

Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза. Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.
Как выполняется разводка пилы и что это такое
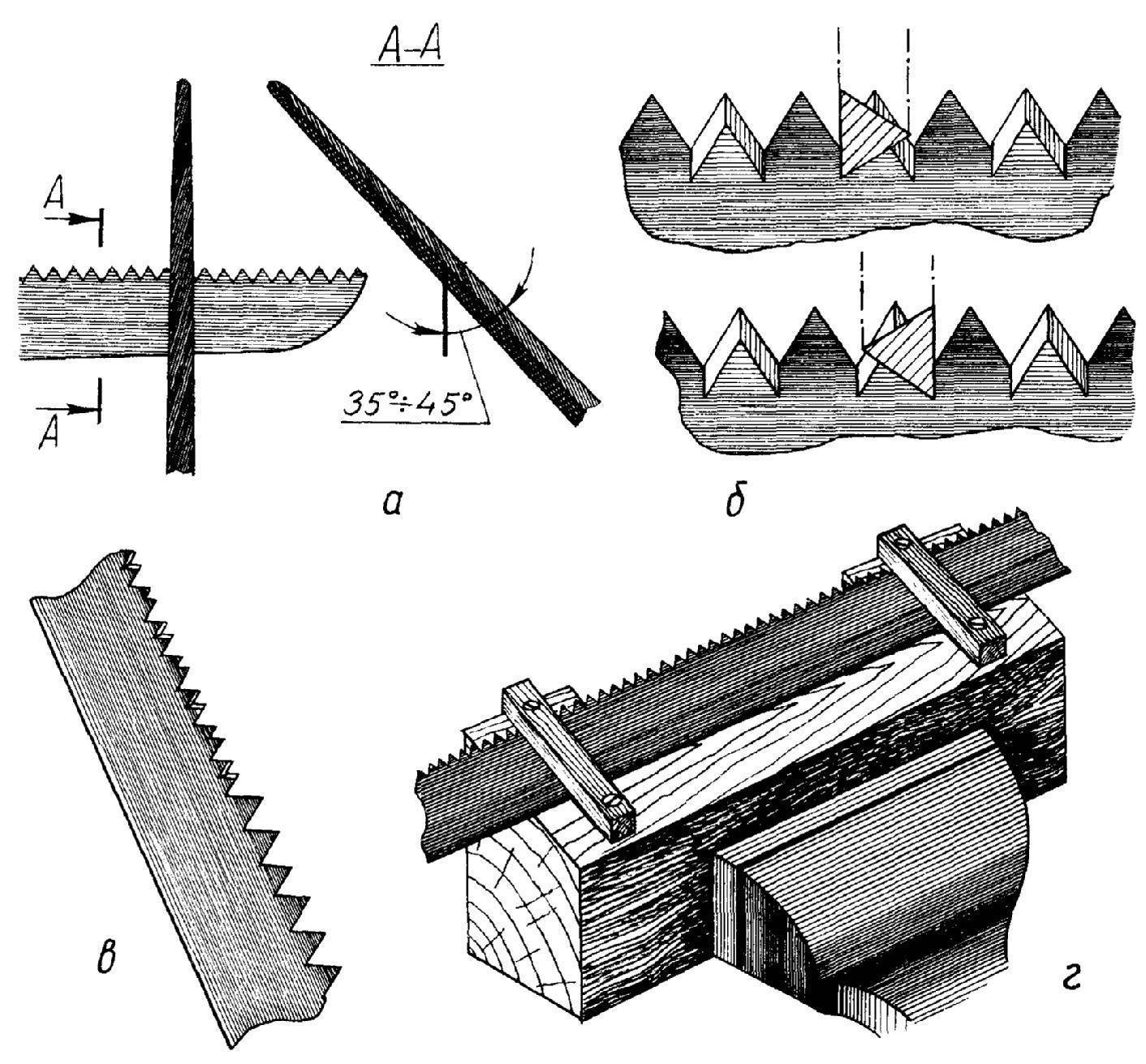
Заточка ножовки — это не сложная процедура, которая начинается с такого процесса, как разводка зубьев. Проводится эта процедура с одной простой целью — это предоставить свободный ход полотну при работе инструментом. Отсутствие разводки приводит к тому, что инструмент будет застревать в толще распиливаемой заготовки, что вызовет неудобство в работе.
