

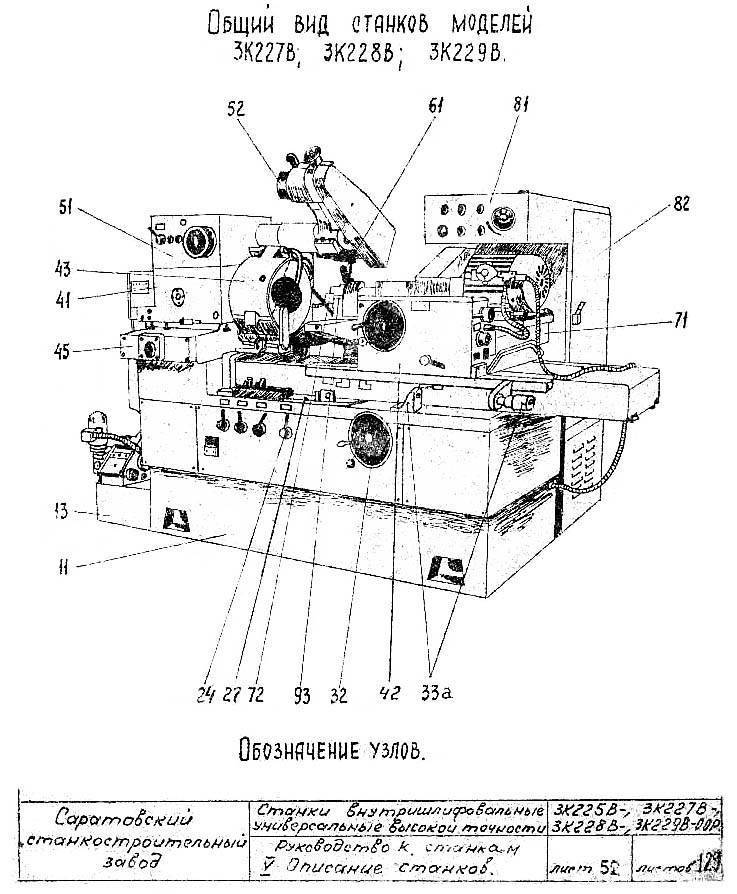
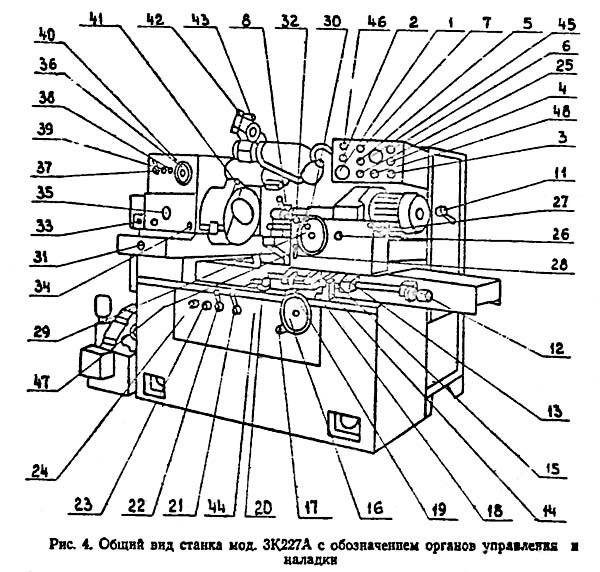
Общая компоновка внутришлифовальных станков 3К227А и 3К225А
Станки состоят из узлов, обозначенных на общих видах и перечисленных в перечне.
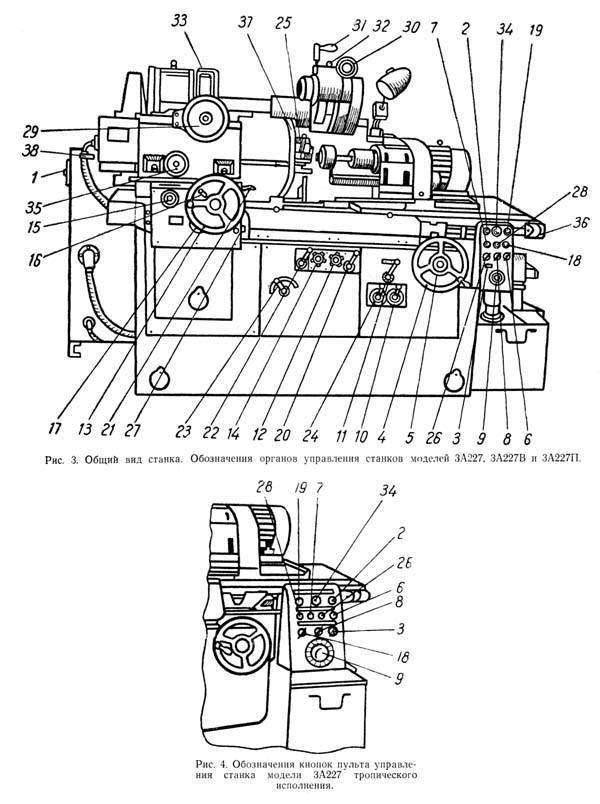
Компоновка станков видна из общих видов, показывающих расположение основных узлов.
Оба станка 3К227А и 3К225А широко унифицированы. Целый ряд узлов совершенно одинаковый или имеет незначительные отличия. К ним относится механизм поперечной подачи, торцешлифовальное приспособление, аппарат правки, торцевой упор.
Станина станков служит основой для установки и крепления основных узлов станка. В верхней плоскости станин устанавливаются продольные стальные закаленные направляющие: V-образные и плоская, а также имеется ванна для сбора и слива охлаждающей жидкости. В передней нише станин располагается гидроаппаратура управления. Ниша закрыта крышкой, на лицевой стороне которой расположены органы управления станком.
Стол совершает возвратно-поступательное движение от гидроцилиндра. Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Мост устанавливается слева из верхней плоскости станины (см. рис. 7, 8, 9). В станке мод. 3К227А мост имеет поперечные направляющие скольжения, по которым при помощи винта могут при наладке перемещаться салазки, несущие бабку изделия. В станке мод. ЗК225А мост имеет поперечные направляющие качения, на которых при помощи шариковой пары от механизма поперечной подачи перемещаются салазки, несущие бабку изделия.
