

2 Заготовка для изготовления крепежа – какой должна быть?
Техпроцесс холодной штамповки болтов выдвигает ряд требований к характеристикам металла, используемого в качестве исходной заготовки. Он обязан иметь равномерный химсостав и механические показатели, быть высокопластичным. Кроме того, на используемой заготовке не должно быть внутренних и наружных изъянов. Под последними понимают:
- пористость;
- газовые пузыри;
- включения неметаллических примесей;
- риски и плены на поверхности металла.
 Станок для изготовления болтов
Станок для изготовления болтов
Техпроцесс производства болтов требует тщательной зачистки всех поверхностных дефектов. Она выполняется по огневой методике либо механическим способом. Заготовки, используемые для штамповки, очищаются от имеющихся на их поверхности загрязнений (от жировых отложений, окалины). Затем исходный материал обрабатывается технологическим смазочным составом.
Небольшой нюанс. Окалина с заготовок удаляется методом травления. Он предполагает погружение металла в концентрированную соляную кислоту (на 10–30 мин) либо в 10–20-процентный раствор серной кислоты (на 15–110 мин). После травления заготовки промываются обычной водой (сначала горячей, потом холодной). Это позволяет удалить с поверхности металла остатки кислоты и травильного шлама.
Подготовленные описанным выше способом заготовки подвергаются известкованию. Иногда на них дополнительно наносят особый подсмазочный слой. После этого выполняется фосфатирование заготовок (если они сделаны из низколегированных сталей). Такая операция осуществляется на протяжении 10–15 мин. Для фосфатирования применяют раствор (обычно трехпроцентный) фосфорнокислой цинковой соли.
Изготовление болтов
Болт относится к стержневым крепежным деталям. Основными его элементами являются собственно стержень с нанесенной на него резьбой, а также ограничительная головка. При закручивании крепежа болт “работает” в паре с гайкой, а для повышения надежности соединения дополнительно может использоваться шайба. Современное изготовление болтов на заказ в Москве выделилось в целое направление металлообработки. Заказчику готовы предложить метизы, имеющие разный шаг резьбы, форму головки и стержня. Болты различаются по прочности, точности, а кроме того, могут выпускаться из разных металлов и сплавов.
Накатывание резьбы при производстве болтов
При производстве болтов для ответственных соединений изготовление резьбы чаще всего осуществляется накатыванием. Ответственными, например, являются для энергетики, нефтегазовой отрасли и химической промышленности.
Накатывание — Стадии и схемы накатывания
Накатывание резьбы болтов и шпилек — технологический процесс формирования резьбы на заготовке путем её упруго-пластической деформации специальным инструментом (роликами, плашками и т. п.). Накатывание резьбы является разновидностью обработки металлов давлением.
Температура накатывания резьбы при производстве болтов
В зависимости от
- механических характеристик материалов заготовки,
- инструментов,
- энергетических возможностей резьбонакатного оборудования
накатка резьбы болтов может осуществляться:
- при нормальной температуре или
- повышенной температуре, в условиях сверхпластичности
- и в других режимах.
Под действием внешних сил происходит деформация материала заготовки болта, следовательно, стоит учитывать зависимость перемещения материала заготовки в зависимости от времени.
Основные характеристики накатывания резьбы на крепеж:
- физический параметр изготовления резьбы болтов — радиальное упругопластическое или остаточное перемещение витков инструмента в теле заготовки (или соответствующая ему радиальная нагрузка на заготовку при накатывании),
- технологический параметр накатывания резьбы при производстве болтов — продолжительность процесса накатывания.
Процесс накатывания
Процесс накатывания резьбы болтов роликами происходит в две стадии:
- выдавливание (участок AB на рисунке 1);
- калибрование (участок BC на рисунке 1).
Скорость внедрения инструмента при выдавливании может быть определена радиальной подачей — величиной радиального перемещения на один оборот заготовки резьбового крепёжного изделия:
Sr = dδ/dn.
Эксперименты говорят о том, что при небольшой радиальной подаче при накатке резьбы на болты или шпильки образуются канавки на вершинах витков резьбы (рисунок 2, а), которые постепенно исчезают или закатываются, образуя радиальные складки.
Пот накатывании с накатывании с большей радиальной подачей деформация распространяется на всю толщину витка, вызывая равномерный подъём металла каждого обжатого участка (рисунок 2, б). Подъём металла при этом пропорционален радиальной нагрузке на заготовку и, как следствие, глубине внедрения витков инструментов в заготовку. Выдавливание заканчивается после реализации:
- заранее установленного радиального внедрения (перемещения) витков инструмента в тело заготовки болта или
- достижения установленного значения радиальной нагрузки на заготовку болта (сила накатывания).
При дальнейшем движении (качении или вращении) заготовки болта происходит калибрование полученной резьбы (участок ВС на кривой 1 см. рисунок 1) при незначительном радиальном внедрений инструментов в тело заготовки.
Продолжительность выдавливания при изготовлении резьбы болтов и шпилек определяется:
- конструктивными параметрами (например, высотой профиля резьбы) и
- физическими параметрами (упругопластическими характеристиками материала заготовки, скоростью деформации).
