Вариант 2 — как сделать заточной станок из болгарки и дрели
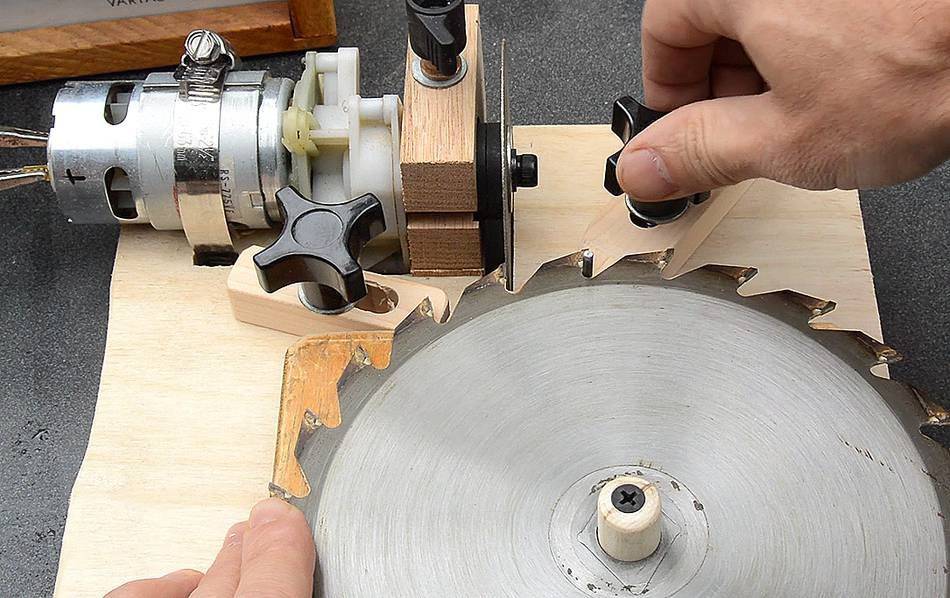
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.

Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке. Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
Схематическое изображение правильной заточки зубьев

Маркировка пильного диска с указанием углов заточки
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Варианты изготовления станка для работы по дереву
На сегодняшний день существует большое количество способов изготовления стационарной циркулярной пилы. В качестве привода для них используют угловые шлифмашинки, ручные дрели, шуруповерты, а также множество других инструментов.
Наиболее распространенными вариантами привода являются:
- привод от ручной дисковой пилы;
- станок с мотором от стиральной машинки.
Как сделать стационарный распиловочный станок — пошаговое руководство
При изготовлении понадобится небольшое количество материала и ручного инструмента, которое, как правило, есть в обиходе каждого хозяина. К нему относится:
- деревянные бруски;
- лист OSB или фанеры;
- крепежные метизы;
- дрель с набором сверл;
- ручная дисковая пила.
В качестве рабочего стола будет использоваться лист фанеры или OSB толщиной не менее 20 мм и размерами 1100 х 880 мм. Для изготовления стационарного станка для распила древесины необходимо выполнить следующие действия:
- Установить ручную дисковую пилу на место предполагаемой установки и обвести контур. После этого сделать углубление около 12 мм.
- По контуру углубления просверлить отверстия для крепежных болтов М8 и с их помощью зафиксировать ручную циркулярную пилу на обратном основании стола.
- Рядом с пилой установить розетку и подключив к ней пилу, сделать проточку, в которой будет находиться пильный диск.
- Из деревянного бруска сделать обрешетку периметра стола и ножки необходимой длины. В месте крепления пилы установить откидной короб, соорудив его из тонкой фанеры. В торце стола установить клавишу включения, предварительно соединив ее с розеткой.
- В одном из углов короба сделать отверстие для подключения пылесоса. Для фиксации шланга можно использовать пластиковый фитинг диаметром 50 мм.
- Короб фиксируется со столом при помощи металлических уголков и шурупов.
- Затем, поперек стола необходимо вырезать 2 продольных желоба для установки швеллера 150х100х10 мм. Так как рабочий стол будет покрыт листами ПВХ толщиной 4 мм, глубина проточек под швеллер должна равняться 6 мм.
