

Чем порезать автомобильную покрышку?
Когда вам потребуется разрезать автомобильную покрышку (шину) своими руками, лучше знать некоторые хитрости, которые не только помогут сделать этот процесс более приятным и менее трудоемким, но и помогут уберечься от травм и сделают рез более качественным.
Для начала нужно знать строение автомобильной покрышки (да и любой другой техники).
Поскольку поверхность, которой шина прикасается к земле резать труднее, так как там есть металлический корд.
Для этого можно использовать, как и ручную ножовку, смазывая ее маслом или мыльным раствором или болгарку с диском по металлу.
Должен предостеречь вас, если вы никогда не пользовались до этого болгаркой, лучше воспользуйтесь ручной ножовкой, так как зажатие диска при разрезании покрышки поймать не сложно. Для этой процедуры нужно жестко держать инструмент и уметь пилить правильно.
С боковой частью шины дело обстоит гораздо проще, здесь не понадобиться наличие специального инструмента, но осторожность нужно соблюдать. Так как разрезание проводят при помощи острого ножа, который постоянно смачивают мыльным раствором, маслом или хотя бы водой. Так как разрезание проводят при помощи острого ножа, который постоянно смачивают мыльным раствором, маслом или хотя бы водой
Так как разрезание проводят при помощи острого ножа, который постоянно смачивают мыльным раствором, маслом или хотя бы водой.
При резании лучше всего оттягивать отрезаемый кусок, чтобы уменьшить сопротивление для ножа.
Такая процедура, незаменима при изготовлении различных самоделок из покрышек, начиная с разнообразных по дизайну клумбочек и заканчивая оригинальными садовыми фигурами и скульптурами.
Категория: Ремонт авто инструкция
Характеристики автомобиля: Габариты авто следующие, длина — 3826, ширина — 1100, высота — 1323 мм. Колесная база составляет 2382 мм. Дорожный просвет 211 мм. Автомобиль оснащается гибридным силовым агрегатом. 2—цилиндровый двигатель оборудован системой обеспечивающей выходную мощность мотора. На каждый цилиндр приходится по 4 клапана.
Инструкция по горячей стыковке транспортёрных лент
Горячая вулканизация – самый эффективный и надежный метод реставрации транспортерной ленты в месте разрыва. Такой способ и технология соединения краёв обеспечивает его качественное восстановление и при этом сохраняет высокую степень прочности, восстанавливает монолитную структуру и эластичность, исключая повторный разрыв в месте стыка.
Чтобы произвести качественное восстановление ленты горячим способом соединения, необходим специальный пресс и определённый набор материалов. Как правило, он состоит из резиновой обкладочной и сердечниковой смеси данной ленты, подобранного к типу ленты полимерного клея, специального очистителя и отвердителя.
Вулканизация горячим способом достаточно трудоёмкий процесс, и выполняется он в несколько этапов.
- Подготовительный этап. Разместить ленту и плотно стянуть её края по центру желобчатых роликоопор, которые на время стыковки нужно снять. Разместить нижние траверсы и нижнюю плиту вулканизационного пресса на рабочем месте для стыковки. Разместить стол для разделки. При стыковке во влажном/пыльном помещении установить палатку.
- Разметка осевой и основной линий стыковки. По центру ленты как минимум по трем точкам провести осевую линию. Проложить осевую линию перпендикулярно основной.
- Разделка стыка. Резинотканевое полотно — многослойная структура, содержащая от одной до нескольких тканевых каркасных прокладок. Необходимо учитывать их количество и ширину полотна. Соединение многопрокладочных полотен выполняется внахлест так, чтобы количество ступеней, равнялось числу армирующих слоев за вычетом одного. Обычно для стыковки таких лент практикуется косой срез.
- Порядок стыковки. Подрезать под 45°, затем срезать и удалить обкладку шириной 30 мм по линии, примыкающей к заделочной полосе по всей ширине ленты. По ширине всего полотна зашерховать обкладку в области заделочной полосы. Подготовить ступени стыка, удаляя тканевые прокладки полосами вдоль оси. Зачистить прокладки от остатков прокладочной резины, не допуская их полной зачистки до тканевой основы.
- Сборка стыка. Нанести клей на разделанные края ленты и просушить. На ступени одного из них уложить прокладочную резину, так, чтобы слой покрывал всю поверхность. Выровняйте стык: тканевые ступени должны примкнуть плотно друг к другу, но не внахлёст. Нельзя допустить зазоров между ступенями и искривления стыка по отношению к осевой линии ленты.
Затем клеем промазывают борта и каркас ленты в месте укладки заделочной полосы, сушат и в промежуток для закладочной полосы кладут слой сырой прокладочной резины с защитной плёнкой, которую снимают после прокатки роликом. После заполнения обкладочной резиной собранный стык готов к вулканизации. Металлические планки пресса укладывают с обеих его сторон.

