

Типы дисков
Очень часто, заточный круг используют для работы с твёрдосплавным резцом. Но прежде, чем перейти к тому, какие алмазные круги лучше подходят для заточки твердосплавных резцов, стоит разобраться, что это вообще такое. Есть два основных типах круга для заточки: абразивный, или, как его еще называют, наждачный, и алмазный. Первый тип подойдет для мелкой, бытовой заточки, например, ножевого элемента мясорубки, а также, для заточки ножей. Алмазный же круг предназначен для более габаритной работы. Так, его можно применять для заточки дисковых пил, для напайки на перфораторных бурах, для заточки цепей бензопил и других подобных твердосплавных инструментов.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
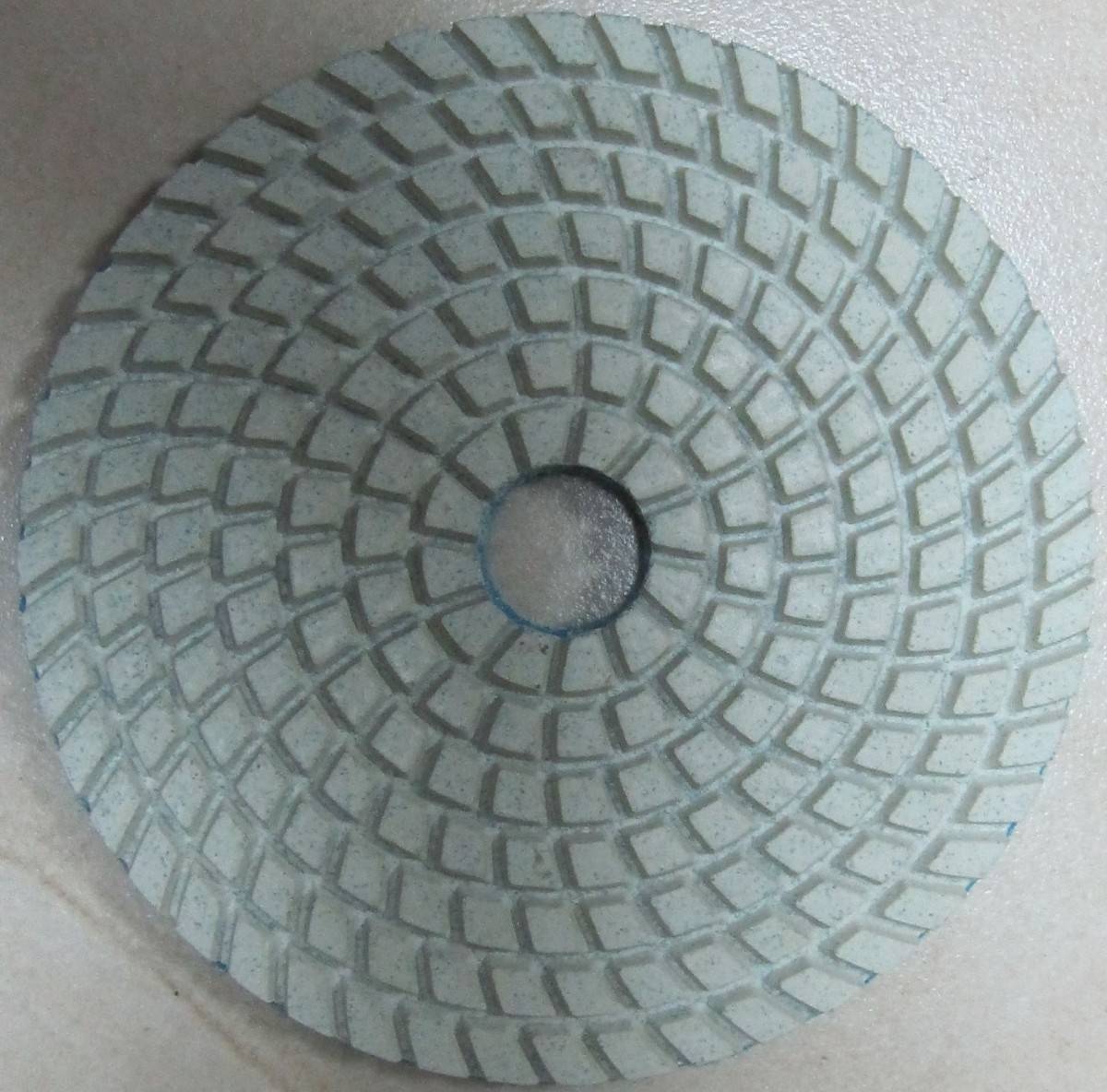
Фото хороших шлифовальных кругов























Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
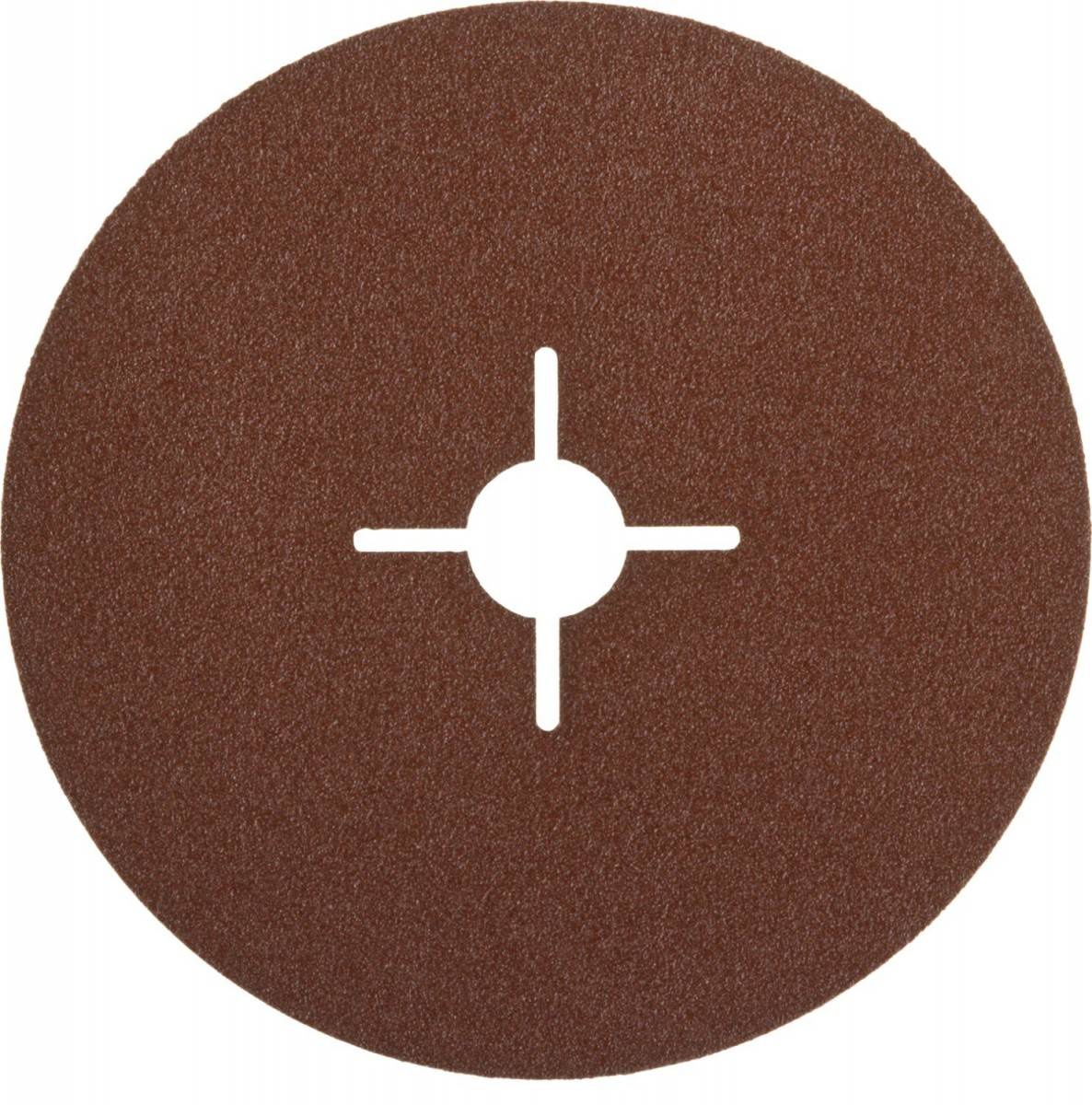
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
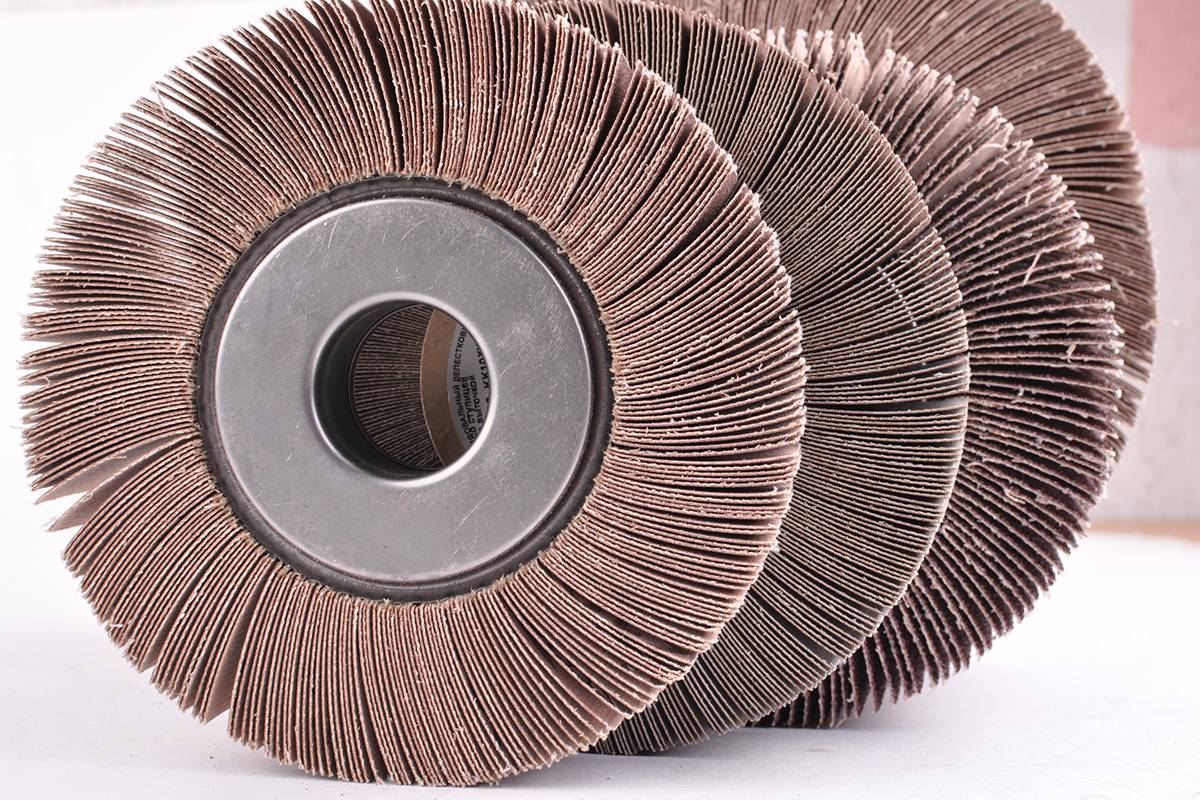
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.

Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
