

Пошаговый процесс изготовления угловой струбцины
После того как подготовили все необходимые материалы, можно приступать к изготовлению основных деталей конструкции, а потом — к сборке быстрозажимной струбцины.
Шаг 1. Основание самоделки
Из листового металла вырезаем заготовку прямоугольной формы. Закругляем углы, и сверлим по краям крепежные отверстия.

Шаг 2. Упоры для заготовок
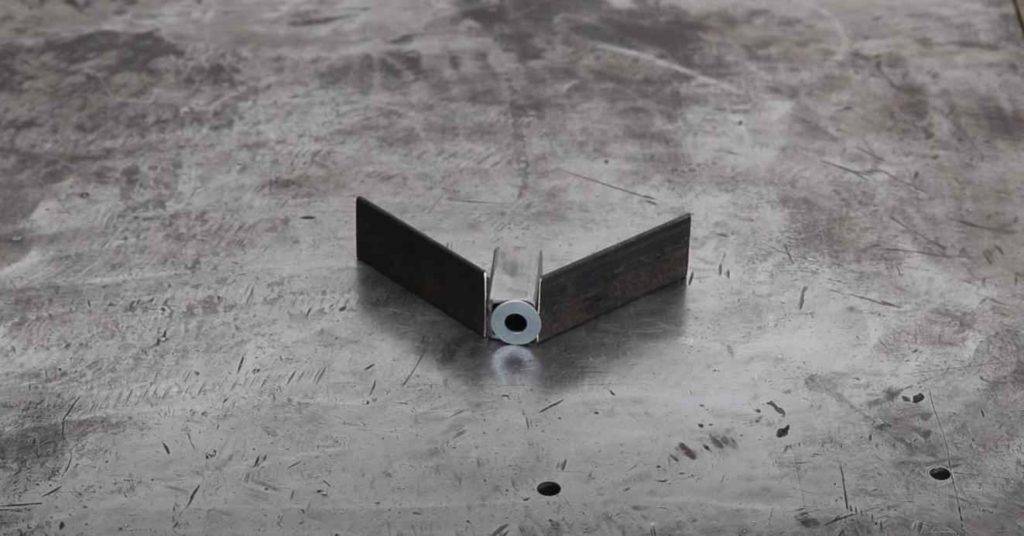
Отрезаем два куска металлического уголка. Края заготовок обрезаем под углом. Отступаем от края основания 2 см, и привариваем упоры.

Шаг 3. Направляющая для штока
От профильной трубы отрезаем кусочек нужного размера. На основании чертим центральную линию.
Привариваем направляющую по центру основания, на противоположной стороне от прижимов.

Шаг 4. Прижим
Потребуется несколько основных деталей:
- металлический уголок;
- шайба;
- профильная труба.
Сначала отрезаем два куска металлического уголка. Края заготовок обрезаем под углом.

Затем отрезаем кусок профильной трубы, и привариваем к нему уголки. К торцу профтрубы приваривается шайба.
Шаг 5. Шток
В качестве штока выступает стальной кругляк (пруток). Отрезаем от него заготовку нужной длины.
Затем надо будет отрезать кольцо от круглой стальной трубы.
Привариваем его к одному из концов штока. Зачищаем сварные швы лепестковым кругом. Или можно просто обработать их напильником по металлу.

Обратите внимание: диаметр стального кругляка надо подбирать таким образом, чтобы шток свободно входил в направляющую и кусок профтрубы, приваренный к прижиму