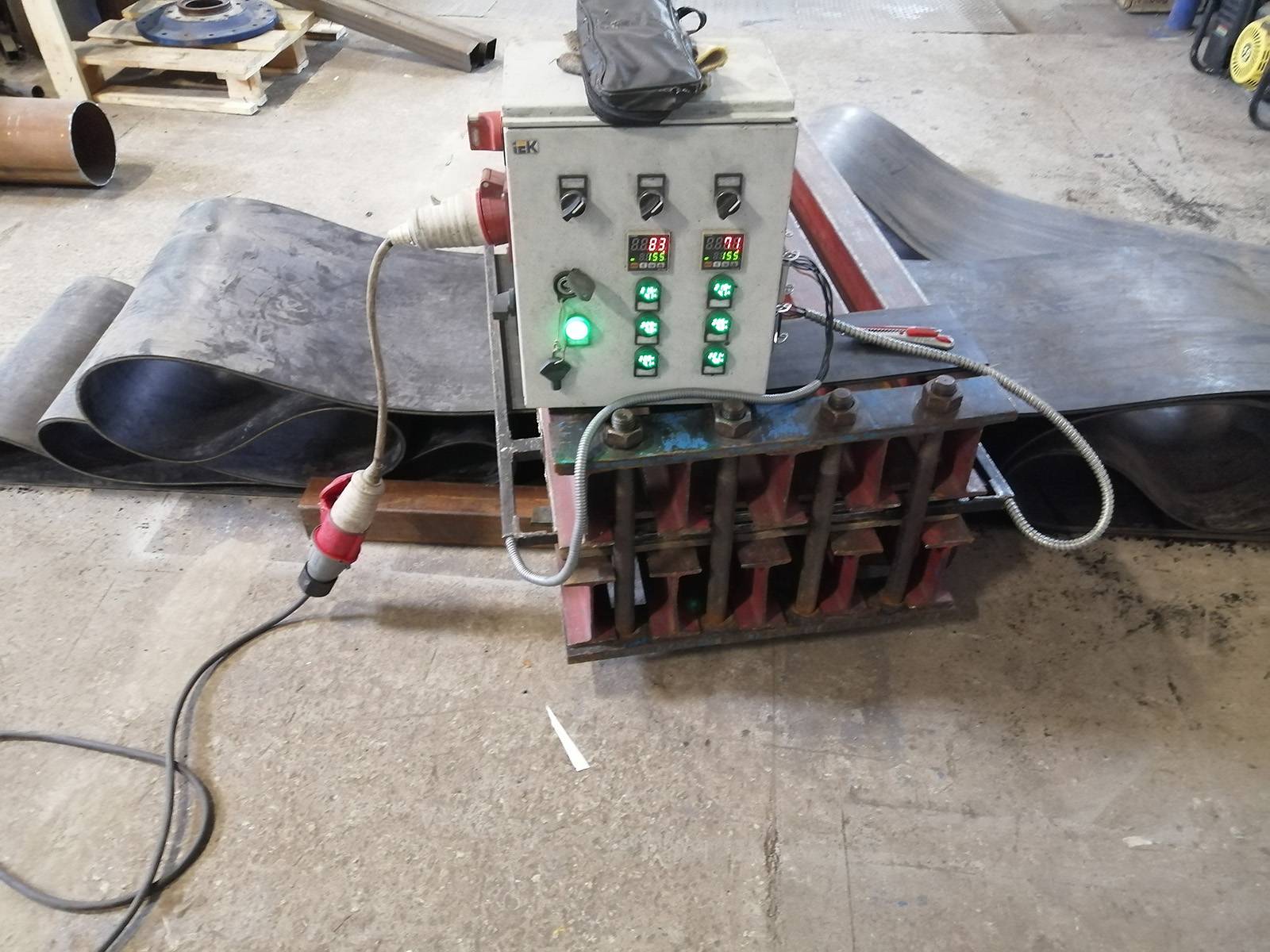
- Вулканизация. Выбирайте режим работы вулканизатора, рекомендованный его производителем.
При работе пневматических или гидравлических прессов давление вулканизации должно нарастать постепенно и оставаться на уровне 60 Н/кв.см (6 бар). Как правило достаточна температура от 150°С до 155°С. Увеличьте время вулканизации на 10–15 мин, если максимальный показатель пресса 145°С.
- Завершение вулканизации. После постепенного охлаждения пресса до уровня окружающей температуры его можно демонтировать.
