

Технико-экономические показатели видов напыления
| Метод напыления | Вид напыляемого материала | Оптимальная толщина покрытия | Температура пламени, дуги, детонации, струи | Скорость истечения пламени, дуги, детонации, струи | Скорость частиц | Прочность сцепления покрытия с основой | Пористость покрытия | Производительность процесса – металл | Производительность процесса – керамика | Коэф-фициент исполь-зования материала | Уровень шума |
| мм | К | м/с | м/с | МПа | % | кг/ч | % | дБ | |||
| Газопламенный | порошок, проволока | 0,1-1,0 | 3463 (С2Н2+О2) | 150-160 | 20-80 | 5-25 | 5-25 | 3-10 | 1-2,5 | 70-90 | 70-110 |
| Электродуговой | проволока | 5300-6300 | 100-300 | 50-150 | 10-30 | 5-15 | 2-50 | 75-95 | 75-120 | ||
| Детонационный | порошок | 2500-5800 | 2000-3000 | 600-1000 | 10-160 | 0,5-6 | 0,1-6,0 | 0,5-1,5 | 25-60 | 125-140 | |
| Плазменный – в инертных средах | порошок, проволока | 5000-15000 | 50-400 | 10-60 | 2-15 | 0,5-8 (20-60 кВт) | 70-90 | 75-115 | |||
| Плазменный – в активных средах | 1000-1500 | 15 | 5 | 70-90 | 110-120 | ||||||
| Плазменный – в разряженных средах | 2900 | 500-1000 | 70-80 | 0,5-1 | ≤75 | ||||||
| Высокоскоростной | порошок | 2500-3000 | 2600 | 350-500 | 10-160 | 0,3-1 | 3-4 | 40-75 | 100-120 |
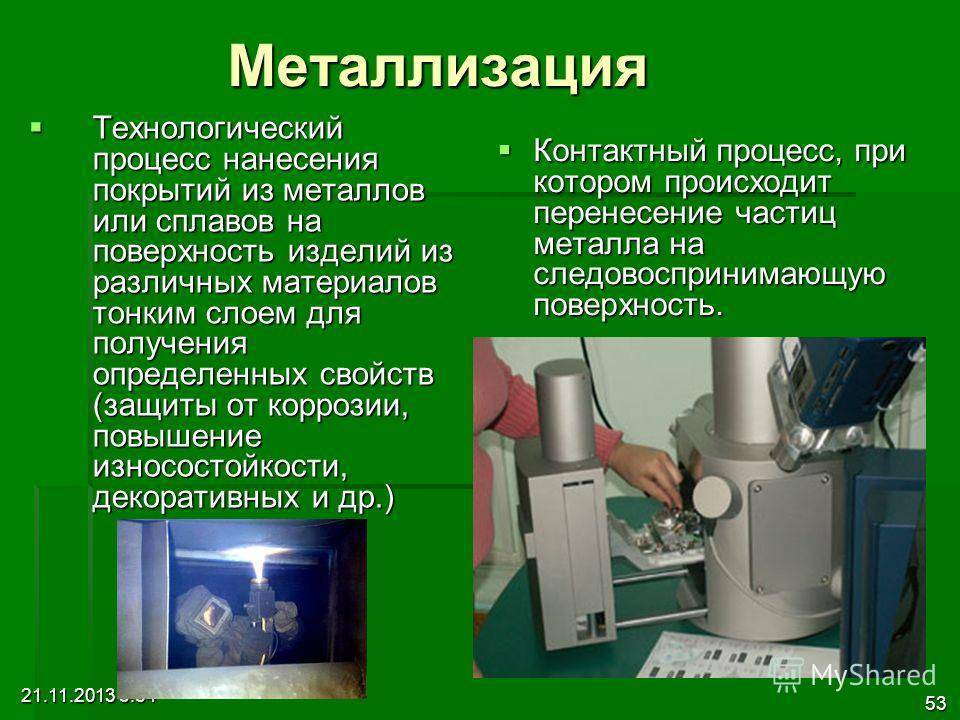
Технологический процесс вакуумной металлизации
Рассматриваемый метод обработки деталей применяется достаточно давно. Вакуумная металлизация – процесс, основанный на испарении и выпадении конденсата материала на подложку. Среди особенностей данного процесса следует отметить нижеприведенные моменты:
- Универсальность и высокая эффективность метода определяет его большое распространение. В будущем ожидается более обширное применение процесса металлизации полимерных и других материалов. Развитие рассматриваемого метода обработки связывают с совершенствованием используемого оборудования. Так современные вакуумные установить позволяют автоматизировать процедуру металлизации деталей, повысить качество получаемых поверхностей, снизить себестоимость получаемых изделий. Единственное препятствие на пути развития данной отрасли – высокая стоимость современного оборудования и возникающие сложности при его установке, использовании и обслуживании.
- Технологический процесс вакуумной металлизации достаточно сложен, на результате отражается условие проведения каждого этапа. При нагреве материала, который должен стать будущим покрытием, он претерпевает большое количество изменений. Примером можно назвать то, что изначально покрытие испаряется, затем происходит адсорбция, после чего выпадение конденсата и кристаллизация для закрепления слоя на поверхности.
- На качество получаемого результата оказывает воздействие достаточно большое количество факторов, среди которых отметим физико-химические качества подложки, выдерживаемые условия проведения металлизации.
- Образование напыляемого покрытия при металлизации происходит в два основных этапа: перенос энергии и массы от источника к поверхности и их распределение по всей подложке.
Технология вакуумной металлизации подходит для обработки самых различных деталей. В качестве примера можно привести рулонные материалы из пластика или пластмассы.
Типовая технология состоит из нескольких основных этапов:
Подготовка детали к проводимому процессу. Среди требований, которые предъявляются к детали можно отметить отсутствие острых кромок и скрытых участков от прямолинейного попадания конденсата. Вакуумная металлизация пластмасс или других материалов возможна только в том случае, если фора заготовки не сложная. Обезжиривание и сушка. Некоторые материалы могут содержать большое количество адсорбированной влаги, к примеру, полимеры. Сушка проводится при температуре около 80 градусов Цельсия, время выдержки составляет 3 часа. Обезжиривание уже проводится в вакуумной камере на подготовительном этапе. Технология обезжиривания предусматривает разматывание рулона и воздействие тлеющего разряда. Как показывают результаты проведенных исследований, выполнение отжига на стадии подготовки полимеров благоприятно сказывается на структуре рассматриваемого материала, так как существенно снижается показатель внутреннего напряжения. Вакуумная рулонная металлизация должна проводится с исключением вероятности образования складок на этапе подготовке заготовки, так как их можно назвать дефектов. Этап активационной обработки поверхности. Вакуумная металлизация пластика и других материалов предусматривает активацию поверхности. При этом могут использоваться самые различные методы активации, выбор которых зависит от качеств самого материала. Данный процесс предназначен для повышения показателя адгезии поверхности. Нанесение вещества на поверхность. В большинстве случае вакуумная металлизация алюминия или другого сплава проходит при применении резистивного метода испарения при условии воздействия температуры. Вольфрамовая технология испарения применяется намного реже, так как предусматривает нагрев среды до небольшой температуры, в результате чего испаритель разрушается за минимальные сроки. Заключительный этап касается контроля качества металлизации. Если наносимый слой носит декоративный характер, то в большинстве случаев контроль качества заключается в регистрации оптических свойств
Кроме этого уделяется внимание равномерности напыления, прочности соединения поверхностного слоя и структуры. Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки. Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки
Технология вакуумной металлизации пластмасс и других материалов сложна, для получения качественной поверхности нужно соблюдать все условия обработки.
Для клиентов в Москве
С радостью ответим на любые вопросы по телефонам в московском офисе:
Итак друзья, всё получилось! Как и было задумано)) Пока особо упоротые продолжают жрать кактус восстанавливать пластиковые!
