

Требования к разводке зубьев ножовки
Отгибая резцы через один на обе стороны полотна соблюдать определенную величину, которую можно задать на самодельном устройстве.
Ширина разводки зависит от породы дерева.
Для мягкой и влажной древесины требуется больший угол наклона, чем для сухой.
Как правило, ручные инструменты эффективно работают со средним значением 0,2-0,3 мм.
При этом, общая величина не должна превышать ширину полотна.
Кроме того, соблюдается одинаковый характер отгиба на каждую сторону.
Разводка для ножовки проверяется визуально или при помощи штангенциркуля.
Обратите внимание на размер зуба – особенно важна высота резца
Ручной метод
Это самая простая и медлительная методика по заточке зубьев цепи. Тем не менее способ хорош, когда заточка производится на месте в лесу. Не возить же все время с собой целый станок?! Но тут стоит быть точнее – подразумевается не один инструмент, а целый набор, куда включены:
- плоский напильник;
- круглый напильник;
- шаблон.
Каждый из них выполняет свои обязанности. Основное предназначение плоского инструмента заключается в заточке ограничителя глубины.
Круглый напильник уже выполняет главную операцию, делает режущие кромки острее. При этом для каждой цепи требуется определенный диаметр инструмента:
- шаг ¼ дюйма – 4 мм;
- шаг 0,325 – 4,8 мм;
- шаг 3/8 дюйма – 5,2 мм;
- шаг 0,404 – 5,5 мм.
Для цепей Picco, которыми оснащаются бензопилы «Штиль» 180 с шагом 3/8 и четверть дюйма, также подойдет напильник диаметром 4 мм
Важно правильно его держать. Относительно вертикальной плоскости напильник нужно располагать строго перпендикулярно цепи, а в отношении горизонтальной – под небольшим углом (около 30°)
Конкретный угол заточки выбирается в зависимости от потребностей, но в пределах 25-35°.
В отличие от заточки цепи бензопилы на станке, угол здесь можно установить при помощи шаблона, который считается полезным помощником. Для этого он снабжен двумя прорезями: SOFT/S (для мягкой древесины) и HARD/H (для твердой породы). Шаблон следует закреплять над цепью, что наделяет его привилегиями ограничителя.
Только следует учитывать, что данный метод не предназначен для постоянного применения, а служит лишь в качестве правки лезвий. Слишком частое использование напильника со временем приводит к изнашиванию цепи, а сами зубья будут затачиваться неравномерно.
Дополнительные рекомендации
В первую очередь вы должны помнить, так это то, что перед тем как производить непосредственную заточку, необходимо выполнить определение ее уровня, отталкиваясь от наиболее, скажем так «тупого» резца, так как он является своеобразным ориентиром в данном процессе.
Схема смазки цепи
Также немаловажно помнить о том, что не нужно слишком увлекаться манипуляцией и глубоко производить стачивание вашей цепи. Так как таким образом вы попросту нарушите ее прямую функциональность, и снизится непосредственная ее прочность и крепость звена в том числе
Немаловажным также является то, что большинство специалистов рекомендуют после непосредственной заточки производить продувание самой цепи посредством использования воздуха сжатого. А после такого процесса на несколько часов поместить ее в масло, но оно должно быть чистым.
Точим напильником
Первое что нужно для того, что бы наточить цепь, либо немного её подправить, это специальные напильники.
Напильник
Для заточки и правки цепей для пил, используются два вида напильников. Первый, это напильник круглого сечения с диаметром соответствующим диаметру закругления рабочей кромки пильного зуба.
Для заточки пильных цепей бытового инструмента, применяются круглые напильники диаметром 4, 4.8 мм, обусловлено это тем, что они имеют маленький зуб. Для профессиональных моделей используют более мощные цепи с большим зубом, и соответственно нужны напильники диаметром 5.2, 5.5 мм.
Для того чтобы правильно произвести заточку, не достаточно наточить только режущие кромки зуба, нужно еще произвести корректировку ограничителя глубины реза. Если этого не сделать, цепь не будет врезаться в распиливаемый материал на требуемую глубину, что заметно снизит скорость проведения работ и точно так же, как и в ситуации с тупой цепью может привести к перегреву двигателя пилы из-за не достаточной нагрузки на двигатель. Эта работа выполняется с помощью плоского напильника.