Бабка изделия (см. рис. 10) посредством червячной пары, звездочки и цепи может поворачиваться на плоскости салазок на угол до 45°, что позволяет шлифовать и конические отверстия. Передней опорой шпинделя является двухрядный роликовый подшипник с коническим отверстием. Задняя опора базируется на сдвоенных подшипниках с предварительным натягом. Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Торцешлифовальное приспособление с торцевым шлифовальным шпинделем (см. рис 11, 12, 13, 14, 15) позволяет шлифовать наружный торец изделия с одного установа со шлифованием как цилиндрического, так и конического отверстый.
Поворот кронштейна, несущего торцовый шпиндель в рабочее и нерабочее положение, осуществляется в станке мод. 3К227А, гидравлически при повороте крана 37, в станке мод. 3К227А — вручную за рукоятку 130. Подача торцового шлифовального круга на врезание осуществляется вручную поворотом маховичка 88.
Шлифовальная бабка (см. рис. 16) устанавливается на верхней плоскости стола, имеет поперечные направляющие качения, по которым перемещаются салазки, несущие стойку с внутришлифовальным шпинделем, и электродвигатель, приводящий во вращение шлифовальный круг через плоскоременную передачу.
В станке мод. 3К227А стойка с пневмошпинделем устанавливается непосредственно на столе станка и не имеет поперечного перемещения.