Ввод ленты в эксплуатацию следует произвести не ранее чем через 4 часа после полного её остывания
Такие меры предосторожности помогут полному восстановлению качественных показателей полотна. Перед пуском конвейера наплывы резины в области заделочной полосы и на бортах ленты должны быть зачищены
Существующие нормы безопасности, регламентирующие применение механических стыков
Эксплуатация механических стыковых соединений конвейерных лент на промышленных предприятиях, в подземных рудниках, угольных шахтах, в том числе опасных по газу и пыли, черной и цветной металлургии, должна соответствовать следующим нормативным документам:
– ПБ 05-618-03 «Правила безопасности в угольных шахтах» ;
– РД 03-423-01 «Нормы безопасности на конвейерные ленты для опасных производственных объектов и методы испытания» п. 1.1. Настоящие Нормы безопасности распространяются на конвейерные ленты, применяющиеся на опасных производственных объектах, подведомственных Ростехнадзору России, в том числе на угольных и сланцевых шахтах, рудных шахтах, открытых разработках угля и других горючих полезных ископаемых, на предприятиях по обогащению полезных ископаемых и предприятиях черной и цветной металлургии;
– п. 2.4. Разрывная прочность стыковых соединений конвейерных лент по отношению к разрывной (номинальной) прочности ленты должна быть не менее 50% – для механических соединений резинотканевых многопрокладочных лент .
Согласно РД-05-526-03 инструкции по безопасной перевозке людей ленточными конвейерами в подземных выработках угольных и сланцевых шахт:
– п. 5.3. «Стыковка лент должна производиться в соответствии с требованиями инструкций изготовителей конвейерных лент или изготовителей стыковочных материалов;
– допускается соединение тканевых лент участковых конвейеров при углах наклона выработки до 10° механическим способом (скобами) при условии обеспечения таким стыковым соединением прочности не менее 50% от фактической прочности ленты в режиме статического испытания;
– использование механического соединения лент, эксплуатируемых в выработках с углами наклона до 15°, допускается при условии обеспечения прочности соединения не менее 60% от фактической прочности ленты в режиме статического испытания.
Механические соединители должны быть допущены к применению Ростехнадзором России в установленном порядке» .
Компанией «СПК-Стык» было проведено более 30 испытаний на прочность стыкового соединения «Вулкан» на разных типах конвейерных лент в ОАО «НЦ ВостНИИ». Результаты проведенных испытаний подтвердили прочность стыкового соединения «Вулкан» свыше 60%, что соответствует условиям его применения на грузолюдских ленточных конвейерах.
На основании Федерального закона №116-ФЗ от 21.07.1997 г. (ред. от 31.12.2014) – Статья 7, п.2 – «Если техническим регламентом не установлена иная форма оценки соответствия технического устройства, применяемого на опасном производственном объекте, обязательным требованиям к такому техническому устройству, оно подлежит экспертизе промышленной безопасности: до начала применения на опасном производственном объекте …» .
Заключение промышленной безопасности на соединение «Вулкан» в ОАО «НЦ ВостНИИ» компанией «СПК-Стык» было получено трижды:
– №7-386 от 28.05.2007 г. (рег. №68-ИД-04600-2007) после разработки соединения, перед проведением промышленных испытаний;









– №485-В от 15.10.2007 г. (рег. №68-ИД-07035-2007) перед получением Разрешения Ростехнадзора;
– №840-В от 29.09.2010 г. (рег. №68-ТУ-26482-2010) перед повторным получением Разрешения Ростехнадзора.
Холодная стыковка конвейерных лент
Стыковка конвейерной ленты методом холодной вулканизации проводится тогда, когда вулканизационный пресс отсутствует на предприятии. В этом случае оба конца двух лент будут скрепляться посредством особого клея с отвердителем. Собственно, сам клей наносят на торцы. После чего их накладывают друг на друга. Такой способ принято считать наиболее доступным и надежным. Однако при его выполнении следует избегать наличия пыли, а также большой влажности и низкой температуры в помещении, где проводится данный процесс.
