

Приспособление для развода зубьев пилы
Разводка режущей кромки в разные стороны позволяет исключить вероятность застревания полотна на момент работы. Примером можно назвать случай, когда при разрезе толстого бревна полотно нельзя сдвинуть с места и вынуть. Также пила может заклинить по причине нагрева металла и его расширения, горячая часть может разогреть смолу и превратить его в своего рода клей.
Использовать приспособление для разводки зубьев ножовок следует для того, чтобы избежать подобных проблем. Не стоит забывать о том, что допущенные ошибки при работе могут привести еще к большим проблемам. Провести рассматриваемую процедуру можно при применении следующих инструментов:
- Встречаются специальные механизмы. Они позволяют в ручном режиме провести смещение отдельных элементов относительно друг друга. Стоит учитывать, что подобный вариант исполнения изготавливается под определенные изделия.
- Чаще всего используются механические разводки. Они позволяют проводить изменение угла положения, а также их ширины. Этот инструмент характеризуется более высокой эффективностью в применении.
- Подручный вариант исполнения не предназначен для работы с ножовкой по дереву, но может применяться для этого. Примером назовем плоскогубцы и другие подручный инструменты, встречающиеся практически в каждой мастерской.
Если пиление проводится часто, то специалисты рекомендуют приобрести специальное приспособление, позволяющее быстро выставить требуемый угол.
Разводка зубьев
Зубцы отклоняют от плоскости лезвия в шахматном порядке, например, все четные налево, все нечетные направо.Только очень опытные плотники способны разводить пилы по дереву «на глаз». Такое умение приходит после нескольких сотен разведенных пил. Менее опытным мастерам лучше воспользоваться специальным инструментом — разводкой.Самая простая версия инструмента представляет собой плоскую пластину из прочного металла с прорезью, в которую полотно входит внатяг, с минимальным зазором.Полотно пилы следует зажать в слесарные тиски. Зубцы должны немного выступать из-за губок. Зубья один за другим зажимают в пазу инструмента пластины и отгибают в средней части. Угол разводки требуется постоянно контролировать. Сначала отгибают все четные зубцы в одну сторону, потом все нечетные – в другую. По окончании разводки можно развести губки на ширину разводки и протянуть между ними полотно. Если какие-либо из зубцов окажутся отогнуты больше, чем нужно, они будут задевать за тиски. Их нужно исправить.
Разводка зубьев
Полотна с калеными зубами разводке не подлежат.
Как устроена ножовка
Прежде чем приступить к рассказу о заточке полотна, рассмотрим какими бывают ножовки и в чем принципиальные отличия разных их видов. Производителя предлагают инструменты с разными видами зубьев:
Определяется вид зубьев по количеству элементов, которые приходятся на дюйм длины полотна. Величина эта обозначается как TPI и является международным обозначением, понятным любому пользователю. Ножовками с крупными зубьями считаются инструменты, количество режущих элементов в которых составляет от 3 до 6 на дюйм. Межзубовое расстояние в таких полотнах составляет 4-8 мм, что позволяет применять этот вид пил для работы с крупными брусами, толстыми досками и даже бревнами. Шаг зубьев 3-3,5 мм говорит о том, что инструмент рассчитан на работу с досками средних размеров, а если эта величина составляет 2-2,5 мм, то назначение такой ножовки – работа с небольшими деталями и тонким материалом.
Зубья также различаются по наклону. Прямые предназначены для поперечного распиливания древесины, а наклонные – для работ в продольном направлении. Именно поэтому в наборе инструментов профессионального плотника вы всегда увидите несколько ножовок для разных видов работ.