Пульт питания пневмошпинделя устанавливается справа на торце станины.
Механизм поперечной подачи (см. рис. 17), устанавливаемый на передней части шлифовальной бабки в станке мод. 3К227А на передней части моста в станке мод. 3К227А, обеспечивает поперечное перемещение шлифовального круга в станке мод. 3К227А и изделия в станке мод. 3К225А.
Наладочное перемещение осуществляется от маховика 29, дозированная подача — от рукоятки 27 и механическая прерывистая подача на каждый двойной ход стола от цилиндра 113.
В механизме поперечной подачи имеется устройство 32 для автоматического отключения подачи и отвода стола в исходное положение после снятия установленной величины припуска.
Торцевой упор, устанавливаемый на станине и столе станков, предназначен для продольной подачи стола на врезание при шлифовании внутреннего торца изделия торцом внутришлифовального круга. Тонкая продольная подача вручную осуществляется поворотом лимба.
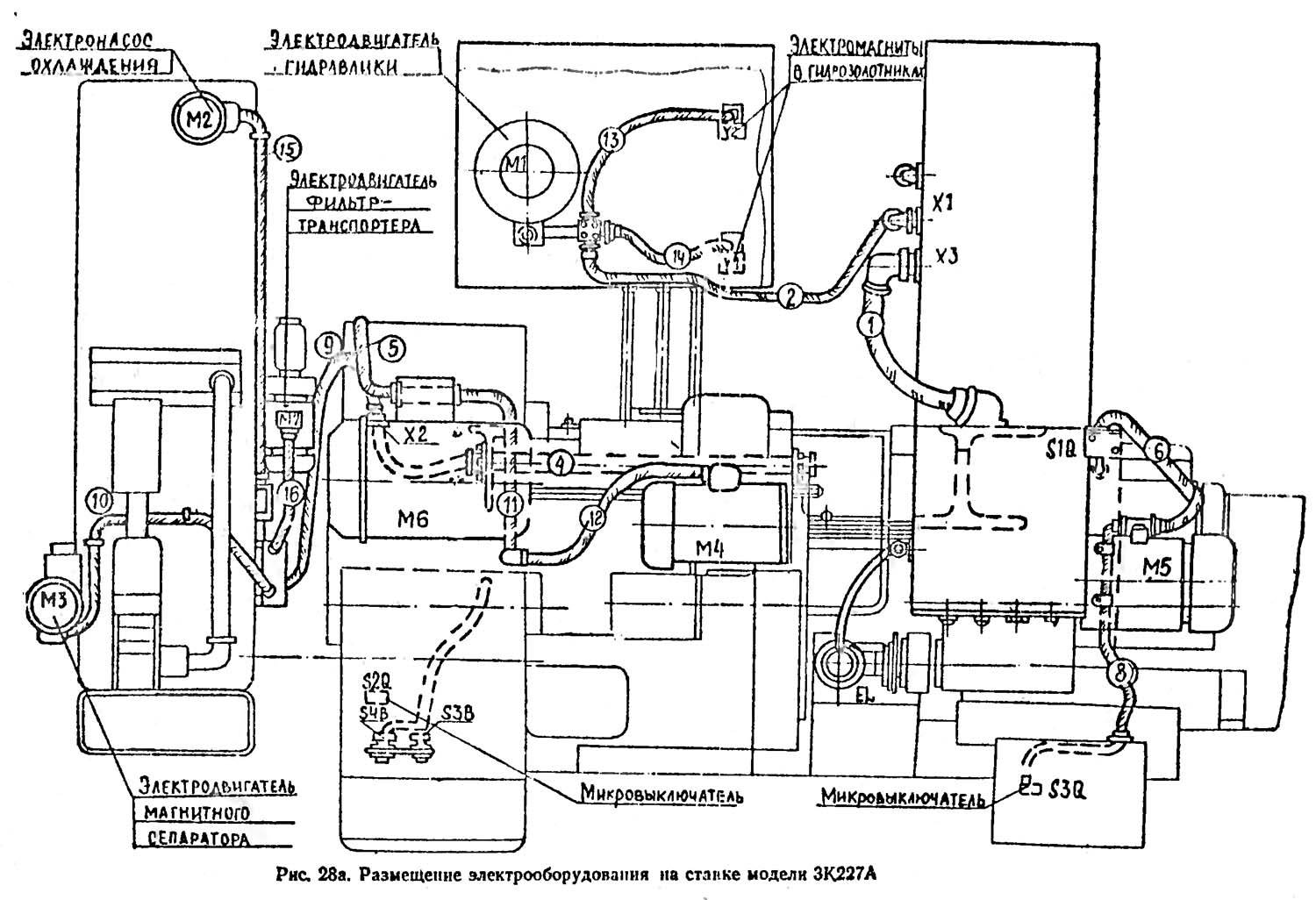
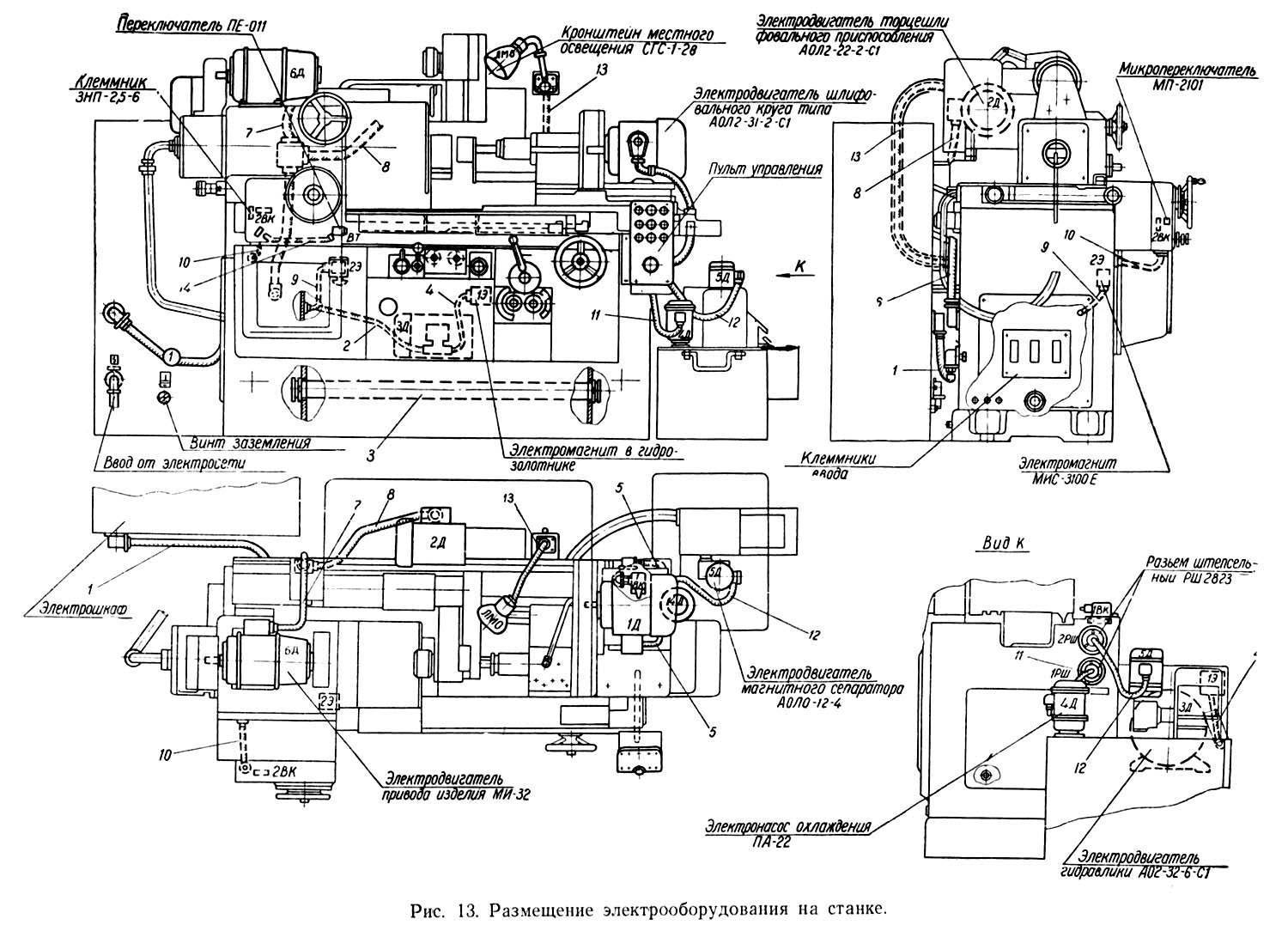
Бак для охлаждающей жидкости с электронасосом, магнитным сепаратором и фильтром-транспортером устанавливается слева от станины станков и служит для очистки охлаждающей жидкости от шлама.
Насосная станция гидропривода, электрошкаф с электроаппаратурой устанавливаются сзади станины станков.
