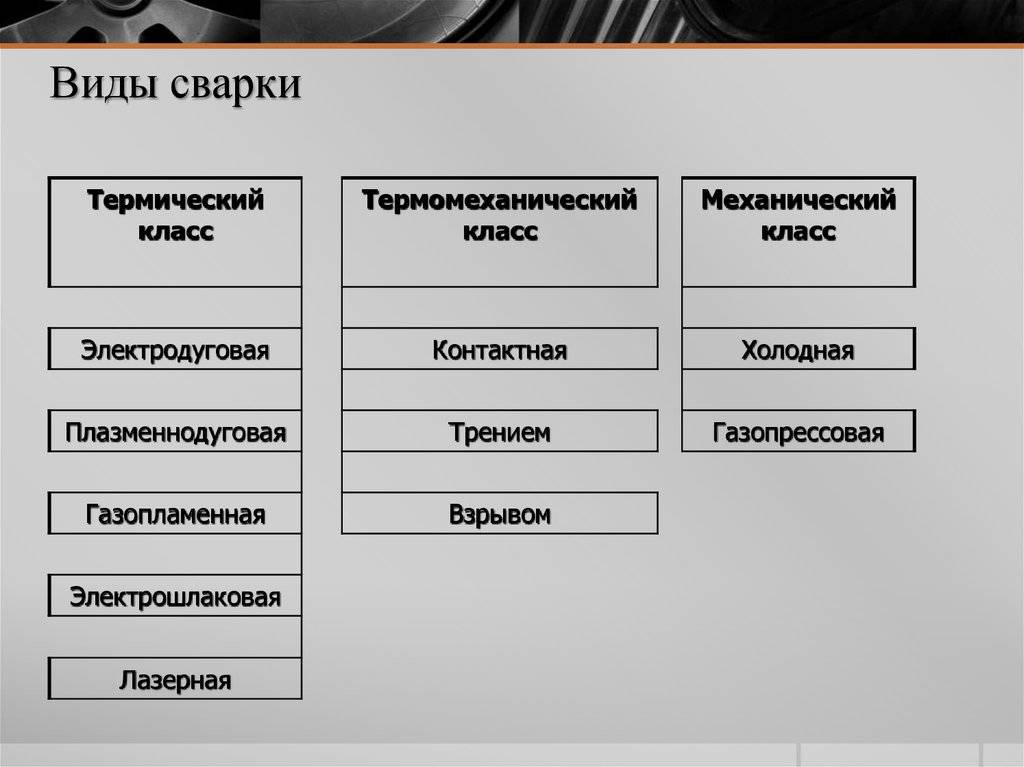
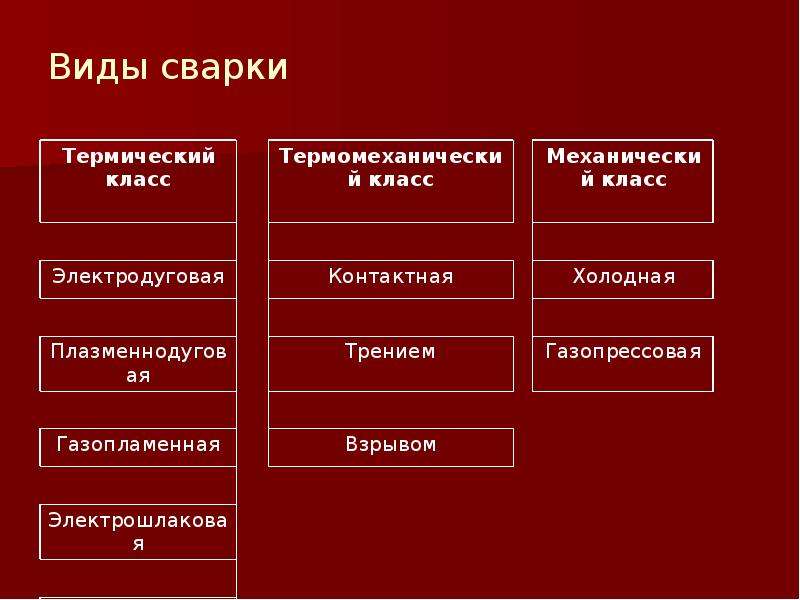
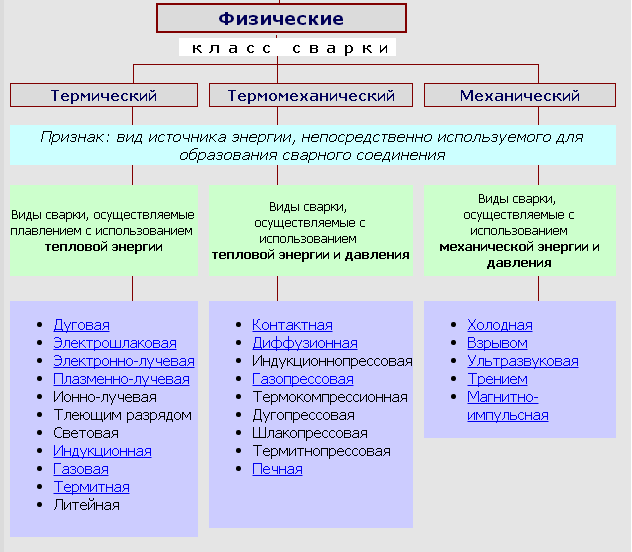
Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.
Метод сварки трением с перемешиванием
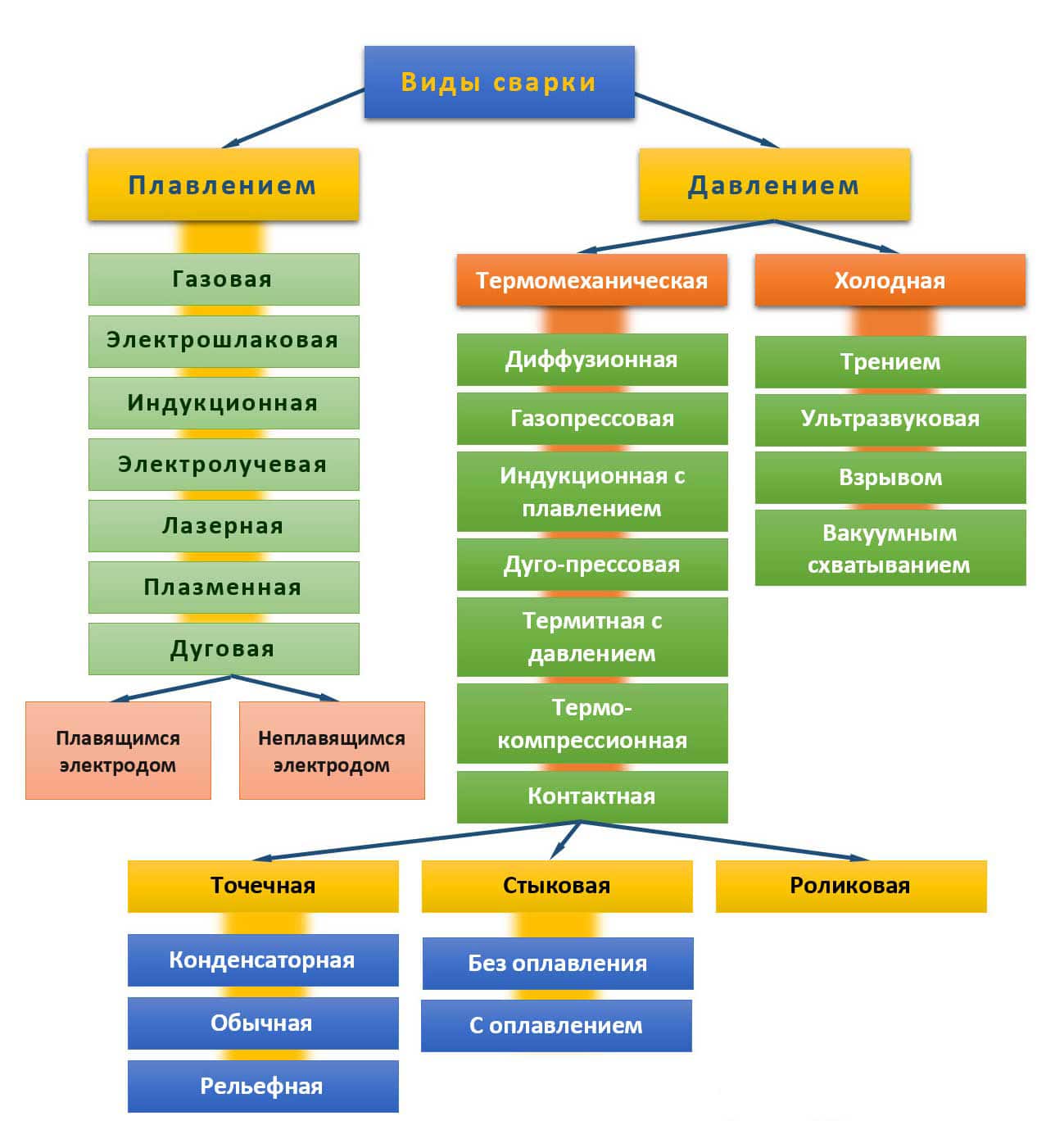
Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).