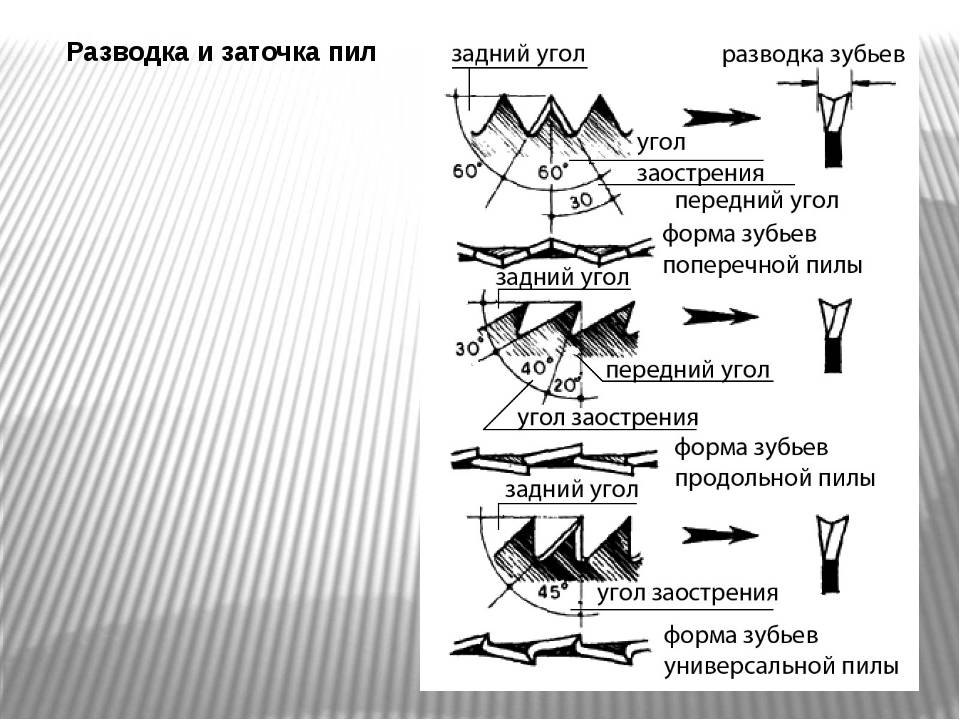
Зубья и углы их заточки
Ленточные пилы имеют различную геометрию зубьев: на нее влияют свойства и тип распиливаемого материала. Так, для работы с древесиной применяют пилу столярную, для разделки бревен, делительную. У каждого вида, соответственно своя геометрия зуба.
У ленточных пил, предназначенных для работы с древесиной, угол заточки определяется производителем, но характерно следующее – чем тверже материал, тем передний угол должен быть меньшим.
Для пил с постоянным шагом зубьев при работе с металлом характерны две формы зубьев
– «положительный передний угол» и стандартная. Стандартные зубья применяются для работы с тонкостенными материалами, а зубья с положительными передним углом – для распила толстостенного металла.
Для заготовок с малой толщенной стенок (трубы, листовой прокат) используют пилы с малым шагом зубьев – в противном случае существует риск сломать или повредить зуб. С толстостенными заготовками лучше работать инструментом с небольшим числом зубьев на дюйм.
Чтобы убрать эффект колебаний, ряд пил изготавливают с переменным шагом зубьев.
Как выполняется разводка пилы и что это такое
Заточка ножовки — это не сложная процедура, которая начинается с такого процесса, как разводка зубьев. Проводится эта процедура с одной простой целью — это предоставить свободный ход полотну при работе инструментом. Отсутствие разводки приводит к тому, что инструмент будет застревать в толще распиливаемой заготовки, что вызовет неудобство в работе.

Разводка зубьев ножовки — это процедура, которая предусматривает разгибание зубьев в разные стороны. При этом главное, чтобы каждый зуб был отогнут на одинаковую величину с предыдущим. Чем больше величина отклонения зуба от плоскости полотна, тем больше ширина пропила. Чем больше ширина пропила, тем выше процесс выведения стружки из пропила, а значит, и быстрее происходит выполнение полезной работы.

От ширины разводки зубьев зависит возможность заклинивания полотна. Чем больше ширина разводки, тем меньше шансов на то, что полотно заклинит внутри распиливаемой заготовки. Какой должна быть величина развода зубьев, знают далеко не многие. Однако этот параметр нужно учитывать, так как от него зависит качество работы инструмента. Величина разводки зубьев, прежде всего, зависит от толщины стали полотна. Этот параметр составляет обычно от 0,5 до 2 мм. Все зависит еще и от типа древесины (сухая или сырая), с которой планируется работать:
- Для сырой древесины величина разгиба должна быть в пределах от 0,5 до 1 мм. Чем толще полотно, тем больше должен быть разгиб
- Для сухой древесины величина разгиба составляет от 0,3 до 0,5 мм
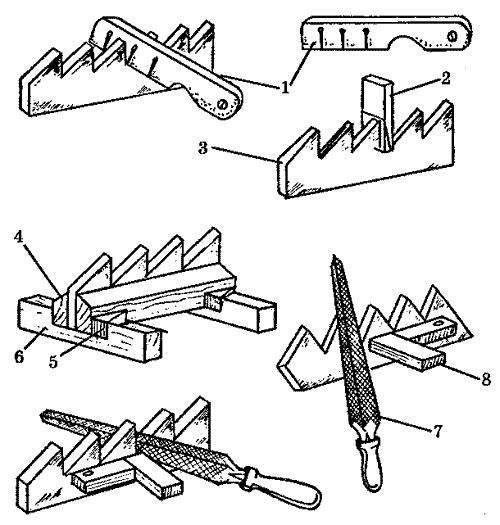
Для выявления величины разводки, применяется специальное устройство — шаблон, которое можно изготовить самостоятельно из кусочка бруса. Фото такого приспособления на изображении ниже.