Описание процесса заточки с помощью напильников
Первое с чего начинается правка пильной цепи на пиле, это установка инструмента на ровную площадку или стол. В условиях леса, для этого хорошо подойдет чурка большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких – либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав её движение по шине.
Под шину желательно подкладывать подставку, в качестве неё можно использовать полено, кусок ветки подходящего диаметра, либо у производителей инструментов для заточки имеются специальные струбцины для удержания шины в процессе заточки цепи.
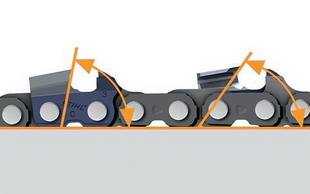
Заточка цепи производится движениями напильника изнутри зуба наружу. При этом напильник должен располагаться параллельно специальной метке на цепи. Эта метка наносится изготовителем цепей для указания стандартного угла заточки.
Затачиваемый зуб, должен располагаться примерно посредине шины, это необходимо для удобства проведения работ, в процессе заточки нужно продвигать цепь по шине, не забывая при этом каждый раз устанавливать тормоз в рабочее положение.
В идеале, производители советуют проводить одинаковое количество движений напильником для каждого зуба, но на практике это не всегда возможно, т.к. зубья имеют разную степень повреждений рабочей кромки.
Для облегчения заточки пильной цепи с помощью напильника, могут применяться специальные держатели, с нанесенными на них разметками углов. Разметки сделаны не только для стандартного поперечного реза, но и для продольного.
Державки также удобно использовать, если вы не обладаете достаточным опытом заточки. Опытные мастера для заточки не применяют держатели, а могут использовать только специальные устройства, поддерживающие напильник.
Еще одно устройство, предназначенное для заточки, это ручной станок для правки пильных цепей. В качестве заточного инструмента в нем применяется обычный напильник, который можно самостоятельно заменить. Крепление станка производится непосредственно на шину, в нем также имеется возможность регулировки угла заточки зуба и специальный упор, удерживающий затачиваемый зуб.
Ручной станок для заточки, отлично подойдет для новичков. Наряду с электрическими моделями станков для заточки, ручной имеет свой неоспоримый плюс в виде низкой цены. В зависимости от производителя ручного станка их внешний вид может различаться, но принцип работы у всех один.
Корректировка глубины реза производится при помощи плоского напильника, таким образом, чтобы имелась разница между верхней режущей кромкой зуба и ограничителем высоты.
Как видно из рисунка ограничитель глубины стачивается таким образом, чтобы довести показатель зазора до заводского значения. Ниже приведена таблица, в которой указаны основные значения углов, а так же зазоров для наиболее распространенных типов цепей.
Как правило, величина зазора корректируется с применением специальной плашки. Она устанавливается на цепь во время заточки, после чего стачивается ограничитель глубины.
Более подробно о том, как точить цепь бензопилы напильником, читайте здесь.
Заточка цепи бензопилы посредством напильника
Обработка зубьев напильником не отличается особой сложностью, гораздо важнее правильно подобрать подходящий инструмент с нужным диаметром.
При этом основной фактор, определяющий порядок всего мероприятия – это функциональные особенности самого полотна цепи.
Необходимости частой обработки цепи напильником нет, достаточно выполнять такую процедуру по мере реальной надобности, а не просто от случая к случаю.
Наиболее популярные размеры цепей и подходящий для этого инструмент:
- толщина полотна 1,3мм обрабатывается напильником сечением 4 мм;
- толщина 1,6 мм – правится напильником диаметром 5,2 мм;
- Обработка ограничителя глубины, проводится плоским напильником.
Используйте струбцину для надежной фиксации шины в нужном положении.

Еще один полезный инструмент – лекало. Этот элемент оснащен шарнирами, с помощью которых устройство можно без труда передвигать по полотну пилы.







Лекало нужно предварительно закрепить, под необходимым углом, и тогда весь процесс работы станет проще и удобнее, кроме того, исчезнет риск потенциальной ошибки.

Правильное расположение инструмента при ручной обработке
Стоит учитывать и тот факт, что на полотне, кроме режущих зубьев имеется ограничитель, призванный обеспечивать плотное вхождение острых частей пилы в древесину.
Это важно! Передвигать напильник по полотну требуется только в одну сторону, а не в обе. Каждый из зубьев необходимо обработать напильником по отдельности с обеих сторон.. Такой способ является одним из наиболее доступных, но процесс трудоемкий, и требует определенной усидчивости от исполнителя
Такой способ является одним из наиболее доступных, но процесс трудоемкий, и требует определенной усидчивости от исполнителя.