- После этого можно приступать к изготовлению толкателей. В качестве направляющих, используются рейки из твердых пород древесины. Каркас толкателя можно выполнить из ламинированной ДСП толщиной 16 мм.
Посмотрев видео можно ознакомиться с детальной пошаговой инструкцией по изготовлению стационарной циркулярки из ручной дисковой пилы.
Самодельный отрезной станок с приводом от стиральной машинки
Еще одним распространенным вариантом является использование асинхронного двигателя от стиральной машины, в качестве привода пильного диска. Для бытового использования подойдет электромотор небольшой мощности, например двигатель от старой стиралки Малютка или любой современной машины — автомат.
Распиловочный станок из дрели в домашних условиях
Еще получается хорошая циркулярка с использованием ручной дрели. Затраты на материалы минимальные, а дрель есть почти у каждого в доме. Более подробно о всех нюансах и пошаговый алгоритм изготовления своими руками вы найдете в нашей статье о том, как сделать циркулярка из дрели.
Углы заточки
У циркулярной пилы имеются четыре угла, которые после притупления необходимо заточить. Это передний и задний углы. Также углы среза, образованные передней и задней поверхностями.
В зависимости от направления пиления их нужно правильно наточить. При продольной резке величина переднего угла составляет интервал 15−25 градусов. В случае поперечного распиливания заточный угол уменьшается до 5−10 градусов. Если требуются распилы универсальные, то зуб затачивается под углом 15 градусов.
Важное влияние на величину угла имеет плотность материала. Чем она ниже, тем зуб требуется острее
Если обрабатываемый материал — пластмасса, то угол может быть и отрицательный.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором
Рассмотрим их по степени важности
Читать также: Для чего нужен дроссель в блоке питания
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
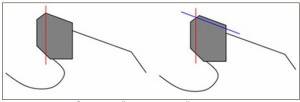
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:







Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Виды режущих зубьев
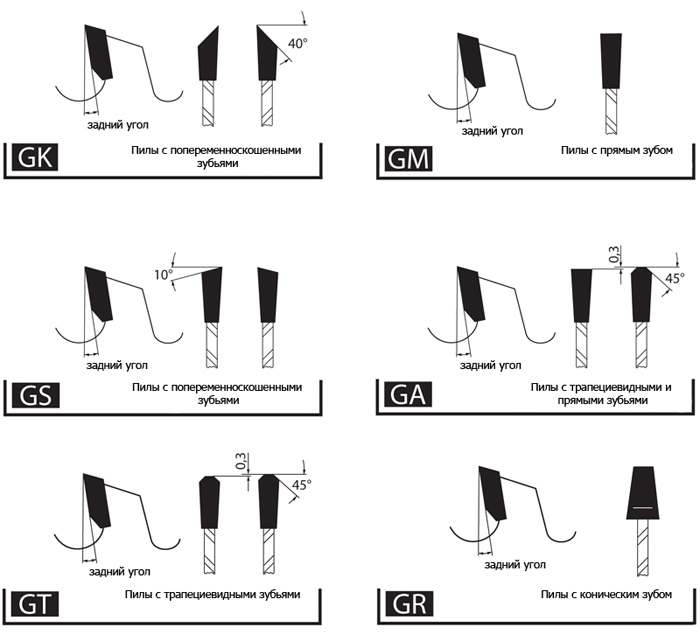
Типы зубьев На поверхности зубьев располагаются четыре плоскости — передняя, задняя и две боковые.
В момент пересечения друг с другом они создают единую режущую кромку, благодаря которой и происходит распиливание поверхностей.
Существует несколько форм зубьев:
- Прямой зуб. Чаще всего его применяют только для проведения скорого продольного распила. Во время такой работы качество и точность практически не важны.
- Косой зуб. Задняя плоскость у такой детали наклонена вправо или влево. На пилах эти зубья часто чередуются, из-за чего те получили название «переменноскошенные». Такие зубья используются в инструментах чаще всего. Размер углов может быть разным, это связано с покрытием обрабатываемой поверхности — древесина, ДСП, пластик. Их применяют для продольных и поперечных движений. Большой угол наклона на инструментах применяется при разрезании плит с двухсторонним ламинированием. Это помогает избежать сколов материала. Чем больше скошенный угол, тем легче пила проходит через поверхность. Но это значительно увеличивает вероятность поломки зуба. На некоторых изделиях зубья наклонены не только сзади, но и спереди.
