

Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Способы стопорения резьбовых соединений.
Существует большое число способов стопорения или предохранения против самоотвинчивания.
Они сводятся к следующему:
1. Повышение трения в резьбе или на торце гайки (контр-гайки, пружинные шайбы).
2. Жесткое соединение гайки со стержнем винта (корончатые гайки или применение проволоки)
Жесткое соединение гайки или головки винта с деталью (например, рис. 1.6.
Сообщить, что на очередном занятии контрольные вопросы будут по темам «Введение» и «Основы конструирования и расчета деталей машин», а решение задач – по теме «Резьбовые соединения».
Дата добавления: 2014-02-04; 9115; Опубликованный материал нарушает авторские права? | Защита персональных данных |
Не нашли то, что искали? Воспользуйтесь поиском:
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами. Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой). На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.

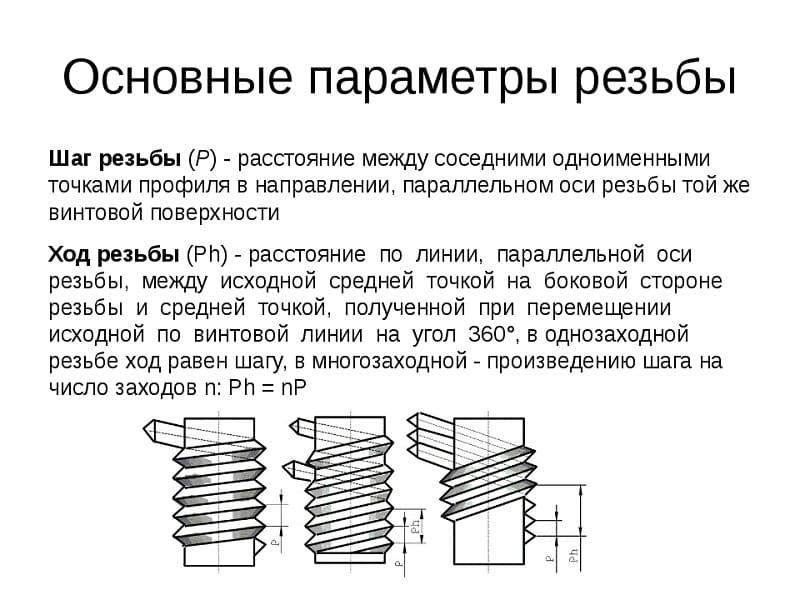
Ход и шаг
Важными резьбовыми элементами являются:
- Шаг. Этот параметр представляет собой расстояние, на котором расположены одноименные точки профиля в направлении, параллельном оси. Это участок, который разделяет одноименные точки на двух соседних витках. Обозначается буквой «Р». Исходя из размера диаметра изделия, используются соединения с шагами:
Для изделий диаметром менее 68 мм применяются резьбы с крупными и мелкими шагами. Только с мелкими шагами нарезаются резьбы на изделия диаметром более 68 мм.
Ход резьбы. Под этим определением следует понимать отрезок, длиной равной расстоянию по направлению, параллельному оси резьбы, между двумя одинаковыми точками на рядом расположенных витках одного захода. Обозначается Ph. Он равен у:
- однозаходной – шагу, т.е. Ph=P;
многозаходной – произведению количества заходов на длину шага, т.е. Ph=nP.
Шаг указывается на маркировке, также его можно определить из параметрических таблиц. Крупные шаги, они являются основными, на маркировке не указываются. Также шаг определяется путем:
- измерения резьбовыми калибрами (резьбомерами);
- сопоставления резьб различных деталей между собой;
- ввинчивания во внутреннюю резьбу наружной, при этом не должно быть сопротивления ввинчиванию;
- измерения с помощью штангенциркуля хода и деления полученного значения на число заходов.
Для измерения шага рекомендуется использовать болт, а не гайку, потому что есть возможность контролировать процесс измерений визуально. Цель определения шага – правильный выбор инструмента для нарезания или сверла под отверстие для резьбы.
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).

Схема муфтового соединения труб
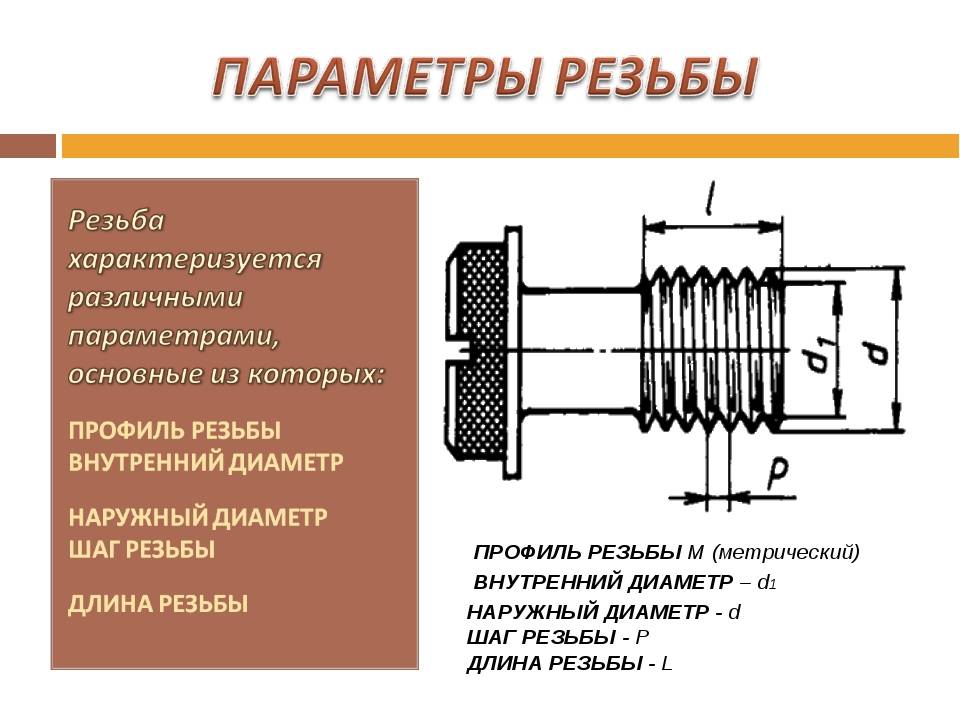
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Технологии нарезки
Есть два распространенных способа:
- Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
