

Минусы
- При резе абразивным составом всегда появляется конусная кромка. Особенно это видно на деталях, отличающихся большой толщиной. Поэтому нужно применять специальные автоматические устройства, которые будут корректировать наклонный угол сопла при проведении реза, чтобы исключить появление кромки.
- Водно-абразивные станки могут обрабатывать детали, как с небольшой толщиной, так и толстостенные. Но скорость всего одна. А это понижает рентабельность производства. Но выход в данном случае есть – складывание тонкостенных изделий в пачку, с последующим одновременным резом всех вместе.
Такие недостатки не могут отрицательно сказаться на самом методе, целесообразность которого подтверждена высокой точностью в обработки сложных деталей с минимально затраченным временем.
- Актуальные проблемы физики лазерной резки металлов / А.М. Оришич. — М.: Сибирское отделение РАН, 2012.
- Шлифование металлов / В.В. Лоскутов. — Москва
- Теория газоструйного пылеосаждения над зоной продувки в кислородном конвертере / А.А. Кожухов, Э.Э. Меркер. — М.: ТНТ, 2011.
- Статья на Википедии
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

Технология
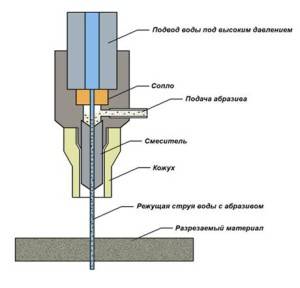
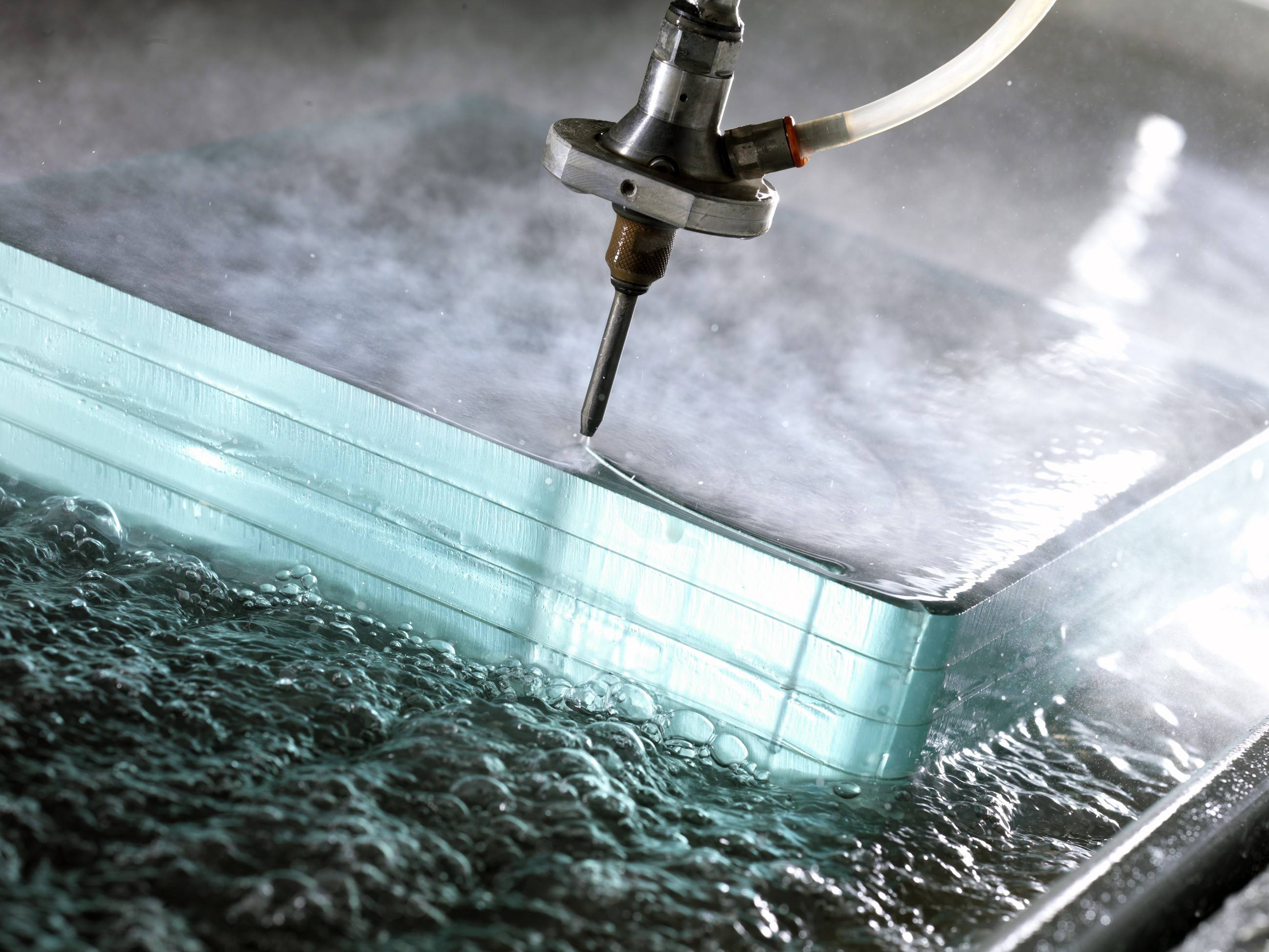
