

Типы пил
Ленточные пилы по назначению бывают:
- Универсальные — применяются для резки материалов, производительность нарезки зависит от плотности и свойств заготовки;
- Специализированные — предназначены для распила определённого класса материалов, обладают повышенной износостойкостью, позволяют распиливать заготовки с максимальной производительностью.
По материалу выделяют следующие виды:
- биметаллические – кромка и полотно выполнены из различных по свойствам материалов, которые обеспечивают наилучшие условия обработки и высокую скорость резания;
- твердосплавные – отличаются повышенной износостойкостью, применяются для резки прочных, хрупких твёрдых материалов;
- из углеродистой стали – универсальные пилы общего назначения, имеют ограничения по скорости резки, производительность обработки средняя.
Как правильно заточить пилу?
Для того чтобы правильно заточить ленточную пилу, необязательно обращаться за помощью к профессионалу. Достаточно лишь вооружиться основными правилами осуществления данной процедуры, подготовить необходимые инструменты и вспомнить основы техники безопасности:
- Заточка ленточных пил осуществляется с помощью специального круга, подбираемого исходя из твердости зубьев инструмента. В зависимости от технических особенностей пилы подбирается и форма заточного круга (плоская, профильная, в виде тарелки или чашечная).
- Перед началом заточки точильный круг следует проверить на способность равномерно снимать металл по всей поверхности зубьев.
- Заточка должна осуществляться без рывков и резких движений, чтобы сохранить первозданный вид и высоту зубьев.
- В механизме точильного круга непременно должна быть охлаждающая жидкость, что сможет исключить возможность перегрева механизма, а также обеспечит более точную заточку ленточных пил.
- После того как обработка поверхности пилы будет завершена, необходимо проверить, не осталось ли на ней цепляющих элементов. Если же такие моменты обнаружены, их можно удалить с помощью шлифовальной машины или того же точильного круга, если поднести к нему ленточную пилу под определенным углом.
Проводимые работы должны проводиться исключительно в респираторе или маске!
Как заточить цепную пилу в домашних условиях
Правильная эксплуатация и уход значительно влияют на качество и производительность инструмента. Для комфортной работы нужно вовремя проводить заточку цепи бензопилы STIHL. Затупленную цепь можно отнести к специалистам или же заточить её своими руками, тем более что весь процесс не является особо сложным. Необходимо лишь приобрести определённую сноровку, так как зубья на ней имеют необычную форму.
Описание процесса заточки с помощью напильников
Первое с чего начинается правка пильной цепи на пиле, это установка инструмента на ровную площадку или стол. В условиях леса, для этого хорошо подойдет чурка большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких – либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав её движение по шине.
Цепь во время заточки при помощи напильника, должна быть натянута.
Под шину желательно подкладывать подставку, в качестве неё можно использовать полено, кусок ветки подходящего диаметра, либо у производителей инструментов для заточки имеются специальные струбцины для удержания шины в процессе заточки цепи.
Заточка цепи производится движениями напильника изнутри зуба наружу. При этом напильник должен располагаться параллельно специальной метке на цепи. Эта метка наносится изготовителем цепей для указания стандартного угла заточки.
Затачиваемый зуб, должен располагаться примерно посредине шины, это необходимо для удобства проведения работ, в процессе заточки нужно продвигать цепь по шине, не забывая при этом каждый раз устанавливать тормоз в рабочее положение.
Работу по заточки цепи на бензопиле, нужно обязательно проводить с использованием перчаток из грубого материала, в противном случае достаточно легко себя травмировать, т.к. рабочая поверхность зубьев очень острая.
В идеале, производители советуют проводить одинаковое количество движений напильником для каждого зуба, но на практике это не всегда возможно, т.к. зубья имеют разную степень повреждений рабочей кромки.
Для облегчения заточки пильной цепи с помощью напильника, могут применяться специальные держатели, с нанесенными на них разметками углов. Разметки сделаны не только для стандартного поперечного реза, но и для продольного.
Державки также удобно использовать, если вы не обладаете достаточным опытом заточки. Опытные мастера для заточки не применяют держатели, а могут использовать только специальные устройства, поддерживающие напильник.
Еще одно устройство, предназначенное для заточки, это ручной станок для правки пильных цепей. В качестве заточного инструмента в нем применяется обычный напильник, который можно самостоятельно заменить. Крепление станка производится непосредственно на шину, в нем также имеется возможность регулировки угла заточки зуба и специальный упор, удерживающий затачиваемый зуб.