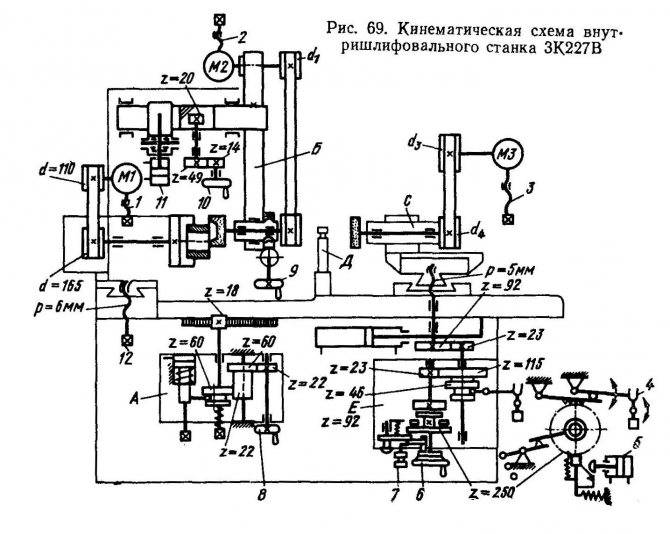
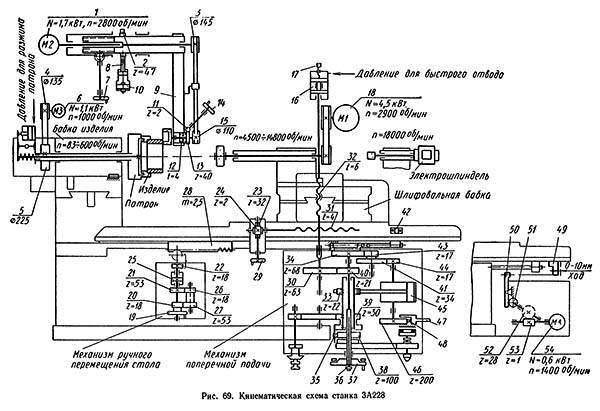
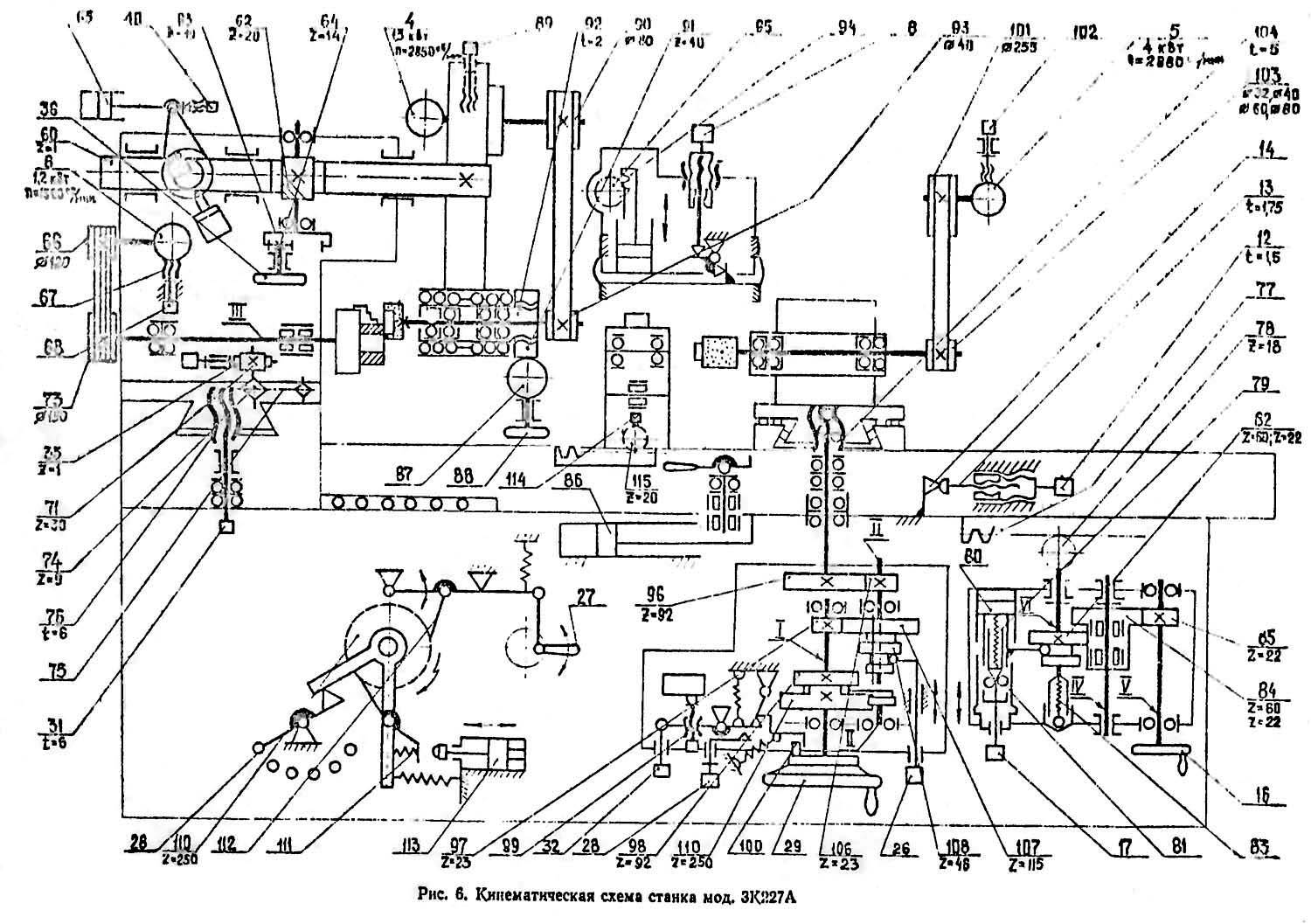
Кинематическая схема внутришлифовальных станков 3А227, 3А227П
Шпиндель изделия приводится во вращение от индивидуального электродвигателя постоянного тока мощностью 0,75 кВт с бесступенчатым регулированием числа оборотов через клиноременную передачу (i = Д/Д = 98/186). Пределы чисел оборотов шпинделя n=180 ÷ 1200 об/мин.
Привод шлифовального шпинделя осуществляется от индивидуального электродвигателя мощностью 3 кВт, 2880 об/мин посредством плоскоременной передачи. Различное число оборотов сменных шлифовальных шпинделей в пределах от 10 000 до 25 000 об/мин обеспечивается применением сменных шкивов «а валу электродвигателя. При смене шкивов устанавливаются сменные ремни различной длины в соответствии с таблицей настройки станка, установленной на станке.
Поворот бабки изделия на угол для шлифования конусных отверстий производится вращением через маховичок винта 9, имеющего шарообразную опору, и перемещением гайки 10, связанной с патронной бабкой.
Стол станка совершает возвратно-поступательное перемещение от гидроцилиндра с бесступенчатым регулированием скорости и имеет наладочное перемещение от механизма ручной подачи стола. От маховика ручной подачи стола движение передается через две пары шестерен 2—3, 4—5 (i = 18/53÷18/53) и реечную шестерню 6 на рейку 1, соединенную со столом. Перемещение стола за один оборот маховика равно 16,5 мм.
Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидравлики ручная подача выключается путем вывода из зацепления реечной шестерни осевым ее перемещением от гидроцилиндра блокировки. Кнопка 36 служит для довключения ручной подачи стола.
В переднем пазу стола устанавливаются пять упоров и планка 31. Длина хода стола при шлифовке ограничивается упорами 34 и 35, переключающими рычаг реверса стола. Длина хода стола при правке ограничивается упорами 32 и 35. Упоры 32 и 33 работают при включении длительной правки. Упор 37 блокирует стол в правом крайнем положении.