Разновидности холодной сварки металлов
При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Взрывом
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.
После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.
Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Ультразвуковая
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.
Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
Сварка вольфрамом — схемы применения.
Электродуговой способ: близкая родственница ручной дуговой — автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ дуга защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе. Полная механизация метода позволяет допускать к АФ менее квалифицированных сварщиков. В итоге производительность способа АФ выше ручного дугового в 5 – 10 раз. Будем честными и представим недостатки АФ, их немного:
- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Качественная сварка тонкого металла
Такой процесс, как сварка тонкого металла, оказывается на практике весьма сложным и требующим от исполнителя значительного уровня профессионализма.
Но как бы то ни было, сварка тонкого металла все равно остается необходимой к выполнению задачей, и в частности, такие работы оказываются востребованы в таких ситуациях:
- Работы по созданию современной аппаратуры,
- Некоторые виды работ с автомобилями,
- Производство специфичных изделий.
Данный процесс оказывается востребованным и в огромном множестве других сфер, и в любом случае его выполнение должно проходить на высоком уровне, в противном случае результат будет неудовлетворительным, поскольку тонкий металл не сможет скрыть даже минимальных дефектов сварки. Таким образом, подобные работы целесообразно бывает доверять специалистам, чтобы их выполнение и конечный результат не разочаровали.