Как правильно заточить полотно своими руками, популярное видео
Оптимальные способы заточки цепи бензопилы
Существует несколько способов заточки бензопил, каждый из которых имеет свои преимущества и особенности. Далее детально о каждом из них.
Заточка напильником
Заточка напильником – один из наиболее распространенных, простых и эффективных способов заточки пилы. Чаще всего в специализированных магазинах продаются готовые наборы (иногда вместе с пилой) для заточки электро- и бензопил. Простейший набор состоит из следующих элементов:
- напильника цилиндрической формы, установленного в державку;
- плоского напильника;
- крючка и шаблона для определения нужной глубины ограничителя.
Заточка с помощью напильника
Действовать напильником для заточки зубьев цепи следует осторожно, плавно, без излишнего давления на инструмент. Перед началом работы желательно закрепить шину. После этого можно приступать к работе
Итак, устанавливаем державку на затачиваемый зуб, удерживаем ее в одном положении и слегка прижимаем напильник к затачиваемой кромке. После этого делаем несколько плавных движений от себя
После этого можно приступать к работе. Итак, устанавливаем державку на затачиваемый зуб, удерживаем ее в одном положении и слегка прижимаем напильник к затачиваемой кромке. После этого делаем несколько плавных движений от себя.
Повторяем процесс аналогичным образом со всеми остальными зубьями. При этом следует помнить о том, что все зубья должны быть заточены одинаково. Добиться этого можно, применяя для заточки каждого зуба одинаковую силу и осуществляя при этом равное количество движений.
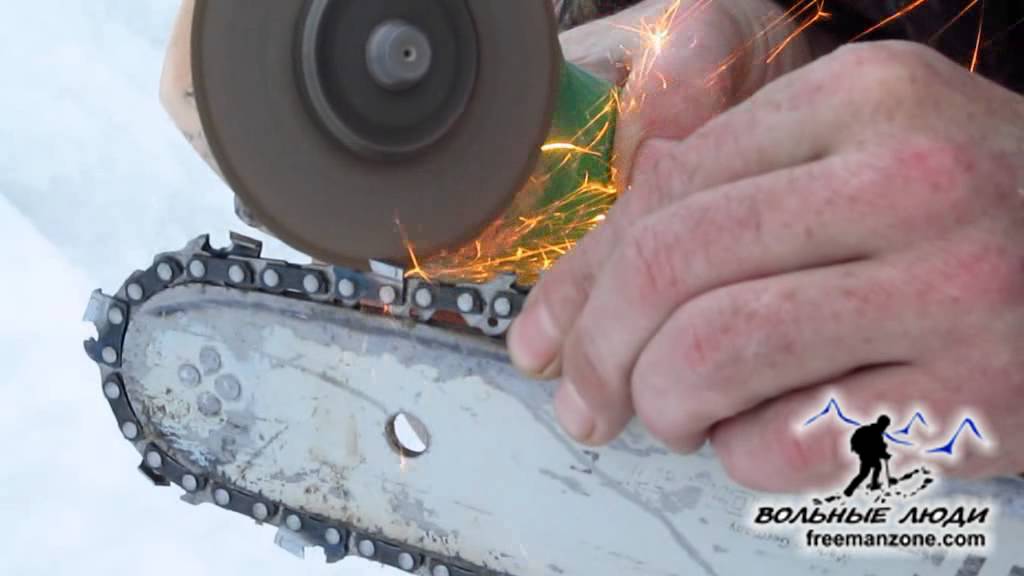
Заточка болгаркой
Данный способ считается одним из самых простых и доступных, но с одной оговоркой: при наличии под рукой болгарки и умении ею пользоваться. В противном случае, процесс заточки может быть не таким уж и простым.