Разводка зубьев ножовки — это процедура, которая предусматривает разгибание зубьев в разные стороны. При этом главное, чтобы каждый зуб был отогнут на одинаковую величину с предыдущим. Чем больше величина отклонения зуба от плоскости полотна, тем больше ширина пропила. Чем больше ширина пропила, тем выше процесс выведения стружки из пропила, а значит, и быстрее происходит выполнение полезной работы.
От ширины разводки зубьев зависит возможность заклинивания полотна. Чем больше ширина разводки, тем меньше шансов на то, что полотно заклинит внутри распиливаемой заготовки. Какой должна быть величина развода зубьев, знают далеко не многие. Однако этот параметр нужно учитывать, так как от него зависит качество работы инструмента. Величина разводки зубьев, прежде всего, зависит от толщины стали полотна. Этот параметр составляет обычно от 0,5 до 2 мм. Все зависит еще и от типа древесины (сухая или сырая), с которой планируется работать:








- Для сырой древесины величина разгиба должна быть в пределах от 0,5 до 1 мм. Чем толще полотно, тем больше должен быть разгиб
- Для сухой древесины величина разгиба составляет от 0,3 до 0,5 мм
Для выявления величины разводки, применяется специальное устройство — шаблон, которое можно изготовить самостоятельно из кусочка бруса. Фото такого приспособления на изображении ниже.
Под номером 1 показан шаблон, а 2 — это величина развода зубьев, и 3 — это полотно ножовки.
Когда известна величина, на которую нужно разводить зубья, можно приступать к делу. Для реализации действия применяются специальные приспособления. Пользоваться этими приспособлениями не обязательно, так как подойдет обычная отвертка с широким жалом. Недостаток специального приспособления для разводки зубьев ножовки в том, что цена такого прибора в виде клещей достаточно высокая.
Вместо специальных клещей, можно использовать разводные пластины. В конструкции этого инструмента имеется ручная настройка и упор. Процесс разгибания начинается с того, что полотно нужно зафиксировать в губках тисков, а затем приступать к делу. Сначала нужно пройти по одной стороне, а затем повторить процедуру с другой. Причем изгибать зубья нужно не за сам резец (основание или острая часть), а с середины.
https://youtube.com/watch?v=BlEuTPhu0uI%3F
Это интересно! Как только зубья будут разогнуты на одинаковом расстоянии, потребуется еще провести процедуру выравнивания высоты режущих частей. Чтобы выявить, какие зубцы имеют большую высоту по отношению к другим, следует прижать полотно режущей частью к листу бумаги. На листке бумаге отобразится отпечаток, по которому не трудно выявить, какие зубцы нуждаются в укорачивании. Для их укорачивания можно воспользоваться плоским напильником.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором
Рассмотрим их по степени важности
Читать также: Каска сварщика со щитком
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».










Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Инструмент для заточки цепи бензопилы: виды и принцип функционирования
Существует несколько категорий заточных станков, основными из них являются: автоматические и ручные. Рассмотрим принцип работы каждого из них.
Особенности эксплуатации автоматических точильных станков для цепей бензопил
На сервисных предприятиях и лесопилках, выполняющих большие объёмы работ, применяют автоматические заточные установки. Такие приборы функционируют от электросети, позволяют с высокой точностью обрабатывать пильные ленты и обеспечивают высокую скорость обработки зубьев.
Стационарный заточной станок для цепей бензопил
Электрические станки существенно повышают эффективность работы оператора и позволяют автоматизировать процесс заточки режущих элементов. При выборе стационарного автоматического агрегата стоит учитывать такие технические характеристики, как мощность двигателя, скорость вращения шпинделя, массогабаритные показатели и уровень шума.
Принцип работы ручных станков для заточки цепей бензопил
Пильные элементы можно качественно обработать при помощи ручного станка либо набора для заточки цепи бензопилы при условии незначительной нагрузки на режущие элементы. Такое оборудование целесообразно использовать в домашних условиях либо на небольших хозяйственных предприятиях.
Ручное устройство для заточки режущей кромки цепей бензопил
Ручные станки имеют компактные габариты, которые можно легко перевозить с собой на различные расстояния. Оборудование представляет собой зажимное устройство с контуром для установки напильника под определённым углом.