Типы станков:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
Последовательность затачивания:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.
Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.
Доводку проводят:
- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
Осуществлять доводку можно только режущих инструментов (ширина кромки до 3мм).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
1 Заточка токарных резцов и ее виды
Геометрические особенности отрезного резца по дереву или металлу предопределили его наиболее уязвимый режущий инструмент. Но несмотря на это, их широко применяют на практике. Процесс изготовления деталей на станках, прежде всего, предполагает нарезку заготовок до нужного размера.
На больших металлообрабатывающих заводах всегда есть заточники. Кроме того масштабное производство включает наличие расточных станков для придания резцам рабочего состояния. В маленьких мастерских делают это самостоятельно.
Заточка может быть:
- абразивная (шлифовальные круги);
- химико-механическая (обработка металла особыми составами);
- с применением специальных устройств.
Для абразивной заточки используют координатно-расточной токарный станок или самостоятельно с помощью шлифовального бруска. Ручная заточка не позволяет качественно обработать инструмент с учетом нужных углов. Сложность процесса в том, что нагретый металл теряет свои свойства. Окончательный результат зависит от мастерства токаря.

Различные виды резцов по металлу
Заточку твердосплавных инструментов производят на зеленом карборунде. Для обработки резцов из стали используют шлифовальный круг средней твердости. Для первичной обработки применяют абразивные оселки (маркировка 36-46; для финальной процедуры маркировка 60-80). Прежде чем установить круг на рабочий станок убедитесь в его целостности.
Перед началом затачивания резцы обрабатываются раствором медного купороса. Благодаря реактиву, формируется защитный слой, смывающийся абразивными зернами из раствора. В процессе задействуют станок, который имеет емкость и подвижный шлифовальник. Движения закрепленного резца возвратно-поступательны, а давление прижима к абразивной поверхности составляет 0,15 кг/см².