Шаг 5: Завершаем сварку
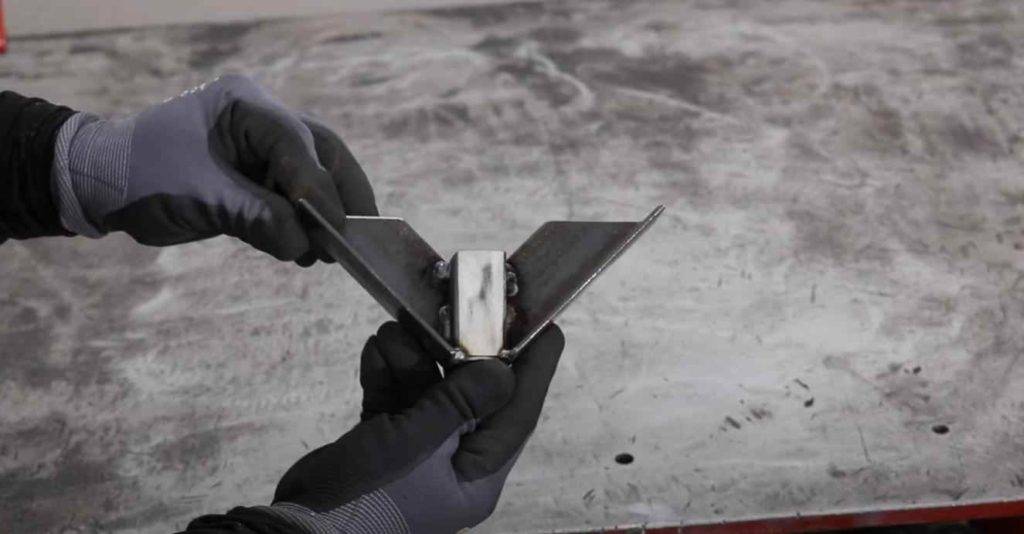
После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками
Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом
Как исправить неверный угол
Если угол не получился точно 90° или ее повело после падения с верстака, его можно исправить. Сначала нужно найти вмятины на металле. В любую вмятину можно просто поставить прихват сварочным аппаратом. Затем поместите в струбцину прямой кусок металла и проверьте угол угольником. Прихват заровняйте напильником, пока угол не выровняется до 90°.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.







Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Изготовление
Разметьте и распилите профильную трубу и лист стали на составные детали, сверяясь по чертежу. Отрежьте от шпильки и гладкой арматуры нужные куски. Последовательность дальнейшей сборки струбцины состоит в следующем.
- Приварите наружные и внутренние отрезки профтрубы к отрезкам листовой стали, выставив прямой угол с помощью прямоугольной линейки.
- Приварите отрезки стали друг к другу, собрав квадратную П-образную деталь. Вварите в неё стопорные гайки. Просверлите сверху в ней отверстие, приварите к стопорным гайкам дополнительную фиксирующую гайку и вкрутите в неё болт. Если использовался кусок квадратной арматуры (например, 18*18) – просверлите в нём несквозное отверстие, нарежьте внутреннюю резьбу под М1 Затем приварите коробчатую деталь в сборе к продолговатому отрезку стали, а сам отрезок – к раме.
- Приварите ходовую гайку к неподвижной части струбцины – напротив стопорной вкрутите ходовой винт. Проверив, что винт крутится свободно, выкрутите его и обточите конец, толкающий взад-вперёд подвижную его часть – резьба должна быть убрана или подтуплена. Закрепите на свободном конце винта вороток.
- В месте присоединения винта к подвижной части сделайте простейшую втулку, приварив кусок профтрубы или пару пластин с предварительно просверленными отверстиями на 14 мм.
- Вкрутите ходовой винт повторно. Чтобы шпилька (сам винт) не вышла из втулочных отверстий, приварите к винту несколько шайб (или колец из стальной проволоки). Это место рекомендуется регулярно смазывать – для предотвращения стирания слоёв стали и разбалтывания конструкции. Профессиональные механики устанавливают вместо обычной шпильки ось с резьбой и гладким концом, на котором ставится стальная чашка с шарикоподшипниковым комплектом. Приварите также дополнительную гайку – под прямым углом к оси.
- Собирая втулку, рекомендуется приварить верхнюю пластину и зафиксировать всю конструкцию болтом в последнюю очередь, когда вы убедитесь в работоспособности струбцины.
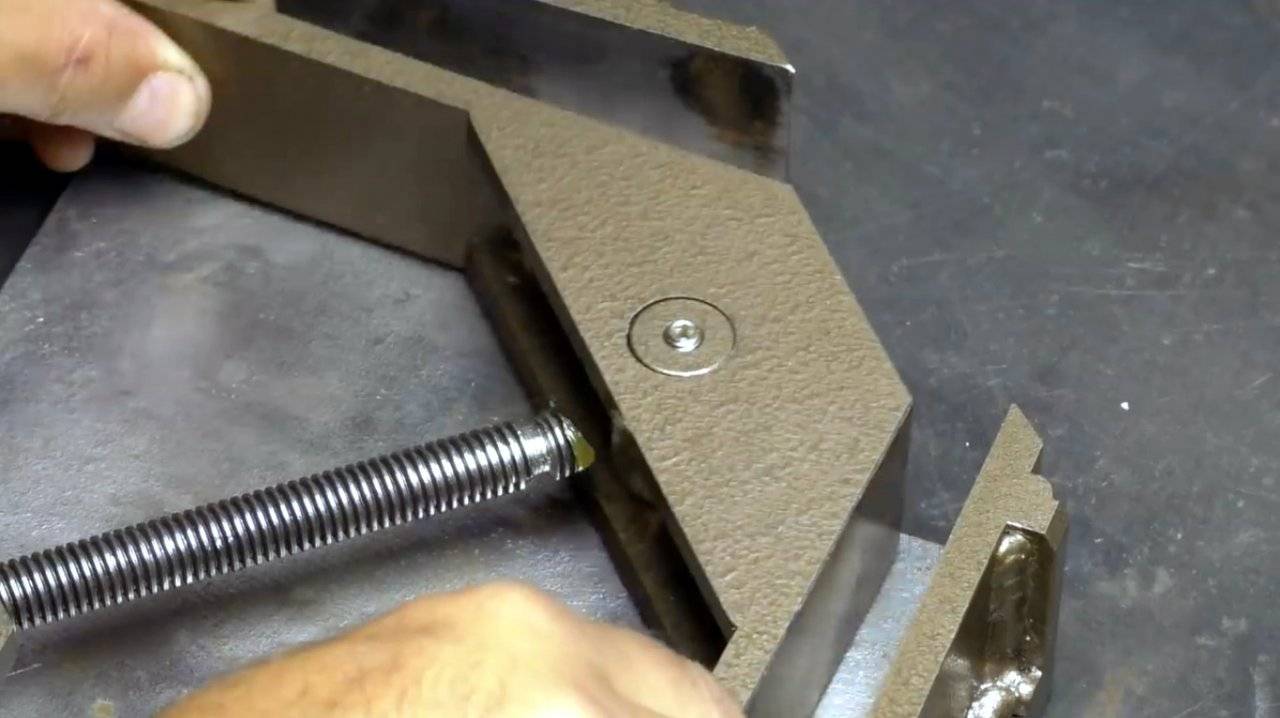
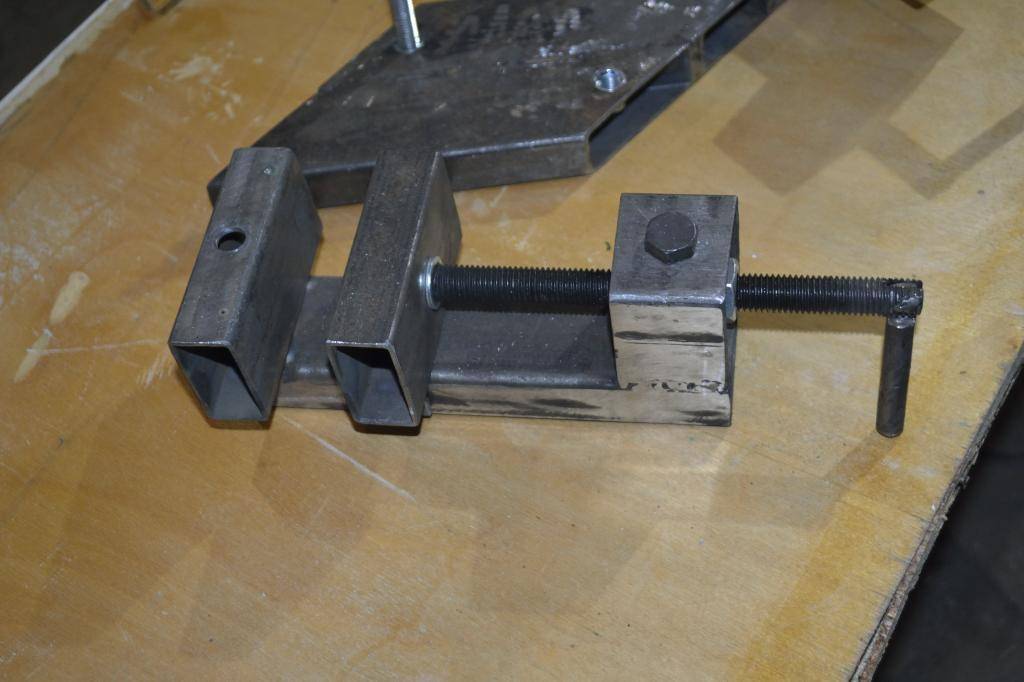
- Проверьте надёжность креплений и сварных швов. Испытайте струбцину в работе, зажав два куска трубы, арматуры или профиля. Убедитесь, что угол зажимаемых деталей – прямой, проверив его угольником.
Струбцина готова к работе. Уберите свисающие, выпирающие участки швов при помощи их обточки на пильном/шлифовальном диске болгарки. Если применяемая сталь не является нержавеющей, рекомендуется покрасить струбцину (кроме ходового винта и гаек).
Как сделать угловую струбцину для сварки, смотрите далее.
Изготовление металлической угловой струбцины
Металлические прижимные приспособления имеют хорошую фиксацию, высокую степень зажима и оптимальный эксплуатационный срок. Такие струбцины состоят из надежных крепких корпусов, подвижных механизмов и винтов, которые обеспечивают фиксирующую жесткость.