Под номером 1 показан шаблон, а 2 — это величина развода зубьев, и 3 — это полотно ножовки.
Когда известна величина, на которую нужно разводить зубья, можно приступать к делу. Для реализации действия применяются специальные приспособления. Пользоваться этими приспособлениями не обязательно, так как подойдет обычная отвертка с широким жалом. Недостаток специального приспособления для разводки зубьев ножовки в том, что цена такого прибора в виде клещей достаточно высокая.

Вместо специальных клещей, можно использовать разводные пластины. В конструкции этого инструмента имеется ручная настройка и упор. Процесс разгибания начинается с того, что полотно нужно зафиксировать в губках тисков, а затем приступать к делу. Сначала нужно пройти по одной стороне, а затем повторить процедуру с другой. Причем изгибать зубья нужно не за сам резец (основание или острая часть), а с середины.
https://youtube.com/watch?v=BlEuTPhu0uI%3F
Это интересно! Как только зубья будут разогнуты на одинаковом расстоянии, потребуется еще провести процедуру выравнивания высоты режущих частей. Чтобы выявить, какие зубцы имеют большую высоту по отношению к другим, следует прижать полотно режущей частью к листу бумаги. На листке бумаге отобразится отпечаток, по которому не трудно выявить, какие зубцы нуждаются в укорачивании. Для их укорачивания можно воспользоваться плоским напильником.




![Как правильно заточить пилу по дереву | [инструкция]](https://benzo-electro-instrument.ru/wp-content/uploads/9/1/3/9136876811ce437e089066f2b469838d.gif)





Топ-5 лучших пил
Покупатели найдут в магазинах пилы отечественного и зарубежного производства. Рейтинг изделий следующий:
- Пила двуручная, размер рабочей части 1250 мм. Изделие выпускает Ижевск. Модель с деревянной рукояткой, инструмент предназначен для работы с крупным массивом. Для выпуска используется сталь марки 65 mn.Зубцы прямые, шаг 2.
- MATRIX MASTER 23410, Китай. Размер полотна 1000 мм, изделие имеет двухкомпонентную рукоятку. Пила сделана из стали марки 65 mn, покрытие бесцветное.
- СИБРТЕХ, длиной 1000 мм. Рукоятка сделана из дерева, бесцветное покрытие полотна. Зубцы прямые, 2D, шаг 2,5.
- Пила двуручная, длина полотна 1000 мм, производитель Ижевск. Зубья прямые, шаг 2. Полотно бесцветное, сделано из стали 65 mn.
- Inforce 1000 мм 06-08-06. Изделие российского производства, оно предназначено для работы с бревнами большой толщины. Шаг зубьев 10, ручки выполнены из пластика. Для изготовления полотна использовалась инструментальная сталь высокой прочности, антикоррозийное покрытие дополнительно увеличивает срок эксплуатации пилы.
Все двуручные модели имеют большой ресурс. Инструмент, выполненный из прочной стали, быстро пилит дерево. При проведении по полотну предметом из металла пила издает звук, похожий на завывание, который модифицируется сгибанием полотна.

Необходимость операции заточки
Заточка ножовки своими руками.
Продолжительная эксплуатация инструмента ведет к износу режущей части: округление резца в вершине, притупление режущей кромки, изменение угла разводки. Износ может быть равномерным по всему полотну, а может касаться отдельных элементов.
В результате наблюдаются следующие проблемы: медленное разрезание, увод полотна от прямой линии, заклинивание его при эксплуатации и т.д.
Конкретный момент необходимости заточки устанавливается по реальным проявлениям: пиление требует дополнительных усилий, повышается длительность операции, ухудшается качество. Полотно часто заклинивает в дереве. Необходимость заточки можно определить по изменению цвета резцов и появлению постороннего звука при пилении.
Заточка ножовки
- тиски;
- молоток;
- штангенциркуль;
- плоскогубцы;
- брусок наждачный;
- шкурка наждачная.
Также в арсенале необходимо иметь следующие виды напильников:
- плоский и ромбический с насечкой среднего размера;
- треугольный напильник;
- треугольный с бархатной насечкой;
- надфили с насечками разного калибра.