Поперечная подача салазок бабки изделия осуществляется с помощью винта 7 с шагом 3 мм и гайки 8 механизма поперечной подачи. Автоматическая непрерывная подача, не зависимая от реверсирования стола, осуществляется от гидроцилиндра. Шток гидроцилиндра связан с рейкой 11. Реечная шестерня 12 сидит на одном пустотелом валу с диском, несущим две собачки, которые ведут храповик 13, закрепленный на внутреннем валике. Далее через пару шестерен 14 и 15 (i = 20/60) вращение передается на винт подачи.
При движении поршня от гидроцилиндра вверх происходит рабочая подача, при движении вниз — отвод бабки в исходное положение («зарядка» механизма подачи). Скорость автоматической подачи изменяется бесступенчато в пределах 0,05 ÷ 1,2 мм /мин.
Автоматическая подача выключается выводом обеих собачек из зацепления с храповиком. При этом может осуществляться ручная подача вращением маховика через пару шестерен 19 и 15 (i = 20/60) на винт подачи или дозированная подача.
Перемещение бабки за один оборот маховика— 1 мм, цена деления лимба поперечной подачи — 0,0025 мм.
Механизм подачи обеспечивает после снятия установленного припуска автоматический отвод стола в исходное положение. Это осуществляется кулачком, выключающим микропереключатель. Кулачок получает вращение через паразитную шестерню 17 от валика реечной шестерни. Положение кулачка регулируется поворотом на своей оси. Цена деления установочного лимба — 0,01 мм.
Дозированная подача осуществляется через собачку, храповое колесо 22 и две пары зубчатых колес 21—20 и 19—15.
В станках моделей 3А227 и 3А227П торцешлифовальный шпиндель получает вращение со скоростью 5700 об/мин от индивидуального электродвигателя через плоскоременную передачу с 80 i = 80/40.
Мелкая подача (0,0025 мм на одно деление лимба) торцешлифовального круга осуществляется при вращении маховичка через червячную пару 28—27 и передачу винт-гайка.
Наладочное перемещение торцешлифовальной головки производится вращением маховичка через редуктор 29-30, на валу которого имеется косозубая шестерня 24, находящаяся в зацеплении с рейкой (выполненной в виде модульной резьбы) на подвижной гильзе 23 торцешлифовального приспособления, несущей кронштейн со шпинделем. Величина перемещения шпинделя за один оборот маховичка 23,5 мм.
Поворот штанги в рабочее и нерабочее положение производится гидроцилиндром посредством рейки 25 и зубчатого сектора 26.
При шлифовании сквозных ступенчатых и глухих отверстий необходимо пользоваться жестким торцовым упором, который предохраняет от врезания шлифовальный круг при реверсе стола. Упор настраивается при помощи винта 37.
Изготовление своими руками
Создание станка своими руками потребует на начальном этапе понять, какими характеристиками он должен обладать, а затем подобрать готовый чертёж или найти готовый подходящий в специальной литературе. Далее нужно создать смету затрат на основе деталировки, оценить необходимость изготовления оригинальных деталей либо закупить готовые аналоги.
Для создания внутришлифовального станка потребуется подготовить следующие компоненты и инструменты:
- станину, являющейся основой конструкции, минимальный размер должен составлять 180х160 мм, конструируется из дерева или стальной плиты;
- основание, создаётся из тонколистовой стали, толщина которой не менее 0,5 мм;
- подобрать подходящий по мощности электродвигатель, проводку, выключатель;
- закупить крепёжные элементы;
- сконструировать из стали направляющие для перемещения станины;
- приобрести ручки для регулировки положения режущего диска относительно заготовки;
- тиски для крепления заготовки;
- шлифовальный диск;
- крепления для шлифовального диска.
Процесс сборки:
- Изготавливается стальная станина. На ней вырезается место под установку площадки с двигателем.
- На нижнюю часть крепится основание.
- С противоположной от двигателя стороны на станину устанавливаются тиски или зажимной барабан для заготовок с креплением на болты. Центрируется положение относительно осевой линии.
- Устанавливаются параллельно салазки, на которые крепится двигатель на специальной платформе.
- На вал двигателя крепится фланец для установки шлифовального диска.
- К платформе двигателя крепится барабан, предназначенный для её смещения относительно закреплённой заготовки.
- Подключается к двигателю проводка, пусковая кнопка.
- Монтируются защитные экраны.
- Станок ставится на место для его эксплуатации, выполняется тестовый запуск. При обнаружении проблем, устраняются неполадки.
Cnc меля внутренняя меля для внутренней мельницы
https://smac.en.alibaba.com/product/60223467901-201448128/SMAC_advanced_and_well_selling_Straight_Knife_Grinder.html?spm=a2700.icbuShop.41413.9.163d6fcaapbmMx
Станок для внутренней заточки металла
Описание продукта
Станок для внутренней заточки металла
1. Точность позиционирования: наиболее подходит для обработки таких деталей, как штампы, сверления или растачивания
приспособлений и приспособлений
2.более широкий спектр применения: сверление, растачивание, фрезерование средней нагрузки, скрайбирование, масштабирование и измерение — все в порядке
3. Различные размеры стола: три стандартных размера и многое другое по размеру в соответствии с вашими требованиями
Краткие данные
Станок для внутренней заточки металла

1. Ваш запрос будет отвечен в течение 24 часов
2. Наше производство / компания непрерывно является поставщиком золота на этом веб-сайте Alibaba в течение 6 лет.И наш 209-летний опыт работы в сфере технологий более




3. Предложить бесплатные запчасти и сервис в течение одного года гарантии
4.Технологическая поддержка. Предоставление рабочего видео для обучения
5. Профессиональная команда послепродажного обслуживания
6. Дайте разумные предложения с лучшим качеством
Упаковка и доставка
Станок для внутренней заточки металла

1.Принять L / C, T / T, D / A, D / P тип платежей. 2. По техническим вопросам, пожалуйста, свяжитесь с нами. 3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
,
Станок 3К227А — оплата, доставка, гарантия
Цена на станок внутришлифовальный модели 3К227А указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить шлифовальный станок 3К227А несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа внутришлифовального станка по металлу 3К227А производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый внутришлифовальный станок 3К227А — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Внутришлифовальный станок 3К227А звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
Как купить Шлифовальные станки
Компания “МОССклад” поставляет Шлифовальные станки по металлу во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию. У нас вы можете купить Станки для шлифования следующих производителей: FABTEC, STALEX, и другие.