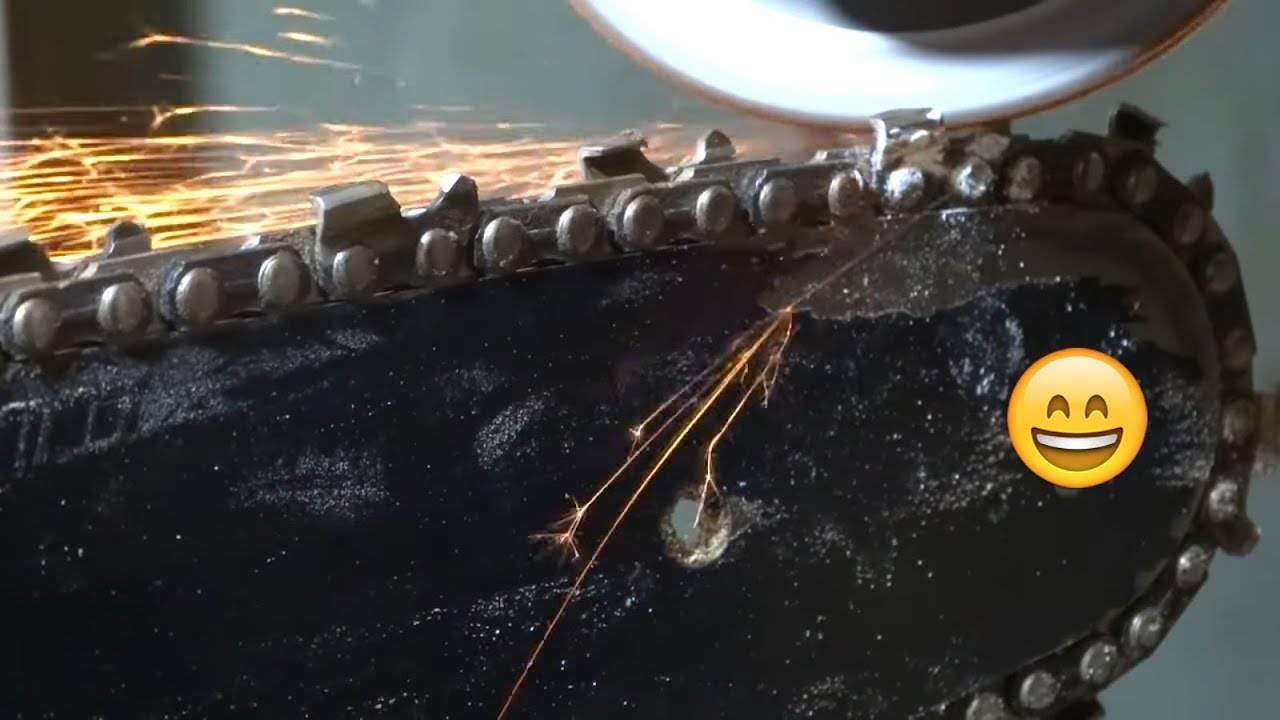
Заточку можно провести с помощью болгарки
Особенность данного метода заточки состоит в том, что цепь не нужно снимать с пилы во время заточки ее зубьев. Для заточки следует подготовить уже использованный ранее диск по металлу толщиной около 2,5 мм.
Болгарка должна быть выставлена на минимальные обороты, а сам процесс необходимо осуществлять, постепенно двигаясь по порядку от одного зуба к другому.
Заточка на станке
К сожалению, в некоторых случаях недостаточно ручного способа заточки зубьев. Это происходит в том случае, когда пила использовалась столь часто и без оглядки на последствия неаккуратного использования, что кромка лезвия превращается в нечто бесформенное. Именно для таких случаев оптимальным вариантом можно считать станок.
Для заточки зубьев цепи чаще всего используют один из следующих типов станков:
Ручной станок. Это скорее особое приспособление, нежели станок. Рабочая часть ручного станка схожа с лучковой пилой, правда, используется здесь напильник цилиндрической формы. Механизм такого станка довольно непрост, но при тщательной настройке способен совершить процесс заточки точнейшим образом.
Станок для заточки пилы
Электрический станок. Заточку осуществляет непосредственно абразивный диск, встроенный в станок. Автоматическая настройка позволяет задать оптимальные параметры быстро и наилучшим образом. Дополнительно к станку в некоторых случаях идет защитная маска, которая предотвратит попадание в глаза искр и стружки.
Вот и все, что необходимо знать, для того чтобы быстро и грамотно осуществить заточку цепи. Удачи!
Модификации
За все время выпуска бензопилы, Дружба 4 не претерпела каких-то серьезных конструктивных изменений. Давайте посмотрим, какие незначительные изменения происходили в конструкции бензопилы:
- 1950 — 1960 годы. Первая конструктивная модификация касалась изменения варианта крепления ручек, их стали крепить к крышке вентилятора, в последующем крепление перенесли к хомуту, который соединял двигатель и редуктор.