Длительность калибрования, напрямую определяющая точность резьбы болтов и шпилек, может задаваться производителем болтов свободно.
Для исключения накатывания резьбы в заполненном контуре и предотвращения раздавливания заготовки при больших усилиях используют упор, который ограничивает максимальное перемещение подвижного ролика и воспринимает излишнюю нагрузку.
Классификация болтов: виды и типоразмеры
Болты классифицируются специалистами по нескольким основным признакам:
- диаметру резьбы и той части стержня, на которой ее нет;
- длине стержня и резьбы;
- размеру «под ключ»;
- точности изготовления.
Длина стержней болтов может находиться в пределах от 1 до 30 размеров их диа-метров. Кроме того, различают болты, резьба на которых располагается вплоть до самой головки, и те, на которых наличествует безрезьбовая часть.
Диаметры резьбы, согласно действующим стандартам, могут колебаться в пределах от 1,6 до 160 миллиметров, а что касается безрезьбовой части, то различают болты, у которых ее диаметр равен наружному диаметру резьбы и у которых он равен среднему диаметру резьбы.
Нормальный размер болтов «под ключ» с шестигранной головкой считается от 1,5 до 1,6 диаметра стержня, а уменьшенным считается 1,3 или 1,4 диаметра стержня. Кроме того, изготавливаются болты в стандартном исполнении, с отверстиями на го-ловке или стержне, а также с углублениями в головке.
Такой параметр, как точность изготовления болтов, имеет немалое значение, при-чем точность может быть повышенной, нормальной и грубой.
Она характеризуется не только размерами допусков, с которыми изготавливаются стержни, но и степенью их несоосности с головками, перпендикулярностью опорной части головки и некоторыми другими.
Еще одним довольно важным параметром, которым характеризуются болты, является их внешний вид (а точнее, наличие дефектов).










Изготовление холодной штамповкой
Производство болтов данным методом требует определенных параметров исходного сырья. К ним относится пластичность, равномерный состав, механические характеристики, отсутствие внешних и внутренних изъянов (неметаллических включений, пористости, рисок и плен на поверхности, газовых пузырей).

Поверхностные дефекты удаляют механически или огневым методом. Далее очищают загрязнения, представленные окалиной и жировыми отложениями. Последнюю удаляют путем травления, предполагающим погружение материала в 10 – 20% смесь серной кислоты либо концентрированную соляную. В первом случае процедура длится 15 – 110 мин, во втором – 10 – 30 мин. Далее промывают от шлама и кислоты последовательно горячей и холодной водой.
После производят известкование. В некоторых случаях создают подсмазочный слой. Далее для заготовок из низколегированных сталей осуществляют фосфатирование путем использования обычно 3% смеси фосфорнокислой цинковой соли в течение 10–15 мин.
В завершение осуществляют нанесение смазки, представленной смесью машинного масла и сульфида молибдена либо парафиновой жидкости и укринола. Вместо нее можно применять мыльную эмульсию. Конечной операцией является волочение.
Холодная штамповка предполагает превращение заготовки в изделие с запланированными геометрическими параметрами. Название техпроцесса отражает, что в данном случае не используют нагревание металла. Это позволяет сократить удлинение и сужение материала, а также повысить твердость, прочность и текучесть. К тому же при рассматриваемой штамповке заготовок материал механически упрочняется.
Данная методика отличается некоторыми достоинствами. Во-первых, с ее применением возможно создавать изделия различных размеров (до 5,2 см в сечении). Во-вторых, холодная штамповка обеспечивает высокую производительность. В-третьих, при данной технологии изготовления расходуется немного материала. В-четвертых, она обеспечивает точность конечных размеров, чистоту поверхности и прочность деталей.
Для холодной штамповки существует несколько определяющих параметров:
- Деформация заготовки. Это основной параметр, определяющий технологическую карту.
- Отношение высоты головки к сечению конечного изделия. Определяет сложность производства.
- Отношение сечения к длине осаживаемого фрагмента заготовки.