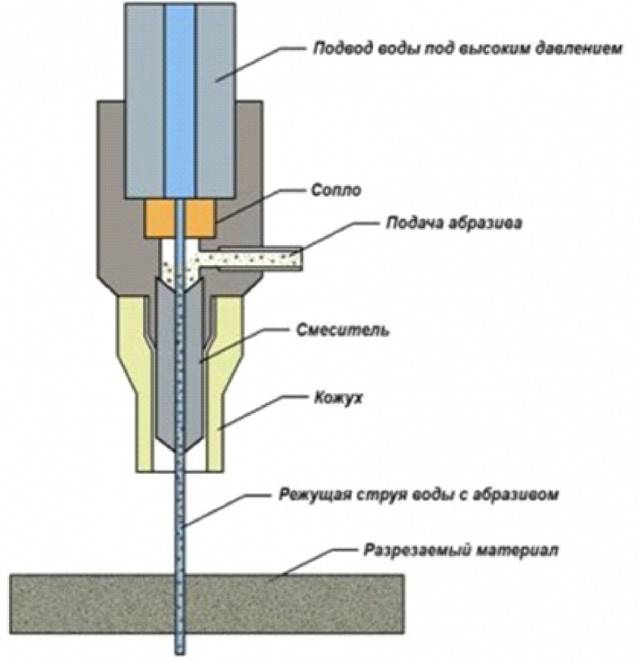
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
2 Особенности резки изделий водой с абразивами
Струя при описываемой технологии обретает свой разрушительный потенциал в основном за счет абразивных составляющих потока. А уже сугубо транспортная функция ложится на воду. Частицы абразива при этом по размеру подбираются таким образом, чтобы быть не более 10–30 процентов от показателя сечения струи. Именно при таких условиях гарантируется стабильный поток и высокий эффект обработки.
В тех случаях, когда требуется получить малую шероховатость поверхности реза, используют частицы размером от 75 до 100 мкм, в остальных – от 150 до 250 мкм. В целом же, “идеальный” показатель абразива высчитывают как разницу между внутренними сечениями трубки для смешивания агрегата и водяного сопла, разделенную на два.
Выбор твердости абразивных элементов производят с учетом твердости детали, которая подвергается обработке, и вида материала, из которого она сделана. Не рекомендуется применять абразивы твердостью менее 6,5 единиц по шкале Мооса. При этом следует помнить, что режущая головка и ее отдельные компоненты изнашиваются намного быстрее, если используется очень твердый абразив.