- С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
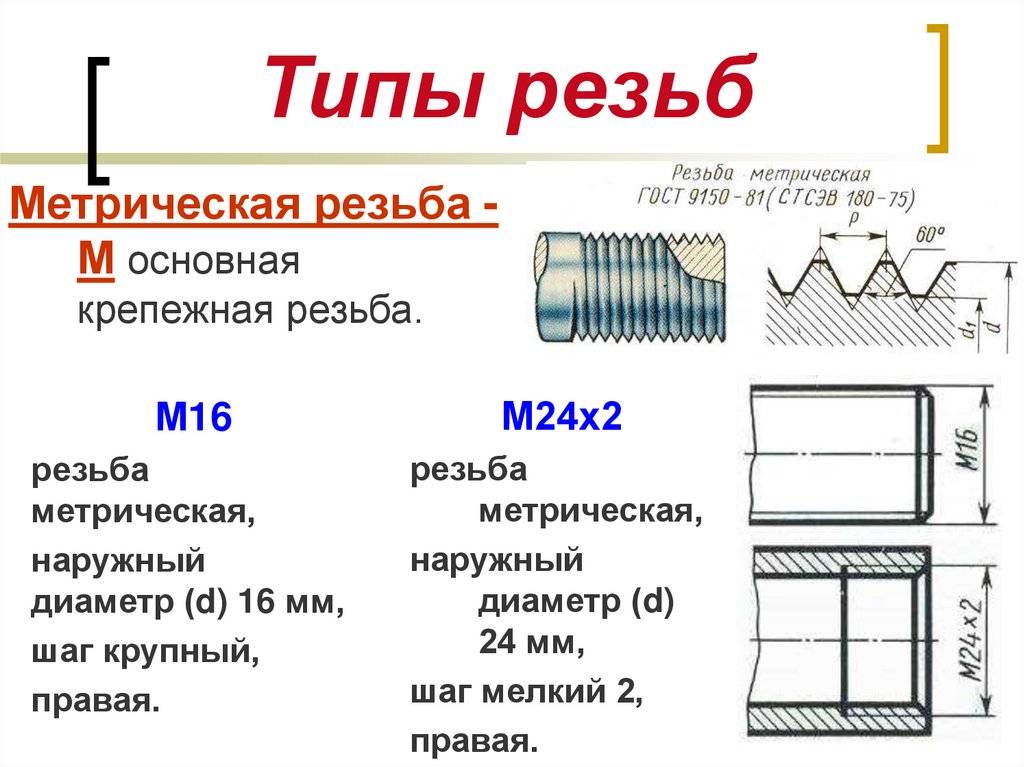
Метрическая резьба и ее обозначение
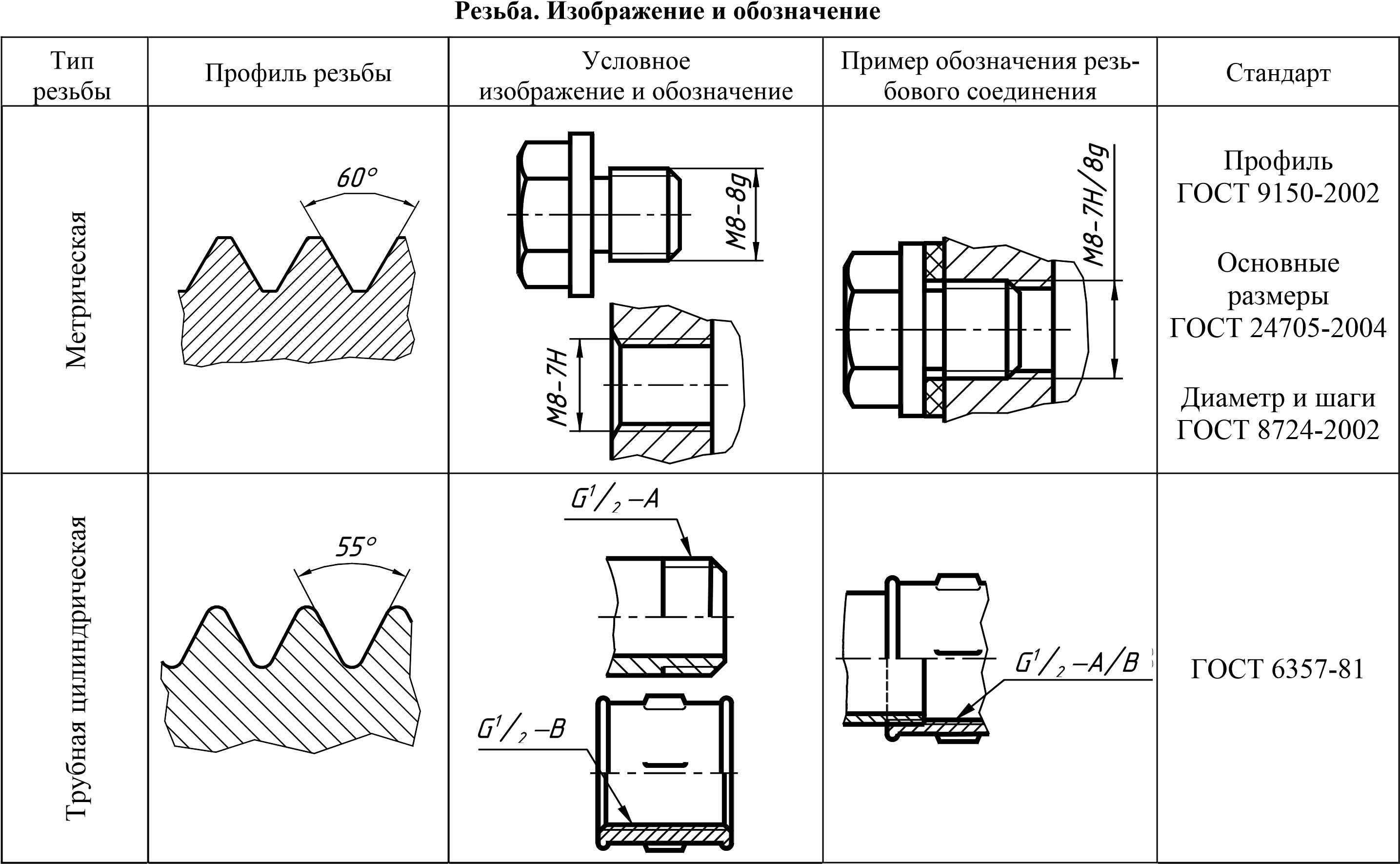
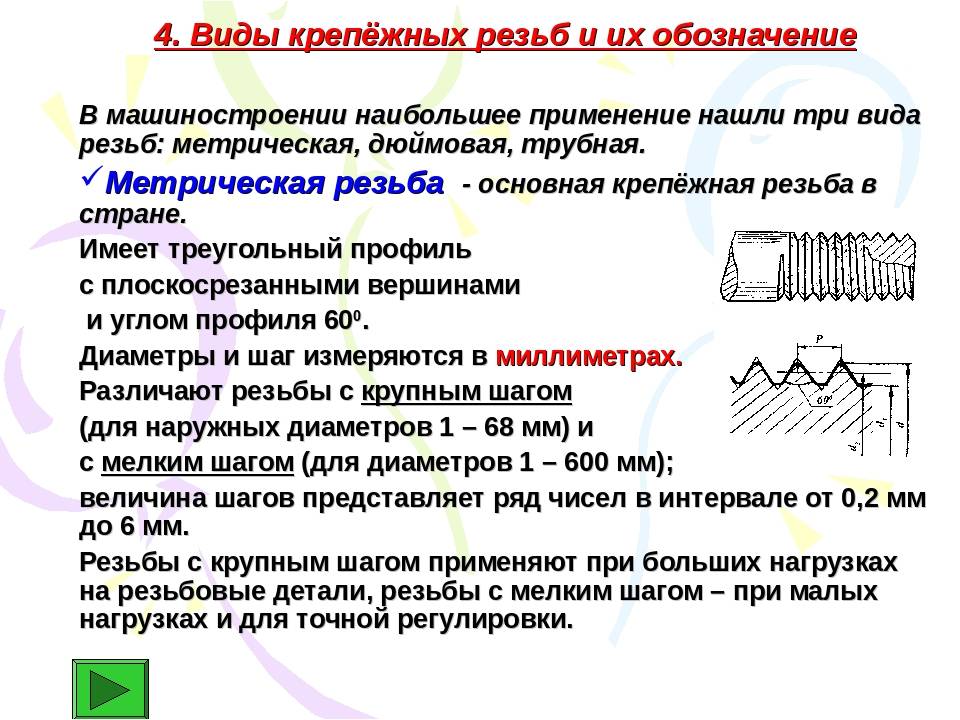
Основным типом резьбы, применяемой для крепежных целей, является метрическая резьба. Профилем метрической резьбы является равносторонний треугольник с углом 60° при вершине (рис. 89). В условное обозначение резьбы входят: буква М, наружный (номинальный) диаметр резьбы в миллиметрах (рис. 90).
Метрическую резьбу выполняют с крупным и мелким шагом. В обозначении метрической резьбы крупный шаг не указывают, например М20. Мелкий шаг указывают через знак умножения, например М 20 х 1,5 (где 1,5 — шаг резьбы).

Для каких целей применяют метрическую резьбу с мелким и крупным шагом? Приведите примеры, используя дополнительные источники информации.
Многие изделия собирают с применением резьбовых деталей — винтов, болтов, гаек, шпилек и др. Они соединяют отдельные детали в единое изделие, поэтому их называют крепежными. Для удобства использования в производстве такие детали стандартизированы и взаимозаменяемы.
Крепежные изделия
Болт — цилиндрический стержень с наружной резьбой на одном конце и головкой на другом. Образует соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки (шестигранная, полукруглая, потайная) и стержня, по шагу резьбы. Наиболее распространены болты с шестигранной головкой.Пример условного обозначения болта: Болт M 12 х 60 ГОСТ 7798-70 —с шестигранной головкой, резьбой М 12, шаг резьбы крупный, длина стержня 60 мм.
Какую длину имеет болт, обозначение которого «Болт М 20х55»?
Винт — цилиндрический стержень с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом. По назначению винты разделяются на крепежные и установочные. Крепежи винтов применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей. В зависимости от условий работы винты изготовляются с цилиндрической, полукруглой, полупотайной или потайной головкой со шлицем, под отвертку, а также с головкой под ключ и с рифлением.Пример условного обозначения винта: Винт М12 х 50 ГОСТ 1491-80 — с цилиндрической головкой, резьбой М12, шаг резьбы крупный, длина стержня 50 мм.
Используя дополнительные источники информации, определите в чем различия между винтом и болтом.
Шпилька — цилиндрический стержень с резьбой на обоих концах или по всей длине стержня. Служит для соединения двух или нескольких деталей. Один конец шпильки ввинчивается в резьбовое отверстие детали, а на другой конец навинчивается гайка. Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца.При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы, длину шпильки и ее условное обозначение. Пример условного обозначения шпильки: Шпилька М8 х 60 ГОСТ 22038-76 — с крупной метрической резьбой диаметром 8 мм, длина стержня 60 мм, предназначена для ввертывания в легкие сплавы, длина резьбового конца 16 мм.