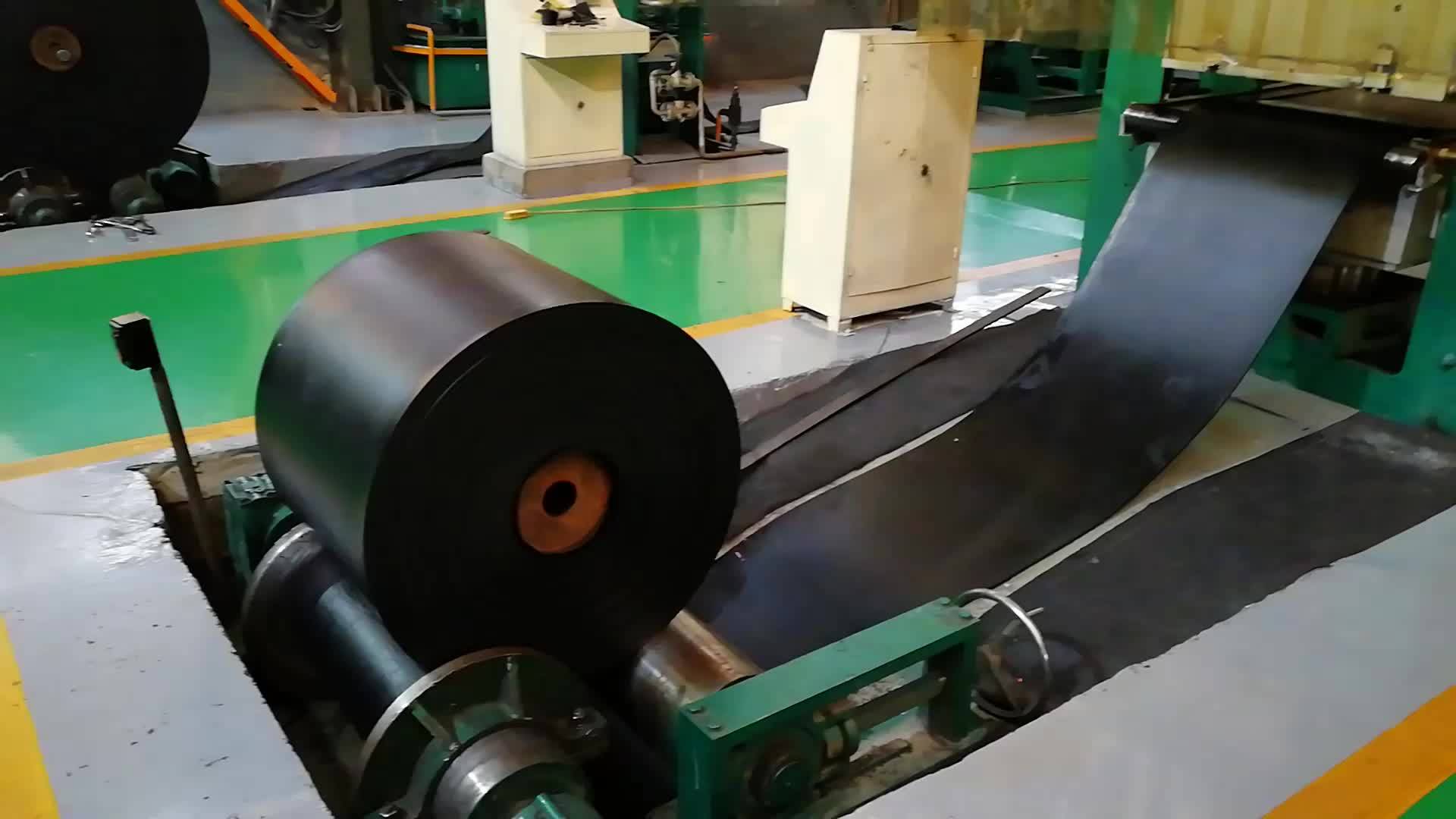
Типы и применение конвейерной ленты
Резинотканевые конвейерные ленты применяются на конвейерах с плоскими (или желобчатыми) роликоопорами при транспортировке, как штучных и кусковых грузов, так и сыпучих материалов. Стандартная лента имеет ширину полотна до 1600 мм и длину 95-100 м. Лента изготовлена из синтетической ткани специальной обработки, которая обеспечивает высокую прочность каркаса ленты. В зависимости от нагрузки и условий эксплуатации, вы может выбрать ленту из следующих видов:
- Лента общего назначения
- Лента морозостойкая
- Лента теплостойкая
- Лента трудновоспламеняющаяся (для использования на угольных шахтах)
- Лента трудновоспламеняющаяся морозостойкая
- Лента пищевая
Читать также: Вес погонного метра профильной трубы
Три главные способа соединения конвейерных лент:
- Механический способ
- Холодный способ
- Метод горячей вулканизации
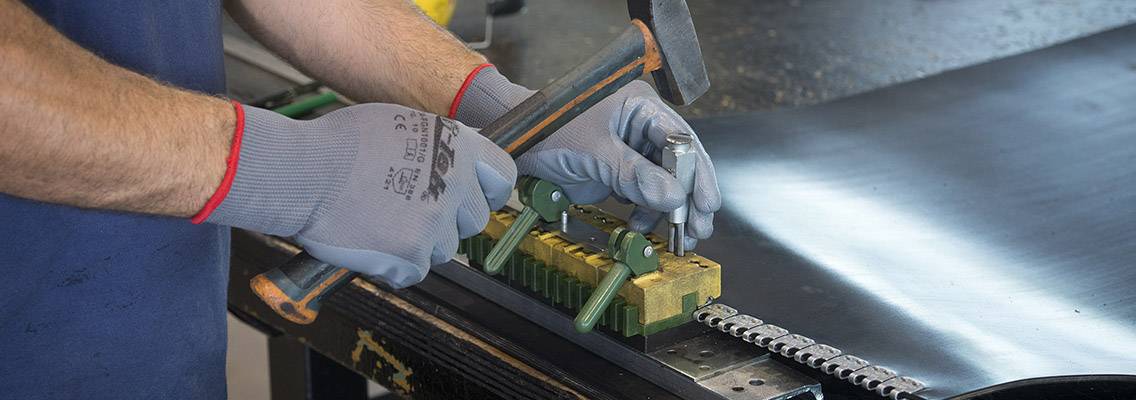
Механический способ соединения (стыковки)
Стыковка конвейерных лент механическим способом – самый быстрый и доступный способ соединения конвейерных и транспортерных лент. Данное соединение подходит для любых лент, кроме тросовых. Соединение производится при помощи специальных соединительных замков.