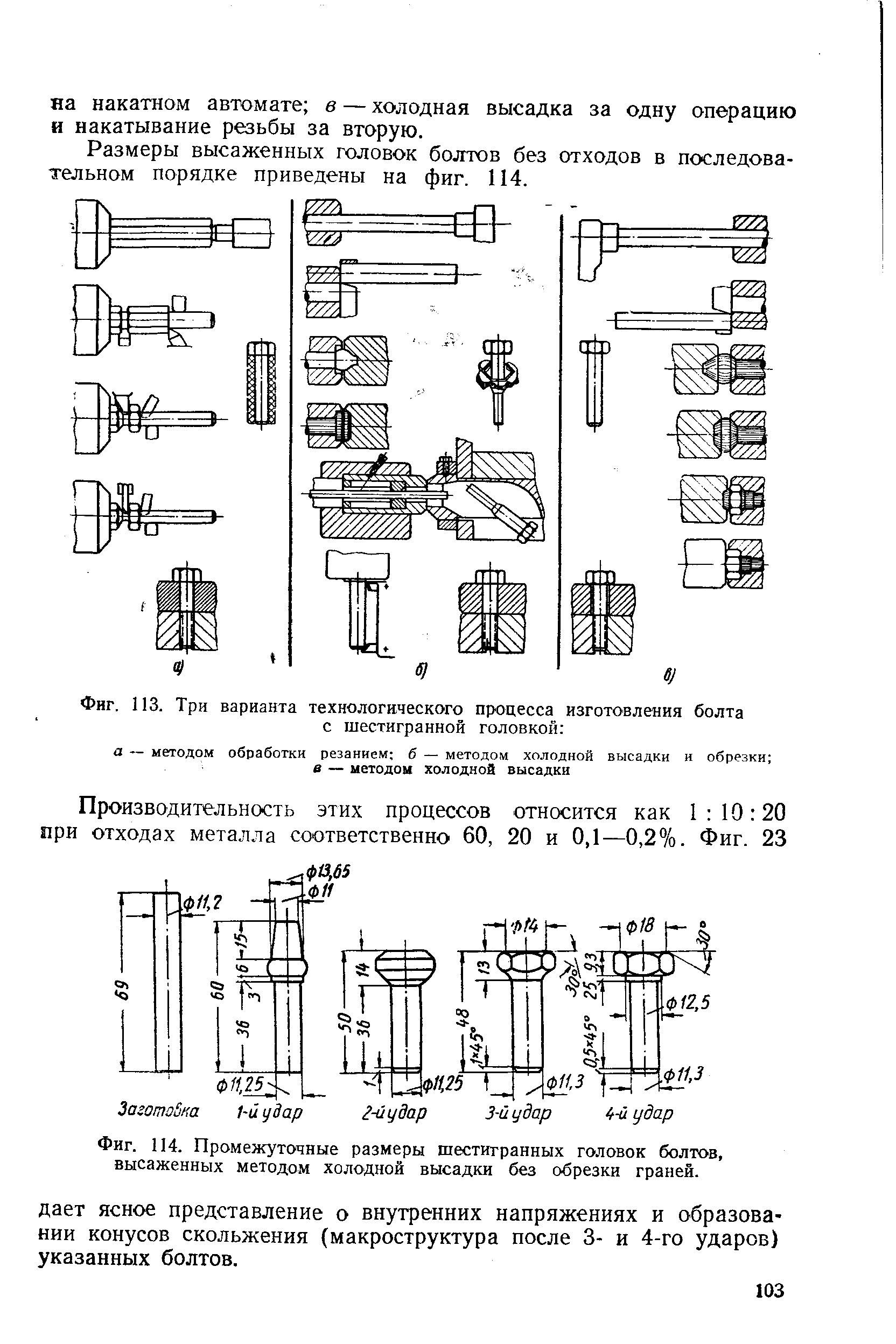
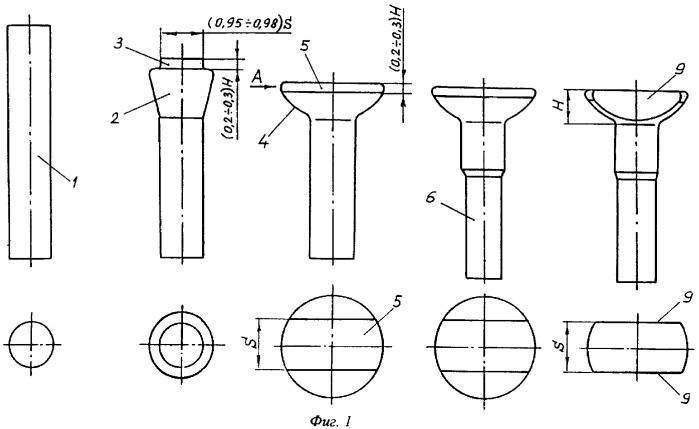
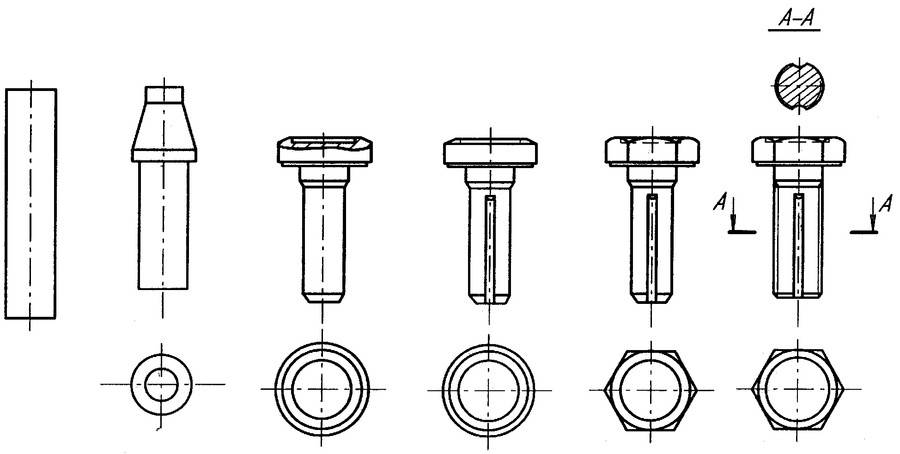
Технологический процесс изготовления болта по приведенной методике включает несколько этапов. На первой стадии создают начальную форму головки. Это осуществляют путем прокатывания проволоки через разные пресс-формы. Первая прокатка направлена на распрямление и удлинение ее. После прокатки исходный материал разделяют на заготовки с запасом для головок. Далее формируют стержень для каждого фрагмента путем пропускания через пресс и оформляют головки также рядом прессов.