На процесс и качество выполнения таких работ влияние оказывает не только профессионализм исполнителя, но и качество, современность используемого оборудования.
Практика показывает, что именно современные высокотехнологичные приспособления позволяют добиться наиболее качественного результата, и притом получить его с минимальными усилиями и в короткий отрезок времени – в этом отношении они оказываются бесценными.
А кроме того, данное оборудование:
- Потребляет минимум электроэнергии,
- Упрощает процесс выполнения работ,
- Оказывается безопасным.
Предоставлять заказы стоит именно тем компаниям, что обладают такой техникой, а что касается самих организаций, предлагающих такие услуги, – переход на современное оборудование становится для них важным условием успешной конкуренции.
Однако реализовать этот подход бывает не слишком просто, потому как найти профессиональное новейшее оборудование и технологии бывает довольно сложно, они остаются достоянием узких кругов.
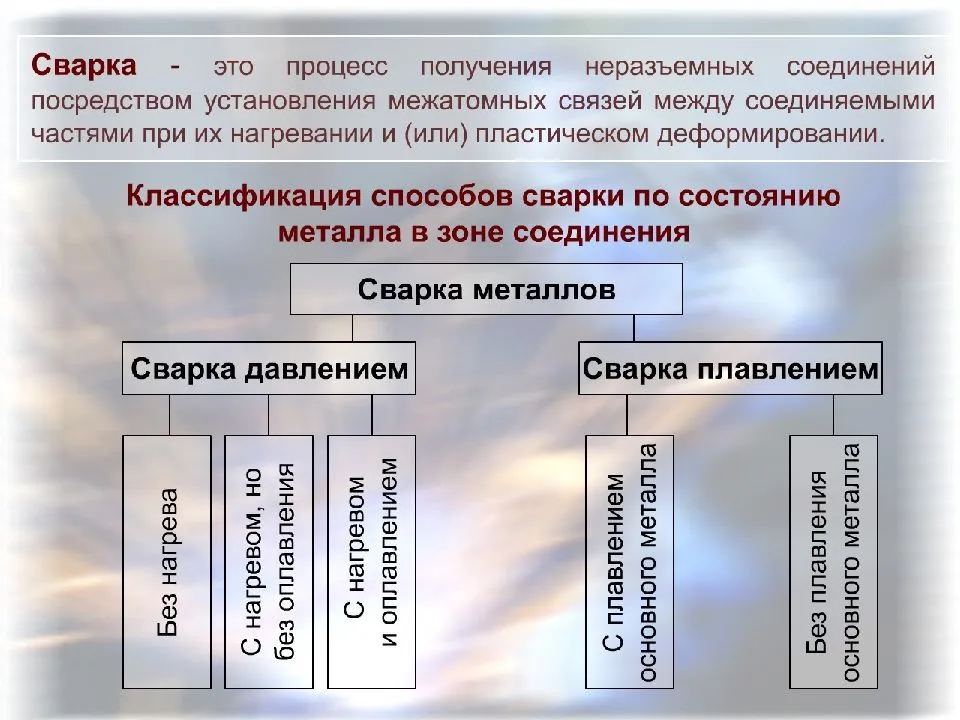
Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.


Процесс сварки
Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно
Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.
Расплав металла сваркой
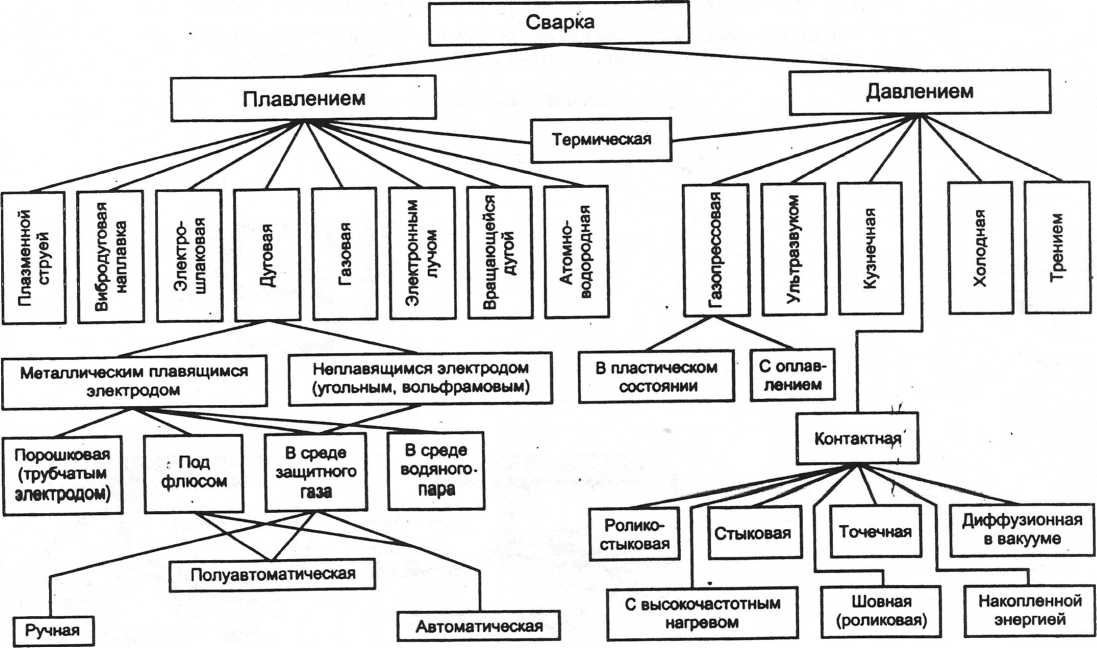
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
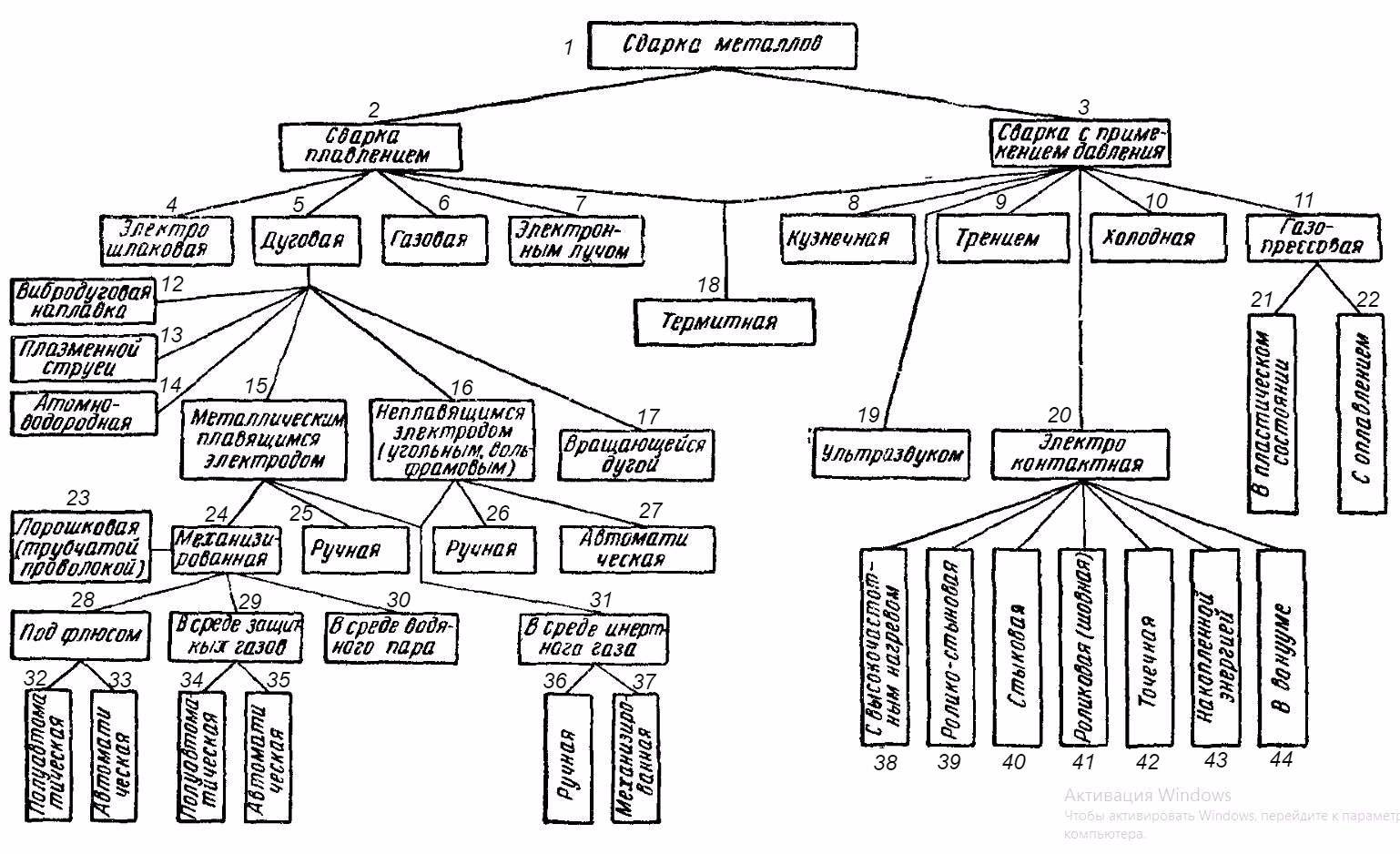
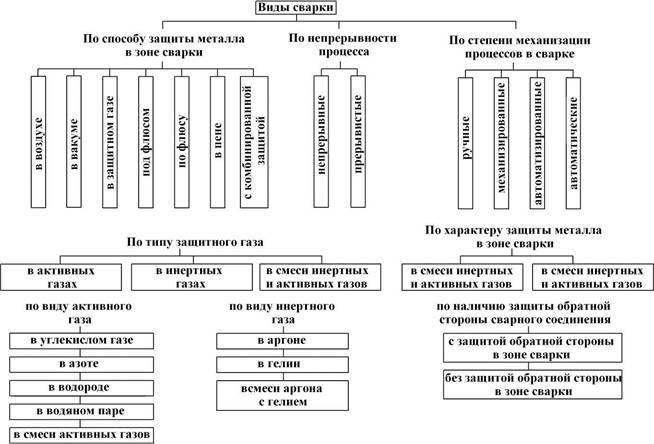
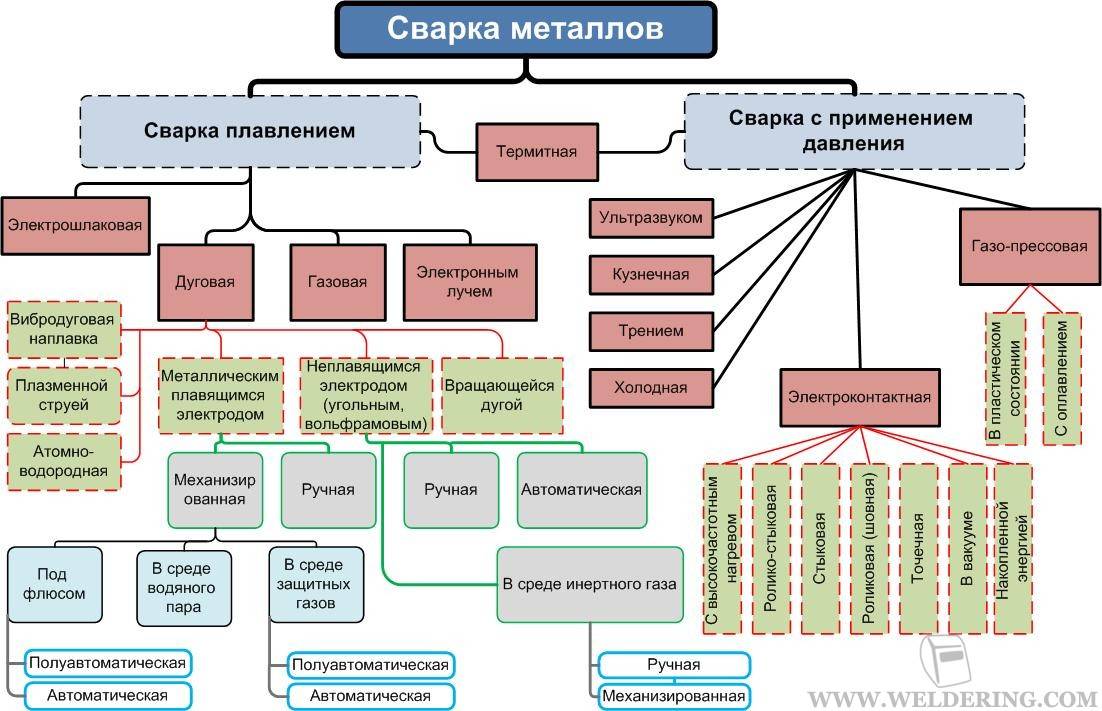
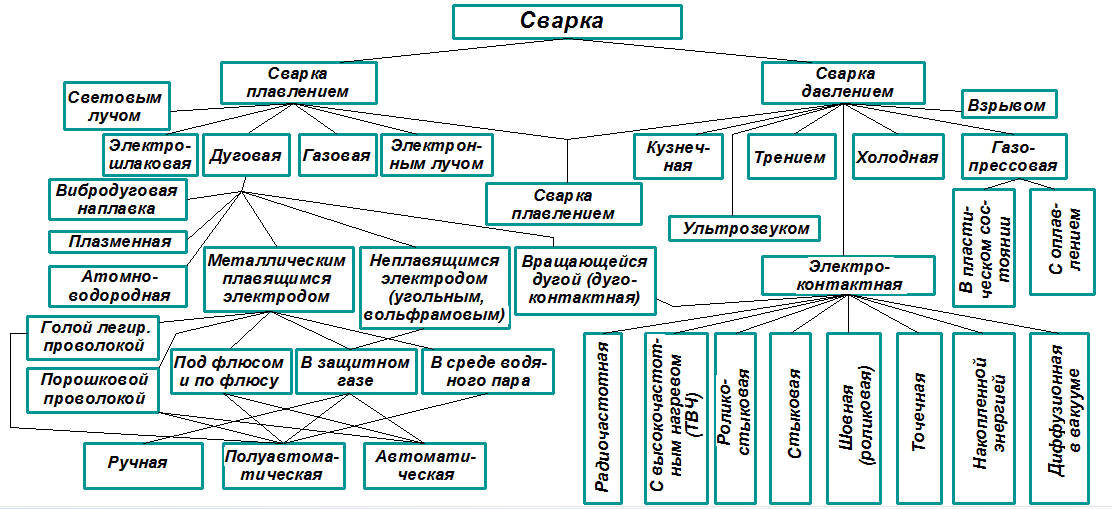
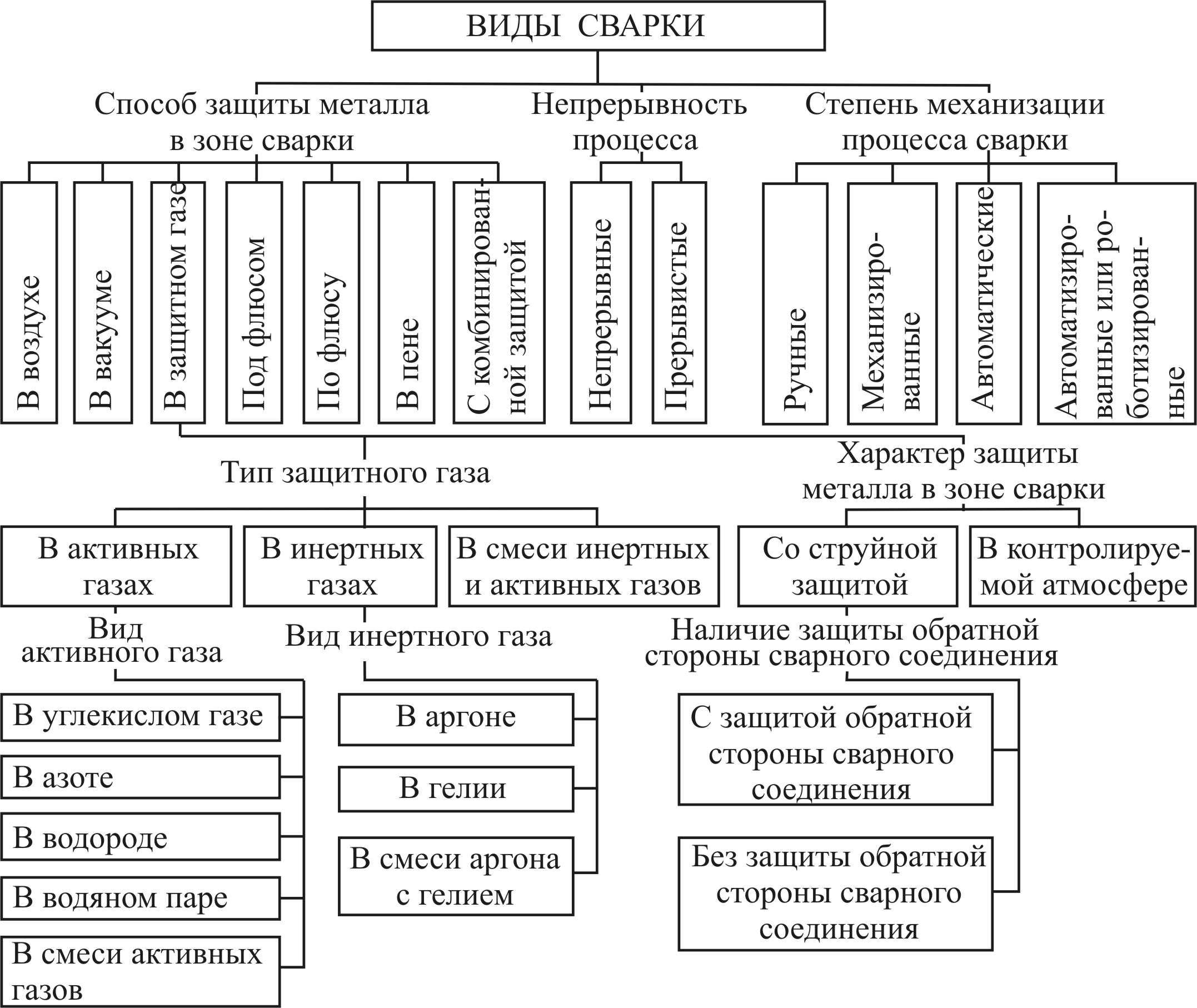
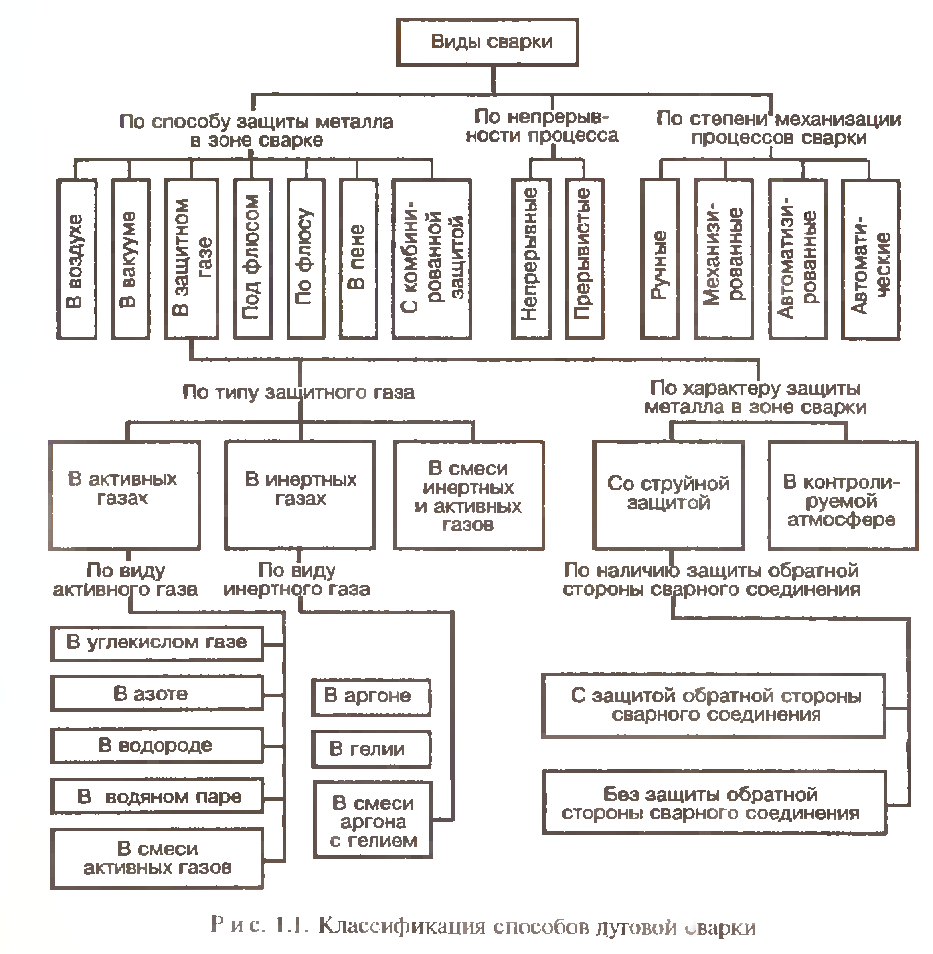
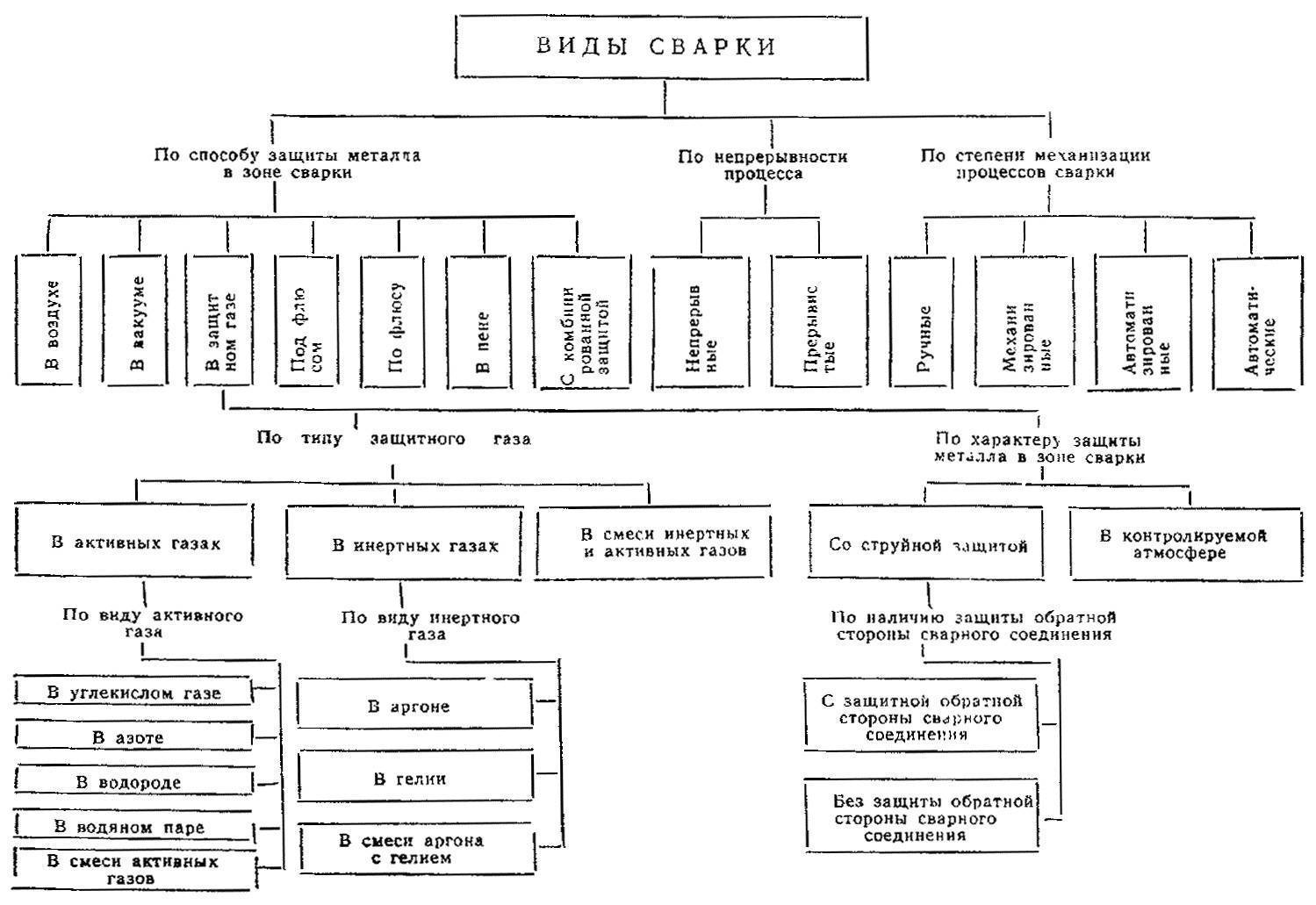