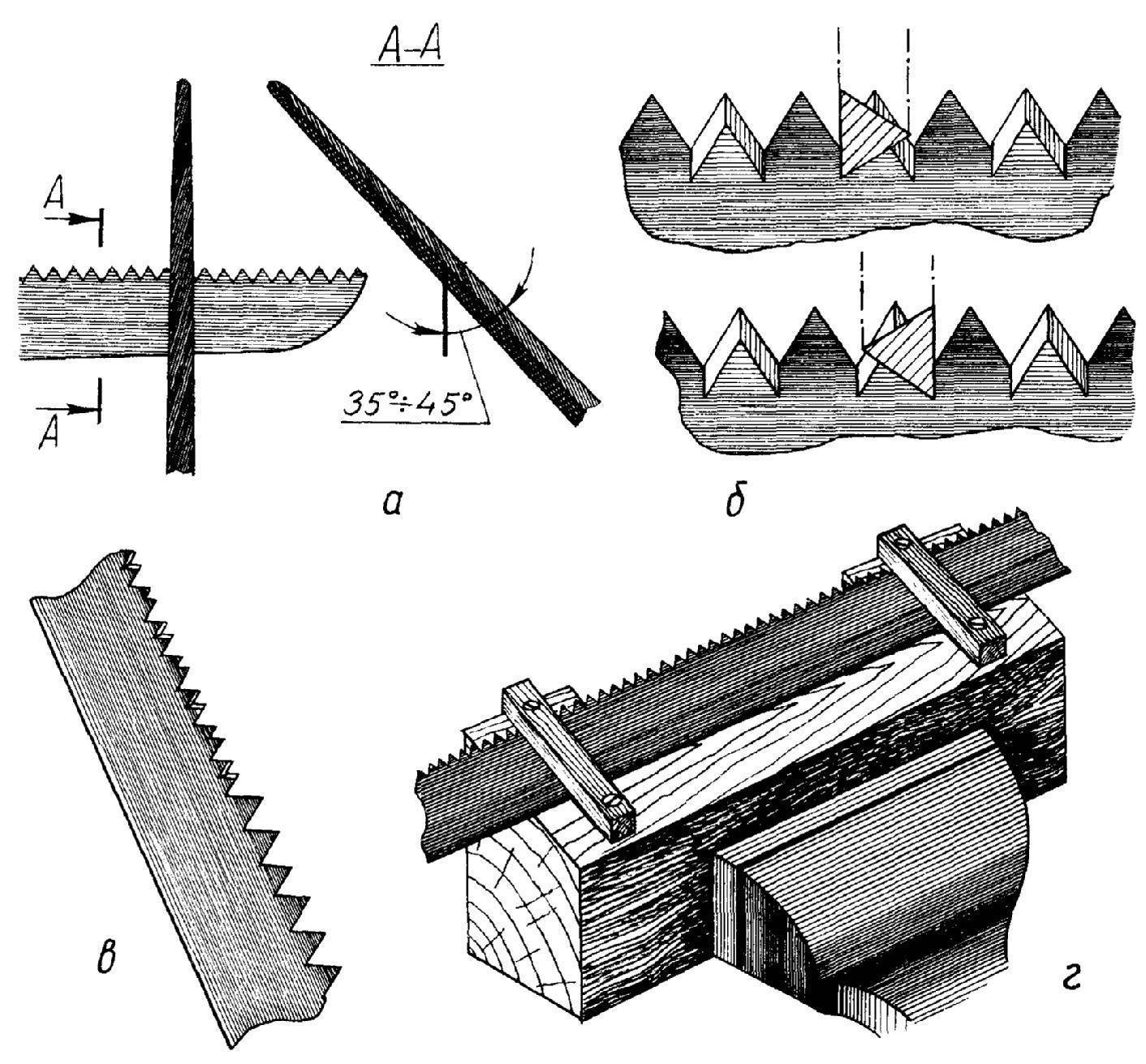
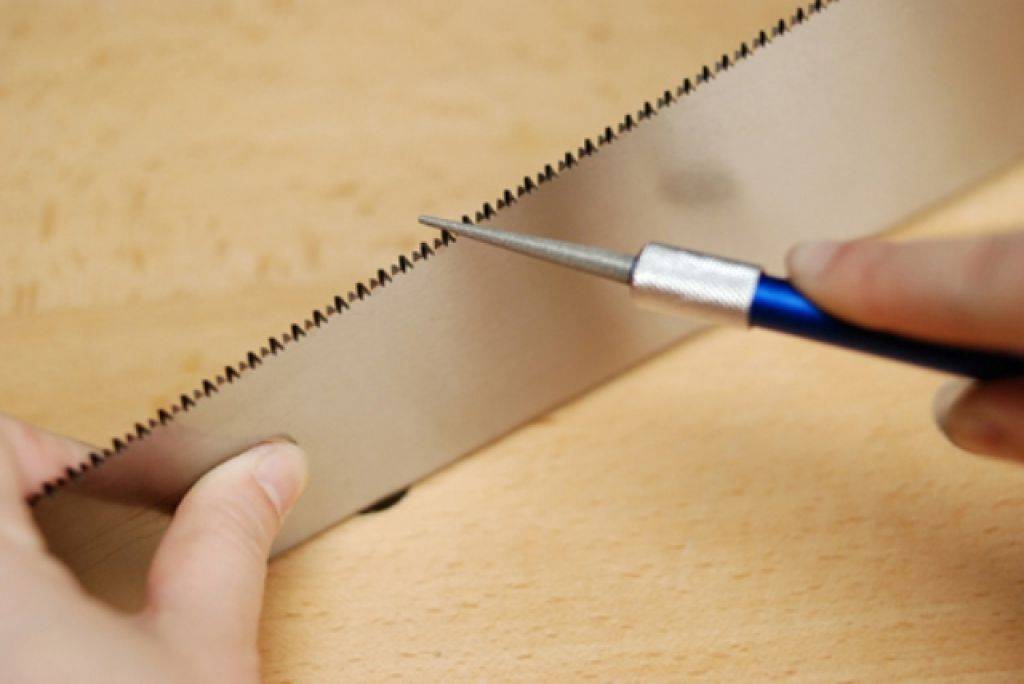
Для заточки используют специальное приспособление, позволяющее фиксировать полотно под углами в 45 и 90 градусов. Если нужно заточить поперечную ножовку, действуют следующим образом:
- полотно закрепляют под углом 45 градусов;
- заточку производят трехгранным напильником с углом при вершине 60 градусов;
- напильник направляют на зуб ножовки под углом от 60 до 75 градусов;
- сначала несколькими движениями напильника от себя обрабатывают левые грани нечетных зубьев;
- после этого ножовка переворачивается и производится обработка левых граней четных зубьев.
При заточке продольной ножовки действуют следующим образом:
- полотно фиксируют вертикально;
- для заточки используется ромбический напильник с мелкой насечкой (можно использовать надфили);
- во время заточки напильник направляется строго параллельно столу;
- в остальном процесс аналогичен предыдущему.
Появляющиеся на гранях зубьев заусенцы нужно удалить при помощи наждачного бруска или напильника с бархатной насечкой.