Интересующий нас вид резки дает возможность обрабатывать:
- гранит, прочный камень, мрамор и аналогичные материалы;
- металлические, стальные, алюминиевые листы;
- армированные пластики;
- используемые в космической и авиационной сфере титановые, композитные и алюминиевые сплавы, пластмассы с особо толстыми стенками;
- деревянные изделия;
- керамические конструкции;
- любые стройматериалы, включая высокотвердую дорожную брусчатку, железобетон и бетон, блоки из гипсовых композиций;
- изделия со специальными покрытиями;
- бронированное и обычное стекло;
- шестерни и аналогичные детали из металла.
Как правило, разные материалы режутся струей, содержащей определенные виды абразива:
- армированный углеродными либо стеклянными волокнами пластик обрабатывают потоком с силикатным шлаком;
- гранит, железобетон, стальные поверхности и прочие высокотвердые материалы – черным либо зеленым кремниевым карбидом, а также частицами электрокорунда;
- сплавы на основе титана и высоколегированные стали – гранатовым песком.

Большую часть трубок для смешения воды и абразива выпускают из специальных сплавов, которые характеризуются высоким уровнем прочности. Эксплуатироваться без замены они могут до 200 часов непрерывной работы. А сопла производят, как правило, из драгоценных камней – рубина, сапфира, алмаза. Алмазные конструкции без проблем выдерживают до 1,5–2 тысяч часов использования, остальные рассчитаны на 150–200 часов.
Применения в различных отраслях
Применение обработки с помощью воды практически не имеет границ. Но изготовить такие аппараты своими руками чрезвычайно сложно, поэтому использование в домашних условиях маловероятно.
В оборонной промышленности
Гидроабразивное оборудование обеспечивают высокую точность резки при работе со сложными композитными материалами, пуленепробиваемым стеклом, бронированными листами, титаном, сплавами. Для разрезания утилизируемых старых снарядов и работы со взрывчатыми веществами такая технология является наиболее безопасной.
В стекольной промышленности
Для резки зеркального, простого, ламинированного, узорчатого, ударопрочного, бронированного и армированного стекла гидроабразивные станки являются оптимальными. Они позволяют изготавливать стеклянные изделия всевозможных форм. Из этих элементов создаются витражи, панно, элементы декора и другие предметы.
В строительстве
В строительной отрасли гидроабразивная технология применяется для решения следующих задач:
- демонтаж различных конструкций;
- резка материалов (керамогранита, натурального камня, плитки и пр.);
- производство декоративных инкрустированных элементов;
- создание фигурных и сложных резов на трубах.
В машиностроении
Станки гидроабразивной обработки применяют в машиностроении для выполнения следующих операций:
- резка листового металла, пластика, композитных материалов и сверхпрочных сплавов;
- снятие фасок на обрабатываемых деталях перед выполнением сварочных работ;
- изготовление с высочайшей точностью элементов и деталей сложной конфигурации;
- удаление дефектов термической обработки (окалины, наплывов и др.).
В автомобильной промышленности
Гидроабразивное оборудование в автомобилестроении применяется в следующих целях:
- изготовление различных пластмассовых деталей (приборных панелей, бамперов и др.);
- раскрой элементов декора салона автомобиля (фальшпотолков, ковриков и пр.);
- вырезка кузовных элементов из тонкого металла;
- производство трехмерных деталей со сложным конструктивом;
- раскрой многослойных стекол для автомобилей (триплекс).
В резинотехнической промышленности
Технология гидроабразивной обработки является отличным решением для работы с резиной разной плотности и толщины (до 300 мм). Резка происходит при достаточно низких температурных показателях (не более 90°C), поэтому не меняется структура самого материала и края не оплавляются.







В электротехнической промышленности
В электротехнической области станки для гидроабразивной резки находят применение для:
- производства деталей из слюды и композитных материалов;
- резки электротехнической стали, трансформаторного железа, меди и всевозможных сплавов;
- раскроя аморфных металлов;
- работы с резиной, пластиком, целлюлозой.
В авиационной и аэрокосмической промышленности
Гидроабразивные станки стали незаменимы для выполнения следующих задач:
- изготовление пространственно сложных деталей из титана, алюминия, циркония и разных сплавов;
- раскрой композитных материалов без нарушения структуры и расслоения;
- производство элементов со сложным контуром;
- выполнение замкнутых сложных вырезов в листовых заготовках.