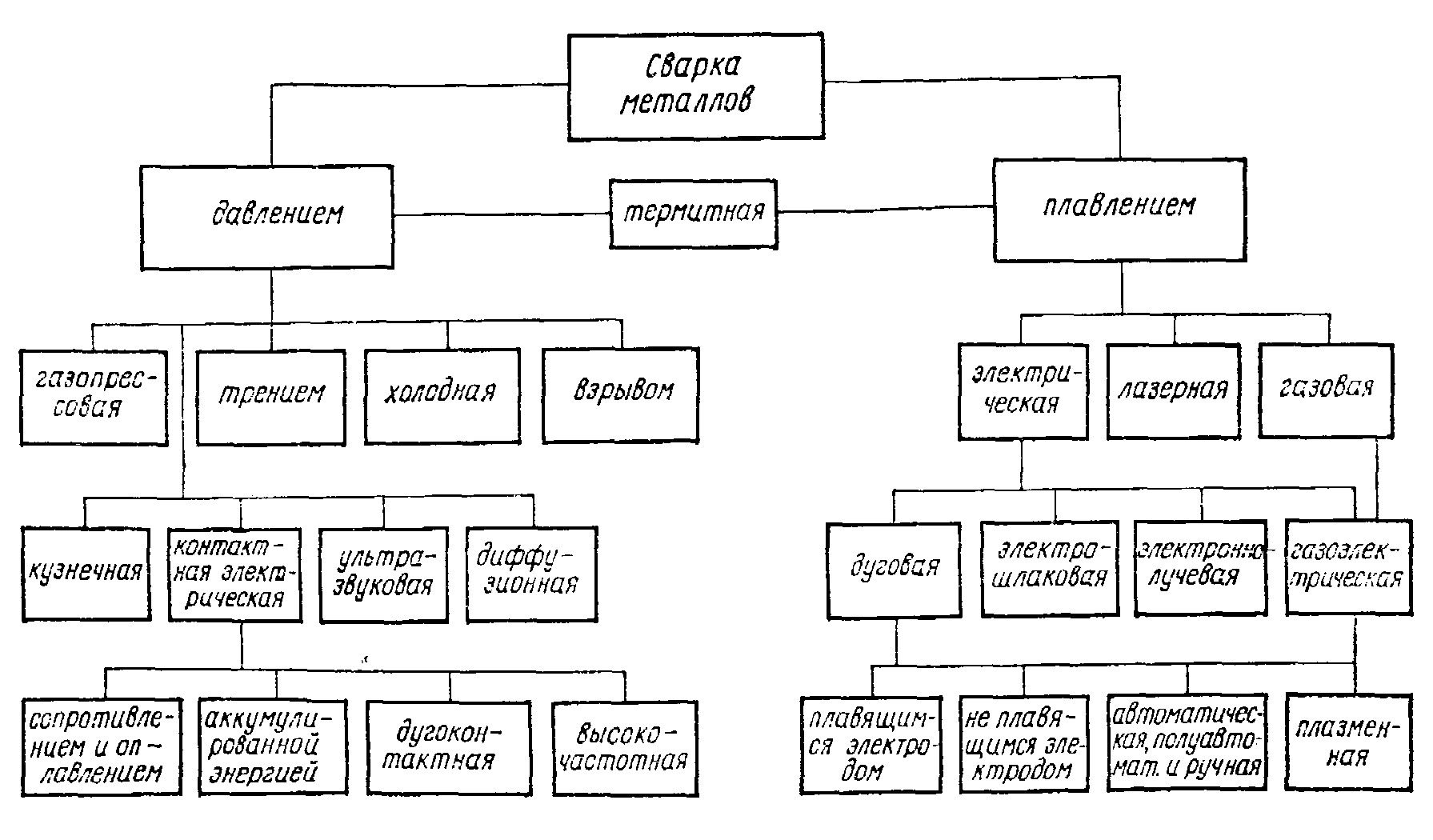
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Важность технологических свойств
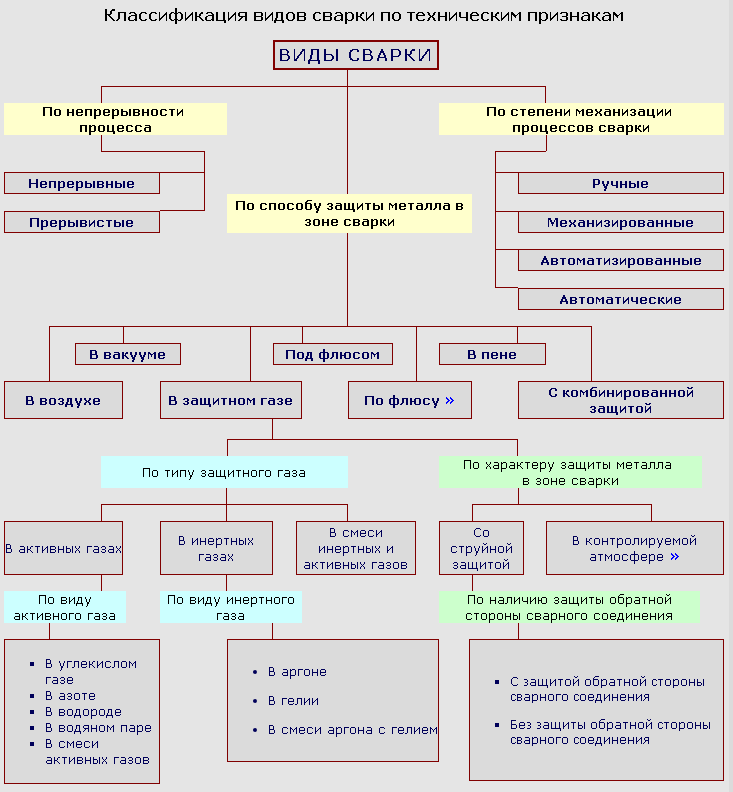
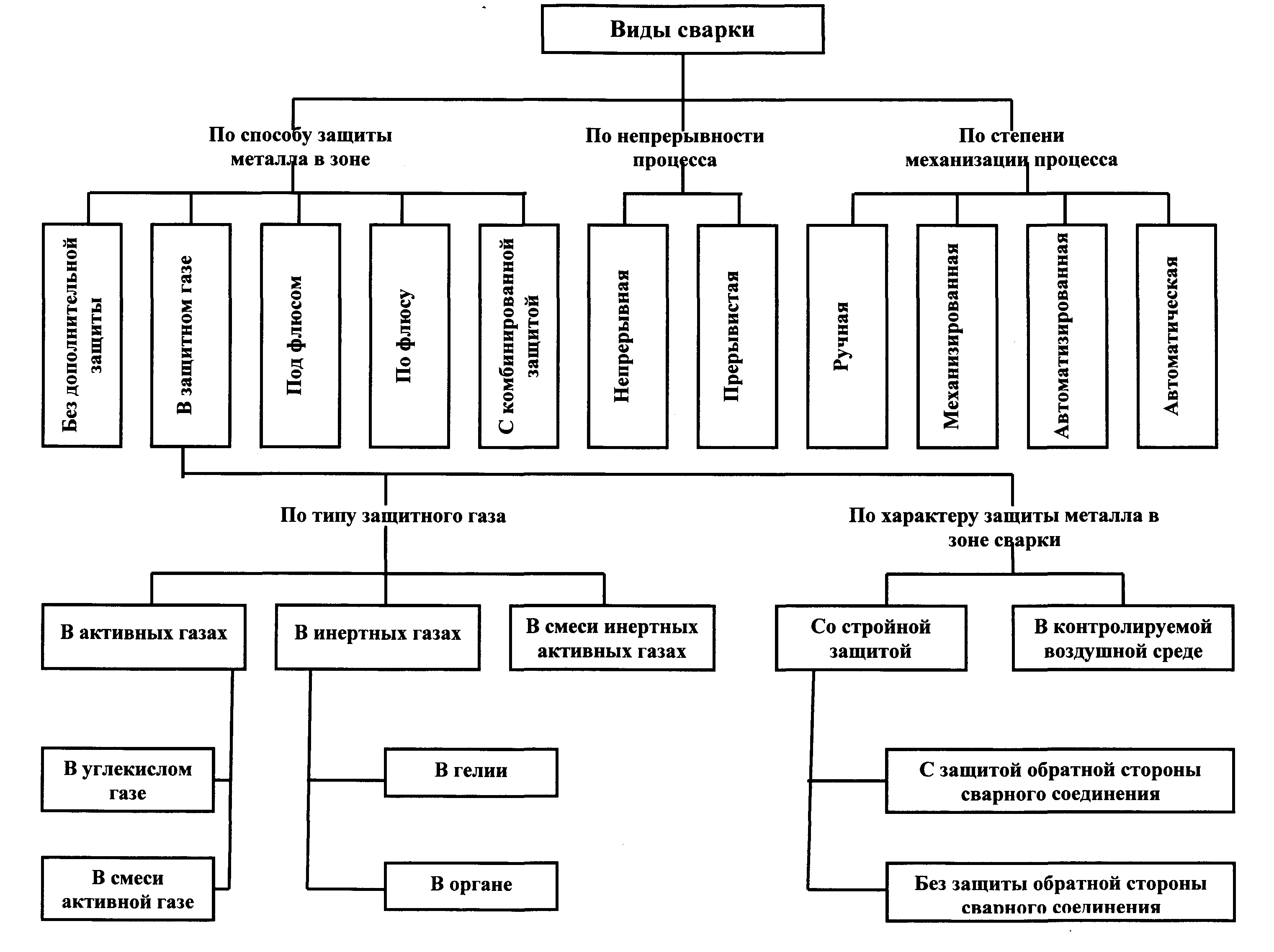
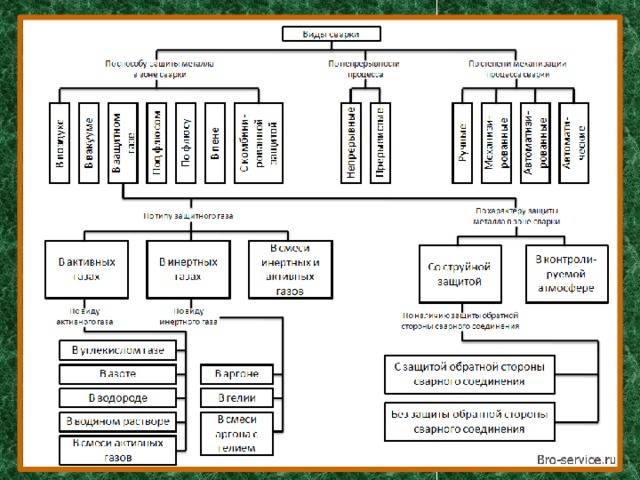
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
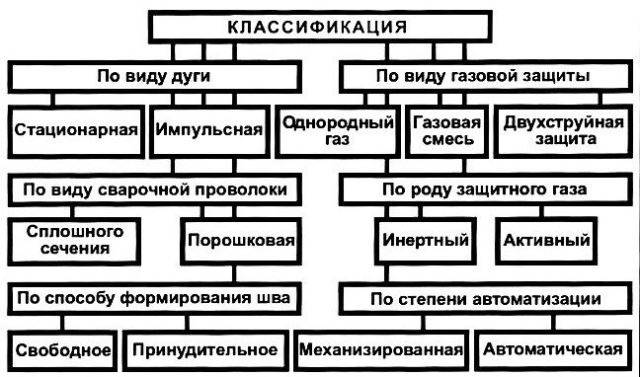
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Современные виды сварочного оборудования на выставке
Рынок оборудования чрезвычайно велик, ознакомиться со всем разнообразием оборудования, в том числе и со сварочным оборудованием, можно будет на ежегодной специализированной выставке «Металлообработка», посвященной металлургии и оборудованию.
Пройдет мероприятие в Москве в ЦВК «Экспоцентр». В выставке принимают участие многие страны, что положительно влияет на динамику роста промышленности в России.
В рамках экспозиции будет представлено различное оборудование сварочного поста и компактные приборы для бытового применения.
Благодаря большому количеству участников из разных стран мира посетители смогут напрямую пообщаться с представителями ведущих компаний в отрасли, обсудить все технические вопросы, такие как обслуживание сварочного оборудования, расходные материалы, защитная экипировка, новые решения и инновационные открытия в области технологии сварки.
Прекрасной возможностью присоединения к нынешним технологиям оказывается посещение профильных встреч, таких как выставки, которые организуются в ЦВК «Экспоцентр» и предоставляют возможность рассмотрения немалого объема полезного оборудования и технологий.