о_О вистеон2, группа инициативных товарищей=)), скооперировавшись и найдя друг друга)) таки это сделали — а именно, восстановили металлические отражатели линз Вистеон1 (которые устанавливались в свое время на дорестайл мондео4, ленд ровер, ягуар, вольво и еще кучку марок) методом вакуумного напыления алюминия. Делали в питерском ЗАО «ВИМА» (не реклама! истины ради)… за чёткую, без сучка и задоринки, организацию сего действа выражаю категорические респект и уважуху!111 Денису (aka dionis-spb ) Денис, ты — человек! хороший!)) спасибо тебе еще раз огромное, без тебя нифига бы не вышло!
Осталась самая малость! внедрить на место… как говаривали мужики на моей первой работе: «… — нАчать да кончить. «=))
stay tuned! будет интересно)
зы. бюджет сего действа общий! с учетом покупки б/у модулей, их троекратной транспортировки (ко мне, от меня в Питер и уже готовые обратно ко мне)… конкретно само восстановление обошлось порядка 1700 руб. за пару отражателей, согласно мелкооптового прайса=)) из предыдущей записи
Цена вопроса: 3 700 ₽
На какие поверхности можно наносить
Вообще, металлизировать таким способом можно любые материалы, которые устойчивы к нагреву до +80 и воздействию специальных лаков. А также материалы не должны быть пористыми, чтобы в процессе металлизации в вакуумной камере не выделялся атмосферный или другой газ, что приведёт к некачественному покрытию. К ним относится плохо обработанная керамика, древесина, бетон. Но даже на них можно нанести таким способом декоративные покрытия, если предварительно загрунтовать специальными составами.
Чаще всего сегодня обрабатываются таким способом предметы из пластмасс и металлов. Этот процесс только усиливает их положительные свойства. Напыление наносится на металлические поверхности изделий, состоящие из различных сплавов. При этом создаётся защита от коррозии, изменяются электропроводные свойства металла в сторону повышения, улучшается внешний вид предметов.
Металлизация пластмасс позволяет изготавливать красивые, практичные изделия из дешёвого сырья. В автомобилестроении пластмассовые детали устанавливают для снижения веса. Решётки радиаторов, корпуса, колпаки колёс и другие детали, к которым не требуется обладание повышенной прочностью, изготавливаются из прочных марок пластмасс и обрабатываются под металл.
У этой технологии, как и у других таких же сложных, имеются свои плюсы и минусы:
- необходимость использования дорогостоящего оборудования,
- большие расходы электроэнергии,
- потребность в просторном производственном помещении для размещения всех приспособлений и для полного технологического цикла изготовления.
Дополнительные расходы средств требуются при этом на технический процесс нанесения дополнительного слоя – защитного лака.
Установки вакуумного напыления представляют собой совокупность устройств, которые последовательно и самостоятельно выполняют ряд функций, необходимых для технологического процесса металлизации.
Основные функции:
- откачка воздуха для получения условий разрежения,
- распыление в определённых условиях металлических частиц на поверхность предметов,
- транспортировка обрабатываемых деталей,
- контроль режимов происходящих процессов вакуумного напыления,
- электропитание и другие вспомогательные приспособления.
Составляющие узлы вакуумной установки:
- Рабочая камера. В ней происходит сам процесс металлизации.
- Источник испаряемых металлов вместе с управляющими и энергообеспечивающими устройствами.
- Системы контроля и управления для регулировки температуры, скорости напыления, толщины плёнки, её физических свойств.
- Откачивающая и газораспределительная система, обеспечивающая получение вакуума и регулировку газовых потоков.
- Системы блокировки рабочих узлов, блоки электропитания.
- Транспортирующее устройство, определяющее подачу-извлечение из вакуумной камеры, смену положений деталей при нанесении металлопокрытия.
- Вспомогательные устройства – заслонки, внутрикамерные манипуляторы, газовые фильтры и др.
Особенности оборудования
Установки для вакуумного процесса нанесения металлического слоя бывают магнетронные и ионно-плазменные. В любых из них необходимо достигать испарения вещества с поверхности металлических болванок, минуя стадию расплава металла.
При сублимационном способе процесс нагрева происходит быстро до температуры испарения, не допуская расплава. Для этого используются нагреватели, способные повышать кинетическую энергию вплоть до разрушения кристаллической решётки. Но некоторые металлы не сублимируют в вакууме, и поэтому с ними стадии расплава не избежать. Поэтому в таких случаях применяются дополнительные системы фильтров.
Способом вакуумного напыления металлического слоя покрываются изделия разных размеров: крупные (до 1 м) и совсем мелкие. Существуют технологии металлопокрытия многометровых тканей и плёнок – они перематываются из одного рулона в другой в процессе напыления в вакуумной камере. Поэтому бывают установки с рабочими камерами разных размеров:
- небольшие – несколько литров,
- крупные – несколько кубометров.
Выпускаемая продукция
В виде интерьерной краски
На рынке представлена «жидкая пластмасса» в виде такого продукта, как полимерная акриловая водно-дисперсионная (водоэмульсионная) краска. Она идеально подходит как для наружной, так и внутренней окраски стен и потолков, любых поверхностей из минеральных, кирпичных материалов, различных конструкций из ДСП, МДФ, ДВП, гипсокартона, цельного дерева и бетона.
В сочетании с колером смеси полиуретана, акрила и алкида являются декоративными эстетическими покрытиями с пластифицирующей плёнкой. В качестве растворителей и разжижителей такого «жидкого пластика» рекомендуется использовать органические соединения воды. Сами краски, как правило, не имеют резких, отравляющих летучих соединений.