На специализированном станке заточку проводят белым кругом из электрокорунда (для быстрорежущих инструментов), зеленым из карбида кремния (для твердосплавных инструментов) и алмазный круг для финальной доводки.
1.1 Характеристика заточных кругов
Алмазный круг можно использовать для заточки пилы из твердого сплава, напайки и отрезного резца.

Виды алмазных заточных кругов
Очень маленькая структура зерна позволяет использовать алмазные круги в качестве доводки.
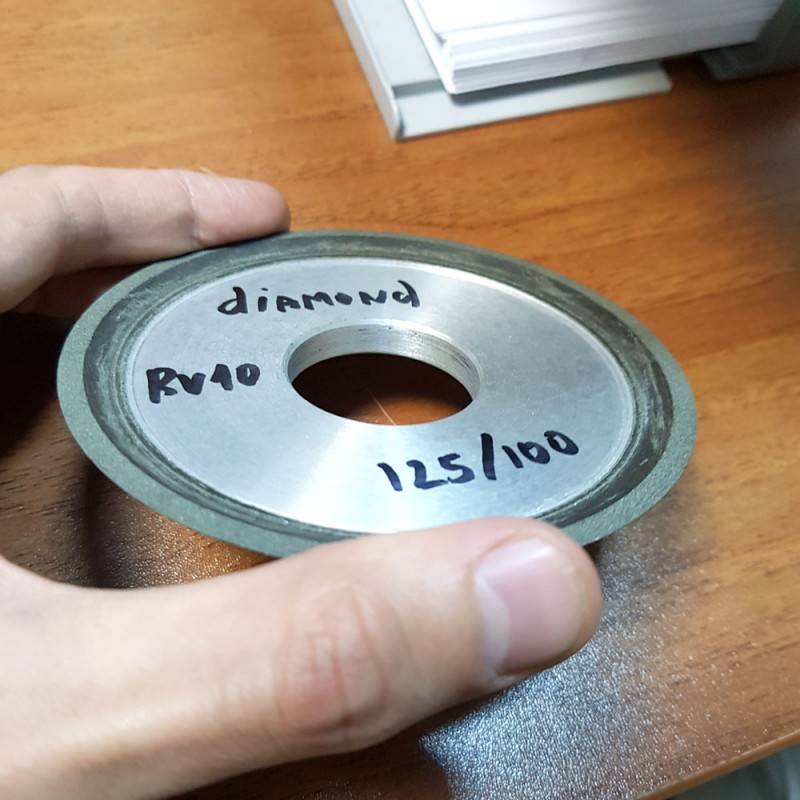
Зернистость:
- 100/80;
- 125/100;
- 160/125;
- 200/160.
Чем больше цифра, тем крупнее будет зерно круга. Зернистость 125/100 – одна из самых распространенных. Отлично подходит для затачивания дисковых пил и резцов.
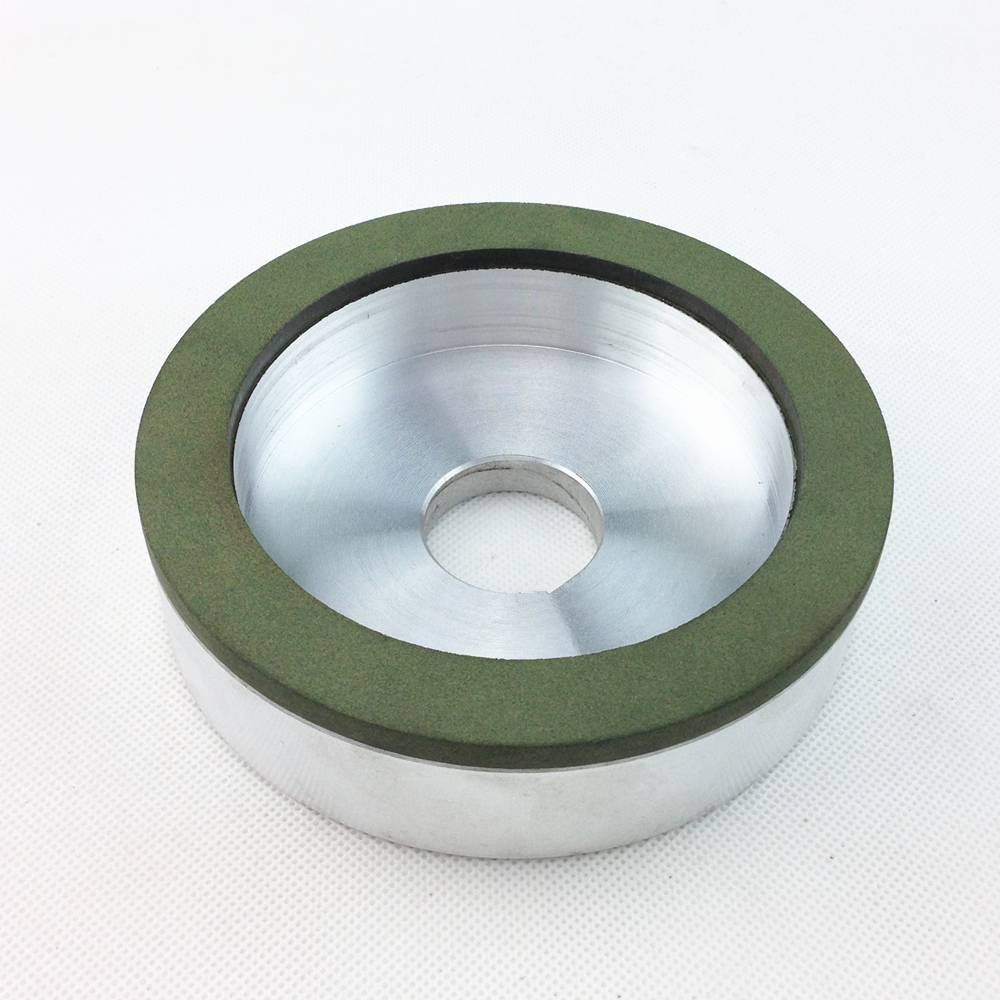