Приведите примеры, где применяется соединение шпилькой.
Гайка — крепежная деталь с резьбовым отверстием и конструктивным элементом для передачи крутящего момента. Применяется для навинчивания на болт или шпильку до упора в одну из соединяемых деталей. В зависимости от конструкции и условий применения гайки выполняют шестигранными, круглыми, барашковыми, фасонными и т. д. Наибольшее применение имеют гайки шестигранные. Пример условного обозначения гаек: Гайка Ml2 ГОСТ 5915-70 — с диаметром резьбы 12 мм, шаг резьбы крупный.
На каком чертеже изображен вид гайки сверху?
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
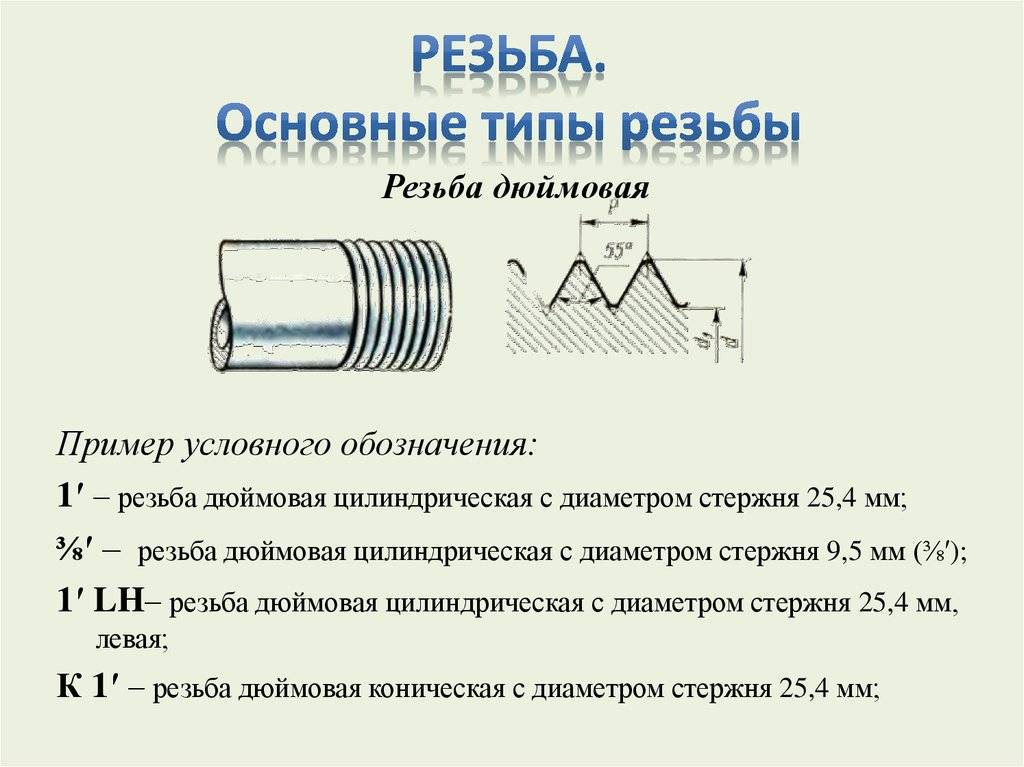
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Нарезание резьбы
Производится при помощи нескольких способов:
- Резцом и резцовой гребенкой. Выполняется на станке при помощи необходимых резцов, благодаря этому получаются точные калиброванные измерительные приспособления. Используется редко из-за малой скорости изготовления.
- При помощи накатной плашки, в результате проката по телу детали получают поверхность с резьбой. Получается при выдавливании на заготовке при помощи роликов.
- Фрезеровка резьбового соединения удается при использовании специальных инструментов. Фреза врезается в заготовку, постепенно снижаясь на шаг резьбы.
- Шлифовальным оборудованием изготавливают соединение для измерительного оборудования с высокой точностью.
Самостоятельно в условиях гаража можно изготовить внешний профиль крепежа, при этом следует выполнить следующие манипуляции:
- Заготовку закрепить в тисках, ее диаметр должен соответствовать размеру внешней резьбы.
- Подобрать плашку и закрепить в держателе.
- При помощи напильника снять фаску с заготовки, затем промазать маслом.
- Аккуратно опустить плашку на деталь.
- Медленно поворачивая инструмент накручивать его до отметки необходимой длины резьбы.
Для внутренней нарезки применяют метчики и выполняют следующие манипуляции:
- Используя справочные таблицы, уточнить необходимый диаметр сверла.
- Закрепить заготовку в тисках, при помощи электрической дрели просверлить отверстие. При этом инструмент должен находиться под прямым углом. Углубление нужно сделать больше, чем размер профиля с учетом конуса метчика.
- Заменив сверло на зенковку, снять фаску с поверхности отверстия.
- Первый прогон выполняют инструментом первого номера, смазав маслом рабочую поверхность.
- Два поворота метчиком чередуют с одним в противоположную сторону, для того чтобы предотвратить поломку инструмента и сброса стружки.
- Далее повторяют прогон метчика второго и третьего номера. Номера указаны на хвостовике.
Для предотвращения поломок инструмента рекомендуется следующее:
- Для внешней резьбы с заготовки снять фаску, плашку устанавливать на нее под прямым углом, предварительно смазав маслом.
- При перекосе обрезать и продолжить нарезку резьбы.
- Перед тем как нарезать внутреннюю резьбу, просверлить отверстие при этом инструмент держать перпендикулярно. Снять фаску и смазать масло.
- Чтобы предотвратить поломку метчика, не рекомендуется применять станки и оборудование для усиления.
- При поломке инструмента следует использовать приспособления для удаления остатков из углубления.
Для получения качественного крепления необходимо соблюдать рекомендации и правила по нарезанию резьбы. Подбор качественного инструмента облегчит задачу и ускорит процесс.



Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Читать также: Как сделать пропеллер из бутылки
Сфера применения резьбовых соединений
Резьбовые элементы используют для:
- стыковки различных агрегатов (например, коробки передач с двигателем);
- сборки узлов (например, винты соединяют крышки с корпусом генератора);
- соединения металлоконструкций (наряду с заклепками и дуговой сваркой);
- сборки трубопроводов для подачи газа и воды (такое сопряжение имеет дюймовую резьбу);
- крепления технологического оборудования к фундаментам (например, металлорежущие станки устанавливают на залитые в бетон анкеры).
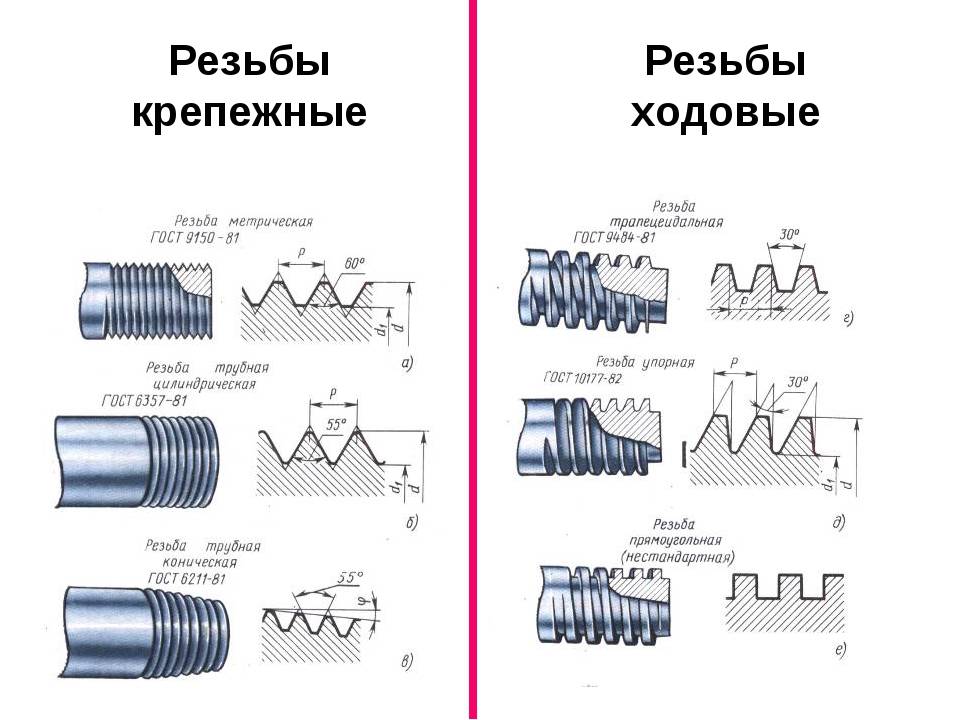
Резьбы принято разделять на категории по назначению:
- крепежные (например, метрические);
- крепежные с одновременной герметизацией (конические);
- грузоподъемные (например, упорные).