Холодный способ соединения
Ещё одним доступным и довольно распространенным способом соединения транспортерной и конвейерных лент является холодная вулканизация (склейка). Для холодной вулканизации обычно используется двухкомпонентный клей, а выполняется эта работа специалистами определенной квалификации, так как при выполнении склейки необходима послойная разделка ленты. Если сравнивать данный метод с методом горячей вулканизации, то холодная склейка менее трудоемкий процесс, но и срок эксплуатации стыка немного короче, чем у горячего соединения.
Метод горячей вулканизации
Горячую вулканизацию конвейерных лент можно выполнить только с помощью специального оборудования — вулканизационного пресса. Этот метод является самым эффективным методом соединения конвейерной ленты и практически не отличается заводских условий технологии производства ленты на конвейерной линии. Прочность данного соединения ленты составляет примерно 98% от прочности самой ленты. Данный метод стыковки можно проводить как на конвейере, так и в сервисных мастерских в стационарных условиях.
Применение конвейерной ленты
Являясь элементами различного назначения конвейеров, конвейерные (транспортерные) ленты используются практически во всех отраслях народного хозяйства. При правильном выборе поставщика и производителя конвейерной ленты, вы надолго обеспечите качественный и беспрерывный процесс на вашем производстве.
Конвейерные механизмы получили весьма широкое распространение, устанавливаются для транспортировки грузов и изделий на определенное расстояние. При этом конвейерная лента может стать площадкой, на которой проводится обработка изделия. Выделяют три основных способа соединения конвейерных лент, все они характеризуются своими определенными особенностями. Работа по стыковке изделий часто проводится в случае появления механического дефекта или при добавлении секций при увеличении протяженности конвейера.
https://youtube.com/watch?v=2xiHUji3XY4
Коврик из лейблов от джинсов
Концепция использования предметов одежды после их износа для других целей далеко не нова. Десятилетиями женщины делают лоскутные коврики и одеяла из старых вещей. Таким же образом можно сделать и ковер своими руками из лейблов от джинс. Единственная проблема — это найти достаточное количество этикеток, ведь даже для небольшого половика понадобится не менее 50 штук.
Чтобы сделать такие ковры своими руками, лейблы лучше нашивать на какую-то ткань, можно даже тонкую. Нашитые друг на друга этикетки и так придадут ковру необходимую плотность. Для работы используйте швейную машинку, так как вручную пришивать каждый лейбл — занятие очень трудоемкое. Делайте строчки по периметру этикетки, там, где она была пришита к джинсам. Узор вы можете выбрать сами — правильная ровная сетка, ёлочка, спираль для круглого ковра, но эффектнее всего смотрятся лейблы в слегка неправильном порядке, нашитые друг на друга.
Транспортёрная лента для гусениц вездеходов. | Автор топика: Cindie
такая вот лента

Юрий (Carly) Максим, она ведь всё равно с резиной!!!! Но надо минимум 10 мм.
Максим (Alkinoos) значет слабаЯ?
Максим (Alkinoos) а если в двойне?
Виталий (Aiki) Максим, смотря какой вездеход будет, у меня была лента 8мм и 2 слоя корда, тянеться конечно но вроде хорошо ездит, а тут слоев 5-6, я считаю на не большой вездеход можно поставить, у меня на этом была, полет нормальный

Максим (Alkinoos) да именно такова типа я и хочю делать
Максим (Alkinoos) а можно глянуть где нибудь ваш вездеход можно ссылку
Виталий (Aiki) Максим, нет, все только на фото в альбоме у меня на странице
Максим (Alkinoos) подскажыте можно транспортёрку в двое сделать
Леонид (Noam) Подскажите маркировку ленты и толщину пожалуйста.