Заключительный этап состоит в нанесении фаски методом обработки валиками с большой скоростью и под высоким давлением. В завершение острильной машиной скашивают резьбовую кромку.
Последние две операции осуществляют путем пластической деформации или нарезания. Чаще всего применяют вторую технологию производства болтов с использованием интегрированных в холодновысадочные механизмы приспособлений.
Наиболее часто используют вариант с одинарным редуцированием. Его применяют при производстве из легированных низко- и среднеуглеродистых сплавов. К тому же данным методом изготавливают болты с равными диаметром стержня и сечением резьбы. Без редуцирования обходятся при изготовлении коротких изделий с маленькими головками и резьбой до них прочностью 4,8–6,8. В данном случае обычно не осуществляют дополнительную термообработку. Приведенную технологию изготовления применяют редко, так как данным образом затруднительно производить болты со стандартными головками, и это часто приводит к формированию трещин и прочих дефектов на них.
Технология с двойным редуцированием актуальна для болтов прочностью от 4,6 до 10,9 из легированных сталей и среднеуглеродистых сплавов. На начальной стадии осуществляют обжатие стержня на 30%, на второй обрабатывают фрагмент под резьбу.
Технология с выдавливанием до редуцирования подходит для изготовления высокопрочных болтов с сопротивлением около 100 кг/мм2 без последующей термической обработки, что удешевляет производство.
Особенности обработки деталей тяжелого машиностроения
К тяжелому машиностроению относят производство металлургического оборудования (например, прокатных станов), крупных металлорежущих станков, мощных гидравлических,
паровых и газовых турбин, электрогенераторов, крупных экскаваторов и т.п.
Приемы обработки, используемые в тяжелом машиностроении, применяют также при обработке крупных деталей на заводах других отраслей машиностроения и частично в
цехах по обработке базисных деталей в среднем машиностроении.
Так как крупные машины изготовляют в очень небольших количествах, то производство организуют как единичное или мелкосерийное. При изготовлении крупных
машин чаще всего применяют универсальное оборудование и более простую технологическую оснастку, чем в серийном производстве.
Из-за большого веса крупных заготовок и деталей (до 300 т) большое значение приобретает внутрицеховой транспорт. Главным транспортным средством в цехах тяжелого машиностроения
обычно являются мостовые краны, грузоподъемность которых достигает 250 т и выше. В некоторых случаях особо тяжелые детали поднимают и перемещают двумя кранами одновременно.
При конструировании станков для тяжелого машиностроения стремятся избежать перемещения тяжелых деталей с операции на операцию и во время обработки. Для этого применяют передвижные
портальные станки с фрезерными головками, передвижные расточные колонки, односторонние фрезерные станки, в которых фреза диаметром до 2 м имеет подачу, большие карусельные станки для
обтачивания деталей диаметром до 18 м, тяжелые многосуппортные токарные станки для обтачивания деталей длиной до 30 м и диаметром до 2 м.
В ходе развития технологии тяжелого машиностроения разработана система так называемой «стендовой обработки», то есть если обрабатывающие станки легче
обрабатываемой детали, то проще и дешевле переместить станок к обрабатываемой детали, чем деталь к станку. Стендовая обработка производится с помощью передвигающихся
вдоль стенда горизонтальных сверлильно-расточных и переносных станков, подаваемых на стенд подъемным краном.
Переносные станки применяют: сверлильные – с диаметром сверления до 60 мм, радиально-сверлильные – с диаметром сверления до 75 мм, поперечно-строгальные – с ходом ползуна до 1500 мм,
долбежные – с ходом ползуна до 2000 мм. При изготовлении базисных деталей (станин, остовов, рам и т.п.) комбинированная стендовая обработка составляет до 60 % общей трудоемкости и
сокращает цикл обработки в 1,5–2 раза.
При стендовой обработке придерживаются следующих правил.
- Время на установку каждого дополнительного передвижного или переносного станка к деталям должно быть меньше, чем на переустановку заготовки на другой станок.
- Передвижные и переносные станки следует расставлять вокруг детали так, чтобы можно было организо-вать параллельную работу станков и снять станок,
на котором окончили работу, не мешая другим станкам работать. - Более мощные передвижные станки должны выполнять больший объем работы, чем легкие переносные станки.
- В картах технологического процесса должны быть все необходимые указания о порядке обработки передвижными, переносными станками и способах их установки на стенде.
- Следует подготовить всю необходимую оснастку для передвижных и переносных станков. Её надо подавать на стенд одновременно со станками.
- Пока обрабатывают деталь на одном месте стенда, на соседнем месте стенда подготавливают к обработке другую заготовку.
Чтобы улучшить условия обработки тяжелых деталей, применяют дополнительное оборудование (усовершенствование) рабочих мест универсальных
станков, цель которого – расширить технологические возможности и улучшить использование оборудования. У станков устраивают дополнительные ямы и канавы, в
которых можно обрабатывать заготовки, не помещающиеся на плите станка.