Приобрести Шлифовальные станки у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на
Классификация шлифовальных станков, оборудования, инструментов
Основным предназначением станков является окончательная обработка изделия. В зависимости от назначения ведется основная классификация оборудования. Шлифовальные станки могут быть использованы для работы по дереву и для работы по металлу.
Шлифовальные машины по дереву используются для обработки деталей из разного вида древесины с целью придания ей определенной формы и вида. Такие станки активно используются в производстве мебели, они предназначены как для грубой предварительной обработки деталей, так и для тонкой окончательной полировки.
В зависимости от типа шлифовальные станки можно также разделить на такие виды:
- Обдирочно-шлифовальные аппараты. Этот станок используется для различного типа слесарных работ, он позволяет качественно отполировать и отшлифовать металлические поверхности, осуществляет зачистку заготовки. Такое оборудование снимает слой краски или лака с детали. Станок не предназначен для создания формы деталей.
Точильно-шлифовальные станки. Это очень распространенное и функциональное оборудование. Такой станок отличается особой производительностью, он позволяет не только сделать поверхность детали гладкой и придать ей необходимую форму, но и осуществляет заточку резцов и ножей. Основным действующим элементом данного оборудования является шлифовальный круг из металла. Такие станки могут быть бытовыми и профессиональными, настольными и напольными соответственно.
Ленточно-шлифовальные аппараты. Это качественные и современные станки для шлифовки деталей, они отличаются высокой производительностью, эффективностью и безопасностью. Особенностью данного оборудования является то, что в качестве действующего элемента вместо диска здесь используется абразивная лента с грубым покрытием. Лента позволяет более точно и быстро осуществлять шлифовку деталей, особенно хороша она при использовании станка для обработки стекла или хрупких материалов. Оборудование позволяет быстро и качественно отполировать изделие.
Классификация и конструкция станков

Модель, предназначенная для обработки больших заготовок
Современные внутришлифовальные станки разделяются на несколько типов. Конструктивно они схожи с горизонтальными или вертикальными фрезерными установками. Разница заключается в способе обработки деталей – шпиндель находится в заготовке и методом вращения убирает излишки материала.
Зачастую заготовка остается неподвижной. Вращение от главного привода передается валу шпиндельной головки. На ней устанавливают шлифовальные инструменты различных видов. Их выбор зависит от степени обработки и материала изготовления детали. Для обработки больших изделий применяются специальные модели станков, рассчитанные на значительные нагрузки.
В зависимости от конструктивных и функциональных особенностей существуют следующие типы внутришлифовальных станков:
- одношпиндельные. Предназначены только для шлифования внутренних поверхностей цилиндрических или конических заготовок;
- двухшпиндельные. Дополнительно к основной функции второй шпиндель выполняет обработку кромок изделий. Это позволяет повысить производительность и как следствие – качество изготовления;
- двухсторонние двухшпиндельные. Относятся к разряду специального оборудования. В них деталь закрепляется на конструкции, благодаря которой происходит шлифовка изделия с двух сторон. Таким образом обрабатываются сложные по конфигурации фигуры.
Кроме этих показателей при выборе необходимо учитывать специфику комплектации оборудования и способ управления производственным процессом. Для максимальной автоматизации рекомендуется выбирать модели с ЧПУ. Они позволяют увеличить качество обработки. Но для этого необходимо правильно составить программу и тщательно рассчитать изначальную и требуемую конфигурацию детали.
Описание
Внутришлифовальные станки разделили на такие группы:
- Внутришлифовальное оборудование, в котором происходят вращения обрабатываемого элемента и шлифовочного диска. Подачи продольного и поперечного типа в данном случае осуществляется передвижением шпинделя или спереди расположенной бабки.
- Внутришлифовальные модели, на которые отделочную деталь (как правило, габаритную) ставят недвижимо, а диск выполняет орбитальное передвижение. Он вращается по окружности собственной оси и по окружности оси отверстия одновременно.

Внутреннее шлифование заготовки
Характеристики производства разделяют эти станки на универсальные машины, автоматы и полуавтоматы.
Универсальные типы (с патронным зажимом). Применяют при работах с коротенькими и длинными отверстиями. Обработка на вариантах конической формы проходит посредством разворота бабки на нужный наклон. Данные станки нашли свое распространение на вспомогательных и главных отделениях производственного предприятия. Они оснащены торцешлифовочным приспособлением, обработка при этом отличается высоким показателем точности по перпендикулярности торца к отверстию.

Схема шлифования внутренней фаски
Полуавтоматы. Их обширно используют для производства большого количества деталей. Такие виды оснащены измерительно-управляющими устройствами, ими в автоматическом режиме контролируют ход шлифовки. Обработка останавливается в тот момент, когда изделие достигает необходимых габаритов.
Автоматы. И центровые и бесцентровые варианты имеют устройство дополнительной загрузки. Оно подает обделываемую заготовку в район шлифовки. Еще здесь есть устройство, назначение которого – это автоматический крепеж, извлечение заготовки и контроль правок диска.




Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения;
уровень биений не должен превышать допустимых значений, указанных в техдокументации;
обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора;
перед запуском нужно убедиться в работоспособности защитной системы;
запрещено касаться руками вращающихся узлов, механизмов, заготовок;
важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку;
если предусмотрена система охлаждения, то требуется следить за её исправностью;
недопустимо использование сильно изношенного круга или повреждённого;
при обнаружении перегревов выше +600С нужно остановить работу, выяснить причину, устранить её;
следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка.