В инструментальном производстве
Использование гидроабразивной технологии в инструментальном производстве позволяет осуществлять обработку стали, сплавов, а также материалов, обладающих повышенной твердостью. С помощью такого оборудования изготавливаются элементы пресс-форм, штампы, различный монолитный мелкий инструмент, сложные детали и технологическая оснастка.

Область применения
Распространенность метода объясняется большими возможностями аппарата. Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойств или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
- нержавейку;
- инструментальную сталь;
- алюминий;
- титан;
- латунь.
Также разрезают указанным методом гранит, мрамор и прочие натуральные и искусственные камни. Применение станка возможно только в условиях цеха, налаженного производства. Видео покажет, где его применяют:
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности — всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Republished by Blog Post Promoter
Использование гидроабразивных станков и принцип работы
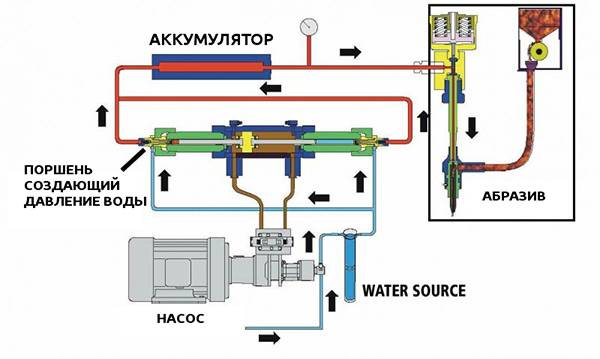
Устройства для резки металла гидроабразивом универсальны в использовании, так как их возможности не завершаются на раскрое металлических изделий. Технология основывается на специально созданной системе подачи воды под большим давлением на обрабатываемую плоскость.
Дополнительным элементом жидкости является абразив, добавляющийся в воду. Как правило, в роли абразивной добавки применяют микрочастицы песка. Вода и песок одновременно попадают в смеситель из отдельных емкостей, в котором тщательно смешиваются. Затем полученная смесь под высоким давлением подается в сопло станка.
После, рабочий водно-абразивный резак, в виде сильной струи с определенными характеристиками, подается на деталь и разрезает его.
В этом случае скорость гидроабразивной резки можно сравнить только что со скоростью плазмореза, но вот качество выполненного этим способом среза соответствует только качеству резки лазером.
Быстрое развитие современных технологий дало возможность усовершенствовать станки благодаря расширению их рабочих возможностей. За счет чего их сфера использования значительно увеличилась.
Сегодня водно-абразивные станки позволяют:
- Вырезать изделия любых геометрических форм с помощью числового программирования. В этом случае обработка происходит полностью в автоматизированном режиме и не требует наличия оператора. Станок управляется специально установленной компьютерной программой. Гидроабразивная порезка труб дает возможность сделать необходимую окружность без каких-либо погрешностей;
- Делать нестандартный рез любого материала, причем изменяющийся наклон разреза не сказывается негативно на качестве. Процесс работы, который выполняется под любым наклоном, позволяет на выходе получить абсолютно готовое изделие и не подвергать его финишной обработке;
- Гидроабразивный способ нашел свое применение и в области искусства. Оборудование дает возможность изготавливать различные украшения и предметы дизайна, как правило, обработка фигур делается с помощью ЧПУ;
- Установки для обработки гидроабразивом, применяемые в металлопрокате, позволяют делать разрезание максимальной толщины любого металла, это можно увидеть на видео. Так, обработка изделия из среднеуглеродистого металла может происходить с использованием материала, у которого максимальная толщина – 20 см. Наибольшая толщина титанового сплава составляет 16-18 мм; высокопрочные металлы могут быть толщиной 11 мм. Но вот толщина медного изделия достигает только 6 мм.
Какое нужно оборудование?