- 1960 — 1980 годы. В это время на конвейер поступила и выпускалась 20 лет, модификация бензопилы под названием Дружба – 4А, которая имела два главных достоинства: контактное магнето и всем известный карбюратор КМП-100. В конце 80-х модификация бензопилы Дружба -4А снята с производства.
- Конец 1980-х годов. Выпуск модификации Дружба-4М Электрон. Впервые применено электронное зажигание.
- 1990-е года. Оснащение бензопилы современным (в то время) карбюратором КМП-100У. Изменения в пильной гарнитуре – использование цепей современного типа.
Многие путают и говорят, что на бензопиле Дружба 4 был произведен ряд других изменений, таких как, съемный стартер, разъемный картер и съемный цилиндр, однако они глубоко ошибаются. Все эти изменения были произведены на бензопиле Урал, основой которой послужила Дружба.
Признаки износа режущей кромки бензопилы
Производительность мотопилы во многом зависит от состояния ее цепи. Чтобы использование мотопилы было эффективным и безопасным, ее цепь должна быть острой
Важность правильной заточки цепи выше, чем важность использования мощного мотора. Интенсивное применение данного инструмента приводит к быстрому изнашиванию цепи. В некоторых ситуациях необходимость в заточке цепи возникает несколько раз в течение одного дня
Чем чаще выполняется заточка тупых зубьев, тем меньшее количество металла приходится снимать при ее проведении, тем самым срок эксплуатации пильной цепи продлевается
В некоторых ситуациях необходимость в заточке цепи возникает несколько раз в течение одного дня. Чем чаще выполняется заточка тупых зубьев, тем меньшее количество металла приходится снимать при ее проведении, тем самым срок эксплуатации пильной цепи продлевается.
Чтобы определить момент, когда углы перестают отвечать максимально эффективным параметрам, необходимо учитывать несколько признаков:
- Цепь начинает вытягиваться и слегка провисает. В результате функционирование инструмента ухудшается, процесс распиливания замедляется. Для достижения желаемого результата приходится прикладывать дополнительные усилия.
- Распиливание заготовок одинаковых размеров происходит медленнее, чем раньше. Происходит существенное снижение производительности. Та работа, которая прежде выполнялась за два часа, теперь требует четырех часов.
- Вид опилок изменяется. Они становятся более мелкими, острыми и неровными. При надлежащем состоянии цепи опилки представляют собой не отличимые друг от друга прямоугольные элементы.
Признаки необходимости заточки
Зуб на дисковой пиле стирается быстрее на плотной или сырой древесине. Рабочая кромка испытывает большее сопротивление и трение. Заточку пильных дисков следует производить при появлении первых признаков затупления:
- необходимо прилагать больше усилия для того чтобы резать дерево;
- в месте реза появляются темные пятна;
- чувствуется запах горелого дерева;
- разрезаемая деталь движется неравномерно, рывками;
- двигатель сильнее гудит;
- кожух электродвигателя греется;
- кромка зуба стала закругленной, искривленной.
Если на эти признаки не обращать внимание, то последует поломка зубьев и дым со сгоревшего привода. Плоскость реза на деревянных деталях будет неровной, рваной
Тупой зуб не режет, а рвет волокна древесины, продавливает в ней канавки.
Определение степени износа циркуляционного диска
Получение качественного результата при работе пилой дискового типа возможно только в том случае, если вовремя выполнить заточку циркулярных пил. В противном случае может наблюдаться порча заготовок, быстрый износ механизмов привода пилы, увеличение травматизма на производстве. Чтобы этого избежать, необходимо четко следить за износом режущего полотна, ориентируясь на следующие признаки:
Заточка циркулярного диска
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).









Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами. Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей
Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики: Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи; Возможностью регулирования угла заточки, в пределах, указанных ранее; Наличие сменных шлифовальных дисков; Постоянным значением ширины реза. Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала. Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку. Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Необходимый инструмент
Наточить ножовку при помощи машины для шлифования или болгарки требует определенных навыков.
Механическим путем наточить ножовку намного безопаснее и проще.
Прежде чем приступать к работе, подготовьте тиски или струбцину, штангенциркуль, молоток и другой необходимый инструмент:
Поперечные пилы точат под углом 60 градусов при помощи трехгранного мелкого напильника.