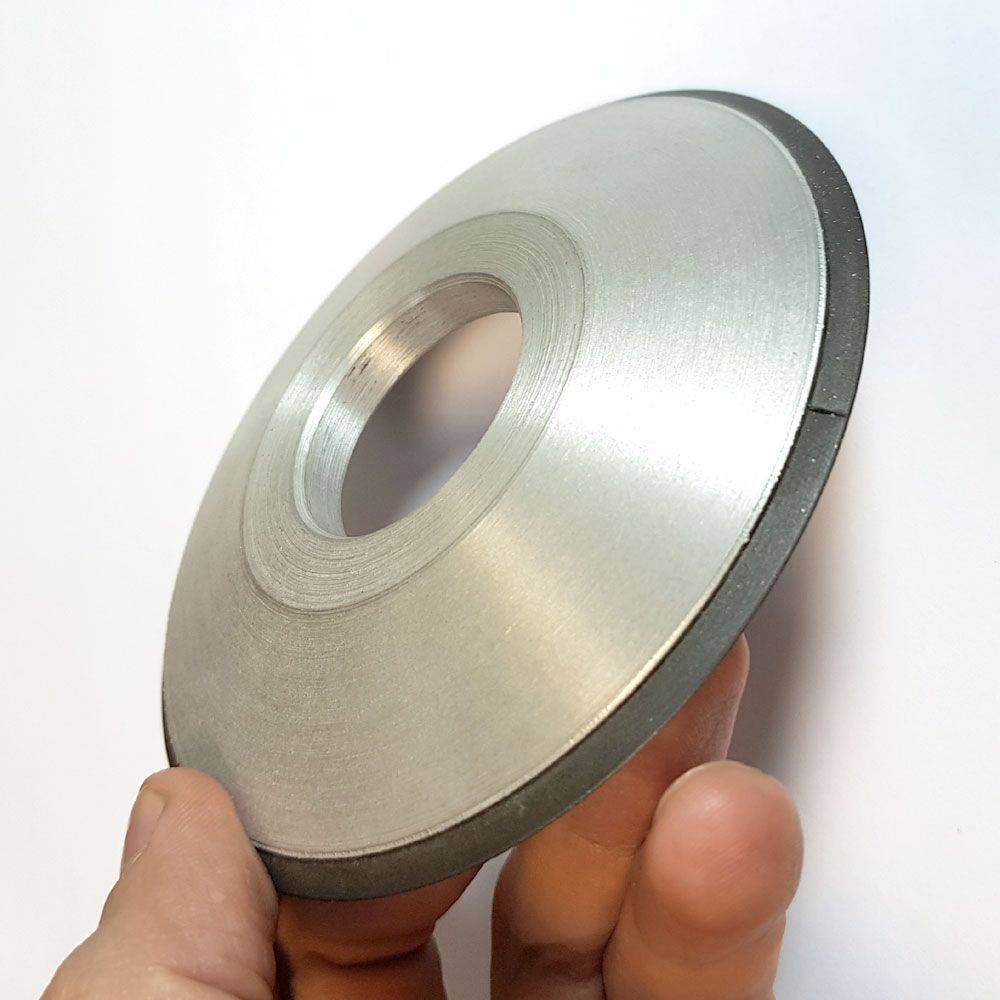
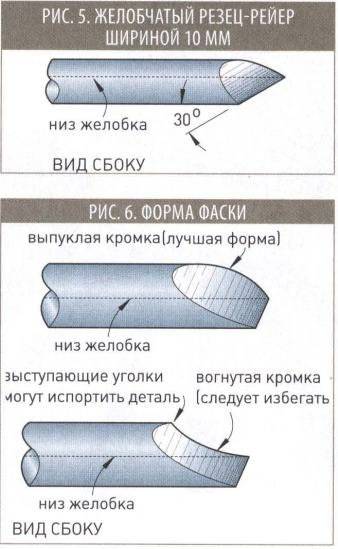
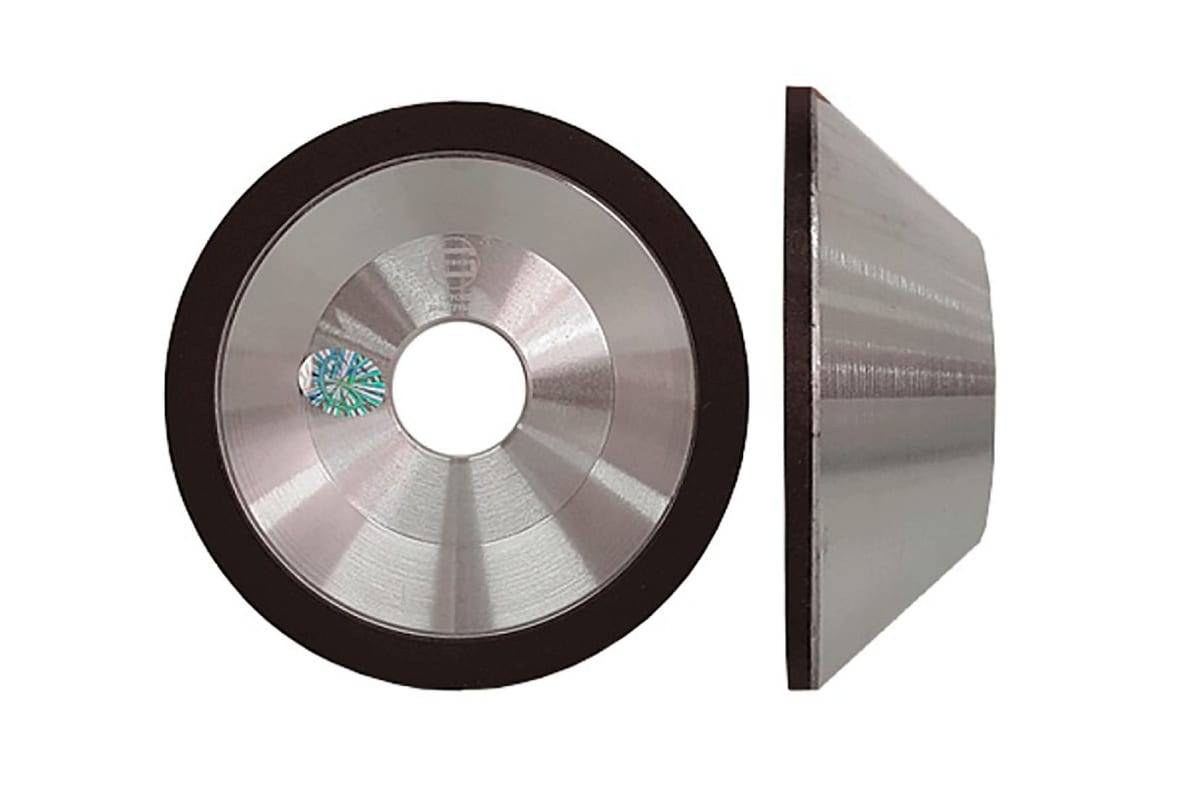
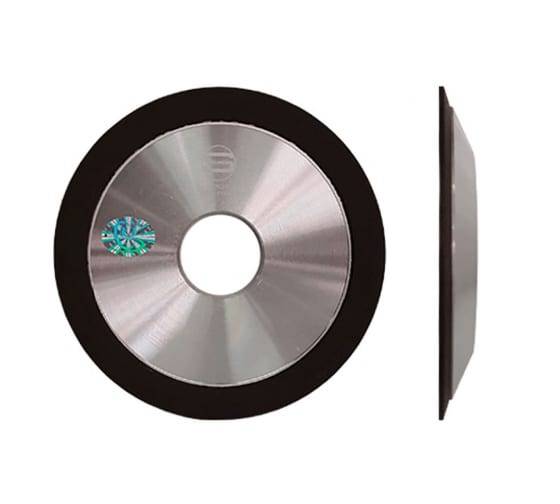
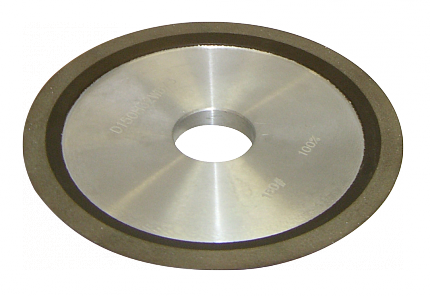
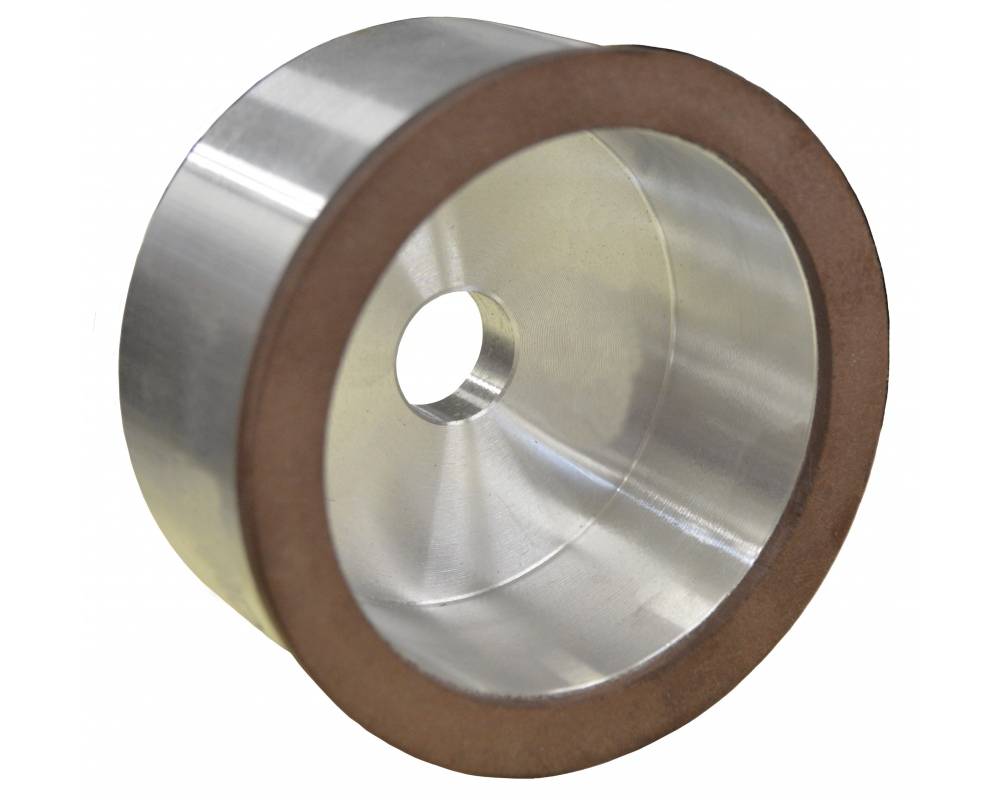
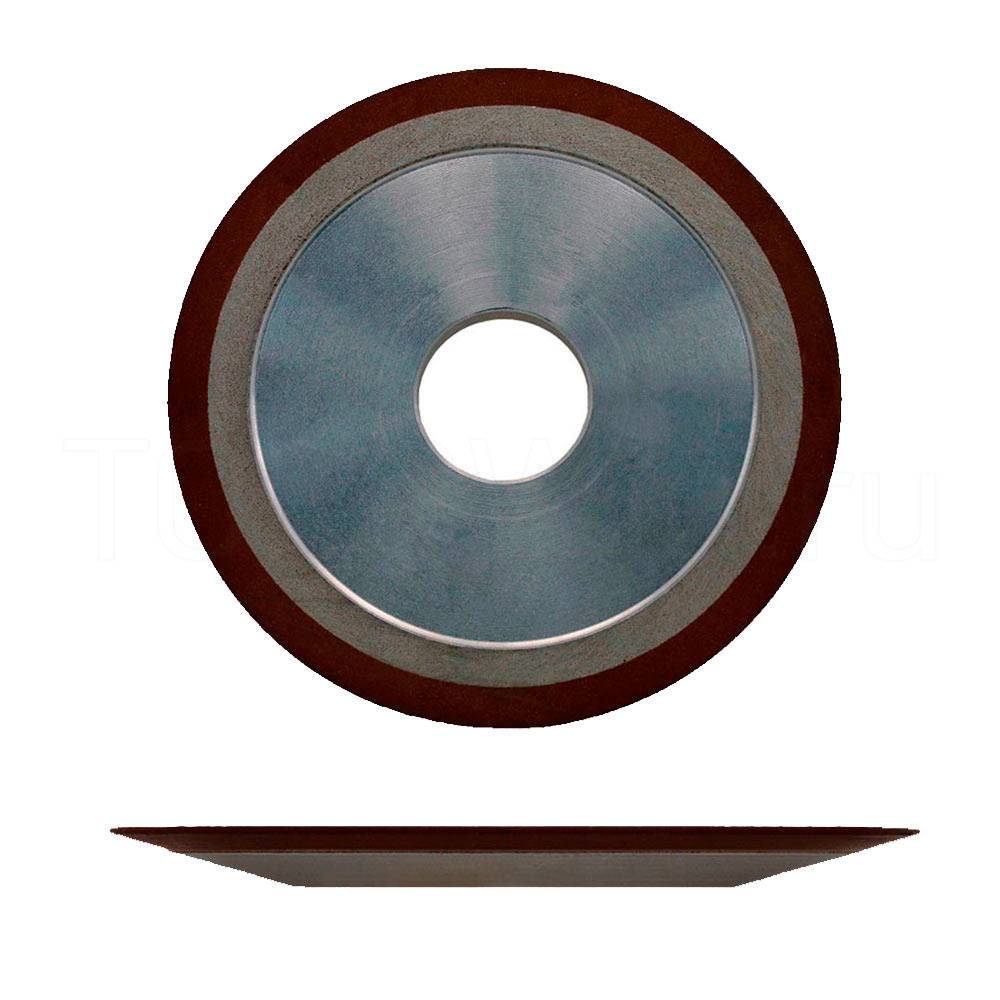
Алмазный круг может иметь форму чаши, тарелки или прямого профиля. При выборе необходимо учитывать форму заготовки, площадь и удобство применения той или иной формы. Для обработки дисковых пил лучше взять круг в форме тарелки. Этот тип может легко проникать между зубьями, и обладает заостренным краем. Для работы с лезвием ножа подойдет обычный круг либо в форме чашки.
Круги могут быть диаметром от 125мм-300мм. Подбирать нужно под свой наждак, учитывая посадку и внешний диаметр.