Процесс заточки пилы в первый раз достаточно труден, поэтому лучше проводить его в полной тишине и с максимальной сосредоточенностью. Стоит сделать это несколько раз, а дальше дело станет привычным и пойдет «как по маслу».
Для обработки деревянных заготовок, изменения длины и формы часто применяется пила. Этот инструмент представлен сочетанием рабочей части и рукоятки. При этом рабочая часть представлена металлической пластиной с режущими элементами, которые расположены в определенной последовательности относительно друг друга. Только при правильном и своевременно обслуживании можно исключить вероятность износа изделия. Примером можно назвать разводку зубьев, которая выполняется время от времени для обеспечения плавного хода инструмента по полученному срезу.

Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Разводка зубьев
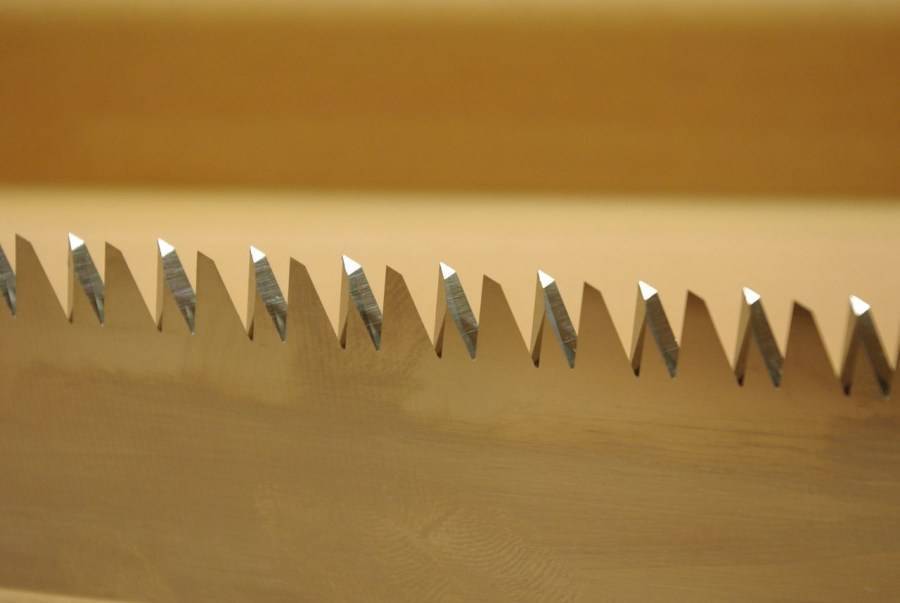
Разводка пилы – это отклонение вершин зубьев от плоскости полотна. Зубья через один отклоняют в разные стороны: нечетные в одну сторону, четные – в другую.