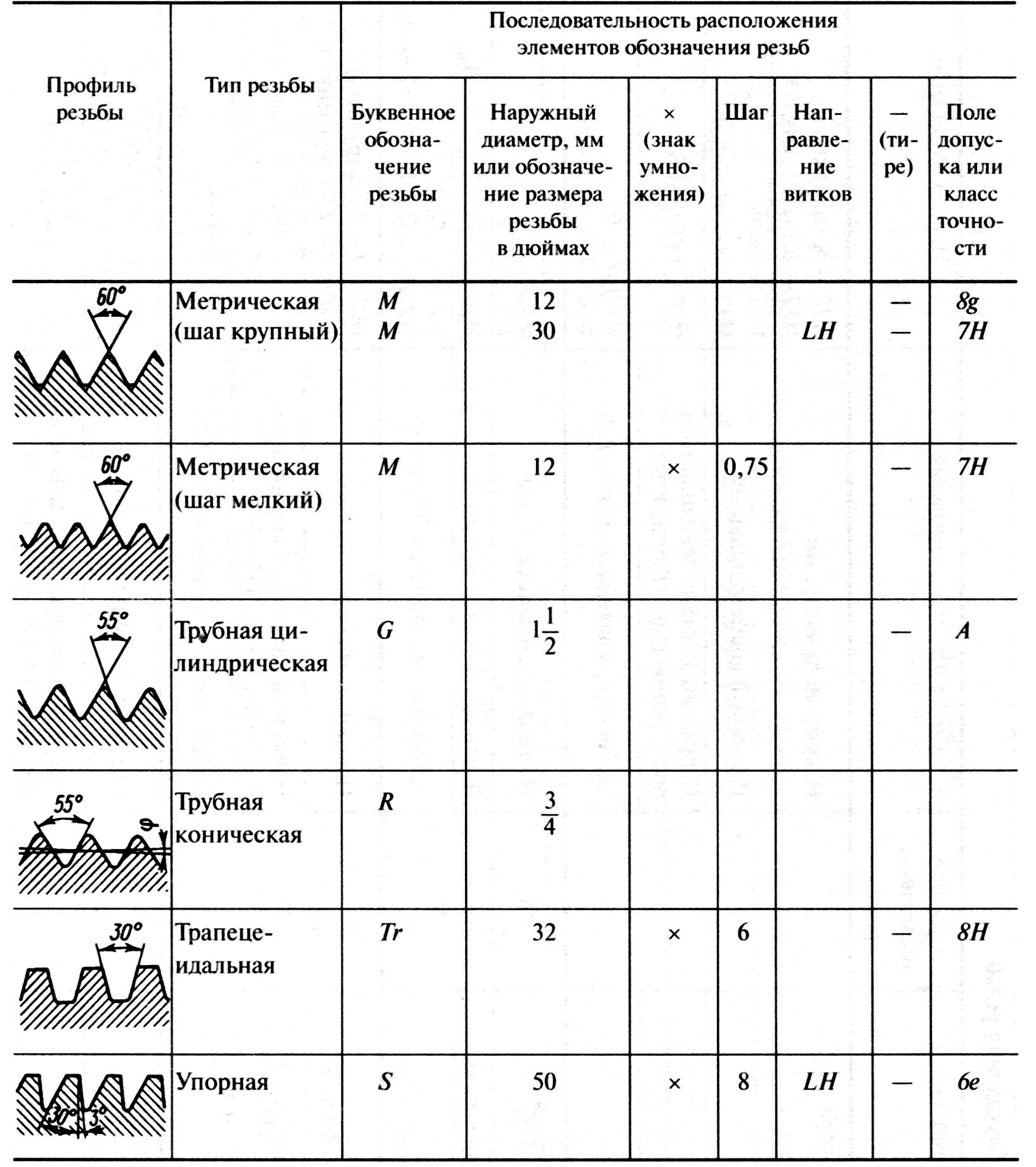
Правила обозначения
В маркировке присутствует несколько параметров. Каждый из них находит буквенное или числовое отображение. Если такого набора нет на торце изделия (плашки и метчика, готовых металлических крепежей), то, возможно, это подделка. Что обозначается:
- Уровень допуска, то есть точность соответствия заявленным размерам.
- Тип. Для метрической – буква М. Для остальных вариантов другие маркировки, например для цилиндрической – G.
- Внутренний диаметр. Шаг не указывается, так как согласно стандартам все конструкции имеют аналогичный ход, если обладают одинаковым сечением.
Также есть обозначение длины свинчивания. Она может быть:
- N – средней.
- S – мелкой.
- L – крупной.
Все вышеперечисленное указывается как на чертеже при проектировании и изготовлении изделий, так и уже в момент производства – обычно применяется метод гравировки. Он наиболее долговечный, а при попытке сэкономить используется краска.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Трапецеидальная резьба
Трапецеидальный профиль относят к ходовым. Отличительное свойство этого вида профиля заключается в том, что она самотормозящая. Это вызвано тем, что при перемещении гайки по стержню развивается большая сила трения. Такое свойство позволяет избежать дополнительного фиксирования гайки на валу.
Трапецеидальный профиль используется для того, что бы преобразовать вращательное движение в трапецеидальное. Как пример, можно привести ходовой вал, устанавливаемый в токарных или шлифовальных станках. Кроме этого оборудования, он нашел свое применение в кузнечно-прессовом оборудовании, автомобильной и тракторной технике. Вообще узлы с трапецеидальным профилем используют для перемещения кареток на сборочных конвейерах, в литьевых машинах, робототехнике и пр.
Трапецеидальная резьба
На практике применяют изделия с размерами от 8 до 640 мм. Шаг составляет от 1,5 до 12 мм.
При внесении параметров на чертежах или документах применяют буквы Тр, затем указывают геометрические параметры.
Требования к параметрам изложены в ГОСТ 24738-81.
Основные параметры
К основным параметрам относятся:
- шаг (расстояние между 2-мя соседними витками резьбы);
- внешний диаметр (диаметр элемента крепежа с учетом выступающего витка резьбы);
- внутренний диаметр;
- величина угла на вершине витков резьбы.