- Трапециевидный зуб. Главное достоинство этого типа – это то, что кромка тупится медленно. Но их редко применяют отдельно, обычно чередуют вместе с прямыми зубьями. Во время работы устройства трапециевидные зубья расположены над прямыми, поэтому берут на себя основную (черновую) работу по распиливанию. Прямые зубья выполняют чистовую обработку. Такую конструкцию пилы применяют для распиливания пластика, ДСП и МДФ.
- Конический зуб. Этот тип зуба считается дополнительным, поскольку он лишь помогает надрезать нижнюю часть материала (чаще всего ламината). Такая конструкция позволяет обезопасить поверхность от сколов и появления трещин. Конические зубья обычно обладают прямой передней гранью, но она бывает и вогнутой. Такой тип используют для чистовой обработки спила.
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.
Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.
Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.
Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.









Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
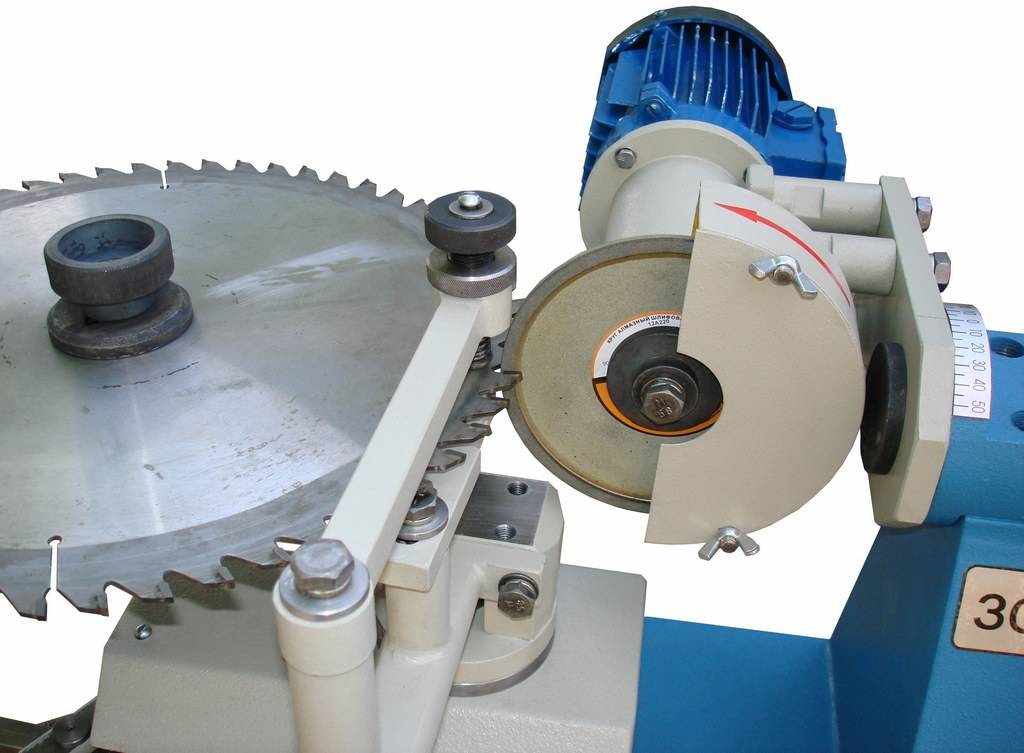
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
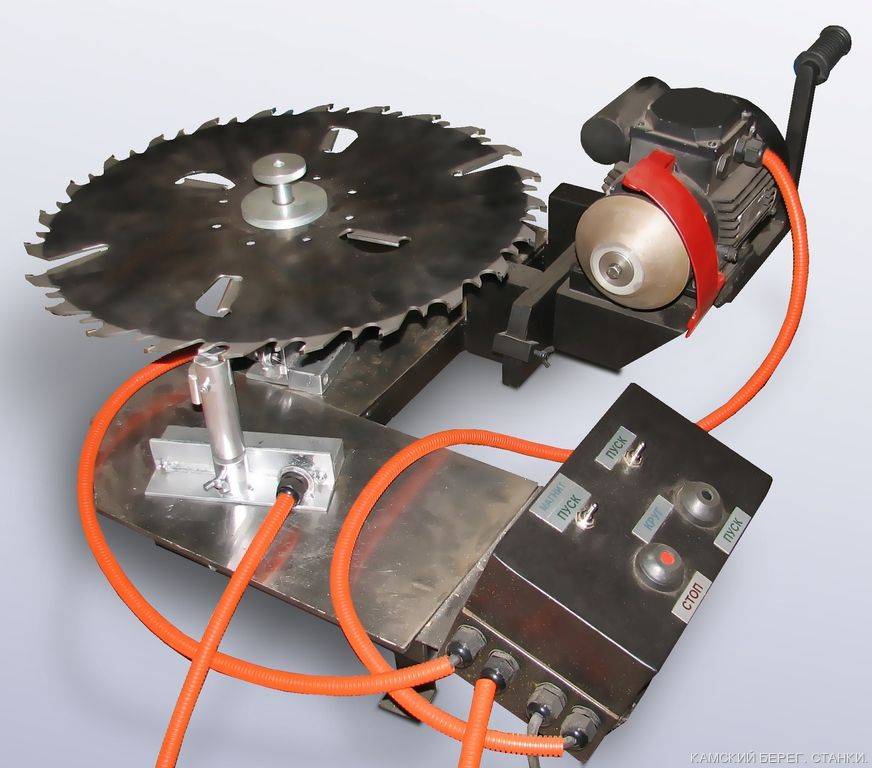
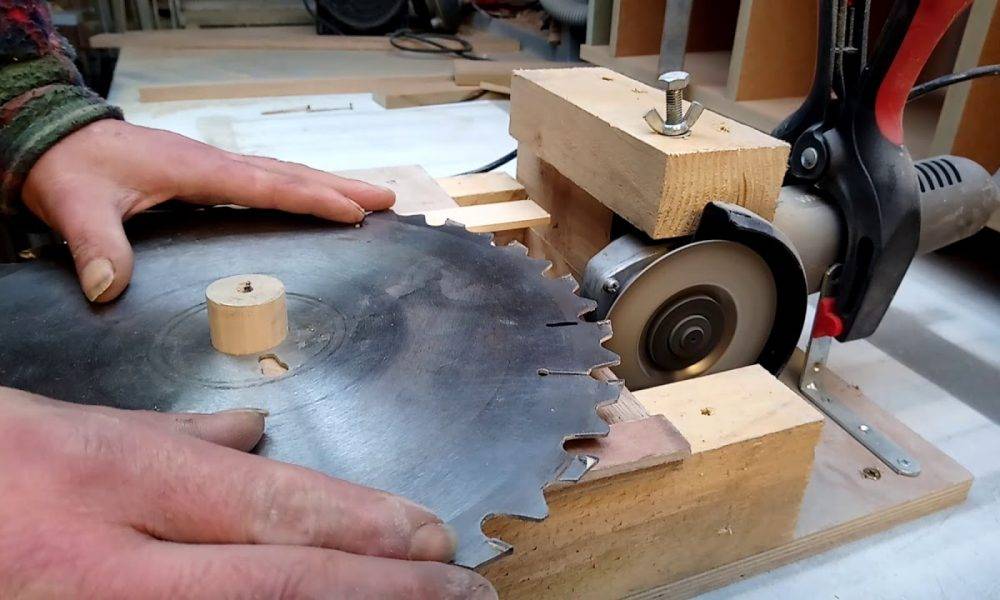
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Технология заточки ножовки по дереву
Заточка ножовки своими руками.
Прежде чем наточить ножовку своими, нужно хорошо укрепить ее. Следует применить напильник, а после зачистить грани зубчиков надфилем. Проделать последнюю процедуру можно с использованием напильника, который имеет мелкую бархатную насечку. Если предстоит использовать не новый напильник, его рабочую поверхность нужно почистить металлической щеткой, натерев после древесным углем, это позволит исключить затупление и забивку поверхности.