Нужно знать, что качество разводки достаточно сильно влияет на процесс пиления. Поэтому все зубья должны быть отогнуты в разные стороны поочередно на одну и ту же величину, иначе:
- если некоторые зубья отклонены на больший угол, чем остальные, то они будут мешать движению инструмента и быстрее изнашиваться;
- если же отклонение меньше необходимого, то ширина пропила не позволит полотну свободно перемещаться.
Для разводки зубьев пилы используют специальный инструмент – разводку. Простейшая разводка выглядит как небольшая металлическая пластинка с ручкой. В ней имеется прорезь, ширина которой немного больше, чем толщина полотна ножовки. Разведение зубьев происходит следующим образом:








- пилу зажимают в тиски так, чтобы губки тисков заканчивались у основания зубьев;
- затем зубья поочередно помещают в прорезь разводки и, изгибая в средней части, отводят в сторону на заданный угол;
- периодически качество разводки проверяется визуально или при помощи штангенциркуля;
- для проверки качества разводки губки тисков раздвигают на ширину разводки и протягивают между ними пилу (при этом излишний изгиб какого-либо зуба не даст свободно перемещать полотно между губками).
Заточка пил самостоятельно
Приемы работы ножовкой.
Правильная заточка пил требует выполнения определенных требований. Прежде всего, пилу следует четко закрепить под нужным углом или перпендикулярно поверхности верстака. Для этих целей используется приспособление, которое устанавливается на верстаке. Можно изготовить его своими руками. Для этого на деревянном бруске размером 0,2х0,5 м и толщиной не менее 2 см крепятся 2 равносторонних прямоугольных треугольника из стальной полосы шириной 2 см и толщиной 2,5-3,5 мм. На них устанавливается пластина из дерева размером 15х40 см, толщиной порядка 2 см. К этой пластине с помощью шарниров снизу прикрепляется прижимная пластина, аналогичная по размеру. Для обеспечения угла 45° опорная пластина крепится к гипотенузе треугольника, а угла 90° – к вертикальному катету.
Сам процесс обработки производится напильниками разного типа и насечки. Рельеф их насечки должен быть четким. Точение проводится плавными движениями инструмента и только в одну сторону – от себя. Ножовочное полотно устанавливается между пластинами приспособления так, чтобы резцы выступали над их срезом на высоту 16-22 мм. При этом правила заточки для разного типа пил несколько отличаются друг от друга.
Поперечная ножовка фиксируется под углом 45°. Точение осуществляется напильником трехгранной формы. Инструмент подводится к зубу под углом 65-76°. В первую очередь точатся левые грани дальних зубов (нечетных). После этого пила переставляется и обрабатываются левые грани четных резцов. По завершении процесса должны сформироваться острые кромки и вершины на всех без исключения зубьях.
Продольная пила, или универсальная, требует вертикальной установки полотна. Для обработки ее элементов применяются напильники ромбовидной формы с мелкой зернистостью (можно задействовать надфили). Направление движения инструмента – параллельно верстаку, а в целом точильные мероприятия проводятся так же, как и обработка поперечной пилы.
Особенности инструмента
Классификация пил.