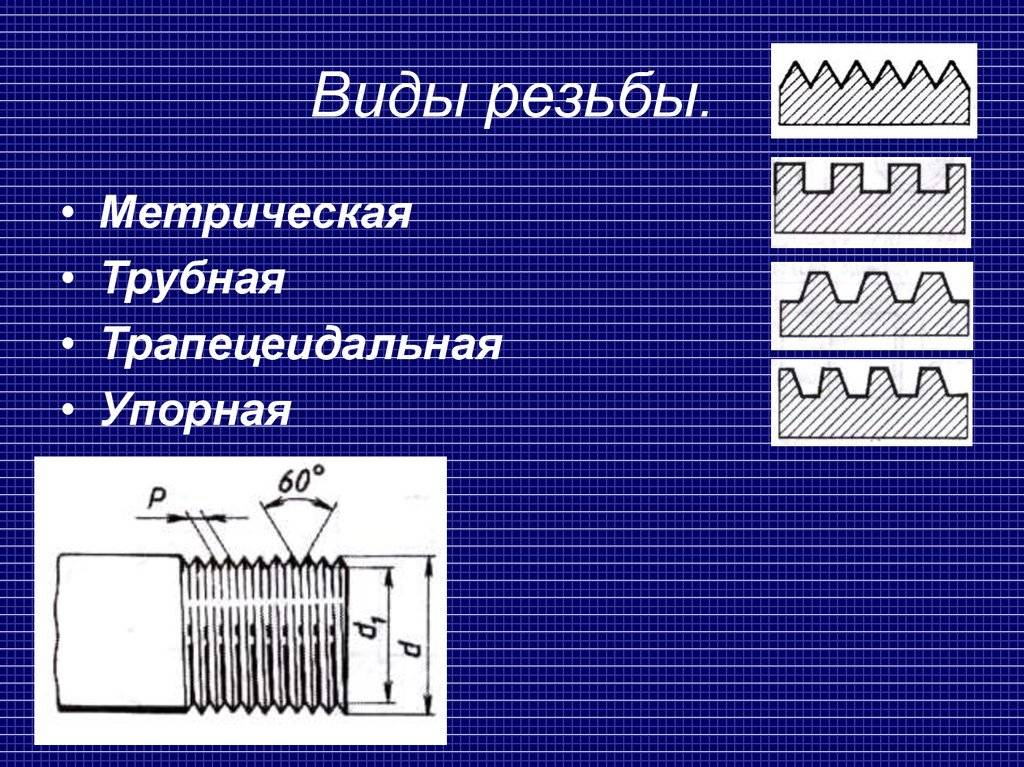
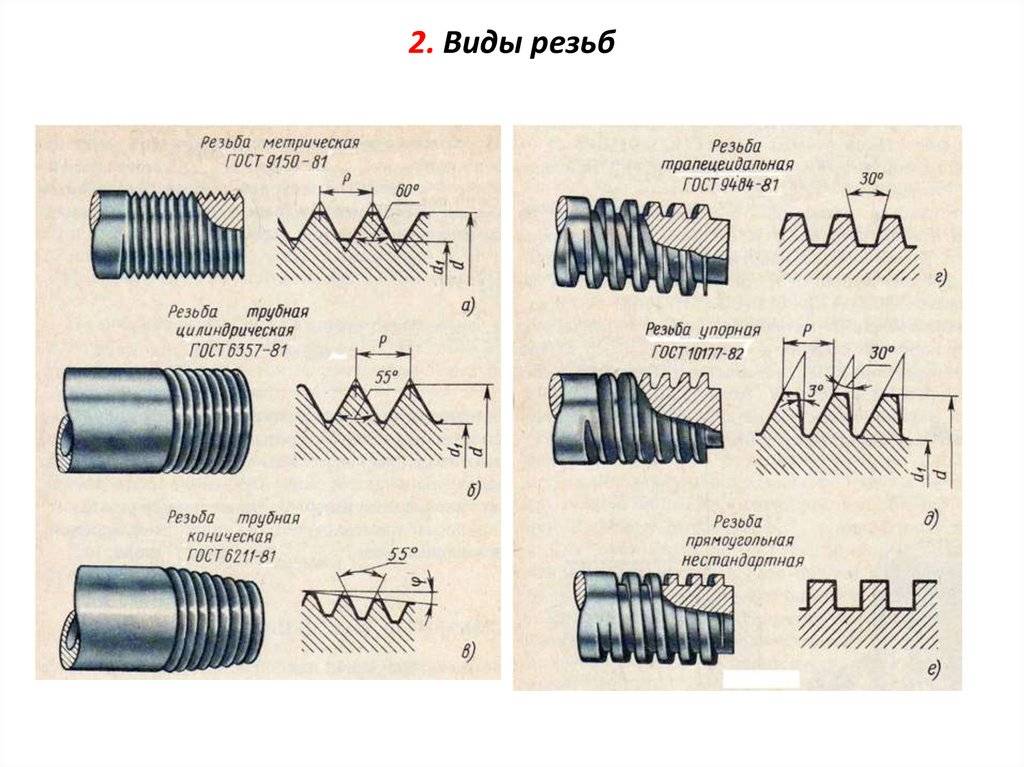
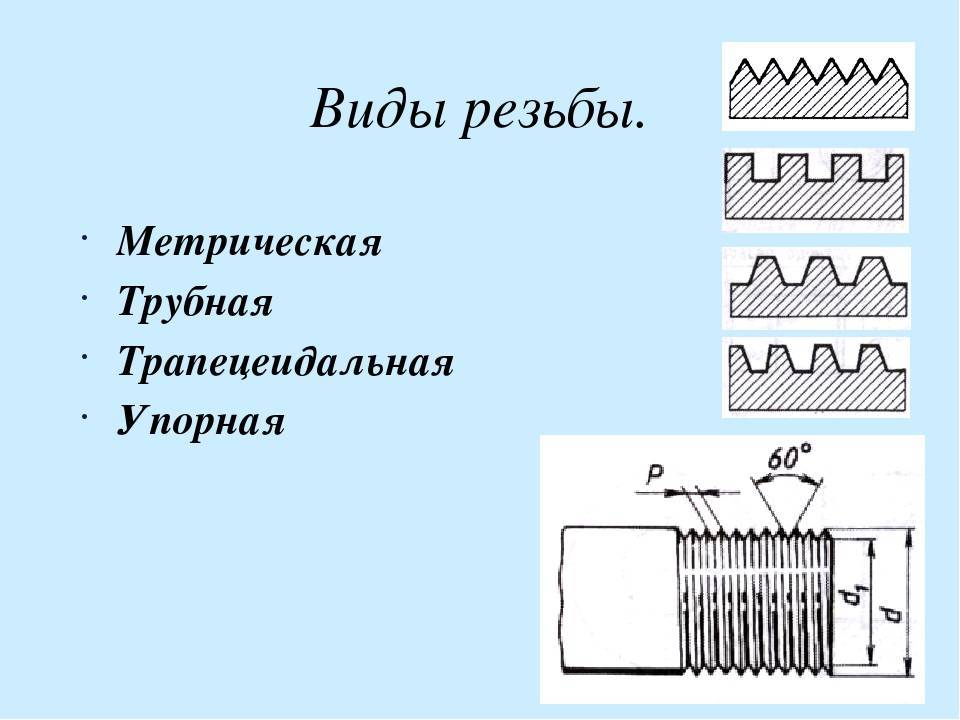
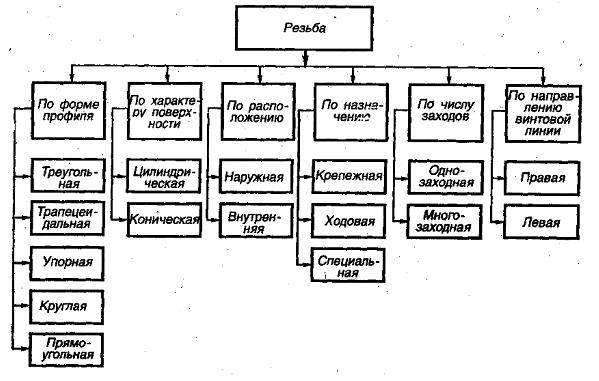
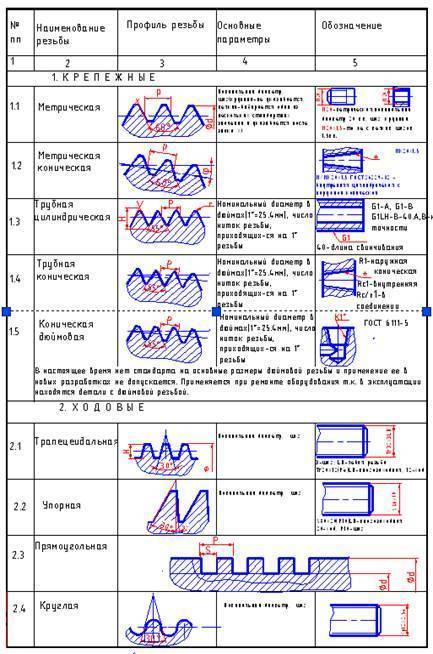
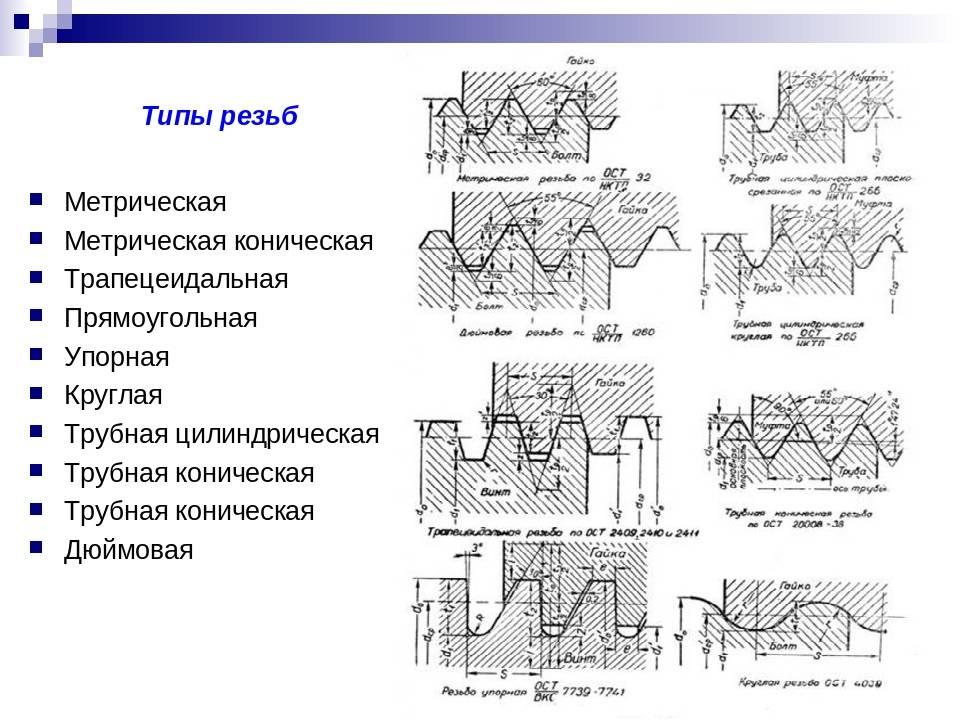
Виды резьбы
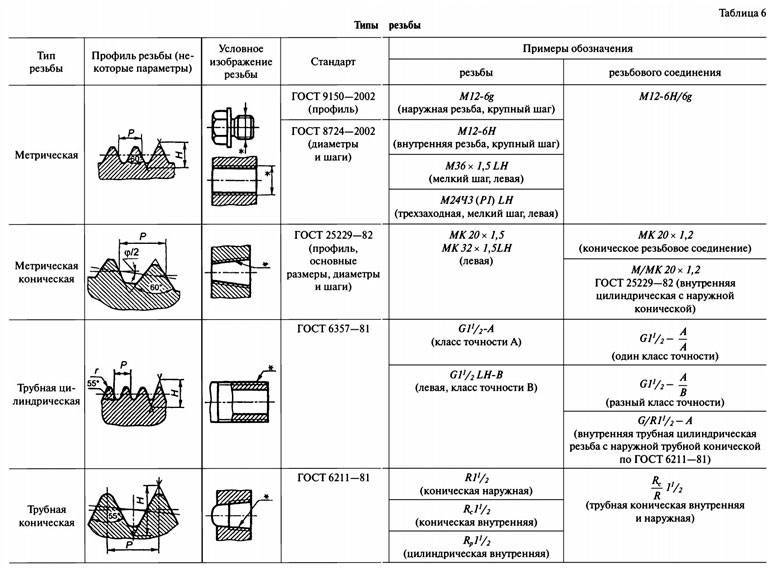
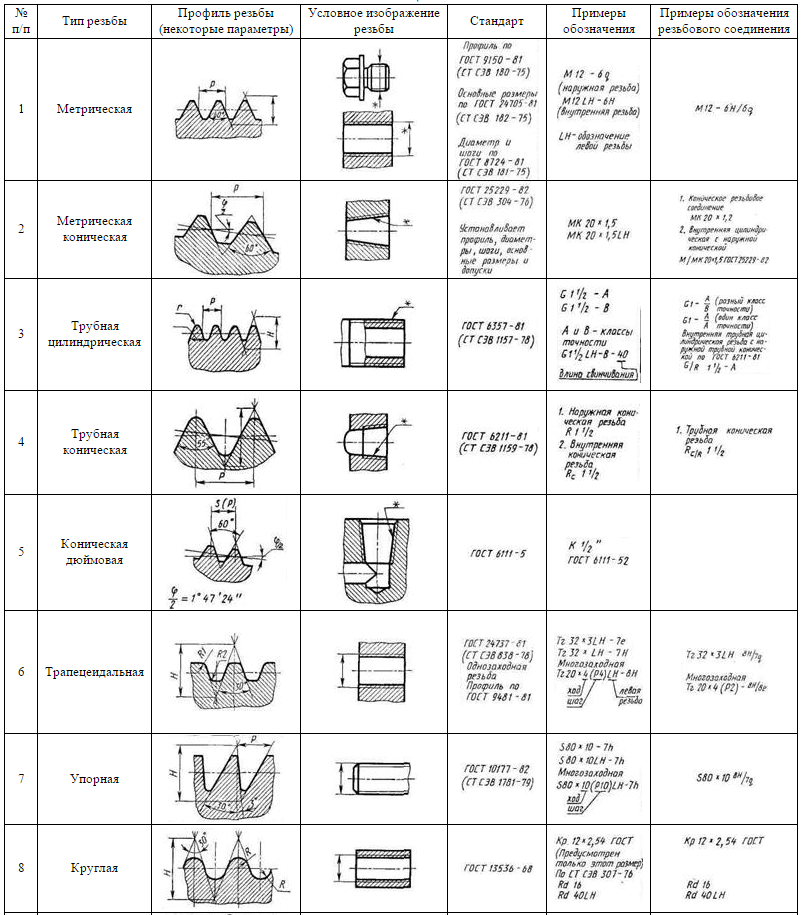
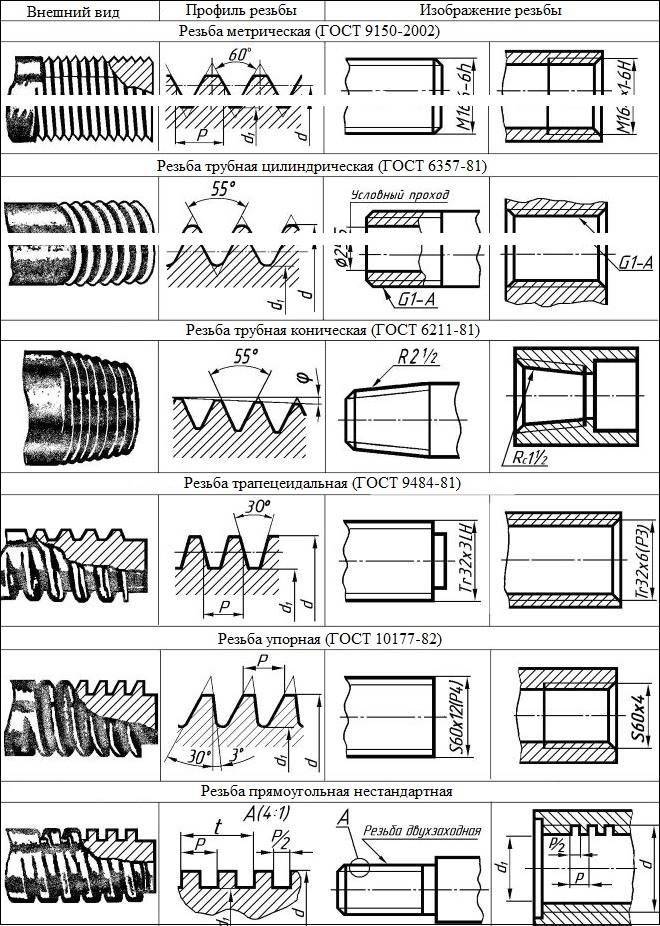
Резьбы можно разделить по следующим признакам:
- назначению (крепежная, крепежно-уплотняющая, ходовая или специальная резьба);
- виду профиля (треугольная, трапецеидальная, упорная, прямоугольная или круглая резьба);
- величине шага ;
- направлению (правая и левая);
- системе измерения параметров резьбы (метрическая и дюймовая);
- месту расположения на детали (внутренняя и внешняя);
- виду поверхности;
- числу заходов (одноходовая и многоходовая).

Свойства различных видов резьб
Крепежная резьба используется для соединения деталей. Крепежно-уплотняющая резьба используется для таких соединений, в которых важны не только прочность, но и герметичность соединения. Ходовая резьба используется для обеспечения движения одной детали относительно другой. Резьба специального вида используется в часовых механизмах или в окулярах.
Назначение резьбы обычно влияет и на другие характеристики используемой резьбы. Так для крепежа чаще всего используется треугольная метрическая или дюймовая правая однозаходная резьба. При этом параметры метрической резьбы стандартизированы для различных применений. Профиль треугольной резьбы — равносторонний треугольник, вершина которого срезана. Впадины между нитками резьбы притуплены, что требуется для уменьшения напряжений.
Метрическая резьба может иметь крупный шаг или мелкие шаги. В соответствии со стандартом, например, метрическая резьба М20 может иметь крупный шаг размером 2,5 мм и 5 более мелких шагов размерами от 0,5 до 2 мм. Соединение с мелким шагом используется в тех случаях, когда необходимо соединение тонкостенных деталей, а также для обеспечения торможения.
В некоторых случаях для увеличения прочности соединения используется многозаходная резьба. Такой вариант соединения важен в случаях, когда диаметр винта относительно невелик. При использовании многозаходной резьбы ее шаг, высота и внутренний диаметр будет соответствовать однозаходной резьбе, а ход (то есть, перемещение гайки) будет значительно больше. Необходимо учитывать, что технология нарезания многозаходной резьбы сложна, а, следовательно, и стоимость выполнения такой операции довольно велика.
Профиль крепежной дюймовой резьбы — треугольник с углом в 55°. Все параметры дюймовой резьбы задаются в дюймах. Такая резьба используется в изделиях, разработанных в западных странах, а в России используется только при ремонте импортной техники. Однако крепежно-уплотнительные дюймовые резьбы с углами 55° и 60° стандартизированы и используются в трубопроводах.