Ручной станок для заточки, отлично подойдет для новичков. Наряду с электрическими моделями станков для заточки, ручной имеет свой неоспоримый плюс в виде низкой цены. В зависимости от производителя ручного станка их внешний вид может различаться, но принцип работы у всех один.
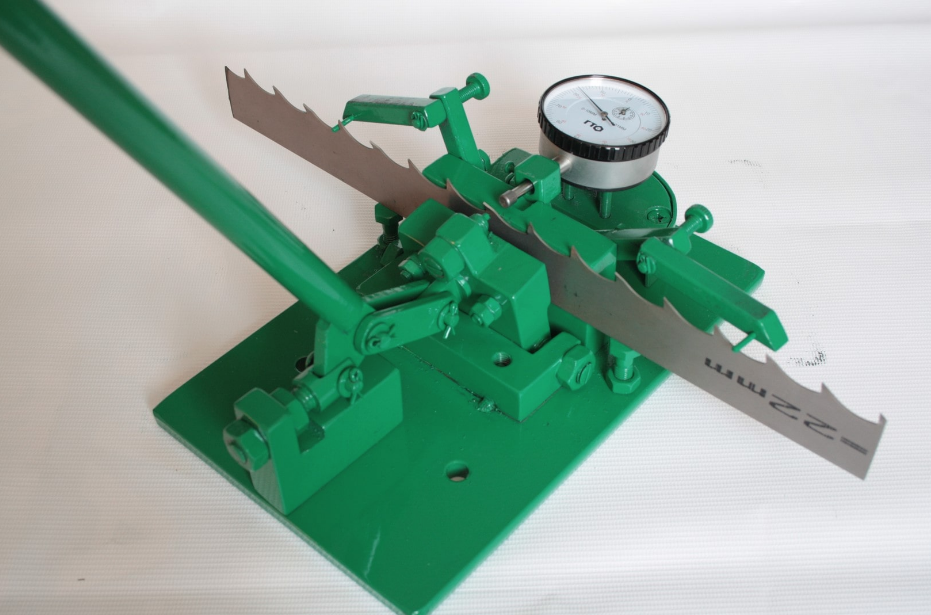
Как заточить полотно для ленточной пилы своими руками,простое приспособление
Корректировка глубины реза производится при помощи плоского напильника, таким образом, чтобы имелась разница между верхней режущей кромкой зуба и ограничителем высоты.
Как видно из рисунка ограничитель глубины стачивается таким образом, чтобы довести показатель зазора до заводского значения. Ниже приведена таблица, в которой указаны основные значения углов, а так же зазоров для наиболее распространенных типов цепей.
Как правило, величина зазора корректируется с применением специальной плашки. Она устанавливается на цепь во время заточки, после чего стачивается ограничитель глубины.
2.1 Самостоятельная замена пильной цепи
Компании, занимающиеся выпуском электропил, не запрещают ее владельцам своими руками заменять цепи. Наиболее распространенная конструкция бюджетного агрегата обладает боковым натяжением. Для замены цепи выполняют следующие действия:
- отодвигают защитный щиток и одновременно отпускают тормоз,
- отверткой поворачивают натяжной винт, откручивают гайку,
- освобождают крышку и отделяют шину от звездочки,
- убирают старую цепь и ставят новую,
- повторяют все действия в обратном порядке.
После этого цепь следует плавно натянуть. Окончательную натяжку совершают, когда закрыта пластиковая крышка.