Стандартная ножовка по дереву выполняется из металлического полотна, боковая кромка которого предназначена для разрезания древесины. Эта режущая кромка изготавливается в виде ряда зубьев с определенными параметрами. По размеру зубья подразделяются на крупные (шаг нарезания зубьев – 4-8 мм), средние (шаг – 3-3,8 мм) и мелкие (шаг – 1,8-2,8 мм). Форма режущих элементов изменяется в зависимости от назначения инструмента. Поперечная ножовка (распил дерева поперек волокон) имеет равнобедренные зубья с углом в вершине около 40° (мягкие породы материала) или 50-60° (твердые породы). Продольная разновидность инструмента обладает косыми резцами. При этом угол наклона (относительно вертикали) находится в пределах 8-20°. При желании иметь универсальную пилу можно подобрать ножовку с зубьями, наклоненными на 10°.
Если пилить древесину абсолютно плоским полотном, то обязательно будет наблюдаться эффект прихватывания его. Для устранения такого явления производится разводка режущих элементов – небольшой разносторонний наклон резцов вбок. Нормальное распиливание древесины происходит при следующем условии: толщина полотна в режущей зоне в 1,6-2 раза превышает толщину верхней части.
Качество среза волокна обеспечивается остротой каждого резца. Для этого зубья по своей боковой кромке заточены в одну сторону. Угол заточки находится в пределах 60-74°.
Инструкция по затачиванию
Сперва нужно приготовить оборудование, необходимое для работы:
Чтобы сделать заточку качественнее, можно подготовить дополнительные инструменты:
- Устройство, позволяющее крепить пилу под требуемым углом.
- Слесарный молоток.
Разводка
Прежде чем возвращать остроту пиле, нужно настроить зубья, то есть развести их. Разводка — это установка режущих зубцов под определённым углом относительно полотна и друг друга. Если посмотреть на разведённую пилу, видно, что они, чередуясь, отклоняются вправо и влево от самой пластины полотна. Такая конфигурация даёт ножовке свободу в глубоком пропиле. Она не застревает, потому что не касается стенок всей плоскостью.
Чтобы «на глаз» выставить верный угол каждому зубцу, нужен солидный опыт, который есть не у каждого плотника. Он приходит после многих десятков заточенных пил. Для менее опытных плотников есть инструмент, именуемый разводкой. Наиболее примитивный его вариант — плоская стальная пластина с прорезью. В эту щель с минимальным зазором, в натяжку, вставляется ножовка.
Процесс разводки выглядит так:
- Закрепить ножовку в тисках так. Нужно добиться, чтобы зубцы на 2 см выступали над губками.
- Зубцы зажимаются в пазу, после чего отгибаются в середине.
- Сперва нужно отогнуть в одну сторону все чётные зубцы, потом в противоположном направлении отогнуть нечётные.
- В конце можно развести губки тисков по рассчитанной ширине разводки и попытаться провести пилу между ними.
- Чрезмерно отогнутый зубец заденет за тиски. Плоскогубцами отогните его чуть сильнее.
Подгонка зубьев по высоте
Протяжка полотна становится дёрганой, неравномерной, тратится больше сил. Ухудшается точность разреза, поверхность среза становится более шероховатой.
Подгонка осуществляется до начала заточки. Убедиться, что ни один из зубцов не выступает, можно так: прижмите полотно к листу бумаги, положенному на стол.
Вершины зубцов отпечатается на листе, и по пробелам в этом узоре можно будет отрегулировать их высоту. Чтобы сделать это, в слесарных тисках зажмите пилу и напильником сточите слишком длинные зубцы.
Непосредственно заточка
Для возвращения зубьям былой остроты не подойдёт брусок, которым точат кухонные ножи. Нужен особый инструмент: напильник с треугольным сечением или надфиль. Очень хорошо, если есть несколько напильников с разным сечением и шагом насечки: это позволит идеально обработать каждый зубец.
Этапы заточки:
- Одной рукой возьмите напильник за рукоять, а другую положите на конец инструмента.
- Определитесь с углом заточки. Обычно он равен 15-30 °. Определить его можно на глаз, транспортиром или воспользоваться нехитрой техникой. Придайте деревянному бруску форму равнобедренного треугольника с углами 90, 60 и 30 градусов, потом пользуйтесь им как мерилом.
- Наточите левые режущие грани чётных (дальних от вас) зубьев. На каждый требуется отводить равное количество проводок напильника, чтобы снять одинаковое количество стружки. Давление на инструмент должно быть одинаковой силы.
- Поверните ножовку другой стороной, после чего снова заострите левые кромки чётных зубцов.
- Заострите вершины зубьев.
- Не забывайте с помощью бруска контролировать угол заточки.
Процесс кажется очень простым, хоть и монотонным, но есть ряд нюансов:
- Закреплять пилу в тисках нужно очень плотно в целях безопасности. Не стоит бояться повредить металл полотна сильным сжатием.