Эмали для обработки против коррозии
Эмали «жидкий пластик» применяются для антикоррозийной обработки металла, используя высокие адгезивные свойства полимеров, входящих в их состав. Образующаяся на поверхности металлического изделия плёнка-мембрана надёжно защищает метал от окисления и сохраняется длительное время, не разрушаясь под действием воды, ветра, солей и различных кислот. Выбор для «деятельности» весьма широк: начиная от покраски трубо- и газопроводов, заканчивая ограждениями, навесами и сейфами.







 Главным минусом таких эмалей является содержание токсичных летучих веществ. Обработка поверхностей требует элементарных средств защиты. Статья по теме: Отработанное масло: где и как можно использовать?
Главным минусом таких эмалей является содержание токсичных летучих веществ. Обработка поверхностей требует элементарных средств защиты. Статья по теме: Отработанное масло: где и как можно использовать?
Защитное покрытие для авто
Такой «жидкий пластик» — это максимально эффективное покрытие для кузова автомобиля на радость автовладельцев. Автомашина под «жидкой пластмассой» не подвержена коррозии. Состав проникает в поры, сглаживает царапины и неровности, образует плотную полимерную плёнку, не разрушающуюся под воздействием дождя, снега, хим. реагентов. Все это позволяет надёжно сохранить лакокрасочное покрытие кузова без нарушения основного цвета и сохраняет привлекательный вид авто.

Защитно-декоративное покрытие для автомобиля с эффектом пластика имеет в своей основе алкидные смолы, однородную структуру, которые после разжижения образуют идеально гладкую прозрачную и очень плотную плёнку. По ней все опасные реактивы стекают «как с гуся вода», и создаётся впечатление свежевымытой машины.

Минус состава – требует особого режима просушки и дополнительной вентиляции, ведь летучие вещества могут вызвать не только головную боль, но и тяжёлые отравления.
Герметик для окон ПВХ
Использование этих составов для отделки откосов окон из поливинилхлорида, обусловлена их возможностью проникать и равномерно заполнять зазоры при монтаже в зонах соединений. «Жидкий пластик» для окон представляет собой однокомпонентный клей, применение которого получило название «диффузная сварка».

Мембрана, образованная этим клеем, схватывает сопрягаемые поверхности ПВХ, образуя из них единый монолитный блок. Сама мембрана, после полного отвердения, превращается в эластичный пластик, устойчивый к механическим повреждениям. Сопряжение деталей происходит в течение 3-5 мин., полное отвердение – через сутки.

Герметик, основу которого составляет силикон, не обладает антистатическими и противогрибковыми свойствами. После его применения швы на окнах быстро теряют привлекательный вид. Клей «жидкий пластмасс» демонстрирует блестящий пример износостойкости, нечувствительности к УФ-лучам и отменную влагозащиту.
Статья по теме: Какие средства используются для обезжиривания разных поверхностей?