Александр (Kean) Иван, для гусениц подойдет тк-200, 4 или 5 слойная.С лентой помочь могу, если что, пишите в личку.
Сергей (Hagia) Стас, в тракторном магазине продается резиновая пластина 1000/250 мм толщина 40мм, используют дорожники для ножей отвалов, чтобы асвальт чистить! Цена 700 руб у нас, армированная подороже!
Евгений (Apekaloma) А если с шин ремней нарезать и в два слоя. Мнение?
Сергей (Hagia) Друзья, добрый вечер! Нужен совет, чем лучше разрезать транспортерку на нужного диаметра ленты в гаражных условиях?
Олег (Carole) Сергей, по совету Юрия резал лобзиком с заточеной пилкой по металлу. Режет как по маслу
Сергей (Hagia) Олег, в смысле заточеной
Олег (Carole) Сергей, как ножик заточена, но зубья стачивать не надо. На работе пилка лежит, так бы фото скинул
Сергей (Hagia) Олег, может завтра сфоткаеш?
Олег (Carole) Сергей, могу сфоткать. Вот Юрий выкладывал свою пилку.










Сергей (Hagia) Олег, спасибо догнал! а на чем точил, наждак?
Tags: Как разрезать транспортерную ленту в домашних условиях
Соединение транспортерной ленты горячим способом
В продаже можно встретить достаточно большое количество специальных составов, которые применяются для восстановления конвейерной ленты. Горячая вулканизация конвейерных лент – весьма распространенная технология, так как под воздействием высокой температуры и давления происходит склеивание двух основ. Довольно большое распространение получили синтетические и натуральные каучуковые смолы, которые при расплавлении создают надежное соединение. Оборудование для стыковки конвейерных лент и специальные составы позволяют добиться прочности, которая на 10% меньше изначального показателя. При стыковке методом горячей вулканизации можно добиться высокой прочности. Подобная технология характеризуется следующими преимуществами:
Приведенная выше информация указывает на то, что подобная технология характеризуется довольно большим количеством преимуществом. Однако есть и несколько серьезных недостатков:
Горячий метод вулканизации сегодня получил весьма широкое распространение. Однако он применим не во всех случаях, в некоторых больше всего подходит механический способ.
Мобильный конвейер для загрузки дров в прицеп
Список материалов:
— бензиновый мотор 3 л.с. (для карта или подобный); — профильные трубы, пластины, листовая сталь; — болты, гайки, шайбы; — небольшая ручная лебедка; — готовая лента для конвейера или материал для изготовления; — подходящие колесики; — цепная передача; — резьбовые стержни; — подшипники в корпусах.
Процесс изготовления самоделки:
Шаг первый. Валы конвейера
Первым делом изготовим валы конвейера, это ролики, на которых будет вращаться лента. В качестве основы используем круглую трубу подходящего диаметра. Торцы труб нужно заварить шайбами, их автор выточил сам на токарном станке. В центре шайб сверлится отверстия под валы, вставляем в колеса кругляк и хорошо все провариваем. В завершении автор обработал детали на токарном станке, получились два отличных ролика. Вращаться оси будут на подшипниках в корпусах.
Шаг третий. Рама и натяжительный узел
Собираем раму для конвейера, отличным материалом для таких целей являются профильные трубы, они относительно легкие и крепкие. Конструкция рамы не сложная.
На раме должен быть натяжительный узел, на который устанавливается ведомый ролик. Этот натяжительный узел представляет собой телескоп в виде кусков труб разного диаметра, одна труба заходит в другую. Фиксируется телескоп при помощи винтов и приваренных гаек. Натяжение происходит за счет резьбовых стержней и гаек, вваренных в торцы труб.
Шаг четвертый. Подъемный узел и колеса
Рама конвейера должна иметь возможность регулировки по углу, чтобы можно было грузить дрова в разные по высоте прицепы. К раме крепятся шарнирно ножки в виде буквы «V», внизу шарнирно соединенных ножек находится ось с колесами. При смыкании ножек конвейер поднимается и наоборот. Для регулировки конвейера автор приспособил небольшую ручную лебедку.
Для установки конвейера автор также сделал складные ножки из профильных труб, не забываем сделать и прицепное для транспортировки конвейера трактором или автомобилем.
Шаг пятый. Мотор
Привариваем из толстой листовой стали крепеж для двигателя, мотор автор использовал мощностью 3 лошадиные силы, такие двигатели используют для картов. Мотор оснащен центробежным сцеплением и на выходе выдает неплохой крутящий момент.