Делают дополнительные плиты у радиально-сверлильных станков, на которых можно подготавливать обработку одной заготовки во время обработки другой.
Радиально-сверлильные станки устанавливают на тележку, перемещающуюся вдоль длинной обрабатываемой заготовки.
Рисунок 3- Устройство ямы у радиально-сверлильного станка
Как делают болты горячим штампованием?
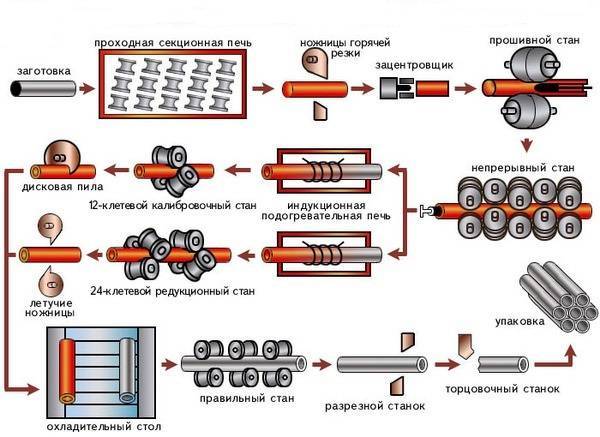
Технологический процесс начинается с подготовки заготовок. Первым делом проверяют качество поступившего на завод сырья. Затем заготовки нарезают на ленточных станках и отрубном комплексе. Далее в ход вступает индуктор, который под действием тока высокой частоты в 40 к Гц быстро разогревает «болванки» до температуры в 1000 градусов.

Нагретое изделие помещают под форму ударного пресса для изготовления головки. В зависимости от её вида, как и в процессе холодного штампования, этот процесс может происходить в несколько этапов. Далее снимается фаска с торцевой части начала резьбы. Это процесс выполняется механически на фрезерном станке.
Основное внимание уделяют резьбе, ведь она должна быть высокого качества. Это достигается на автоматизированном нарезном станке, который смазывает ещё не готовый болт маслом и вращательным движением изготавливает резьбу при помощи резцов
После этого производится проверка при помощи калибров.
Для защиты готовых метизов от коррозии используют процесс горячего цинкования или химической гальванизации. Процесс состоит из следующих этапов:
- Интенсивная мойка в горячей воде для удаления механической грязи;
- Обезжиривание в растворе с ПАВ (поверхностно активными веществами);
- Повторная мойка в чистой воде, для удаления органических и неорганических веществ;
- Травление в соляной кислоте. Она обеспечивает чистую и блестящую поверхность за счёт хорошего окисления хлорида железа;
- Промывка для нейтрализации остатков кислот;
- Погружение изделия в разогретый до 450 градусов раствор цинка при цинковании или нанесение защитного слоя в электролите при химической гальванизации.
Производственный цикл завершается механической доработкой мелких изъянов и полировкой болтов.
Классификация болтов: виды и типоразмеры
Болты классифицируются специалистами по нескольким основным признакам:
- диаметру резьбы и той части стержня, на которой ее нет;
- длине стержня и резьбы;
- размеру «под ключ»;
- точности изготовления.
Длина стержней болтов может находиться в пределах от 1 до 30 размеров их диа-метров. Кроме того, различают болты, резьба на которых располагается вплоть до самой головки, и те, на которых наличествует безрезьбовая часть.





Диаметры резьбы, согласно действующим стандартам, могут колебаться в пределах от 1,6 до 160 миллиметров, а что касается безрезьбовой части, то различают болты, у которых ее диаметр равен наружному диаметру резьбы и у которых он равен среднему диаметру резьбы.
Нормальный размер болтов «под ключ» с шестигранной головкой считается от 1,5 до 1,6 диаметра стержня, а уменьшенным считается 1,3 или 1,4 диаметра стержня. Кроме того, изготавливаются болты в стандартном исполнении, с отверстиями на го-ловке или стержне, а также с углублениями в головке.
Такой параметр, как точность изготовления болтов, имеет немалое значение, при-чем точность может быть повышенной, нормальной и грубой.
Она характеризуется не только размерами допусков, с которыми изготавливаются стержни, но и степенью их несоосности с головками, перпендикулярностью опорной части головки и некоторыми другими.
Еще одним довольно важным параметром, которым характеризуются болты, является их внешний вид (а точнее, наличие дефектов).
Центрование
При обработке наружных поверхностей вращения (валов) центровые отверстия в деталях типа валов являются базой для ряда операций:
- точения;
- нарезания резьбы;
- шлифования;
- правки;
- проверки.
Правильная форма и расположение центровых отверстий влияют на точность обработки. Поэтому от правильной зацентровки торцов,
соответствия углов конуса центровых гнезд углам конуса центров станков, на которых будут обрабатываться заготовки, зависит точность изготовления деталей.