Эти мероприятия, например, такая выставка как «Металлообработка», проводятся довольно часто и собирают огромное количество профессионалов из этой и смежных сфер деятельности.
Готовые к производительной работе профессионалы открыты для диалога, и использование тех возможностей, что открываются подобными мероприятиями, обеспечивает все шансы для нахождения новых партнеров и поставщиков, для рассмотрения новейших достижений и технологий, для демонстрации личных открытий и задумок.
То есть от посещения таких выставок отказываться действительно не стоит, поскольку возможностей они предполагают массу.
Выставка становится вполне закономерным методом формирования прогресса и рассмотрения кардинально новых вариантов, и при этом добиться успеха в рамках данного события можно с малыми усилиями и незначительной тратой времени.
Это выгодный и актуальный подход, предполагающий весомые возможности как для малого, так и для солидного бизнеса, а также и для бизнесменов, еще только задумавших становление личного бизнеса в этой направленности и выискивающих наиболее выгодные и удобные варианты для этого.
Так, в частности, выставки данного характера регулярно проходят в ЦВК «Экспоцентр», и во время их проведения здесь бывают тысячи специалистов и предпринимателей из этой и смежных сфер деятельности.
Все
они нацелены на активную работу в рамках мероприятия, и по этой причине подобные выставки позволяют в самые малые сроки достигнуть тех задач, на достижение которых в иных условиях необходимы недели и месяцы.
Именно подобные мероприятия раскрывают такие шансы:
- Находить клиентов и партнеров в достаточном объеме в малые сроки,
- Рассматривать современные технологии,
- Представлять общественности свои находки и решения.