Применение вакуумных ионно-плазменных технологий модифицирования поверхностей и нанесения функциональных покрытий
Ионно-плазменные технологии применяются для нанесения износостойких, коррозионно-стойких, жаропрочных, электропроводящих, декоративно-защитных покрытий титана, циркония, хрома, никеля, алюминия, молибдена, вольфрама и других элементов, а также их двойных и тройных композиций; сплавов сложных составов, продуктов синтеза (оксиды, нитриды, карбиды) на конструкционные, инструментальные стали и твёрдые сплавы при температуре не более 70 °С.
Вакуумные ионно-плазменные технологии обеспечивают:
- получение декоративных покрытий, альтернативных покрытиям из драгоценных металлов;
- нанесение декоративных покрытий на конструкционные неметаллические материалы (стекло, керамику, пластмассу, углепластик);
- нанесение коррозионно-стойких покрытий на низколегированные и углеродистые стали для обще- и всеклиматического исполнения;
- получение износостойких покрытий для различных контактных пар трения, в том числе титановых;
- нанесение переходных покрытий на разнородные материалы;
- нанесение многослойных износостойких покрытий на основе TiN, ZrN, TiZrAlN, TiAlN на режущий инструмент от 0,3 мм, в том числе для обработки титановых сплавов;
- нанесение несплошных покрытий на режущий инструмент;
- получение индикаторных покрытий для мерительного инструмента;
- ионное азотирование с нанесением функциональных покрытий;
- модифицирование поверхности жаропрочных титановых и алюминиевых сплавов с получением на поверхности интерметаллидов типа NiAl; Ni3Al; TiAl; Ti3Al; TiAl3.
Просмотров:
2 387
Этапы вакуумной металлизации:
- Подготовка поверхности: на данном этапе проводится специальная обработка – обдув деталей (удаление частиц пыли), тщательное обезжиривание (удаление различных жиров и следов силикона), обжиг (для увеличения адгезионных свойств). Иногда может потребоваться предварительное грунтование.
- Вакуумная металлизация: предполагает помещение изделий на оснастке (изготавливается индивидуально) в камеру, а так же сам металл, мелкие частицы которого осядут на изделиях. Стандартно используется алюминиевая «болванка» для металлизации. При замене болванки на другой тип металла (к примеру, латунь) детали после выгрузки из камеры уже будут золотого цвета.
- Защита износостойким лаком: применяется в тех случаях, когда требуется получить глянцевую, зеркальную поверхность.
В группе компаний «Хром-Пром» все работы по вакуумной металлизации проводятся высококлассным персоналом с многолетним опытом работы на современном высокотехнологичном оборудовании. Доступные цены и соблюдение сроков выполнения каждого заказа дают нам конкурентные преимущества, которые мы реализуем в виде довольных клиентов и постоянного сотрудничества.

Вакуумная металлизация применяется во множестве областей производства:
- сантехника (кнопки унитаза, гофры, душевые лейки, сливы);
- сувенирная продукция;
- упаковочная тара (флаконы, колпачки, крышки, элементы упаковки);
- светотехнические изделия (хромирование светоотражателей в светильниках, плафонах и прочих элементах осветительной техники);
- фурнитура (дверные ручки, ручки для мебели, опорные ножки, заглушки);
- ритуальные принадлежности;
- электротехнические изделия (нанесение покрытия на крышки мониторов, кнопки, панели и подставки телевизоров, корпуса смартфонов и прочей техники);
- рекламные материалы (здесь применение вакуумной металлизации ограничивается только фантазией дизайнеров);
- автомобильные детали (решетки радиаторов, отражатели фар, колпаки для колес, бампера, молдинги, ручки, кнопки, панели и прочие детали авто);

Вакуумная металлизация используется для защиты детали от эрозии, износа, коррозии, а также экранирования от электромагнитного воздействия. Визуальные свойства напыления имитируют оттенок любого полудрагоценного или драгоценного металла.
Магазин Хром накладок на Авто