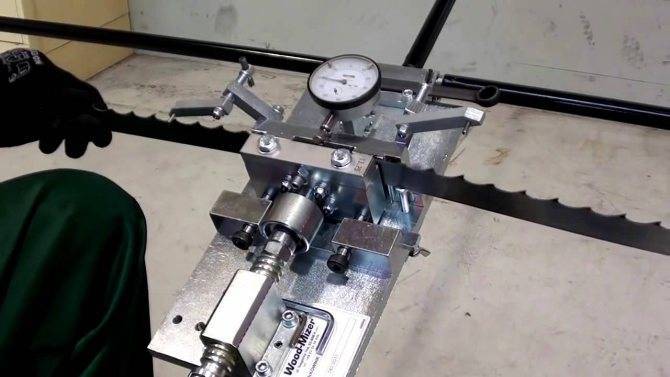
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
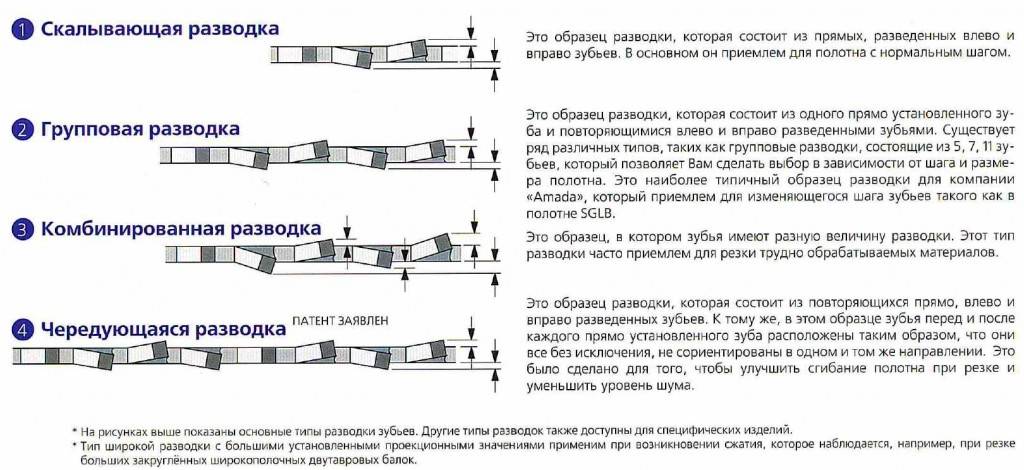
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.


![Как правильно заточить пилу по дереву | [инструкция]](https://benzo-electro-instrument.ru/wp-content