Все данные и многие другие возможности раскрываются в рамках таких выставок с завидной легкостью, и по данной причине не стоит отказывать себе в посещении подобных мероприятий, тем более что данная возможность не отнимает большого количества времени и не требует больших вложений.
Выставка – это интересно и целесообразно, это шанс ознакомиться с впечатляющими разработками, в особенности, когда приходится говорить о такой широкой теме.
Оборудование и технология сварочного производстваСпособы резки металла
Нормы хранения инструментов и эксплуатации оборудования
При складировании и использовании технических средств соблюдают следующие правила безопасности:
- Оборудование хранят в сухом отапливаемом помещении, без насекомых и грызунов. Отсыревшие шланги и кабели становятся причиной возникновения аварийных ситуаций.
- Электроды хранят в прохладном сухом месте. При складировании в условиях повышенной влажности стержни невозможно использовать для возбуждения электрической дуги.
- Генераторы размещают так, чтобы они не падали, не подвергались ударам. Устройства без гидрозатвора использовать при сварке нельзя. Не рекомендуется применять генераторы при температуре ниже нуля.
- Нельзя устанавливать шланги длиной более 20 м. При работе на высоте протяженность элементов можно увеличивать до 40 м. Запрещено менять местами шланги подачи кислорода и ацетилена. После завершения работы их складывают кольцами, не перегибая, не сдавливая.
- Перед снятием колпака с баллона проверяют целостность штуцера и вентиля. Нельзя выбивать деталь молотком, направлять поток газа на себя или других людей. Баллон устанавливают на ровную подставку в вертикальном положении. Нельзя размещать его вблизи источников тепла.