Основное требование, которому должно отвечать оборудование для гидроабразивной резки – наличие давления, подающего воду, и формирующее струю и ее направленность.
В комплект оборудования (станка) входит:
- Насос для гидроабразивной резки, создающий высокое давление. Его действие заключается в аккумуляции жидкости с абразивным составляющим, и подачей ее на обрабатываемую поверхность. Мощность насоса определяет производительность.
- Мощностной регулятор. Станки, работающие на подаче гидроабразивной смеси, и оснащенные регулятором мощности, производят рез разными водно-абразивными составами под давлением. Разность составов позволяет производить обработку материалов разной толщины и структуры. Для сверхтвердых деталей, применяют смеси из трех компонентов, а для вязки –двухкомпонентные.
- Вариативность сопла. Возможность замены сопла расширяет возможности оборудования с учетом состава, толщины, плотности.
- Применение смесителей – важный фактор в функциональности станка. Он обеспечивает равномерность, однородность состава, что в результате дает качество реза, скорость вне зависимости от толщины.
- Автоматическая коррекция. Инерционность струи состава – причина появления конусной кромки на обрабатываемой поверхности. Наличие системы автоматической коррекции учитывает плотность материала и позволяет минимизировать данный эффект при помощи изменения соплового угла наклона.
- Водоподготовка. Какая-либо вода не годится для создания смеси. Некачественная вода – серьезное препятствие для качества. Чтобы исключить данное явление станки оборудуются системой водоочистки.
Данные элементы оборудования – основные для качественной работы станков. Но кроме них аппараты для водно-абразивной резки могут иметь дополнительные элементы, расширяющие возможности станка:
- фигурный рез;
- рез вне зависимости от угла;
- автоматический рез (ЧПУ) без участия пользователя;
- обрабатывать металл различной толщины: для стали до 2 см, для титана – 1,7 см, сверхпрочные сплавы – 1,2 см, сплавы на основе меди;
- резать трубы;
- кран-балки с тельфером, которые могут оснащаться захватами на вакууме или механике, подъемники на пневматике или гидравлике.

Подробно о расходных материалах для гидроабразивных станков
Все, что требуется для восстановления полноценной работы гидроабразивных установок для резки металла — это регулярно проводить обновление расходных материалов и изношенных элементов, ведь станки со временем выходят из строя.
Расход абразива, даже на станках с программным обеспечением, иногда превышает 300 г в 1 минуту, так как при работе с материалом, имеющим максимальную толщину, показатель возрастает.
Видео:
В качестве абразива применяют микрочастицы природного гранатового песка, который способен обеспечить резку тягучих и тугоплавких заготовок. Величина микропесчинки может составлять до 600 микрон.









Помимо абразива, гидроабразивная технология не обходится без воды, которая предварительно подготавливается и проходит фильтры.
Из деталей гидроабразивного оборудования чаще всего подлежат замене: система подачи абразивной взвеси, сопло и направляющие трубки.
А также уплотнительные элементы насосной станции, без которых не будет нужного давления в системе.
Дополнить вышеизложенную информацию позволит тематическое видео в нашей статье.
Видео:
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

Самодельная установка гидроабразивной резки (ГАР)
Сообщение #1 Денис# » 24 янв 2020, 02:48
И снова всем привет! Эта идея с виду наверно не менее бредовая чем самодельный лазер, однако их производят, а значит повторение возможно. Мне некоторое время не дают покоя станки ЧПУ и установки раскроя, т.к. им у меня есть некоторое кол-во работы, да и интересно ведь! Для будущих прихожан сразу настоятельно прошу не “советовать” купить и зарабатывать. Такой цели нет, форум технический посему интересно создать. Даст Бог подрастем – будете нашими торговать
Итак, что мне известно (а известно совсем чуть-чуть): в установках гидроабразивной резки (далее ГАР) в качестве режущего вещества используется струя воды, как правило с добавлением абразива. Абразив это как я понимаю гранатовый песок. Минимальное рабочее давление с каким я сталкивался в описаниях в тырнете это 50МПа, это устаревшие установки. Современные установки качают 500-600 МПа если я все правильно понимаю. реально работать вроде можно со 100МПа.