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
Выбор подходящих моделей
Для личного использования и для мастерской можно подобрать подходящую модель путем соотношения потребностей и характеристик оборудования.
Производители выпускают варианты для обработки деталей из различных пород древесины, работе по металлу. Можно выбрать комбинированные устройства с различными вариантами обработки. В некоторых моделях предусмотрена функция оформления декоративных поверхностей.
При выборе учитываются основные размеры деталей и свободное пространство. В некоторых моделях предлагаются полноразмерные станки для отдельной установки. Выпускается и компактное оборудование с установкой на устойчивой поверхности.
Энкор Корвет-57
Недорогая модель оснащена двигателем подачи с питанием от сети 220 вольт. Оборудование используется для предварительной и чистовой шлифовки деревянных элементов. Модель имеет абразивную ленту, которая закрепляется в подпружиненном механизме натяжения. Подшипники защищают от проникновения пыли.
Станок выделяется жесткой рамой из стали, сбалансированным барабанам. Благодаря автоматической подаче обработка получается точной. В результате увеличивается и производительность. Если нужно отшлифовать большую деталь, рабочей стол оборудован удленительными элементами.
Плюсы:
- подключается пылесос;
- привлекательная стоимость;
- широкие функциональные возможности.
Минусы:
- сильный шум;
- в случае предельных нагрузок появляется вибрация.
Jet 10-20 PLUS 628900M
Небольшой станок используется и для предварительной, и для чистовой обработки деревянных деталей. Он пригодится дома, на строительном объекте, в мастерской. Мощный асинхронный двигатель питается от сети 220 вольт.
Консольная установка барабана позволяет обрабатывать детали до 50 см в два подхода. Можно менять оснащение для брашировальных операций на декоративной стороне.
Плюсы:
- удобная и простая в управлении модель;
- высокая точность браширования;
- производительность;
- модель не греется даже при длительном использовании.
Минусы:
- периодически сползает абразивная лента;
- относительно высокая стоимость.
Holzstar ZSM 405
Это барабанный станок, подходящий для шлифования плоских деталей. Модель оснащена бесступенчатой и регулируемой подачей. Для обработки предусмотрено регулирование по высоте.
Дополнительное оборудование не понадобится, даже если нужно заменить шлифовальную ленту. Электродвигатель работает от стандартного напряжения 220 вольт. Он подходит в качестве инструмента с высокой производительностью.
Это мобильное оборудование, которое можно перемещать благодаря прочным колесам.
Плюсы:
- мобильность;
- питание от сети 220 вольт;
- подключается пылесос;
- компактные размеры;
- высокая мощность;
- регулирование подачи и настройка по высоте.
Минусы:
- отсутствуют ручки для удобного перемещения;
- при обработке на полной мощности появляется вибрация.
ЗУБР ЗШС-330
Это настольный станок, отличающийся небольшим весом и компактными габаритами. Главное преимущество – возможность перенести на другое место без дополнительных усилий.
Двигатель работает от стандартного напряжения 220 вольт. Деталь фиксируется благодаря специальным упорам и зажимам.
В наличии защита от перезапуска, который может случайно запустить при падении уровня напряжения.
Благодаря сменным насадкам допускается работа не только с деревом и металлом, но и с пластиковыми деталями.
Плюсы:
- удобная работа в ограниченном пространстве;
- идеальное решение для небольших деталей;
- компактные размеры.
Минусы:
- относительно высокая стоимость;
- стол перед шлифовальным кругом необходимо прочно фиксировать.
Выбирайте подходящий по техническим параметрам станок, который будет иметь необходимую функциональность. Изучите перечень обрабатываемых материалов, мощность, производительности, и круг вариантов будет ограничен оптимальными моделями, которые на 100% будут отвечать поставленным задачам.
Мне нравитсяНе нравится
Как купить Шлифовальные станки
Компания “МОССклад” поставляет Шлифовальные станки по металлу во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Станки для шлифования следующих производителей: FABTEC, STALEX, и другие.
Приобрести Шлифовальные станки у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на
Особенности эксплуатации внутришлифовальных станков
Внутришлифовальный агрегат с ЧПУ
Эксплуатация любого металлообрабатывающего оборудования начинается с правильной установки. Сначала подготавливается площадка для монтажа с учетом веса и габаритов станка. Дополнительно учитываются воздействия на плиту в виде вибраций, возникающих при работе.
Затем необходимо рассчитать параметры подключаемой электросети. Для этого следует знать максимальную потребляемую мощность станка. Исходя из этого выбирается электропроводка с соответствующим сечением. Обязательно обустраиваются УЗО и контур заземления.
Во время работы на внутришлифовальном станке необходимо придерживаться таких правил:
- подготовка оборудования. После длительного простоя осматриваются узлы и агрегаты, станок запускается в холостом режиме без установки заготовки. Обязательно проверяется корректность работы системы смазки и удаления стружки;
- персонал. Перед началом работы персонал должен обойти курс обучения, в который входит изучение конструкции станка. Ознакомление с правилами эксплуатации и техники безопасности работы;
- требования к заготовке. Для их выполнения необходимо детально изучить инструкцию по эксплуатации.
В качестве альтернативы можно рассмотреть возможность установки специального приспособления для внутришлифовальных работ. Пример такого устройства показан в видеоматериале:
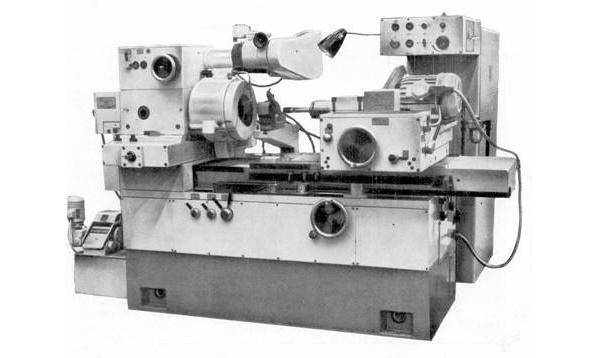
Назначение внутришлифовального станка 3К227А
Внутришлифовальный станок 3К227А российского производства предназначен для обработки цилиндрических и конических отверстий диаметром от 20 до 150 мм и длиной до 125 мм в деталях тел вращения типа втулки и диска методом шлифования. Значительным преимуществом универсальных внутришлифовальных станков является то, что они могут обрабатывать сквозные и глухие отверстия в деталях различной твердости — обычной стали, закаленной стали, а также чугуна, цветных металлов и неметаллических материалов.