Продольные с углом менее 60 градусов – используется крупный надфиль или ромбический напильник с мелким абразивом.
Для смешанного типа понадобится надфиль с грубой насечкой или ромбический напильник с мелкой насечкой.
Для этой операции пригодится специальное устройство для заточки – деревянный брусок с вырезанным гнездом для защиты рук от порезов.
Технология заточки ножовки по дереву
Правильная заточка ножовки должна сохранить рабочий профиль зубьев.
Он определяется по следующим параметрам:
• шаг и высота; • угол заострения; • радиус закругления.
Угол заточки может быть установлен в диапазоне от 30 до 60 градусов, и зависит от материала.
Так, для мягких пород дерева оптимальным будет показатель 50 градусов.
Важно правильно закрепить полотно в тисках – не стоит сильно зажимать его, так как сталь будет вибрировать под напильником. При помощи верстака и струбцины можно удобно закрепить ножовку
При помощи верстака и струбцины можно удобно закрепить ножовку.
Заточка производится поочередной двусторонней заточкой – сначала проходят один ряд по левым граням всех зубцов.
Потом инструмент переворачивают, и повторяют проход по правой половине резаков.
Односторонним способом для правки ручных пил не пользуются – он применим лишь по отношению к некоторым типам ножей.
Почему происходит затупление инструмента?
Заточка цепи требуется при её затуплении, поэтому для увеличения её срока службы требуется избегать следующих влияющих факторов:
- использовать старые звёздочки и новые цепи или наоборот;
- не применять смазку;
- заливать в бензопилу некачественное масло;
- не менять звёзды после стачивания их профиля и видимого износа;
- не контролировать степень натяжения.
Если соблюдать правила эксплуатации инструмента, то он прослужит максимально долго. Точение требуется выполнять только при условии действительной необходимости данной процедуры, так как она снижает срок службы в среднем на 30%.









Виды заточки пильных цепей
Есть ряд технологий заточки шины. В полевых условиях или в дома можно использовать болгарку или напильник. Такой способ подойдет для бюджетных моделей бензопил, когда не требуется высокая точность наладки зубьев. Главный недостаток этого метода – необходимость контролировать механическое нажатие на ручной инструмент, при повышении давления можно привести снять лишний слой металла, деформировать зубья.
Профессионалы рекомендуют использовать специальные станки для первичной заточки, а затем тиски с направляющими для шлифовки, корректировки каждого звена. Данный способ помогает сэкономить время, а при применении державок, адаптированных по конкретный шаг цепи, вероятность ошибки минимальна.
Как наточить с помощью специального оборудования?
Наиболее удобный способ заточки пилы – использование специальных инструментов и станков. Это позволяет быстро провести работу любой степени тяжести. Приобретая бензопилу, рекомендуется сразу купить шаблон для определения значений торцевого и верхнего лезвия, переднего угла кромки. Помимо этого, нужен напильник для устранения мелких недочетов.
На ручном станке
Рисунок 2 – Заточка на ручном станке
На практике этот метод обычно применяется для подравнивания зубьев после каждой продолжительной эксплуатации бензопилы, работы с твердыми породами древесины. «Ручной станок» внешне напоминает обычную лучевую пилу с небольшими тисками для крепления на гарнитуре. Вместо полотна на нем находится круглый напильник.
Перед началом работы следует закрепить инструмент на гарнитуре, выставить параметры в соответствии с особенностями пилы. Это делается только вручную по определенным меткам на станке. Останавливаясь у каждого лезвия, делать 3-4 движения на себя для заточки. Данный способ не подходит для восстановления сильно затупленных пил.
На электрическом станке
Рисунок 3 -Электростанок для заточки пильной гарнитуры
Это самый удобный способ заточки шины бензопилы любой марки. Не требуется наличие специальных навыков и умений, сам процесс работы занимает не более 10 минут. Станок оснащен электроприводом, работает от источника постоянного тока напряжением 220-240 В
При выборе устройства обращать внимание на следующие особенности:
- наличие функции заточки зубьев с разным интервалом звеньев, объемом верхней кромки;
- возможность коррекции угла заточки;
- сменные шлифовальные круги в комплектации;
- стабильное значение ширины реза.