Я лично человек небогатый, посему приходится марамойничать периодически. Соответственно и тут не буду пока рассматривать покупку готовых насосов брендовых, а буду думать как по максимуму создать самому. Какой вариант повышения давления я рассматриваю за основной? Мультипликатор. Мысль такая: берем гидроцилиндр обычный с поршнем допустим 160мм в диаметре и со штоком скажем 30мм в диаметре. Соответственно площадь поршня ГЦ = 20106 кв.мм, площадь штока = 707, соответственно отношение будет 20106/707=28,44 раза. Т.е. если мы будем давить на поршень ГЦ 16МПА, то шток 30мм будет давить уже 16МПА х 28,44 = 455 Мпа Верно я понимаю? Вполне себе давленице получается. Что нам нужно, что бы шток 30мм давил в некую емкость закрытую наполненную водой, вытесняя эту воду через клапан в транспортную трубку. Клапан должен настраиваться на открытие не ниже определенного давления. Далее для устранения пульсаций мы можем сделать наш ГЦ двухсторонним, с двумя выходами ведущими на гидроаккумулятор (если необходимо), в качестве которого в принципе может работать бухта транспортной магистрали. Ну и голова непосредственно. Понятно что это общая схема и черт кроется в деталях, но давайте сначала проверим общую концепцию, правильно ли я мыслю, верно ли считаю и пр.
От этого попробуем плясать дальше. nikirk2 , neon , T-Duke , и ВСЕ ВСЕ ВСЕ . присоединяйтесь, только чур не ругаться тут
Сообщение #2 neon » 24 янв 2020, 04:48
жили были Ох и Ах. Даже не знаю с чего начать. Не хочется говорить, что невозможно, это возможно, но затраты превысят все разумные пределы, особенно если необходимо обеспечить приемлемый срок службы до замены основных элементов и уплотнителей. Один цилиндр с гильзой чего стоят. В современных вариантах керамический цилиндр стоит около 140000 рублей, а китайские варианты около 35000. На одних уплотнениях можно разориться в самодельной установке. Про цилиндр (технологию изготовления) вообще молчу. Это ещё до расходных материалов не дошли (песок, сопла, смесительная трубка). РВД (рукава высокого давления) сложно достать и стоят они не мало.
В общем поговорим, поговорим и разойдёмся, такой прогноз данной темы на 99 %. Факты есть в сети. Даже по готовым чертежам изготовить выльется в приличные расходы. Дешевле будет китайский б/у насос купить и другие готовые компоненты. При этом довести дело до конца удавалось из большого количества желающих буквально единицам.
Ещё вспомнил про гидроаккумулятор, это ещё один финиш. Там специальные марки стали (дорогие, защита, предварительная обработка очень высоким давлением и т. д.), обычно труба в трубе. Посмотрите на толщину стенки и длину. Как делать будете такой простой со стороны компонент? Даже не этом можно встать и не подняться. Извините за пессимизм в тексте, хотя я и оптимист в квадрате, но и реалист одновременно. Самостоятельно изготовить можно имея много денег или запасную жизнь.
Сообщение #3 Денис# » 24 янв 2020, 05:00
Ну про дешевле и купить это как я говорил не интересно, так что упустим. Про “поговорим и разойдемся” – возможно, однако не вижу чего то плохого в таком разговоре, по крайней мере на фоне многих других тем.
А вот если Вы расскажете про особенности цилиндров, гильз, уплотнителей то будет интересно. Чем таким они заслужили ценник в 140 тыр, почему керамика и какие характеристики там требуются. Почему нельзя взять обычный ГЦ? У него как было 16МПа так и остается рабочих, чем он хуже керамики дорогой? Так же и по уплотнениям. Какие требуются характеристики этих уплотнителей? Из чего они состоят и как изготовлены? Народ по слухам спокойненько так вкорячивает в фирменные установки свой колхоз и трудится, чем мы хуже?