Форма и размер центровых отверстий регламентированы государственным стандартом. Центровые отверстия по ГОСТ 14034–74 подразделяются по форме и назначению на девять типов.
| Эскиз | Форма(тип) | Область применения | Условное обозначение |
|---|---|---|---|
| Тип А Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 60° без предохранительного конуса. | 1. В деталях, после обработки которых необходимость в центровых отверстиях отпадает. 2. В деталях, которые подвергаются термообработке до твердости, гарантирующей сохранность центровых отверстий в процессе эксплуатации. | Отв. центр. А4 ГОСТ 14034–74 (для ⌀4 мм) | |
| Тип B Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 60° и предохранительную коническую поверхность (фаску) с углом при вершине 120°. | В деталях, в которых центровые отверстия являются базой для повторного или многократного использования, а также когда центровые отверстия сохраняются в готовых изделиях (предохранительная фаска предназначена для защиты центровых отверстий от повреждений, а также для осуществления возможности подрезки торца). | Отв. центр. B6 ГОСТ 14034–74 (для ⌀6 мм) | |
| Тип I Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 60°, но вместо предохранительного конуса имеет цилиндрическую выборку небольшой глубины. | Для оправок и калибров-пробок. | Отв. центр. I8 ГОСТ 14034–74 (для ⌀8 мм) | |
| Тип C Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 75°. | Для обработки крупных валов (для особо крупных и тяжелых деталей угол увеличивают до 90°). Назначение аналогично форме А. | Отв. центр. C8 ГОСТ 14034–74 (для ⌀8 мм) | |
| Тип E Отверстие имеет цилиндрическое отверстие диаметром d и конус с углом при вершине 75° (для особо крупных и тяжелых деталей угол увеличивают до 90°) и предохранительную коническую поверхность с углом при вершине 120°. | Назначение аналогично форме В. | Отв. центр. E10 ГОСТ 14034–74 (для ⌀10 мм) | |
| Тип R Отверстие имеет цилиндрическое отверстие диаметром d и дугообразную образующую с радиусом R. | Для обработки деталей повышенной точности и для обработки конических поверхностей. | Отв. центр. R6 ГОСТ 14034–74 (для ⌀6 мм) | |
| Тип F Отверстие имеет цилиндрическое отверстие с метрической резьбой и конус с углом при вершине 60° без предохранительного конуса. | В деталях типа валов с креплением по центру вниз для монтажных работ, транспортирования, хранения и термической обработки деталей в вертикальном положении. Резьба предназначена для резьбовых пробок, ввинчиваемых в центровые отверстия. | Отв. центр. F M4 ГОСТ 14034–74 (M4 – резьба метрическая) | |
| Тип H Отверстие имеет цилиндрическое отверстие с метрической резьбой и конус с углом при вершине 60° и предохранительную коническую поверхность с углом при вершине 120°. | В деталях типа валов с креплением по центру вниз для монтажных работ, транспортирования, хранения и термической обработки деталей в вертикальном положении. Резьба предназначена для резьбовых пробок, ввинчиваемых в центровые отверстия. | Отв. центр. H M6 ГОСТ 14034–74 (M6 – резьба метрическая) | |
| Тип P Отверстие специальной формы с метрической резьбой. | Для конусов инстру-мента: Морзе, метри-ческих и др. | Отв. центр. P M8 ГОСТ 14034–74 (M8 – резьба метрическая) |
Выполнение центровых отверстий в заготовках производят:
по разметке последовательным сверлением и зенкованием с применением пневматических переносных машинок;
на токарных, револьверных и сверлильных станках, сверлом и зенковкой, образующей коническую поверхность, или комбинированным инструментом (центровым сверлом);
на специальных одно- и двусторонних центровальных станках сверлом и зенковкой, образующей коническую поверхность, или комбинированным инструментом, объединяющим эти виды обработки (сверление и зенкование);
на специальных фрезерно-центровальных станках.
Цены на болты разных видов
Основным фактором, влияющим на итоговую стоимость изделия, является масштаб производства. С повышением объема выпуска, за счет оптимизации издержек, снижается себестоимость продукции. Массовым изготовлением болтов и гаек занимаются крупные отечественные и зарубежные предприятия, оснащенные автоматизированными производственными линиями. Они покрывают потребность различных отраслей народного хозяйства в стандартных изделиях.
Мелкие производственные предприятия, оснащенные универсальным токарным оборудованиям, ориентированы на изготовления метизов партиями до 1000 единиц. Технологический процесс требует значительных трудозатрат, по сравнению с массовым и серийным производством, что приводит к удорожанию продукции. К преимуществам единичного производства относят широкий ассортимент продукции – в случае необходимости мелкие компании способны оперативно удовлетворить любую потребность клиента, касательно изготовления метизов нестандартного класса.
К прочим факторам, влияющим на ценообразование, относят тип используемого материала, класс точности, а также вид защитного антикоррозийного покрытия.
Как делают болты холодной штамповкой?
Болты из углеродистой стали производят методом холодного штампования. Вначале берут специальную катанку и помещают в печь на 30 часов. Далее она опускается в серную кислоту для удаления ржавчины и промывается водой. После этого сталь покрывают специальным химическим веществом — фосфатом для защиты изделия от дальнейшей коррозии уже перед началом формовки.
Перед отправкой на пресс заготовки покрываются смазкой. Процесс штамповки проводится при комнатной температуре. Он заключается в прокатывании стальной проволоки через различные пресс-формы. Первым этапом идёт прокатка для распрямления и удлинения катанки, затем резка на нужные части с излишком длины. Запас необходим для формирования головки.