Пильная цепь фиксируется в направляющую в составе базовой платформы, на ней имеется и специальный механизм для удержания зубьев. Он может двигаться в горизонтальном направлении. Под настраиваемым углом к режущей кромке опускается шлифовальный круг, степень нажатия можно контролировать регулятором. Непосредственно погружение заточного элемента осуществляет оператор. Для удобства и точности работы на всех моделях имеется измерительная шкала, с помощью которой можно оценивать степень заточки всех составляющих зубьев цепи.
Болгаркой
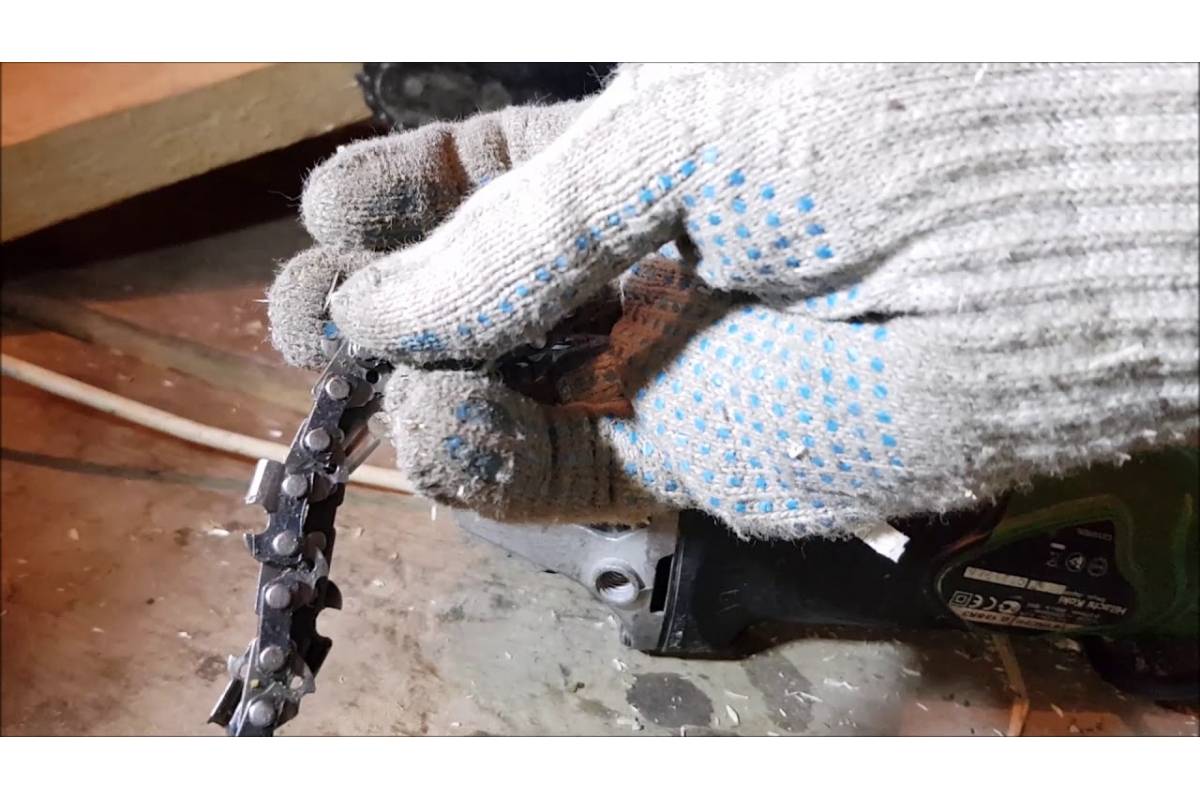
Данный метод применяется только при отсутствии других необходимых приспособлений для коррекции цепи. Оптимален для грубой правки зубьев, но имеет серьезный недостаток – сложно контролировать угол, а также есть риск повреждения связующих заклепок.
Чтобы подточить цепь, УШМ нужно надежно зафиксировать в тисках. Включить инструмент, а затем поочерёдно подносить каждую режущую кромку и держать до появления блеска. Сверяться с необходимым углом можно с помощью штангенциркуля.
Угол заточки на станке
На качественном инструменте всегда есть разметка, с помощью которой можно оценить качество заточки. При работе нужно ориентировать на ее показатели, чтобы сохранить производительность гарнитуры. В таблице указаны основные характеристики зубьев в зависимости от шага цепи и особенностей звеньев.
Рисунок 4 – Рекомендации по заточки в зависимости от параметров цепи