Заточка представляет процесс частичного снятия слоя металла
В ходе этого важно соблюдать определенный нажим на зубья. При этом рукоятку напильника нужно ухватить правой рукой, а конец придерживать левой, направляя инструмент на зубчики
Возвращая напильник в первоначальное положение, не следует допускать взаимодействия с зубчиками
Возвращая напильник в первоначальное положение, не следует допускать взаимодействия с зубчиками.
Заточка становится причиной появления заусенцев, избавиться от них можно с помощью напильника, который имеет бархатную насечку, тогда как с боковой грани рабочей поверхности можно убрать их мокрым оселком.
На последнем этапе нужно проанализировать остроту зубьев. Взглянув на кромку лезвия, вы не должны увидеть блеска, это указывает на качественную заточку. Если заметен блеск на некоторых зубчиках, то их нужно дополнительно подточить инструментом с бархатной насечкой.









Для того чтобы заточить зубчики поперечных инструментов, нужно применить трехгранные напильники с мелкой насечкой, угол при этом должен быть равен 60°. Для того чтобы начать работать над заточкой, инструмент нужно зажать под углом, ограниченным пределом 45-50° по отношению к поверхности стола. Напильник нужно направлять под углом от 60 до 75° к полотну, это позволит добиться остроты первого зуба, принадлежащего левой грани. На следующем этапе можно начать работать с правыми гранями нечетных зубчиков.Как только удалось заточить нечетные зубчики, можно перевернуть полотно, чтобы приступить к работе с четными зубьями
При этом важно, чтобы в каждом зубе были образованы острые кромки, угол которых равен 60-75°
https://youtube.com/watch?v=bYBaKJPi0Og
Точить ножовку, которая называется продольной, нужно с применением надфиля с грубой насечкой или ромбических напильников, которые имеют мелкую насечку. Перед заточкой рабочей поверхности продольной пилы ее нужно укрепить вертикально. Далее нужно определить, каким способом будут осуществляться работы. Первый метод называется прямым, это предполагает использование надфиля под углом в 90°, который нужно направлять горизонтально по отношению к полотну. Это позволит избавиться от незначительного количества металла, располагающегося на задней и передней гранях зуба. Теперь в устройстве нужно поменять положение инструмента, чтобы заточить зубчики в дальнем ряду другого ряда.
Второй метод называется косым и отличается от вышеописанного направлением инструмента к рабочей поверхности ножовки, угол заточки при этом равен пределу 80°. Данный метод позволяет получить боковые кромки, применяемые при работе с лучковыми пилами.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
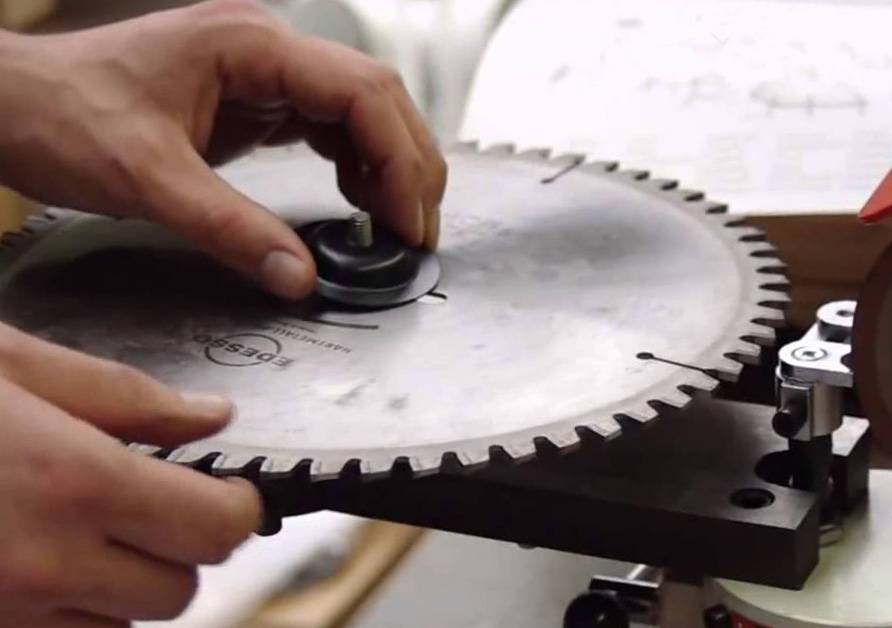
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.