Error: API requests are being delayed for this account. New posts will not be retrieved.
There may be an issue with the Instagram access token that you are using. Your server might also be unable to connect to Instagram at this time.
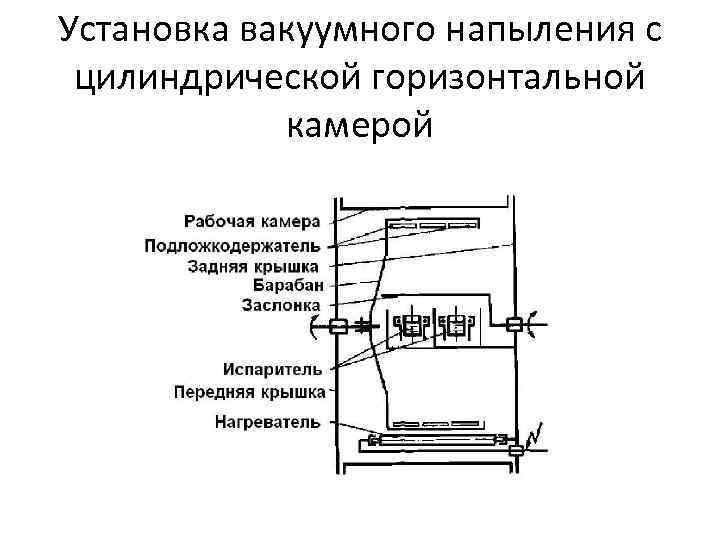
Установки вакуумного напыления
При помощи установки вакуумного напыления (УВН) производится покрытие различных деталей покрытиями, которые выполняют проводящие, изолирующие, износостойки, барьерные и другие функции. Данный метод является самым распространенным среди других процессов микроэлетроники, в котором применяема металлизация. Благодаря таким установкам возможно получение просветляющих, фильтрующих и отражающих покрытий.
В качестве материалов покрытия может использоваться алюминий, вольфрам, титан, железо, никель, хром и т.д. При необходимости в среду может добавляться ацетилен, азот и кислород. Активация химической реакции при нагреве, ионизации и диссоциации газа. После проведения процедуры покрытия, дополнительная обработка не требуется.
Установка УВН-71 П-3 способна производить отработку технологического напыления. Она задействована в серийном производстве различных пленочных схем. При ее помощи производится изготовление тонких пленок в условиях высокого вакуума. Применяемый метод – резистивное испарение металлов.
Вакуумная установка УВ-24 производит лабораторные испытания асфальтобетона. Помогает определить его качество. Отличительная особенность данного агрегата – наличие двух откачиваемых баков, которые соединены между собой.
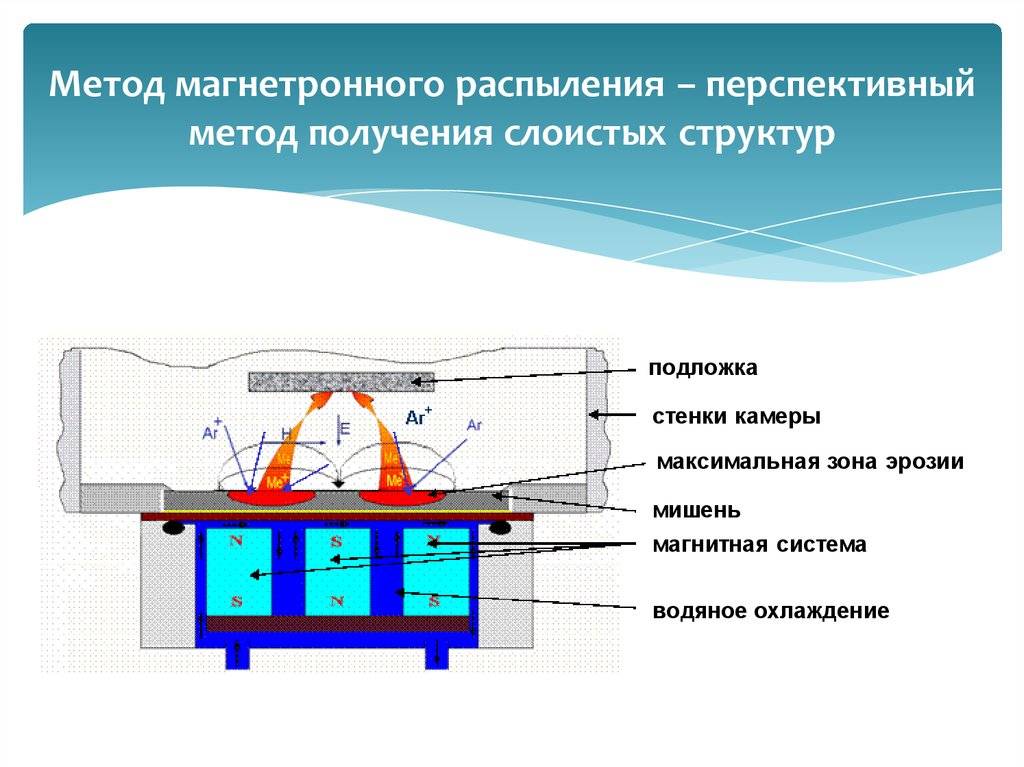
Магнетронное напыление
При магнетронном напылении нанесение тонкой пленки происходит посредствам катодного распыления. Устройство, использующие данный метод, называются магнетронные распылители. Данная установка может производить напыление многих металлов и сплавов. При ее использовании в различных рабочих средах с кислородом, азотом, диоксидом углерода и т.п. получаются пленки с различным составом.
Ионное напыление
Принцип работы ионной установки в вакууме – бомбардировка твердых тел ионами. При помещении подложки в вакуум, происходит попадание атомов на нее и образуется пленка.