Профиль трапецеидальной резьбы — трапеция с углами наклона в 30°, а упорной резьбы — трапеция с углами в 30° и 3°. Оба типа резьбы являются ходовыми и используются для передачи движения. Например, трапецеидальная резьба используется для реверсивной передачи в токарных станках, а упорная – для передачи односторонней нагрузки в домкратах и прессах.
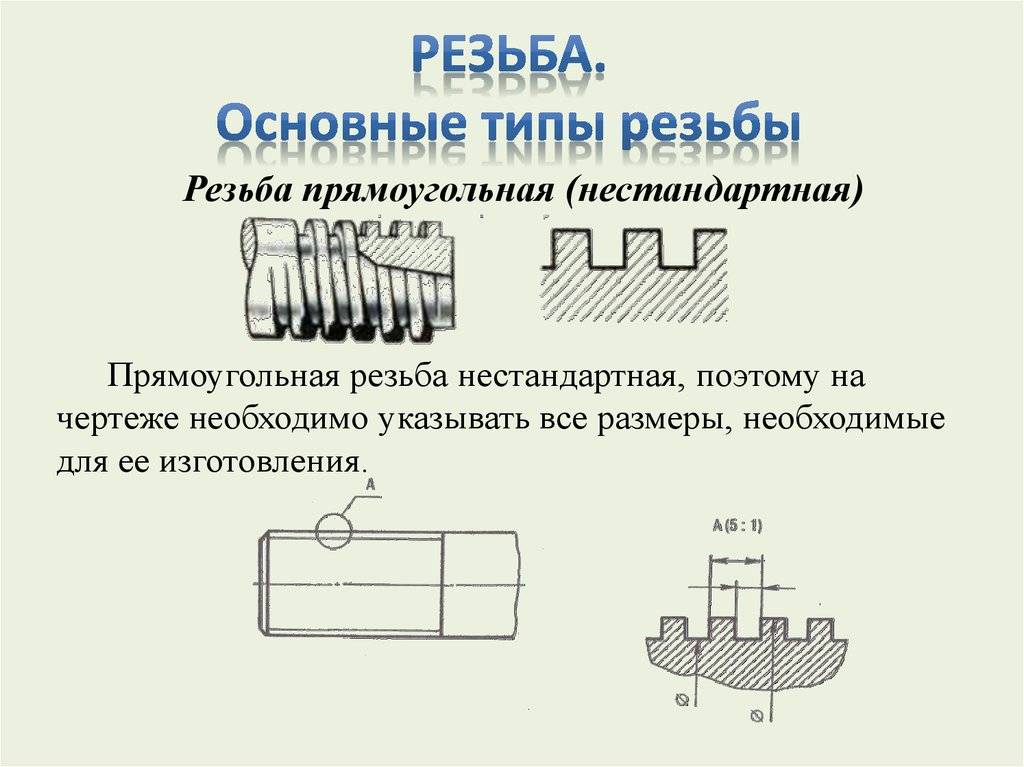
Прямоугольная резьба ограниченно используется в передачах движения. Она имеет большой КПД, но малую прочность. Кроме того, при изготовлении такой резьбы возникают технологические трудности.
Круглая резьба используется для водопроводной арматуры, для механизмов, работающих в агрессивной среде. Профиль такой резьбы образуется дугами и прямыми линиями.
Определение типа резьбы
Опытный механик может определить тип резьбы визуально, но полноценно выяснить параметры можно только при помощи штангенциркуля и калькулятора или специального металлического шаблона. При использовании измерительного инструмента полученные данные пересчитывают и сравнивают с табличными значениями.