/uploads/3/3/e/33eb83c2a1b561825413be8f15e21f4b.jpeg)




Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
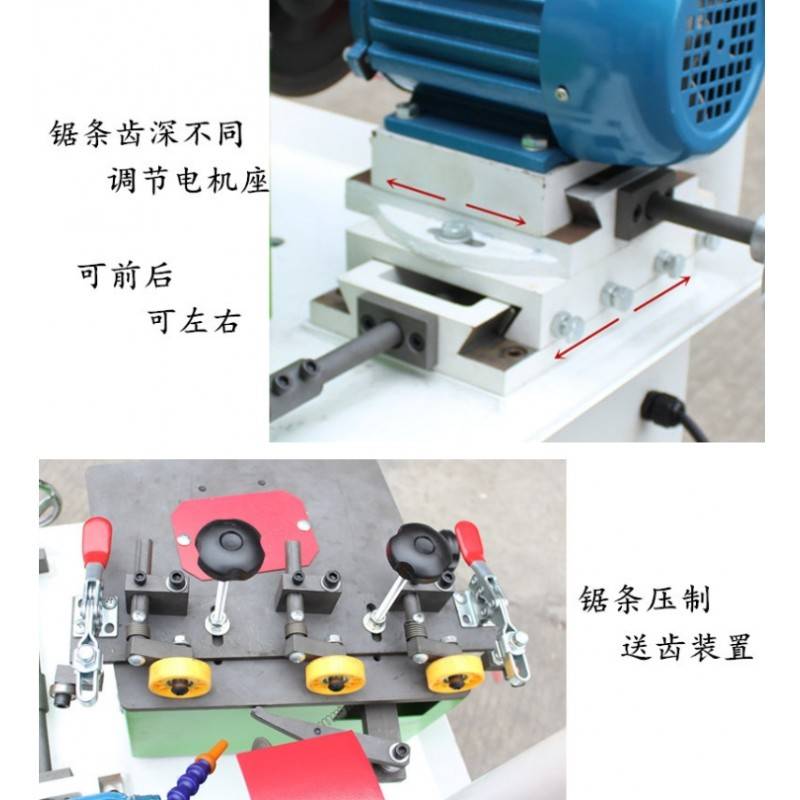
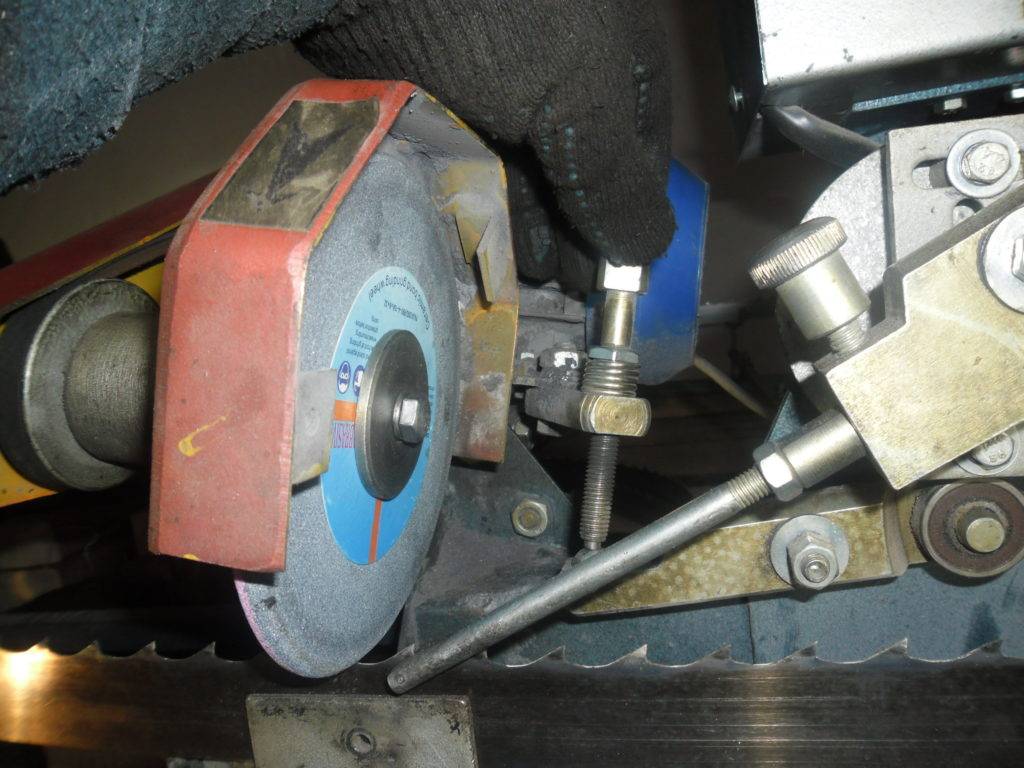
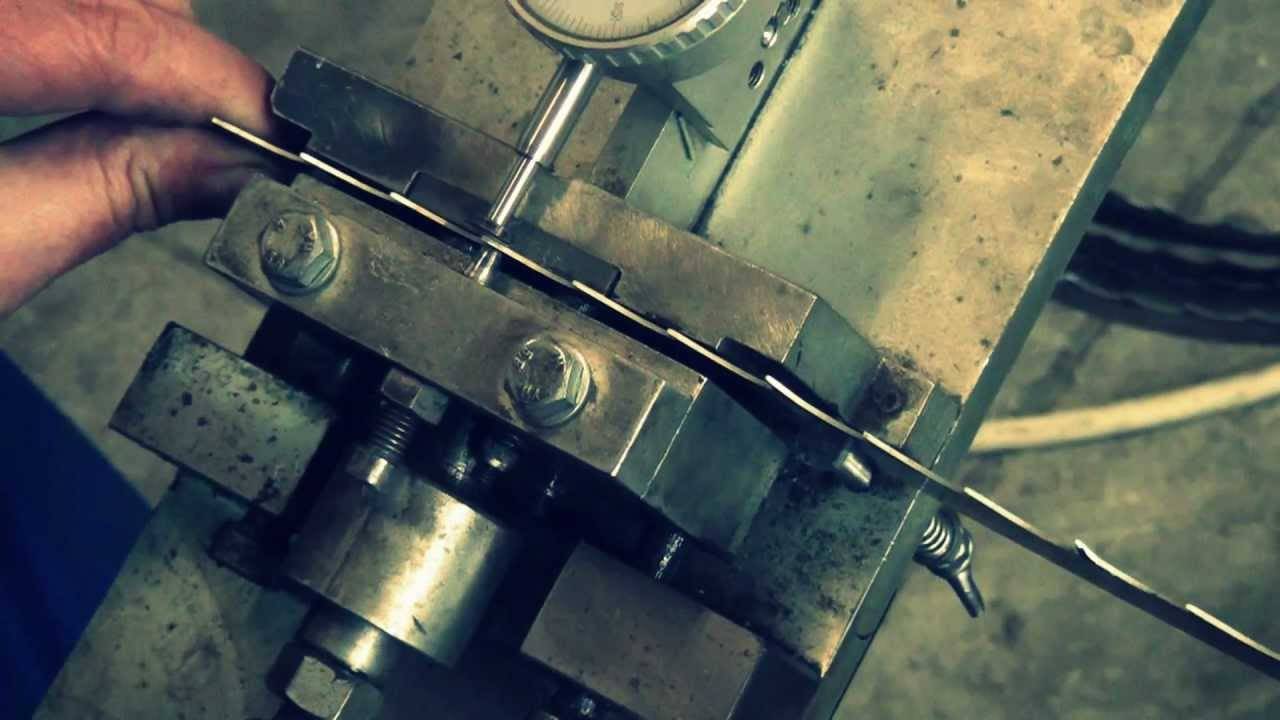
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.





Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Зубья и углы их заточки
Ленточные пилы имеют различную геометрию зубьев: на нее влияют свойства и тип распиливаемого материала. Так, для работы с древесиной применяют пилу столярную, для разделки бревен, делительную. У каждого вида, соответственно своя геометрия зуба.
У ленточных пил, предназначенных для работы с древесиной, угол заточки определяется производителем, но характерно следующее – чем тверже материал, тем передний угол должен быть меньшим.
Для пил с постоянным шагом зубьев при работе с металлом характерны две формы зубьев – «положительный передний угол» и стандартная. Стандартные зубья применяются для работы с тонкостенными материалами, а зубья с положительными передним углом – для распила толстостенного металла.
Для заготовок с малой толщенной стенок (трубы, листовой прокат) используют пилы с малым шагом зубьев – в противном случае существует риск сломать или повредить зуб. С толстостенными заготовками лучше работать инструментом с небольшим числом зубьев на дюйм.
Чтобы убрать эффект колебаний, ряд пил изготавливают с переменным шагом зубьев.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
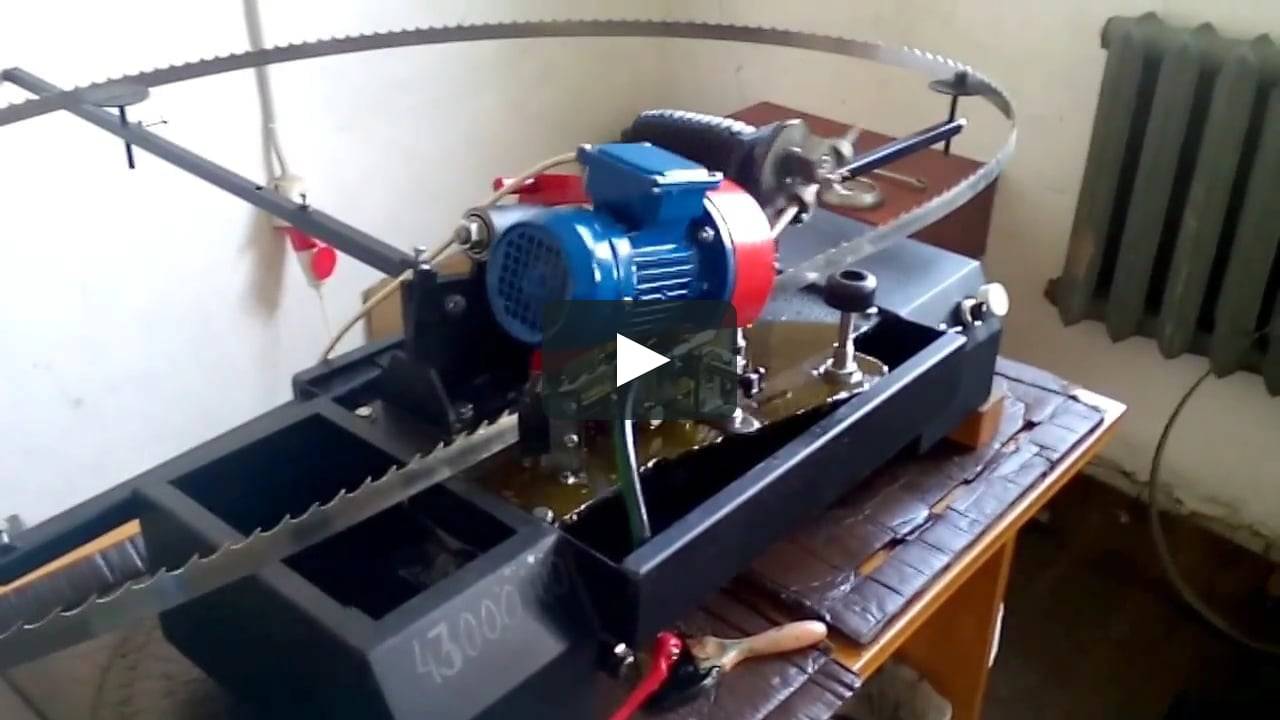
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.