Другие способы напыления
Вакуумное напыление может производиться с помощью оборудования периодического и непрерывного действия. Установки с периодическим действием применяются при определенном количестве обрабатываемых изделий. В массовом или серийном производстве используются установки непрерывного действия. Существуют одно-,и многокамерные виды напылительного оборудования. В многокамерных установках напылительные модули расположены последовательно. Во всех камерах производится напыление определенного материала. Между модулями находятся шлюзовые камеры и транспортирующее конвейерное устройство. Они осуществляют операции по созданию вакуума, испарения материала пленки, транспортировку по отдельности.
Виды металлизации
Металлизация поверхностей производится различными методами. Выбор метода зависит от технологии нанесения и используемого при этом оборудования.
В таблице приводятся способы нанесения металлического слоя и наносимые металлы, и их сплавы.
| МЕТАЛЛИЗАЦИЯ | ||
| Группа 1 | Группа 2 | |
| Подгруппа 2а | Подгруппа 2б | |
| Электротехнические покрытияХром, цинк. Медьсплавыникель-кобальтхром-никельбронза и прочие | Плакирование, в том числе нанесение покрытия взрывомМедь, алюминий, серебро, вольфрам, латунь, бронза, нержавеющая сталь | Диффузионное нанесение элементовАлюминий, цинк, молибден и прочие |
| Плазменное напылениеВольфрам, никель, хром, Al2O3, ZrO2, MoSi2, WC, NbC, ZrB2 | ||
| Распыление (пульверизация) электродуговым, газопламенным методомАлюминий, серебро, медь, золото, бронза, латунь, сталь | Окунание в расплавленный металлЦинк, свинец и прочие | |
| ЭлектрофлрезВольфрам, молибден, кобальт и прочие | Диффузионное нанесение сплавовХром-алюминийАлюминий-хром-кремнийТантал-алюминийи прочие | |
| Вакуумное нанесение на нагретую поверхностьХром, титан, оксиды алюминия, циркония и прочие | ||
| Химическое нанесениеМедь, ртуть, платина и прочие | Электротехнические покрытия с отжигомХром, никель, кадмий | |
| Вакуумное нанесение на холодную поверхностьZn, Cd, Al, Ti, Cr, Au, Ag, Pt, Cu, Sn, W, Mo, TaZn-Al, Pb-ZnPb-Cd и прочие | Осаждение чистых металлов из соединений карбонатов в газовой средеCr, Co, W, Ni, Mo, Ta и прочие | |
| Катодное распылениеЗолото, серебро, платина, тантал | Осаждение карбидов, нитридов, силицидов, боридов из газообразного состоянияTiC, NbC, W2C, HfC, ZrN, TaN, MoSi2, CrSi2, TaB2, NiB2 и прочие |
Из широкого спектра методов следует рассмотреть несколько, которые часто используются на производствах.
Вакуумная металлизация
Формирование наносимого слоя металла в вакууме отличается эффективностью и универсальностью. С его помощью металл можно наносить на любой материал. Во время вакуумной металлизации с металлом, предназначенным для нанесения, происходит ряд превращений, связанных с переходом из одной фазы в другую. Так можно выделить:
- испарение;
- конденсирование;
- адсорбция;
- кристаллизирование.
Во время процедуры протекает множество физических и химических процессов. Производительность вакуумного метода зависит от типа поверхности, наносимого материала, потока распыленных атомом и прочих.
Вакуумная металлизация
Оборудование, применяемое при вакуумной технологии, делится на три типа:
- непрерывного действия;
- полу непрерывного действия;
- периодического действия.
Различные типы оборудования позволяют его применять как при массовом производстве, так и при единичном изготовлении деталей.
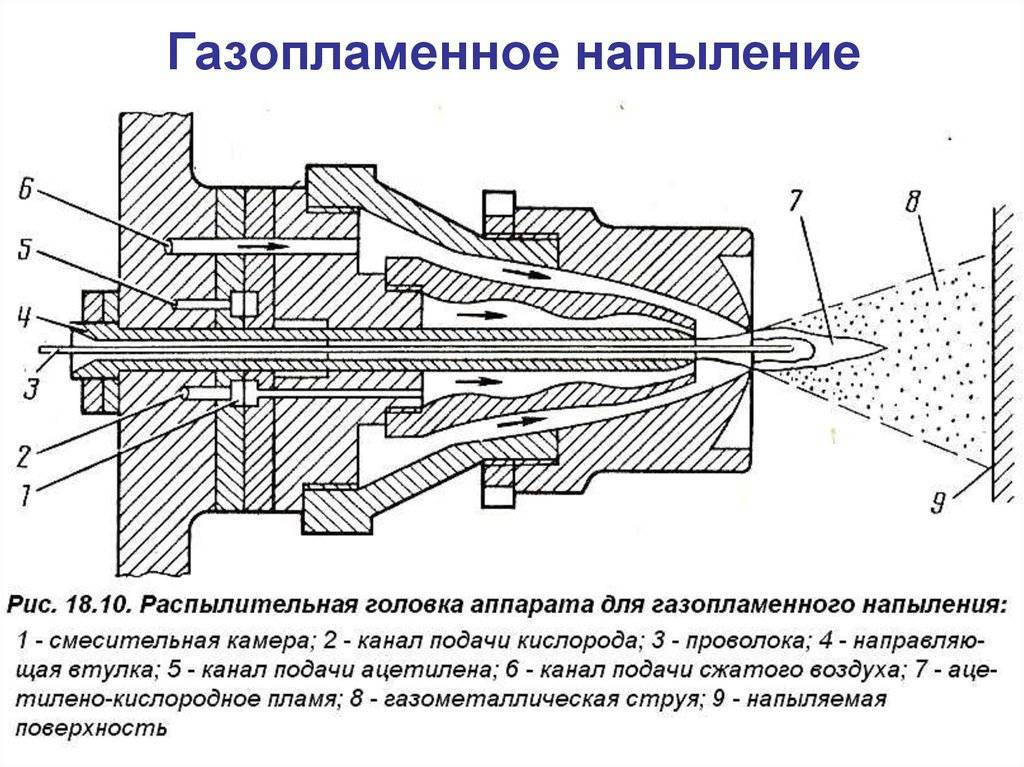
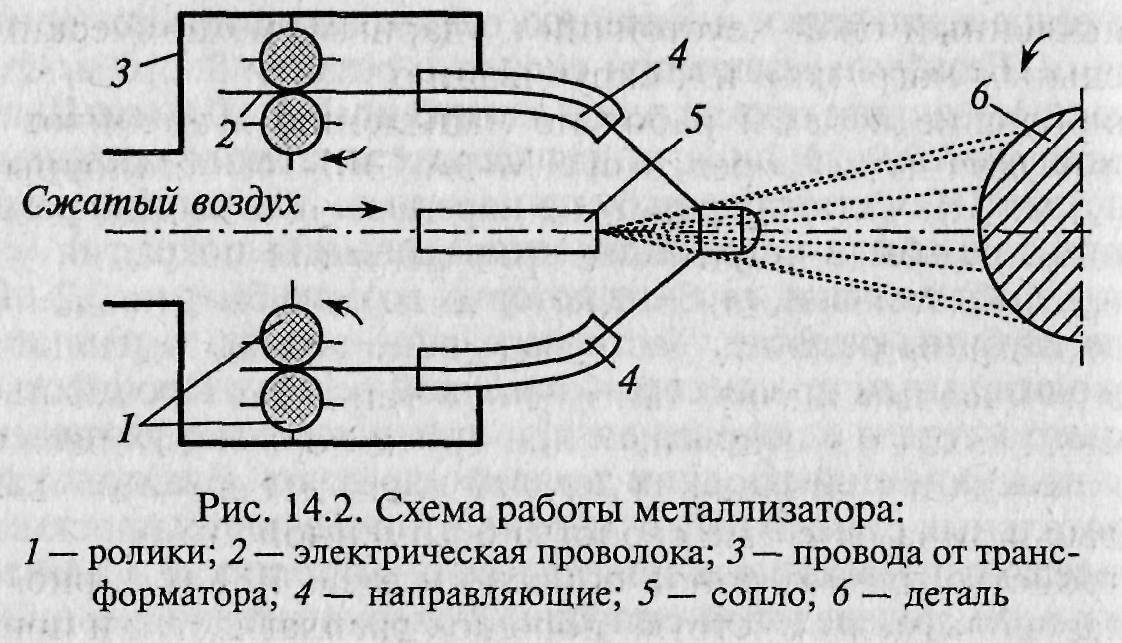
Газовая металлизация
В основе метода газовой металлизации лежит распыление расплавленного металла. С помощью кислородно-ацетиленового пламени начинает плавиться проволока, подаваемая в зону нагрева. Расплав сжатым воздухом удаляется из зоны нагрева и переносится на поверхность. Мелкие капли расплава, соударяясь с поверхностью, становятся плоскими, что обеспечивает лучшую сцепляемость.
Газовая металлизация — схема
На рисунке показана схема головки распылителя. Где по каналу 1 подается кислородно-ацетиленовая смесь, через сопло 2 выходит расплавленный металл, а через камеру 3 выталкивается наружу расплав.
Цинкование
Цинкованием обеспечивается надежная защита от коррозии. Наносимый на поверхность слой содержит не менее 95% цинка. Цинкование проводится несколькими методами, среди которых можно выделить следующие:
- горячее;
- холодное;
- гальваническое;
- газотермическое;
- термодиффузионное.
Какой метод использовать для нанесения цинка во многом зависит от того где и при кахих характеристиках будет эксплуатироваться деталь. Цинковое покрытие мягкое, поэтому во время эксплуатации на него не должны оказываться значительные механические нагрузки.
Наш e-mail: [email protected]
В основе технологии по нанесению металлических покрытий на поверхность деталей и изделий с образованием металлического покрытия
требуемого свойства, реализуемой оборудованием ДИМЕТ, лежит процесс газодинамического напыления металлов на поверхность.
В 80-х годах 20-го века был открыт эффект закрепления твердых частиц при соударении с поверхностью, и образовании покрытия, если частицы разгоняются до сверхзвуковой скорости. Данный эффект послужил основой для разработки технологии газодинамического напыления металлов
, и в дальнейшем серийного выпуска «Обнинским центром порошкового напыления» аппаратов ДИМЕТ.
Оборудование ДИМЕТ сертифицировано по системе ГОСТ РФ. Сертификат соответствия N РОСС RU.ТН02.Н00580.
Базовые элементы технологии