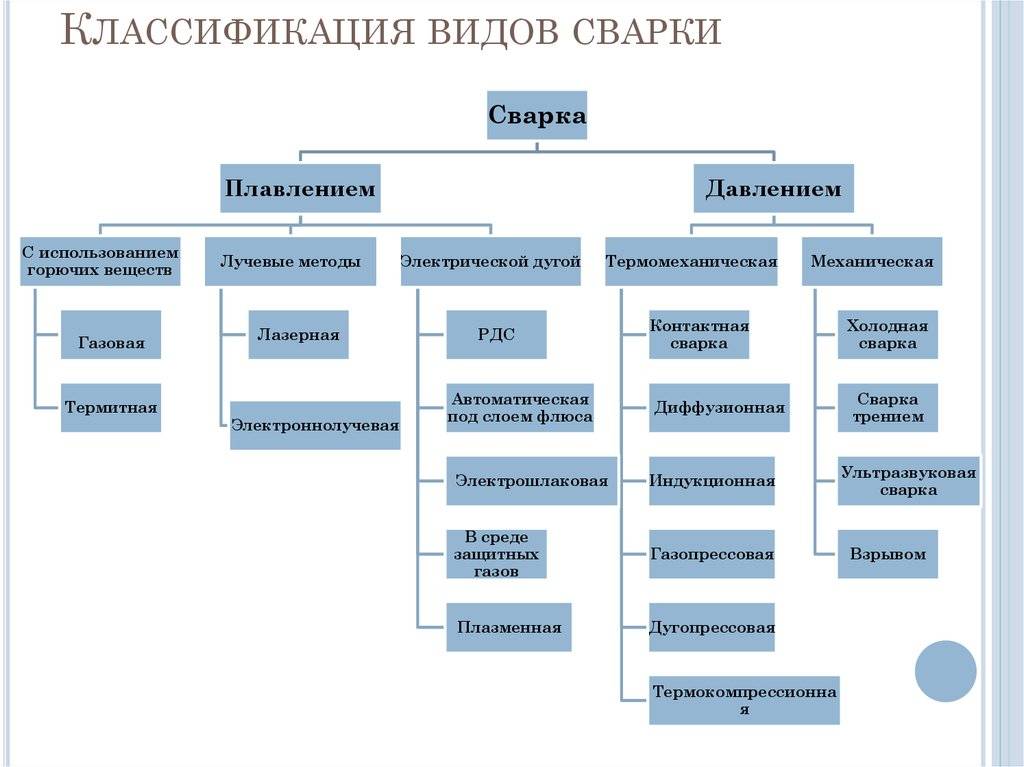
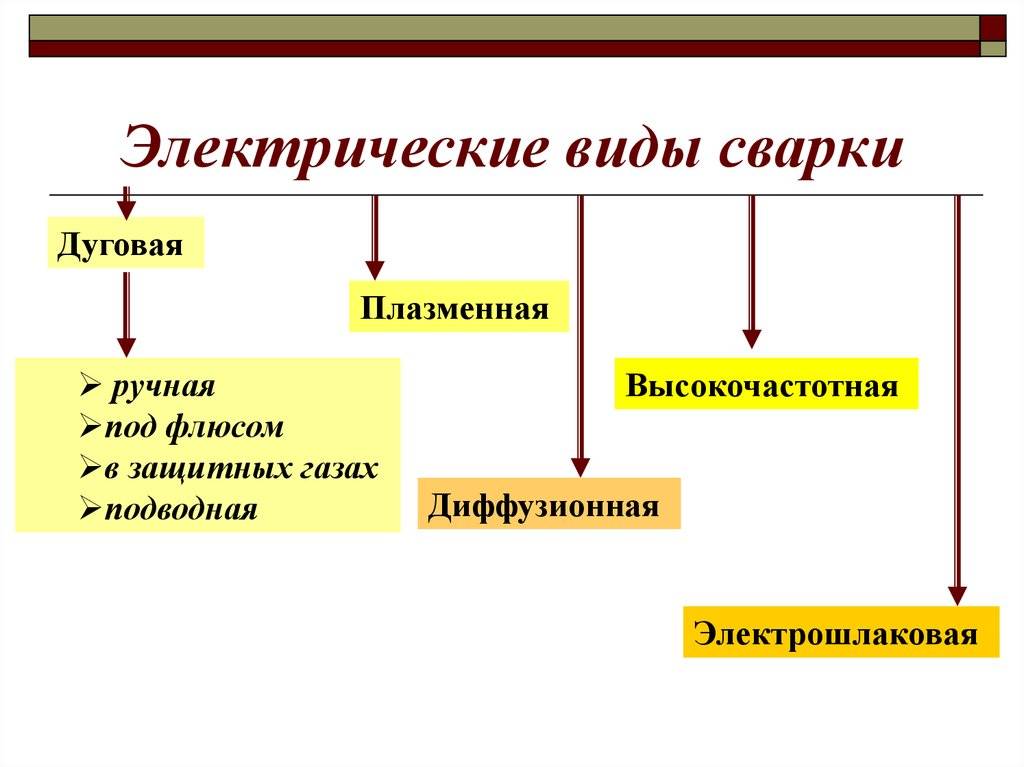
Классификация
Все современные виды сварки металла, которые наиболее активно используются, имеют свои особенности, которые следует учитывать при выборе. Ведь может происходить сварка черного металла аргоном или обыкновенными электродам, что заметно повлияет на качество итогового результата и при этом будет иметь различную себестоимость и трудоемкость.

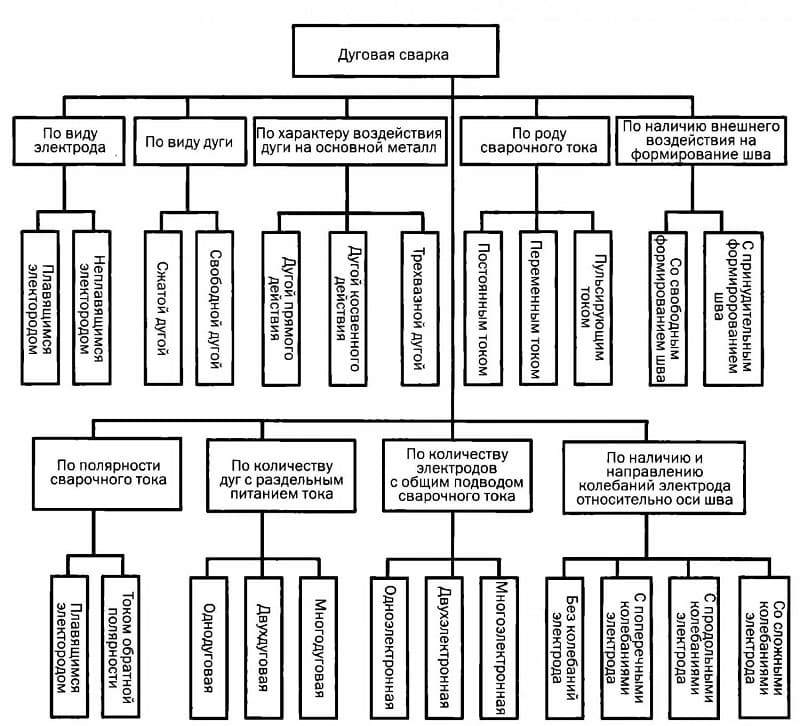
Дуговая сварка. Этот метод основан на плавлении электрода. Между кромками заготовки и электродом образуется электрическая дуга, которая расплавляет как сами кромки заготовки, так и металл в электроде, благодаря чему они образуют однородную массу. Технология проводится плавящимися и неплавящимися электродами. При использовании неплавящегося электрода силы тока не хватает, чтобы расплавить, к примеру, вольфрам, но кромки заготовки становятся жидкими. После этого их можно перемешивать электродом, чтобы образовать неразъемное соединение. Таким способом, при наличии специальных электродов, может проходить сварка бронированной стали.
Аргонно-дуговая сварка металла
Автоматическая. В данном случае имеется специальный механизм, который производит подачу электрода на сварочную ванну. Также он передвигает его вдоль кромки, на которой производится процесс соединения. Таким образом, здесь автоматизированы все основные операции, что отлично подходит для серийного производства.
Автоматическая сварка металла под флюсом
Полуавтоматическая. Здесь автоматизирована только подача электрода в зону дуги, ее скорость регулируется мастером.
Полуавтоматическая сварка металла
В среде защитных газов. Эта разновидность во многом напоминает электродуговую, только вместо электрода здесь используется присадочный материал, а вместо покрытия защитой выступает газ, который подается по специальной дополнительной горелке.