- Рабочее место должно быть хорошо освещено, чтобы было проще определять углы и остроту.
- Металл снимается, только когда напильник двигается по направлению от плотника.
- Чем сильнее затуплена пила, тем крупнее могут быть насечки на напильнике, но для доводки зубьев всегда нужно брать напильник с маленькими насечками.
- Фиксируя инструмент в тисках просовывайте его между губками максимально глубоко. Для предотвращения раскачки ножовки наружу должны оставаться только зубья.
- В процессе работы на затачиваемых гранях неизбежно будут заусеницы. Чтобы их убрать, достаточно провести по металлу мелкозернистым абразивом (наждачной бумагой).
- Для проверки качества нужно внимательно рассмотреть зубья на свету. Они должны блестеть.
Улучшения качества заточки
Выше был рассмотрен классический вариант, которым может воспользоваться кто угодно. Есть способ сделать процесс заточки эффективнее и легче.
При использовании многокоординатных тисков с поворачивающейся станиной можно зафиксировать полотно так, что двигать напильник придётся только в горизонтальной плоскости.
Как наточить ножовку по дереву
Чтобы восстановить прежнюю остроту зубьев, необходимо произвести их заточку. Во время и после заточки зубья должны иметь первоначальную высоту и шаг углов.
Необходимо учитывать тот момент, что не каждая ножовка подлежит затачиванию. Например, инструмент, имеющий небольшие зубья затачивать нежелательно. Кроме этого, «каленые» зубцы не затачиваются. Чтобы узнать, какие именно зубцы имеет ваша ножовка, нужно внимательно посмотреть на их цвет. Если они имеют темный цвет, ближе к черному, с голубым отливом, тогда металл каленый.







Если возникла необходимость восстановить остроту каленых зубьев, можно воспользоваться напильником с мелкой насечкой.
Инструкция: как самостоятельно выполнить заточку ножовки
Перед проведением процесса необходимо знать, что ножовки по дереву из каленой стали заточить нельзя. Отличить материал можно по черному цвету с характерным синим отливом.
Важно помнить, что перед заточкой зубцы необходимо развести. Чтобы заточить ножовку по дереву своими руками, нужно определиться с необходимым инструментом. В качестве устройства для заточки чаще всего используют напильники, реже — болгарку
В качестве устройства для заточки чаще всего используют напильники, реже — болгарку
Чтобы заточить ножовку по дереву своими руками, нужно определиться с необходимым инструментом. В качестве устройства для заточки чаще всего используют напильники, реже — болгарку.
Процесс восстановления остроты режущей кромки зависит от вида ножовки. Обработка поперечной пилы проводится следующим образом:
- Полотно зажимается в тисках под углом 45° по отношению к столу.
- Проводится заточка левой кромки четных резцов.
- Лезвие переворачивается.
- Затачивается левая кромка четных зубцов.
- Формируются острые режущие грани и острые вершины резцов.
Для обработки используется напильник треугольной формы с мелкой насечкой.
1 — разводка; 2 — стамеска; 3 — полотно пилы; 4 — бруски; 5 — клин; 6 — опора; 7 — трехгранный напильник; 8 — угольник
Чтобы наточить универсальную или продольную пилу, полотно необходимо закрепить в тисках под углом 90°. Для обработки следует воспользоваться ромбическим напильником. Инструмент держат в руках параллельно рабочему столу. В остальном процесс обработки режущей кромки аналогичен заточке ножовки для поперечного распила.
После обработки всех зубьев на гранях могут оставаться заусенцы, размер которых зависит от толщины полотна пила. Их устраняют с помощью мелкого напильника (с «бархатной» насечкой), либо абразивного бруска малой зернистости.
Качество заточки можно определить 2 способами. При проверке на ощупь должна чувствоваться острота зубьев, отсутствие заусенцев. Либо проверяют режущие грани по цвету: при освещении на них не должно быть бликов.
Дополнительно проводится пробный распил: во время обработки ножовка должна идти ровно, без увода в сторону; поверхность реза должна быть гладкой, без рваных волокон древесины.
Заточить пилу можно с помощью болгарки. Для этого электроинструмент крепится к рабочему столу. Пилу перемещают по направляющим вручную таким образом, чтобы каждый резец подавался к наждачному диску в одной и той же плоскости. При этом необходимо установить ограничитель глубины заточки, что позволяет сохранить одинаковую высоту резцов. Сначала проводится обработка граней нечетного ряда зубцов, затем — четного. После обработки также требуется удаление заусенцев надфилем или оселком.