При помощи металлических струбцин можно:
- выполнять фиксацию элементов конструкций под любым углом;
- использовать для предварительного монтажа заготовок;
- осуществлять выравнивание деталей конструкций.
К тому же, угловые струбцины из металла часто используются при сварке. Подобный вид инструмента подразделяют на:
- Двухкоординатный.
- Трехкоординатный.
Посредством одного инструмента можно выполнять фиксацию сразу двух элементов металлоконструкций, для дальнейшего их сваривания. закрепить их сваркой.
Для изготовления своими руками угловой струбцины из металла необходимо обеспечить наличие таких комплектующих:
- стального листа, толщина которого 10 мм;
- гаек в количестве 3 штук;
- стального листа, на котором предусмотрена наружная резьба, соответствующая размерам гаек;
- шайб больших диаметров.
Процесс сборки струбцины:
Создаются основания конструкций. Чтобы выполнить формирование оснований на устройстве необходимо наличие листового металла, у которого толщина составляет от 8-10 мм. В качестве фиксирующего элемента можно использовать уголки нужных размеров. Для выполнения креплений стоит воспользоваться электросваркой, так как резьбовые крепления будут отличаться меньшей надежностью. Выполняется установка зажима – для создания винтового зажима можно воспользоваться двумя или тремя гайками, которые следует сварить друг с другом. К тому же оптимальнее всего выполнить изготовление кронштейна, на котором имеются резьбовые отверстия с толщинным размером 30-40 мм. Крепление осуществляется болтами, для того чтобы при срыве резьбы можно было осуществить его замену. Формируются углы
Важное значение, при сборке угловой струбцины, следует придать тому, как будут расположены зажимочные скобы. В процессе сварки каждый уголок должен идеальным образом соответствовать друг к другу. В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе
Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна
В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе. Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
После этого работу по сборке угловой металлической струбцины можно считать завершенной. Выполняя столярные, слесарные или сварочные работы таким инструментом можно выполнить надежную фиксацию конструкции. Приспособление позволяет заменить нескольких помощников и существенно ускорить рабочий процесс. Благодаря подвижным элементам можно соединять детали под необходимым углами и наклонами.
Рассмотрев основные способы изготовления угловых струбцин, теперь каждый мастер сможет сделать приспособление своими руками, так как это абсолютно не сложный процесс. Подбор вида конструкций должен осуществляться согласно необходимой степени будущей фиксации. Применение такого приспособления может быть полезно как для домашнего хозяйства, так и для профессиональных работ.
Места ограниченного доступа
При прокладке любых трубных коммуникаций нередко приходится сталкиваться со сложностями, касающимися сварки в труднодоступных местах, решить которые удаётся лишь, приняв специальные меры. Проблема касается, в частности, и проводки труб из полипропилена, широко распространённых в хозяйственной практике.
При монтаже новых полипропиленовых труб особо часты ситуации, когда условия прокладки далеки от нормативных требований.
В этом случае также приходится затрачивать дополнительные усилия, состоящие в использовании при монтаже элементов трубопровода специального инструмента. Потребуется:
- сварочный паяльник особой конструкции;
- комплект дополнительных насадок (желательно – тефлоновых);
- приспособление для назрезки трубных изделий (резак, поставляемый совместно со сварочным инструментом);
- обезжиривающий раствор;
- набор соединительных элементов.
Посредством расплавления труб паяльником удаётся соединить на сварку элементы трубопровода на любом участке его прокладки. Специальные насадки позволяют сочленять трубные заготовки, отличающиеся по своему диаметру, и выполнить угловые соединения.