Широкий алмазный слой подходит для заточки сверла с большим диаметром и широкой детали. Чем толще слой, тем дольше будет снашиваться алмазный круг.
- ширина слоя – 3-20мм;
- толщина слоя – 2-5мм.

Правка инструмента на заточном круге
Маркировка шлифовального круга включает:
- тип устройства;
- размер;
- абразивный материал;
- зернистость;
- твердость;
- структуру;
- связку;
- скорость;
- точность;
- неуравновешенность.
Стандартный алмазный круг для наждака (маркировка 125*40*10*3*32):
- Размер внутреннего отверстия – 32мм.
- Диаметр внешнего круга – 125мм.
- Глубина (круг в форме чашки) – 40мм.
- Алмазный слой – 10мм.
- Толщина – 3мм.
- Посадка – 32мм.
В отдельной строке указывают зернистость.
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.

Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
https://youtube.com/watch?v=VGSbofcBJAo%3F
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Публикации по теме
Насадки для реноватора: важная информация о расходных материалах
Конусные и ступенчатые сверла для металла их отличия назначение и применение
Технические характеристики отрезных кругов для металла
Бур для перфоратора виды и как выбирается насадка по бетону
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Особенности
Алмазные диски отличаются не только высокой эффективностью и длительным сроком действия, но и способностью к самозатачиванию в сочетании с идеальной сбалансированностью между прочностью и хрупкостью. Используется инструмент не только в промышленности, но и в бытовых условиях.






Сами диски изготовлены из алюминиевых сплавов или стали. На поверхность заготовок накладывают тонким слоем специальный состав из бакелитовой смолы с добавлением алмазной крошки различных фракций. Надо отметить, что пока промышленность не изобрела ничего, превосходящего по твердости алмазный вариант абразива. Наиболее близкое значение имеет только кубический нитрид бора — боразон, эльбор. Остальные абразивные вещества и вовсе не конкуренты в обработке ферритов, металлокерамических композиционных и других твердосплавных материалов.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.

Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.

Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.