Технология нанесения металлических покрытий
включает в себя нагрев сжатого газа (воздуха), подачу его в сверхзвуковое сопло и формирование в этом сопле сверхзвукового воздушного потока, подачу в этот поток порошкового материала, ускорение этого материала в сопле сверхзвуковым потоком воздуха и направление его на поверхность обрабатываемого изделия.
В качестве порошковых материалов используются порошки металлов, сплавов или их механические смеси с керамическими порошками. При этом путем изменения режимов работы оборудования можно либо проводить эрозионную обработку поверхности изделия, либо наносить металлические покрытия требуемых составов. Изменением режимов можно также менять пористость и толщину напыляемого покрытия.
 Особенности технологии
Особенности технологии
В наиболее распространенных газотермических методах нанесения покрытий для формирования покрытий из потока частиц необходимо, чтобы падающие на подложку частицы имели высокую температуру, обычно выше температуры плавления материала.
В газодинамической технологии напыления (которую на практике удобно называть «наращиванием» металла), это условие не является обязательным, что и обуславливает ее уникальность. В данном случае с твердой подложкой взаимодействуют частицы, находящиеся в нерасплавленном состоянии, но обладающие очень высокой скоростью. Ускорение частиц до нужных скоростей осуществляется сверхзвуковым воздушным потоком с помощью разработанных в ООО «ОЦПН» оригинальных установок серии ДИМЕТ, не имеющих аналогов в традиционных методах нанесения покрытий.
Сам способ формирования металлизации оборудованием ДИМЕТ заключается в газодинамическом методе, т.е. закрепление твердых металлических частиц, обладающих большой кинетической энергией, на поверхность подложки в процессе высокоскоростного удара.
Привлекательность технологии нанесения металла на поверхность деталей и изделий газодинамическим методом состоит в том, что оборудование и создаваемые с его помощью покрытия свободны от большинства недостатков, присущих другим методам нанесения металлических покрытий
, и обладают рядом технологических, экономических и экологических преимуществ.
Как осуществляется металлизацию пластика
Начальный этап процедуры – подготовка изделий к обработке. Нужно все предусмотреть так, чтобы заготовка вышла максимально простой формы, была лишена труднодоступных мест, в которых будет оседать конденсат. Затем:






- Наносится защита – полимерные основы, в состав которых входят низкомолекулярные наполнители, обрабатывают антидиффузионными покрытиями.
- Выполняется сушка деталей – процесс должен быть проведен максимально тщательно.
- Поверхности обезжириваются – обязательно в вакуумной камере и с применением тлеющих разрядов. Такой подход способствует улучшению полимерных структур.
- Осуществляется активационная обработка – способ проведения работ нужно будет выбрать с учетом материала изготовления изделия, ваша задача создать улучшенную адгезию поверхностей.
- Наносится металл на пластик– путем конденсации и напыления.
- Проводится финальный контроль качества – декоративные детали из пластмассы нужно будет внимательно осмотреть, проверить на предмет равномерности напыления, обеспечения достаточной прочности декоративного покрытия.
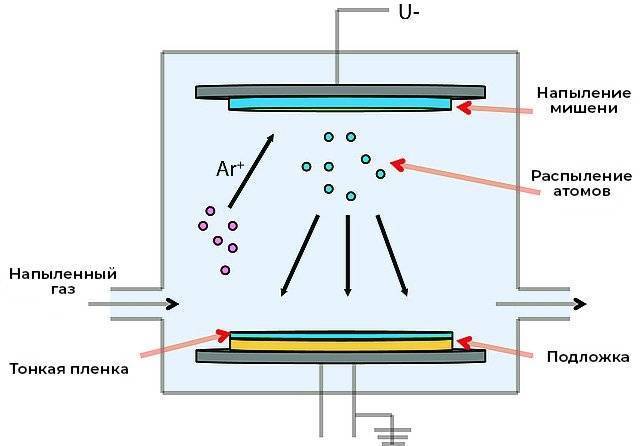
Вакуумно-плазменное напыление
Металлизация может выполняться разными методами, самая распространенная технология – вакуумно-плазменная. Под давлением газовых сред металлизированное покрытие наносят на пластиковое основание. Сильный нагрев металла приводит к тому, что слой испаряется, частицы начинают оседать на заготовки из пластика. Сама камера может быть стеклянной, металлической, главное – наличие системы охлаждения водяного типа.
Испарители, которые могут использоваться:
- электронно-радиальные, они создают нагрев с применением электрической бомбардировки;
- проволочные либо ленточные вольфрамовые, молибденовые прямого накала.
С учетом характеристик исходного металла либо сплава следует выставить температуру нагрева, она может достигать 20 тыс. градусов Цельсия. Если у напыляемого металла адгезия с материалами заготовок посредственная, сначала делается первичный металлический слой с улучшенными адгезионными характеристиками.
Ионно-вакуумный тип
Следующий метод напыления металлического слоя – ионно-вакуумный. Сильно нагревать испаритель не нужно. Металл начинает распыляться под влиянием бомбардировок отрицательно заряженных газовых ионов. Создание подобных сред возможно за счет особых разрядов внутри рабочих камер. В оборудовании для решения задачи применяется магнитная система со встроенной функцией охлаждения. Тлеющие разряды для распыления напыляемых сред создаются между парой электродов за счет подачи напряжения в пределах 4 кВ.
Внутри рабочей камеры образуется среда с давлением в пределах 0.6 Паскаль. По аналогичному принципу проводится вакуумное напыление с применением специализированных установок.
Оборудование для осуществления вакуумного напыления
Установки для вакуумной металлизации – дорогостоящее сложное оборудование, оно потребляет значительные объемы электричества. Чтобы запустить комплексный технологический цикл, нужно просторное помещение. В нем будет размещаться набор разнофункционального оборудования.
Узлы вакуумных систем:
- Блоки энергообеспечения, управления в комплексе с источниками конденсируемых металлов.
- Система распределения газов, создающая вакуум внутри рабочего пространства и регулирующая потоки газовых сред.
- Рабочие камеры для процедуры вакуумной металлизации.
- Блоки термического контроля, управления скоростью, толщиной напыления, текущими свойствами покрытий.
- Транспортирующие блоки, отвечающие за изменения положений заготовок, их подачу, изъятие из камер.
- Устройства блокировки рабочих узлов, газовые фильтрационные элементы, заслонки, вспомогательные аксессуары.
Технологические особенности металлизации
В роли подслойной поверхности для гальваники чаще всего используют медь. Именно медный слой будет играть роль демпфера для пластмассы, за счет чего будет стабилизироваться напряжение, которые неизбежны при значительной разницы в коэффициенте теплового напряжения таких разнородных материалов. подслой будет дополнительно хромирован или никелирован, как описано ниже.
Структурные составные особенности, которые наносятся на электропроводный подслой покрытия, способны сильно разниться. Речь может идти про пленки блестящего, велюрового, осветленного, черненного, патинированного и остальных типов.

Задача пленок заключается не просто в улучшении внешнего вида изделий. Например, никелированные покрытия будут продлевать срок эксплуатации пластмассы. Дело в том, что никель может обжимать пластмасс, сильно укрепляя материал.
Особенности структурного состава, которые будут нанесены на электропроводный слой покрытия, могут сильно разниться. Речь пойдет о пленках осветленного, блестящего, черненного, велюрового, патинированного и остальных типов. Задача пленок заключается не только в улучшении внешнего вида изделий. Например, никелированные покрытия продлевают эксплуатационный период пластмасс. Дело заключается в том, что никель может обживать пластмассу, ощутимо укрепляя материал. Чтобы удалось создать гальваническое покрытие, требуется электролит.
Существуют разные виды используемых электролитов, в том числе:
- Блестящие меднения.
- Электролиты для нанесения никеля.
- Специализированные составы, на базе которых будут созданы покрытия велюрового типа или покрытия с вкраплением твердых частиц.
Также следует применять и остальные металла, например, цинк или олово. Но перед нанесением подобных типов металлов потребуется пассивирование, после которого на поверхности появится пленка (с цветом или без него). Такие типы пленок предохранят материал от ржавчины или появления налета. Химическая металлизация пластмасс характерна тем, что подслои металлического типа не имеют высокую электрическую проводимость. Во всяком случае, проводимость будет куда ниже, чем в случае с электролитом.
По этой причине при электрохимическом осаждении плотность используемого тока должна быть небольшой – от 0.5 до 1 Ампера на квадратный дециметр. Если плотность получится выше, появится биполярный эффект, что приведет к растворению покрытия около места, где есть соприкосновение с токопроводящей подвеской. В определенных случаях, чтобы избежать растворения покрытия, на осажденный химическим методом металлически слой будет нанесен никель или медь. При этом делается все это при малой плотности электрического тока, а вот дальнейшие слои будут нанесены в стандартном режиме.