Ручная обработка цепи
Приспособления позволяют быстро и точно заточить режущие кромки непосредственно на месте проведения распиловочных работ. О том, как правильно выполняется ручная заточка цепи бензопилы на станке, можно узнать из видео ниже.
Видео «Особенности применения ручного заточного станка»:
Заточка цепей на стационарных и мобильных станках
Стационарные станки располагаются неподвижно на верстаках в мастерских, и для их полноценной работы требуется подключение к электросети. Оборудование позволяет максимально точно выставить нужный угол наклона и выполнить рез. Электроустановки также можно использовать для корректировки резцов, свёрл и правок фрезы.
Мобильная заточная установка
Ручные станки являются походным вариантом автоматических агрегатов. Для заточки зубьев оператору необходимо закрепить устройство на шине бензопилы, ослабив зажим цепи. После этого выбирается определённый угол, и каждое звено затачивается поочерёдно руками при помощи напильника.
Мнение эксперта
Артём Крикунов
Консультант по подбору инструмента ООО “ВсеИнструменты.ру”
Совет! Чтобы максимально эффективно выполнить заточку цепи, в качестве шаблона следует взять зуб, который изношен больше остальных. Затем под него выполняется подгонка остальных пильных элементов. Благодаря такому подходу обеспечивается равномерное распределение нагрузки, а также исключается разрыв слабых звеньев.
Для чего и когда нужна заточка цепи бензопилы
Грамотный уход и эксплуатация оказывают значительное влияние на качественные показатели работы бензопилы и параметры производительности такого инструмента, как электропила. Комфортная работа с инструментом предполагает своевременную заточку. Качественно наточить цепь могут специалисты, но многие владельцы такого оборудования предпочитают затачивать гарнитуру сами. Проблемы, возникающие при несвоевременном затачивании цепи, могут быть следующими:
- получение кривых спилов;
- значительная нагрузка на оборудование;
- повышение расхода топлива;
- увеличение износа основных деталей бензопилы и сокращенные сроки эксплуатации зубов цепи.
Выравнивание высоты звеньев
Если зубья ножовки имеют разную высоту, то при пилении они воспринимают нагрузку неравномерно. Это увеличивает износ более высоких элементов и снижает функциональную способность ножовки, так как заниженные зубья практически не участвуют в процессе пиления.










Проверить и выправить высоту режущих элементов целесообразно до . Самый простой способ проверки заключается в следующем. Пила плотно прижимается к листу бумаги, уложенному на ровной, гладкой поверхности. Профиль отпечатывается на бумаге, и проявляется видимое расположение, по которому можно сравнить размеры зубьев. Если выявляются зубья с увеличенной высотой по сравнению с другими, то пила зажимается в тиски, и с помощью плоского напильника они укорачиваются.
Меры безопасности и рекомендации
Существует несколько правил, позволяющих выполнять работы цепной пилой безопасно и максимально эффективно:
перед осуществлением сборки цепного инструмента и установкой цепи важно ознакомиться с правилами эксплуатации в инструкции, отметив все её особенности;
работа с электропилами осуществляется в рукавицах и защитных очках;
безопасность работы способна обеспечить плотная прилегающая рабочая одежда и надежная обувь;
работа должна обязательно выполняться в устойчивом и безопасном положении;
распиливаемый материал также должен быть расположен максимально надёжно и устойчиво.
Цепную пилу нужно вести двумя руками, постоянно контролируя процесс. Установка зубчатого упора на бревне или брусе является гарантией получения качественного спила. Перед использованием электроинструмента нужно убедиться в целостности шнура питания.
Зачем затачивать полотно на ручной ножовке, и когда это нужно делать?
Ножовка в процессе эксплуатации подвергается различным нагрузкам, в результате чего зубья притупляются. Кроме того, они меняют свое положение. Все это приводит к тому, что:
- снижается эффективность использования инструмента;
- требуется затрачивать больше времени и сил на процесс распиловки;
- ухудшается точность и качество реза (образуются зазубрины);
- появляется опасность использования тупого инструмента.
Пилу с затупившимися зубьями необходимо точить. Определить, что пришло время обработать инструмент, можно по следующим факторам:
- ножовка при работе издает характерный звук (при постоянной эксплуатации легко определить его изменение);
- кончики зубцов закруглились;
- инструмент потерял прежнюю эффективность и качество распила.
При возникновении данных ситуаций необходима заточка инструмента.