Ставим над двигателем также бензобак, чтобы бензин самотеком попадал в карбюратор. Для регулировки оборотов мотора делаем ручку, которая может фиксироваться в нужном положении. Благодаря такому управлению можно настраивать нужные обороты конвейера.
Роликовые опоры: их характеристики и конструкция
Основная нагрузка в процессе транспортирования груза по ленте приходится на роликоопоры конвейерные, поэтому к ним по ГОСТ предъявляют достаточно строгие требования. Роликоопоры должны соответствовать следующим характеристикам для обеспечения эффективной работы ленточного транспортера:
܀ минимальное сопротивление вращению;
܀ для их производства должны использоваться материалы стойкие к коррозии и абразивному износу;
܀ простые в использовании и обслуживании, чтобы в случае выхода из строя роликоопоры или отдельно взятого ролика замену можно было выполнить без длительных простоев;
܀ роликоопоры ленточных конвейеров должны выдерживать вес транспортируемого груза.
Еще одна причина заказать роликоопоры нашего производства — они обеспечивают центрирование ленты, придают необходимую желобчатость верхней ветви конвейера, не дают ей смещаться из стороны в сторону в процессе транспортировки груза. Роликоопоры могут поставляться как с установленными на них роликами, так и без них в зависимости от типа конвейера и характера перемещаемых по ленте грузов.
Соединение транспортерной ленты горячим способом
В продаже можно встретить достаточно большое количество специальных составов, которые применяются для восстановления конвейерной ленты. Горячая вулканизация конвейерных лент – весьма распространенная технология, так как под воздействием высокой температуры и давления происходит склеивание двух основ. Довольно большое распространение получили синтетические и натуральные каучуковые смолы, которые при расплавлении создают надежное соединение. Оборудование для стыковки конвейерных лент и специальные составы позволяют добиться прочности, которая на 10% меньше изначального показателя. При стыковке методом горячей вулканизации можно добиться высокой прочности. Подобная технология характеризуется следующими преимуществами:
- Проводимая стыковка конвейерных лент позволяет достигнуть высокой прочности в месте стыка.
- Проводимая вулканизация транспортерной ленты позволяет достигнуть равномерности слоя в месте стыковки.
- Нет зазора в месте крепежа. За счет этого обеспечивается равномерность хода изделия по роликам и другим фиксирующим элементам.
- Есть возможность провести процедуру даже при низкой температуре окружающей среды, а также сильном запылении помещения. Именно поэтому существенно упрощается поставленная задача, для горячей вулканизации не требуется специальное помещение.
- Высокая степень гибкости получаемого стыковочного шва. За счет этого есть возможность провести установку изделия на механизме, который может транспортировать вещество по сложной траектории.
- Провести рассматриваемую процедуру можно без демонтажа оборудования. Именно поэтому поставленная задача существенно упрощается и ускоряется.
- Есть возможность использовать технологию горячей стыковки для ленты, которая может использоваться для транспортировки самых различных материалов.
- Долговечность получаемого изделия. Как показывает практика, применяемая технология позволяет продлить эксплуатационный срок в несколько раз.
- Лента может эксплуатироваться в том же температурном режиме, что и до проведения технологии стыковки.
Приведенная выше информация указывает на то, что подобная технология характеризуется довольно большим количеством преимуществом. Однако есть и несколько серьезных недостатков:
- На стыковку изделий уходит довольно большое количество времени.
- Процедура может быть проведена исключительно при применении специального оборудования.
Горячий метод вулканизации сегодня получил весьма широкое распространение. Однако он применим не во всех случаях, в некоторых больше всего подходит механический способ.
Правила резки
Ламинированная ДСП изготавливается из отходов от пиломатериалов лиственных и хвойных пород, при этом плита обладает легкостью и применяется для изготовления мебельных конструкций. Большинство домашних мастеров-мебельщиков отдают предпочтение ламинированной древесно-стружечной плите при выборе сырья для изготовления мебели. Этот материал относительно недорогой, и в торговых точках всегда имеется большое разнообразие цветов и фактур на выбор. Сложность в работе с ЛДСП заключается в том, что отпилить часть листа нужного размера бывает очень сложно из-за того, что хрупкий ламинированный слой создает в месте пиления трещины и сколы. Справиться с этой задачей помогает знание некоторых приемов, используемых в работе.
Чтобы разрезать ламинированную древесно-стружечную плиту, необходимо вооружиться пилой с мелкими зубчиками.
Причем чем они мельче и чаще будут расположены на полотне инструмента, тем чище и ровнее получится готовый срез ламинированного материала.
Для аккуратного и качественного выполнения распиловочных работ необходимо действовать в определенной последовательности.
- На листе ЛДСП необходимо наметить леску распила, куда плотно приклеить бумажную клейкую полоску. Лента не даст возможности зубцам пилы раздробить слой ламинации во время выполнения процесса пиления.