На шаблонах нанесена маркировка, позволяющая назвать тип резьбы. В случае возникновения сомнений необходимо провести контрольный замер штангенциркулем и идентифицировать нарезку по таблицам.
Российская промышленность выпускает шаблоны 2 типов (с маркировками М60° для метрических профилей с углом 60° и Д55°, предназначенные для идентификации дюймовой или трубной нарезки с вершинным углом 55°). Металлические шаблоны собраны в общую пачку на центральной оси. На каждом элементе нанесена краской или выдавлена прессом цифра, указывающая на шаг резьбы (в мм или дюймах, в зависимости от типа шаблонов).
Принципы обозначения
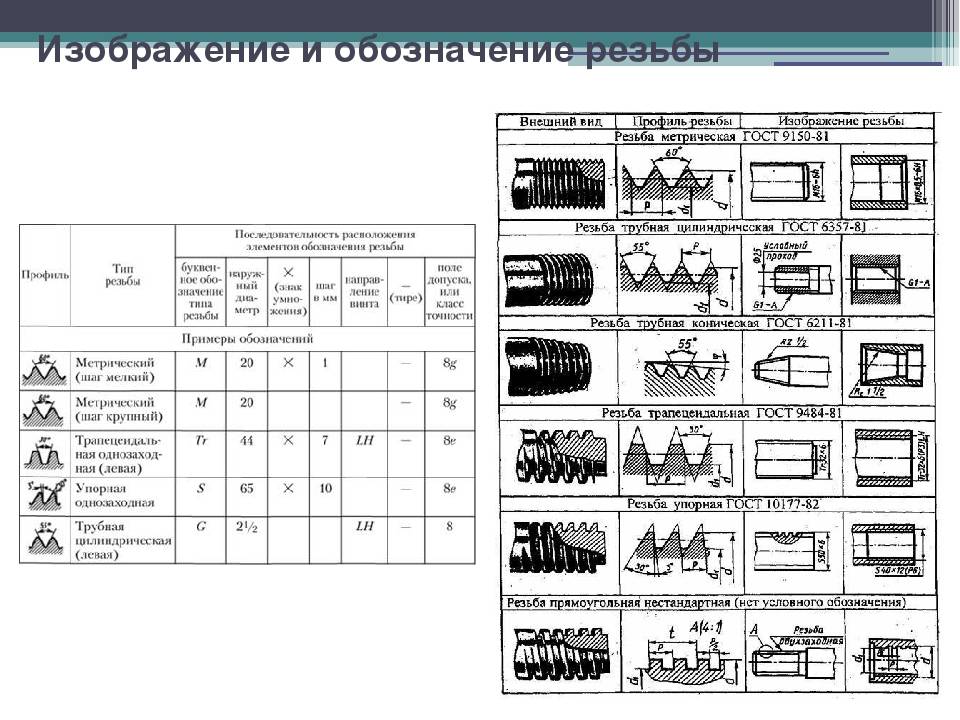
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
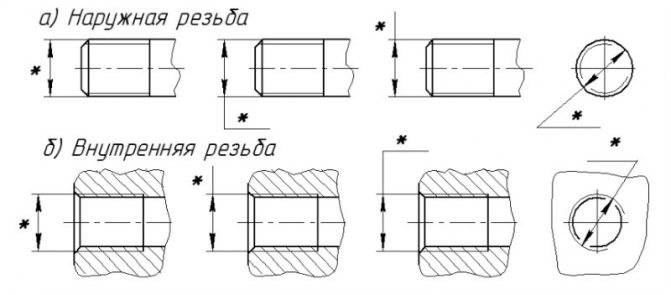
Наружный и внутренний виды резьбы
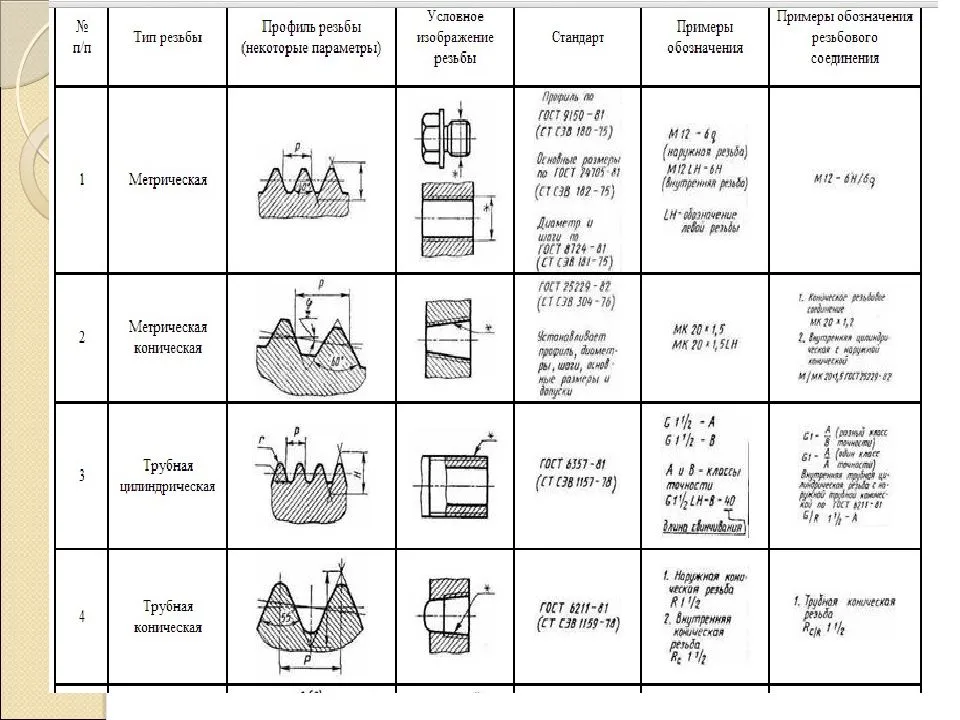
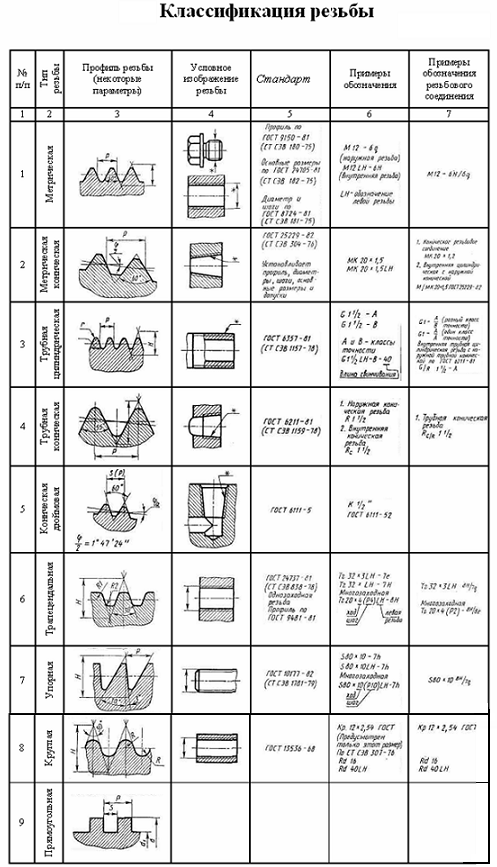
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
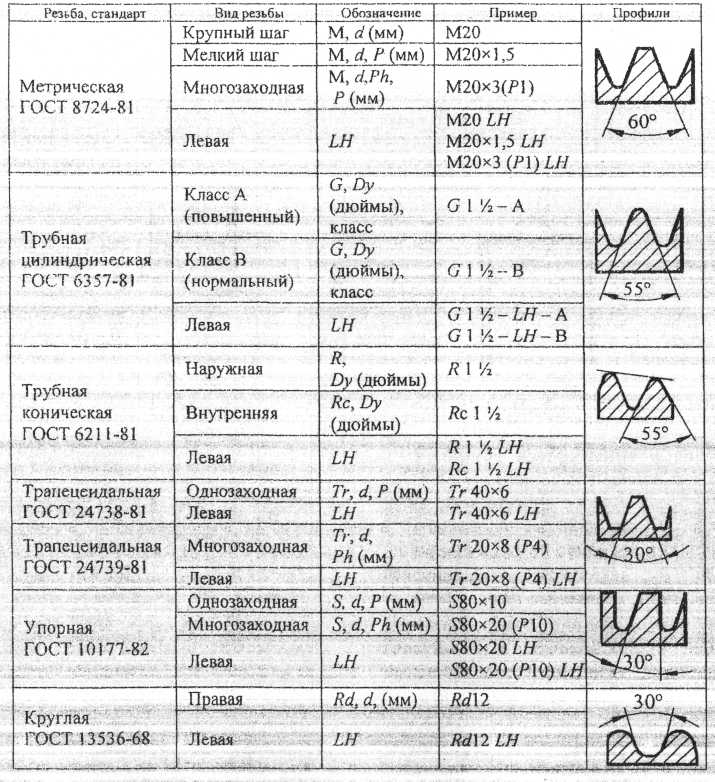
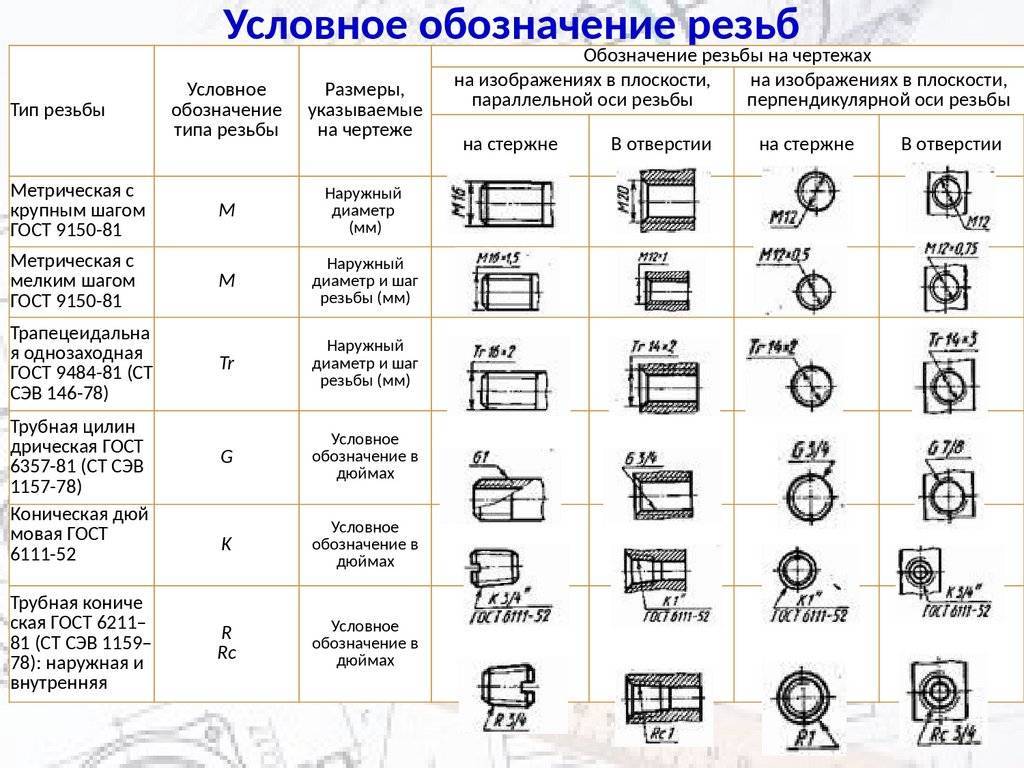
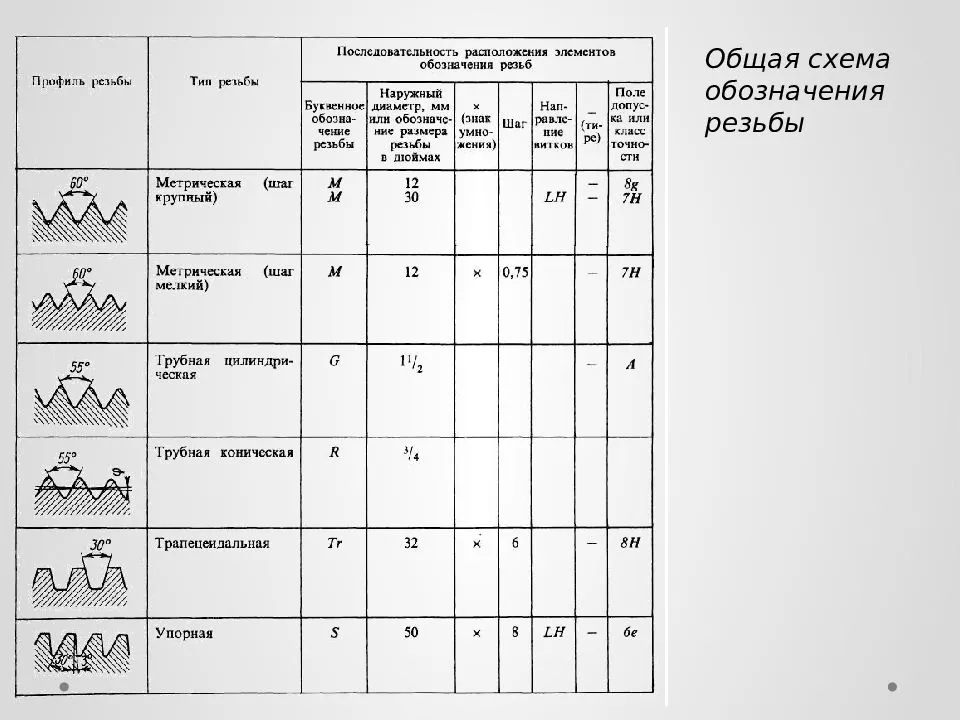
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.


Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.