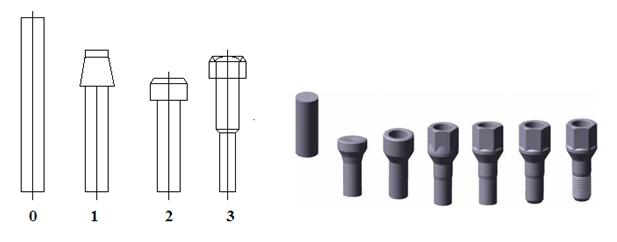
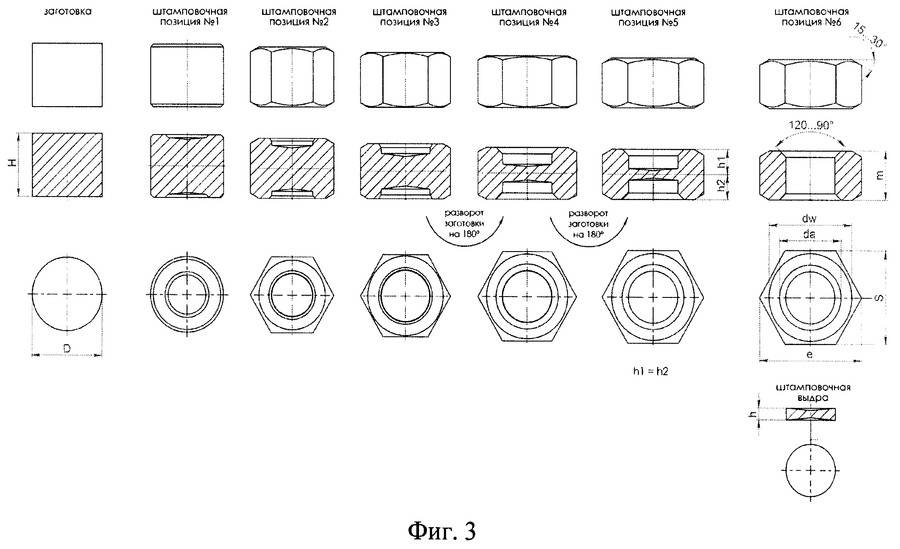
Каждая заготовка проходит через пресс, который формирует идеально круглый цилиндр. Затем ряд прессов плавно формирует головку по заданному виду изделия. рассмотрим формирование шестиугольника:
- Делается лёгкий выступ;
- Затем формируется внутреннее продавливание;
- Следующая форма округляет заготовку;
- И последняя отпечатывает 6 граней;
После этого наступает этап формирования резьбового конца. Острильная машина делает кромку скошенной, для более лёгкого насаживания гайки. Резьба формируется также методом холодной штамповки. Валики наносят её под высоким давлением и очень быстро — до 300 болтов в минуту.
Технология производства саморезов
Данная группа товаров производится способом холодной штамповки. В качестве сырья принято использовать:
- латунь;
- сталь (стандартная, нержавеющая или высокоуглеродная).
Материал используют в виде проволоки, которая уже скручена в мотки. Технологию производства саморезов можно разделить на следующие этапы:
- подготовка заготовки – разрез проволоки на заданный размер;
- формирование наконечника и головки;
- формирование резьбы;
- закаливание изделия методом быстрого нагревания и охлаждения в закалочном кругу;
- обработка изделия антикоррозийным материалом.
Линия для производства состоит из холодновысадочного и резьбонакатного станка, а также центрифуги для сушки изделия, линии гальваники и закалочной печи. Составляя бизнес-план по производству саморезов, готовьтесь, что больше половины вложений пойдут на покупку оборудования. Скорость работы мини-станка зависит от степени его производительности и может составлять от 50 до 250 штук в минуту. Цена самых простых станков (любого автомата из всей линии) начинается от 80 тыс. руб., более сложное оборудование для производства саморезов варьируется в пределах 500-900 тыс. руб. В любом случае для покупки полной линии необходим стартовый капитал от 600 тыс. руб.
Открыв мини-завод с дорогим оборудованием можно быстрее окупить стартовые вложения, так как производительность таких технологий гораздо выше. Также рентабельность повысится за счет изготовления более качественной продукции и возможности расширить ассортимент.
Оборудование для производства гаек
Основным оборудованием для производства являются станки для высадки и нанесения резьбы.
Большинство предприятий закупает оборудование на Тайване. Прессы должны обладать закрытой конструкцией для безопасной нарезки изделий. Формирующие матрицы желательно выбирать в круглой форме, так как она даёт отличные характеристики балансировки. Шатунный механизм должен быть из легированной стали
Важной особенностью является система фильтрования масла (как правило магнитная), которая позволяет снизить издержки
Станок для высадки гаек из Тайваня
Для нарезки резьбы рекомендуется использовать пневматические станки с несколькими шпинделями для высокой скорости работы. Такие шпиндели могут программироваться на разный вид работ, например, на длинную и короткую резьбу или на левую и правую. Также стоит позаботиться о предохранителях перегрузки и заклинивания.