- С помощью шила или лезвия ножа по косильной лески распила проводят канавку с углублением. Таким образом, мы заранее прорезаем тонкий слой ламинации, упрощая себе задачу во время пиления. Двигаясь по этой канавке, полотно пилящего инструмента будет совершать движения по касательной плоскости, разрезая при этом глубокие слои древесно-стружечного материала.
- Выполняя распил, рекомендуется держать полотно пилы под острым углом относительно рабочей плоскости плиты.
- Если работа по распиловке будет выполняться с применением электрического инструмента, скорость подачи режущего полотна должна быть минимальной, чтобы пилка не могла вибрировать и сгибаться.
- После того как будет выполнено отпиливание, срез заготовки необходимо обработать сначала с помощью напильника, а затем с применением наждачной бумаги. Срез нужно обрабатывать движениями от центра к краю заготовки.
Чтобы защитить место среза на заготовке от дальнейших появлений сколов или трещин, его закрывают, накладывая клеевую ленту из меламина, либо закрепляют торцевые канты, которые могут иметь Т-образный или С-образный внешний вид.
После такой декоративной маскировки не только улучшается внешний вид плиты, но и повышается срок службы материала.
Склеивание конвейерной ленты методом горячей вулканизации
Метод соединения транспортерной ленты при помощи горячей вулканизации является наиболее надежным из всех имеющихся в настоящее время. Применяется на производствах, которые используют теплостойкие или резинотросовые ленты для ленточных конвейеров.









Данный способ имеет следующие преимущества:
Важно! Горячую вулканизацию транспортерных лент запрещено применять в следующих условиях:
Как и чем распилить ЛДСП без сколов?
Под аббревиатурой ЛДСП следует понимать ламинированную древесно-стружечную плиту, которая состоит из отходов натуральной древесины, перемешанных с полимерным клеевым составом, и имеет ламинацию в виде монолитной пленки, состоящей из нескольких слоев бумаги, пропитанных смолой. Процесс ламинации выполняется в производственных условиях под давлением 28 МПа и при высоком температурном режиме, достигающем 220°C. В результате такой обработки получается очень прочное глянцевое покрытие, которое может иметь различные цветовые оттенки и обладает высокой устойчивостью к механическим повреждениям и воздействию влаги.
Пила циркулярная
Этот электроинструмент состоит из небольшого рабочего стола и вращающегося зубчатого диска. Дисковая пила делает срез на древесно-стружечной панели намного быстрее и качественнее, чем электрический лобзик. Выполняя процесс распиловки, пилу включают на малые обороты. Сколы при этом могут появиться с противоположной стороны от зубцов пилы.
Для предотвращения этой ситуации перед началом пиления на место пропила наклеивают бумажную клейкую ленту.
Электрофрезер
Это ручной тип электроинструмента, который используется для распила и сверления древесной плиты. Перед началом работы в ЛДСП с помощью ручного лобзика делают небольшой пропил, отступая от контура разметки на 3–4 мм. В процессе пиления используется несколько ножей фрезы и ее подшипниковое устройство, которое регулирует глубину среза. Пользоваться фрезой не так-то просто, поэтому для распиловки плиты нужно иметь определенный навык работы с этим инструментом. Движение фрезы довольно быстрое, и есть вероятность сделать неровный распил.
Но с помощью фрезы можно получить идеально гладкий срез материала – появление сколов и трещин при применении этого приспособления бывает очень редко.
Применение ручного инструмента целесообразно при изготовлении единичных изделий из ламинированной древесно-стружечной плиты. Для массового производства целесообразно приобретать форматно-раскроечное оборудование.
Коврик плетеный из лоскутков
Необходимый материал для изготовления своими руками:
- плотное полотно (основа для ковра)
- куски тканей
- черная нитка
- иголка
- ножницы
- клей для ткани
- клейкая лента
- аэрозоль для защитного покрытия (при желании)
Выберите размер ковра и приготовьте полотно подходящего размера.
Приготовьте длинные полоски ткани. Каждая полоска должна быть примерно на 6-7 см длиннее основной часть ковра.
Приготовьте несколько пучков по 3 полоски и начните плести «косичку». Вам нужно несколько заготовок, чтобы потом их соединить в один ковер.
Для удобства закрепите концы каждой заготовки клейкой лентой.
Не плетите до конца — оставьте немного ткани не плетенной.
На плотное полотно нанесите клей. Не нужно экономить на клее.
Аккуратно кладите заготовки на полотно, чтобы они приклеились.
Соедините все заготовки между собой при помощи иголки и нитки.
Снимите клейкую ленту с концов. Подрежьте концы, чтобы они были ровными.