С помощью операции внутреннего шлифования на станках 3К227А имеется возможность исправления отклонения (увода) оси отверстия, получившегося на более ранних стадиях обработки детали. Применение торцешлифовального приспособления позволяет получать высокую точность перпендикулярности торца к отверстию детали при шлифовании за одну установку поверхности торца и отверстия.




Устройство станка для шлифовки древесины

комбинированный станок для шлифовки
Шлифовальный станок по дереву в базовой комплектации содержит:
- рабочий орган с абразивной поверхностью;
- станину особой конструкции для работы под наклоном;
- приспособления для кругового шлифования;
- упор, позволяющий работу с заготовкой в горизонтальной плоскости.
Оборудование оснащается мощными электромоторами, механизм должен выдерживать продолжительное использование без перерывов. С внутренней стороны оборудования располагается штуцер на 100 мм, к которому подключается пылесос. Он собирает древесную пыль, образовывающуюся во время шлифовки.
Станина выполняется из чугуна, рабочая поверхность наклоняется под необходимым углом, облегчая обработку деталей сложной формы. Обычно рабочая поверхность составляет 19 х 30 см, угол наклона в пределах 45 — 90 градусов по отношению к рабочему органу.
Основные характеристики:
- мощность станка: для производственных нужд требуется устройство от 1 кВт, в домашней мастерской достаточно 400 Вт;
- размеры рабочей поверхности (ширина барабана, ленты, поперечник диска): большая площадь соприкосновения позволяет быстрее обрабатывать крупные плоские заготовки;
- скорость движения или вращения абразивного элемента: находится в пределах 350 — 1800 метров в минуту, чем выше скорость, тем чище обрабатывается древесина. Профессиональная работа требует скорости не меньше 500 метров в минуту;
- вес и габариты: особенно значимы для небольших цехов и домашних мастерских, где каждый сантиметр на счету.
Внутришлифовальный станок
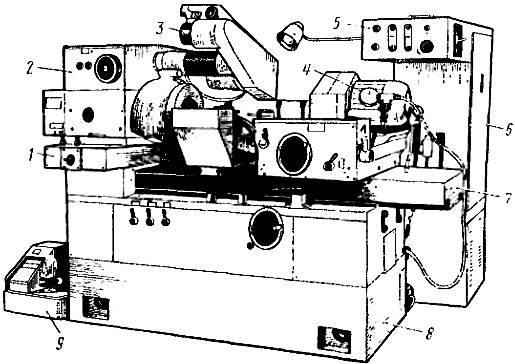
Внутришлифовальные станки (рис. 3) предназначены для обработки внутренних цилиндрических, конически и сферических поверхностей.

Рисунок 3. Внутришлифовальный станок.
Процедура внутреннего шлифования предназначена для финальной обработки внутренних поверхностей деталей. Одним из положительных эффектов, помимо убирания неровностей и понижения шероховатости, является исправление отклонения внутренней поверхности детали от оси вращения. Такое отклонение появляется, как правило, из-за погрешностей при производстве предыдущих металлорежущих операций.
Плоскошлифовальный станок имеет две бабки. В одной из них установлен патрон. В патроне закрепляется деталь. Вторая бабка имеет собственный привод. В ней установлен держатель, в котором фиксируется шлифовальный инструмент. Передняя бабка неподвижна. Подача осуществляется перемещением задней бабки на салазках. Часто подобные станки оснащаются дополнительным подводом смазывающе-охлаждающей жидкости.
Примеры марок шлифовальных станков
В современном производстве используются разные виды шлифовальных станков. К самым распространенным станкам можно отнести следующие модели: «Корвет», «3Г71» и «JET JSSG-10», ТШ-2, ТШ-3.
Шлифовальный станок Корвет
Шлифовальный станок «Корвет» используется для предварительной и финишной обработки деталей из дерева, ДСП и других подобных материалов. Рабочими органами станка являются шлифовальный круг и шлифовальная лента.
Шлифовальный станок «Корвет» имеет следующие особенности:
- комплектуется асинхронным двигателем;
- установленный магнитный пускатель, исключающий случайный запуск агрегата после отсутствия электроэнергии;
- ременная передача предохраняет двигатель от чрезмерных нагрузок;
- рабочий стол имеет угол наклона, что позволяет обрабатывать заготовки под углом, отличным от 90 градусов;
- в комплект входит специальный упор для обработки лентой;
- транспортирный упор, дающий возможность обработки торцов под необходимым углом.
Шлифовальный станок 3Г71 и JET JSSG-10
JET JSSG-10- станок для заточки, полировки и правки ручного режущего инструмента, как правило, без отпуска режущей кромки. Вал с тремя насаженными на него кругами: шлифовальным, абразивным, и кожаным для полировки вращается с небольшой скоростью, регулируемой специальной рукояткой. Шлифовальный камень смачивается в специальной ванне.
Особенности:
- пылевлагоизоляция шарикоподшипников вала и барабана;
- постепенное увеличение скорости вращения;
- емкость с водой для смачивания абразивного диска;
- направляющие штанги для вспомогательных приспособлений;
- переносная ручка;
- ящик для принадлежностей.
Плоскошлифовальный станок 3Г71 предназначен для шлифования изделий периферийной стороной абразива. В определенных условиях имеется возможность шлифовки деталей под углом 90 градусов.
Шлифовальный станок ТШ-2 и ТШ-3
Настольные станки ТШ-2, ТШ-3 предназначены для выполнения различных слесарных работ – снятия заусенцев, фасок, заточки и доводки металлорежущего инструмента.
При установке дополнительных приспособлений могут применяться для шлифовки и полировки изделий. Наружный диаметр составляет 400 мм у ТШ -3, и 300 мм у ТШ-2.