https://youtube.com/watch?v=j0-GQJXEA0k%3F
Изготовление горячей штамповкой
Для данной технологии также важно качество исходного сырья. Его нарезают на отрубном комплексе и ленточных станках
На следующем этапе индуктором путем воздействия тока высокой частоты в 40 кГц разогревают фрагменты до 1000 °С. Далее, не остужая, заготовку обрабатывают под формой ударного пресса для формирования головки. В зависимости от типа последней работы также могут включать несколько этапов. После этого снимают фаску с торца начала резьбы на фрезерном станке. Для нанесения резьбы применяют автоматизированный нарезной станок.
С целью обеспечения защиты от коррозии полученные изделия подвергают химической гальванизации и горячему цинкованию. Данные работы включают несколько стадий. Начинают с очистки путем мойки в горячей воде и последующего обезжиривания раствором ПАВ с повторной мойкой. Далее осуществляют травление в соляной кислоте для окончательной очистки поверхности благодаря окислению хлорида железа. После этого остатки кислоты нейтрализуют промывкой.
В завершение изделие погружают в цинковый раствор нагретый до 450 °С либо наносят защитный слой в электролите при цинковании и химической гальванизации соответственно. Горячую штамповку оканчивают механическим устранением изъянов и полировкой болтов.
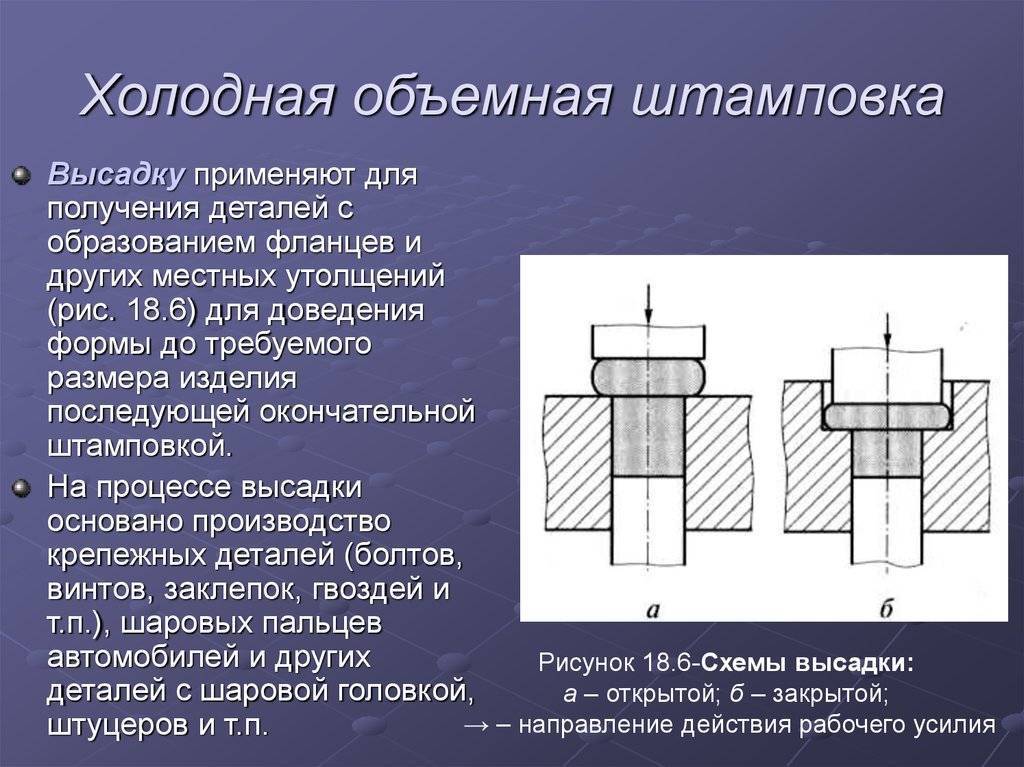
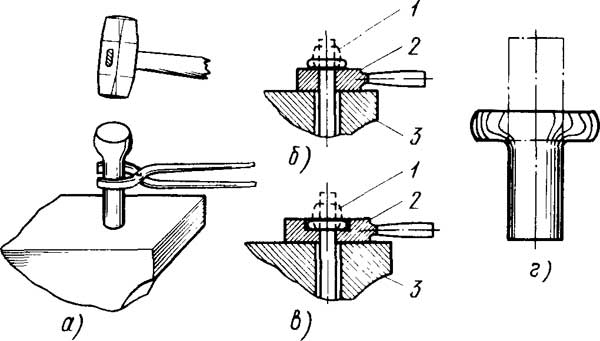
Холодная высадка
Холодная высадка — операция холодной объёмной штамповки — получение деталей (заготовок) с местными утолщениями путём уменьшения длины части заготовки без нагрева металла. Холодная высадка — основная операция получения деталей типа болтов, винтов, заклёпок.
Холодной высадке подвергают калиброванные стальные прутки, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых, шестигранных и других форм сечения. Стальные прутки должны предварительно отжигаться.
В отличие от механической обработки деталей, холодная высадка позволяет существенно сократить расходы материала (не более 5% отходов), что существенно влияет на цены выпускаемой продукции.