Газовая сварка металла
Электрошлаковая. Здесь защитой выступает расплавленный шлак. Эта разновидность применяется в случае потребности в создании вертикальных швов, или расположенных под углом. Металл плавится от тока, который проходит через шлак, что обеспечивает должный уровень защиты. Это актуально, когда происходит сварка закаленной стали и прочее.
Электрошлаковая сварка металла
Плазменная. Для тугоплавких металлов во время таких процессов как сварка рельсовой стали, или для химически активных материалов используются плазменную среду, в которой низкое содержание водорода, кислорода и азота, основных негативных элементов, мешающих процессу надежного соединения.
Плазменная сварка металла
Электронно-лучевая. Применяется благодаря кинетической энергии, которая получается за счет направления концентрированного потока электронов на место сваривания. Для обеспечения среды их передвижения используется вакуум. Устройство для данного способа напоминает кинескоп.
Электронно-лучевая сварка металла
Выбор способа
Среди всех имеющихся разновидностей достаточно сложно запутаться при выборе подходящего варианта. Здесь все зависит от итоговой цели, но стоит опираться на простые вещи, которые помогут сделать нужный выбор
Следует обратить внимание на доступность. Сюда включается понятие стоимости самого аппарата, расходных материалов, а также, как легко их можно найти
Не все сварочные материалы можно легко найти в свободной продаже. Стоит помнить о себестоимости процесса. Конечно же, когда происходит сварка аустенитных сталей, которая проводится в сложных условиях, чтобы достичь нужной температуры плавления, то здесь более дешевые материалы и не стоит брать. Но когда речь идет о домашней сварки черных металлов, то не имеет смысла брать дорогостоящие аппараты и использовать специальные защитные газы, так как материал не столкнется со столь высокими нагрузками.
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
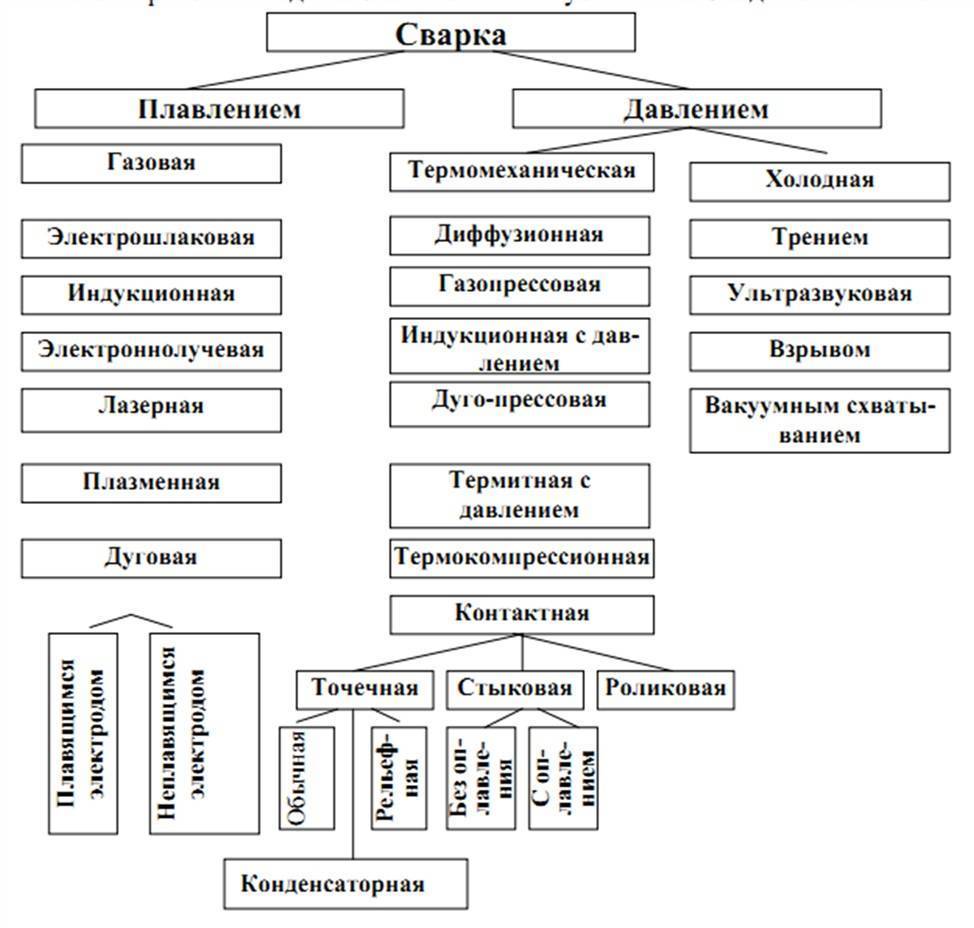
Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
Разновидности сварки давлением.
Все следующие пункты – виды контактной сварки
- Контактная электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам — рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная — «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сварка
Сварка ковкой, ручная ковка — это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.



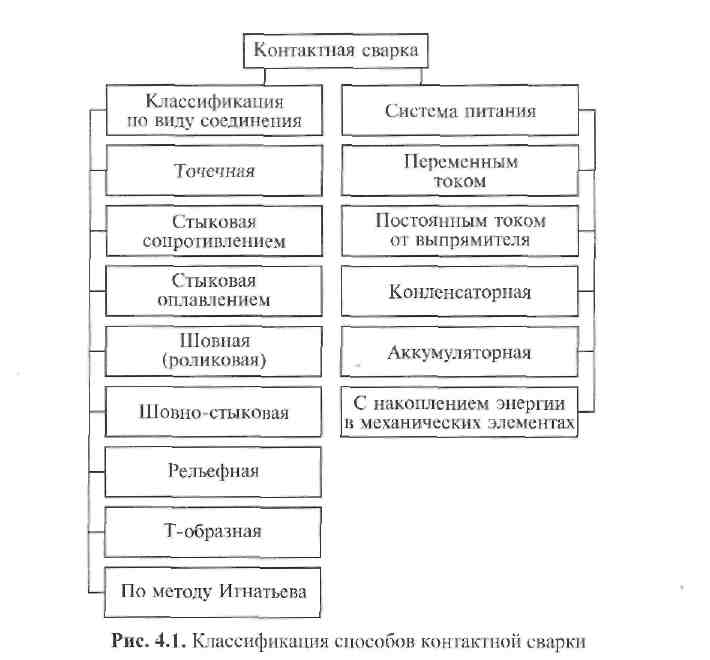
Контактная сварка
При контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Точечная сварка
Самый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сварка
На металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сварка
Основа метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
При нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
ППР на сварочные работы
Проект производства сварочных работ (ППСР) составляется с учетом технологии сварки для конкретного строительного объекта
Здесь во внимание принимаются функциональность, климат и географическое положение
Кроме общих сведений о стройке, ППСР содержит следующие данные:
- описание (схематические изображения) готовой конструкции;
- объёмы поставок оборудования;
- требования и условия его хранения;
- обоснование выбора оснащения, материалов;
- практические рекомендации для выбора режимов сварки;
- указания о последовательности действий отдельных исполнителей, бригад;
- данные о квалификации работников на производстве;
- нормативы по пожарной безопасности;
- технологии, применяемые для сварки;
- методика проверки пробных стыков;
- способы проведения контроля за исполнением готового сооружения, его качеством;
- технологические карты;
- процедуру исправления выявленных дефектов;
- предписания относительно охраны труда.
ППСР детально раскрывает объём будущих производственных операций. Он вмещает сведения для контроля за исполнением, включает перечень лиц, задействованных в подготовительных, сварочных процессах. Эта документация потребуется также специальному отделу для сопоставления результатов с плановыми действиями, а также для контроля за технологическими процессами. В графиках поставок расписаны сроки, материальная составляющая процесса. Применяемая технология сварных работ (ручная, полуавтомат, автоматическая) непосредственно влияет на потребности в персонале и оборудовании.
Газовые редукторы
Такой сварочный материал, как редуктор, служит для сброса газового давления из баллона и поддержания показателя на постоянном уровне в процессе всего времени работы, независимо от понижения напора вещества в баллоне. Редукторы выпускают двухкамерные и однокамерные. Первые работают более продуктивно, поддерживают неизменное давление и не замерзают при длительном использовании газовых смесей. Для подачи газа в горелку служат резиновые шланги с тканевыми прокладками, которые проходят предварительное испытание на прочность и выдержку напора, о чем существуют специальные документы. Отдельно применяют шланги для кислорода и ацетилена. Для подачи керосина и бензина используют рукава из материала, стойкого к бензину.