Что касаемо расходников вроде песка, сопел и пр. вообще непонятно. Их что на фирмовую установку покупать, что на такую. в чем разница?
Преимущества технологии гидроабразивной резки
Технология гидроабразивной резки активно используется в настоящее время, так как имеет множество преимуществ перед другими:
- Струя воды не горячая, а значит, возможность порчи материала под ее воздействием полностью исключается.
- Малые потери материала при резке.
- Технология применима как для тонких листов, так и для толстых.
- Очень хороша она для работы с легированной сталью, так как под действием воды примеси в металле сохраняются.
- Широкий спектр обрабатываемых материалов.
- Шов реза, получаемого при таком воздействии, очень ровный и качественный.
- При работе не выделяются вредные примеси, что положительно влияет на окружающую среду.
- Процесс абсолютно безопасен с точки зрения пожаров и взрывов.
Однако у метода отмечают и недостатки – при работе с тонкими листами стали скорость реза невелика.
Кроме того, абразивный материал довольно дорогой, а при работе с некоторыми незащищенными металлами возникает риск коррозии.
Установка гидроабразивной резки металла водой под давлением с ЧПУ
Резка металла водой под давлением — один из самых удобных и эффективных вариантов обработки изделий. При использовании гидроабразивного станка не нужна дополнительная шлифовка материалов после резки, но стоимость его очень высока.








Зачем нужен станок для гидроабразивной резки
Гидрорезка применяется в случаях, когда нет возможности штамповать или отливать детали, а также если данные методы невыгодны. С помощью станка материалы рассекаются водой без прямого механического воздействия. Обычно применяется в промышленных целях, когда требуется высокая скорость и точность обработки материалов.
Как сделать станок гидроабразивной резки своими руками
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи.
Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Пошаговая инструкция по сборке и настройке
Чтобы сделать станок для гидроабразивной резки своими руками, пригодится схема и чертеж.
Для производства оборудования рекомендуется использовать насос прямого действия. Его стоимость меньше, а ремонт осуществлять гораздо проще.
- Необходимо соединить режущую головку с насосом, используя трубки высокого давления. Приобрести их можно в магазинах автозапчастей. К режущей головке следует взять в комплекте штурцеры (втулки) для замены. С помощью втулок легко будет менять насадки для резки.
- Между насосом и режущей головкой необходимо установить ресивер. Это поможет ликвидировать импульсы и повысить устойчивость водной струи.
- Изготовлением координатного стола можно заняться самостоятельно. Для его сборки используют нержавеющую сталь. Глубина ванны должна составлять минимум 1 метр. При недостаточной глубине струя воды может разрушить станину. Метровый слой воды помогает гасить давление до 600 атм. Стол для работы конструируют в виде сот или ребер, после чего устанавливают в ванну. Рабочий стол необходимо делать съемным, так как даже если глубина бассейна будет достаточной, стол со временем будет разрезан водой. Ребра изготавливаются из металла или пластмассы.Если станок съемный, станина при работе не перемещается, двигается только режущая головка, изменяя свое положение относительно заготовки.
- Чтобы обеспечить перемещение, следует создать платформу, которая сможет перемещаться (продольно и поперечно). Есть возможность дополнительной установки поворотного механизма, помогающего изменять угол режущей головки, и устройства, отвечающего за высоту режущей головки (это позволяет проводить резку деталей различной толщины). Устройство подачи абразива рекомендуется приобрести, так как он изготовлен из специальных материалов, а также оснащен регулятором подачи песка.
- В качестве бака для воды можно использовать любую емкость из пластика объемом примерно 2 куба. Выходящая жидкость при помощи насоса низкого давления подается на насос высокого давления.
- Рядом с баком устанавливают сепаратор, который отвечает за отделение песка от воды, и система фильтрации.
Для полноценной работы аппарата следует вовремя производить замену абразивных материалов и изношенных деталей (уплотнителей и элементов насоса высокого давления). Расход абразива зависит от того, какой материал разрезают. Например, при обработке металла максимальной толщины расход он составит примерно 500-600 г в минуту.