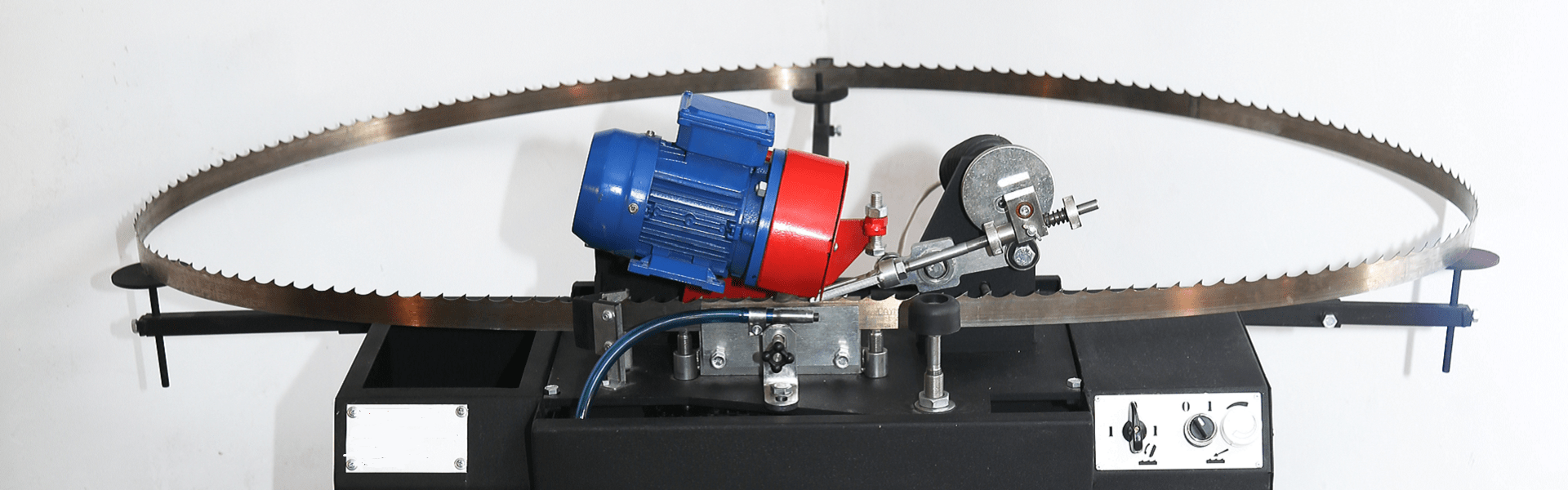


Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование
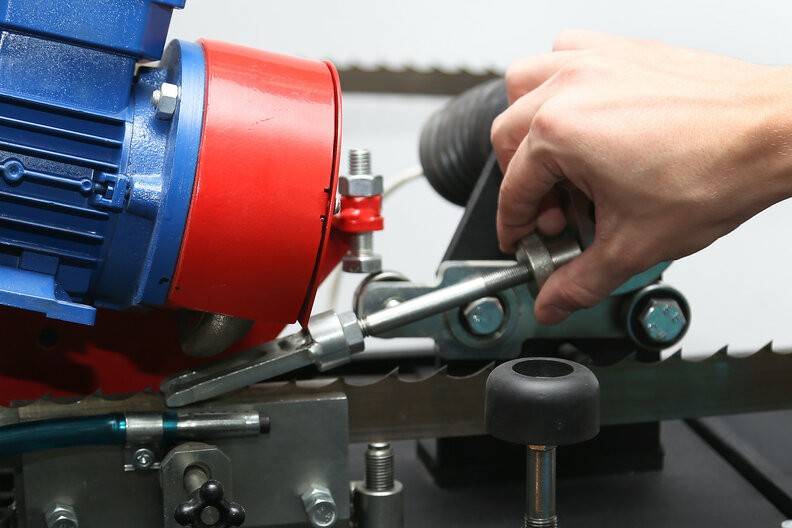
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.