Главные виды сборочно-сварочных приспособлений
Для получения качественного шва детали изделия необходимо правильно расположить их в пространстве относительно друг друга. Чтобы сделать данное действие, применяются специальные приспособления различных видов для сборки и сварки.
Они разделяются на:
- сборочные;
- сварочные;
- сборочно-сварочные.
 Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Сварочные приспособления применяются для соединения заранее собранных изделий, зафиксированных в определенном положении. К ним также можно отнести зажим массы. Третий вариант позволяет совмещать перечисленные выше две операции.
Стоит отметить, что сборочные механизмы должны допускать свободное перемещение частей конструкции. В процессе работы они будут нагреваться, и их размеры могут меняться.
Если детали будут располагаться вплотную друг к другу без возможности перемещения, тогда могут произойти деформации, возникающие из-за термического воздействия.
При работе с крупными деталями, обладающими малой жесткостью, инструменты должны обеспечивать возможность соединения только кромок деталей, а не всей конструкции целиком.
Затем достаточно накинуть на изделие клеммы массы сварочного аппарата и можно приступать к работе. Иногда можно воспользоваться и массой самих деталей. Под своим весом они могут достаточно надежно расположиться в необходимой конфигурации.
Однако данный вариант не всегда применим, поэтому всегда лучше иметь под рукой клещи для сварки.
Как варить вертикальный шов — движения электрода
Для вертикальных стыков применяют чаще всего 3 вида перемещения электрода:
- Колебательные движения поперек стыка.
- Возвратно-поступательное перемещение вдоль стыка.
- Прямолинейное (прямое) перемещение.
Колебательные перемещения электрода позволяют получать швы большой ширины (до 3–4 диаметров электрода за один проход). Это серьезно увеличивает производительность, особенно в тех случаях, где толщины металла 20 мм и более.
Возвратно-поступательное и прямолинейное движения используются при сварке корневого прохода, также для деталей с небольшими толщинами и на нержавеющих сталях. Шов будет получаться более аккуратным и прочным, а в процессе выполнения можно отчетливо видеть, где шлак, а где металл. На данном способе легче удерживать одинаковую скорость и длину дуги, а следовательно, начинающим будет легче.
Возвратно-поступательные (для рутиловых электродов)

Возвратно-поступательное движение при сварке вертикальных швов чаще всего используются когда толщина соединяемых деталей небольшая (до 5 мм) сварка выполняется рутиловыми электродами. Также данный метод можно использовать при сварке корневого шва (корневой – это шов, который выполняется самым первым, при многослойной сварке).
Техника выполнения несложной и заключается в следующем:
- Зажигается дуга и проваривается небольшой участок шва ( 5-10 мм).
- Далее происходит возврат электрода на 1/3 заваренного участка.
- После электрод снова перемещают вверх проваривая новый 10-15 мм и так повторяется до конца стыка.
В результате получается сварной валик шириной 1,3-1,5 диаметр электрода.

Елочка
Для вертикальных соединений данный способ перемещения выполняют следующим образом:
- В нижней части наплавляется небольшая полочка, которая не даст металлу вытекать.
- Электрод начинают вести во вверх и вправо, после чего возвращаются вниз.
- Далее электрод ведут вверх и влево после чего снова возвращаются вниз.
- Так процесс выполняется до полной заварки стыка.
- Процесс необходимо ввести и равномерно (с одинаковой скоростью), чтобы получить максимально аккуратный шов.
Треугольник
Этот способ перемещения чаще всего используют, когда нужно сваривать большие толщины, так как он позволяет за один проход получать максимально широкий шов до 4 диаметров электрода. Его очень удобно использовать для тавровых соединений. Техника выполнения, следующая:
- Зажигается дуга и производится прогрев металла.
- В нижней части всё также нужно наплавить небольшую полочку на каждый из кромок.
- Начинаем сварку по центру, зажигаем дугу и немного задерживаемся (до 0,5 сек).
- Смещаем электрод на правую кромку и задерживаемся на ней.
- Переходим на левую кромку также задерживаемся на ней.
- Переводим на центр стыка чуть выше и повторяем процесс до завершения, задерживаясь на каждой из кромок и по центру.
Задерживаться нужно в точках для того чтобы шов имел плавный переход к основному металлу (не был чрезвычайно выпуклый), а также чтобы не образовывался подрез.
Полумесяцем и Z-образные перемещения
Z- образные перемещения, а также их усложнённая версия полумесяцем выполняются в следующей последовательности:
- Направляем полку внизу.
- Зажигаем дугу немного прогреваем металл.
- Электрод плавно и с одинаковой скоростью перемещается с одной кромки на другую
Если использовать данные способы для облицовки лучше применить угол близких к 90° чтобы шов не был чрезмерно выпуклый. При заполнении угол можно делать более острым.
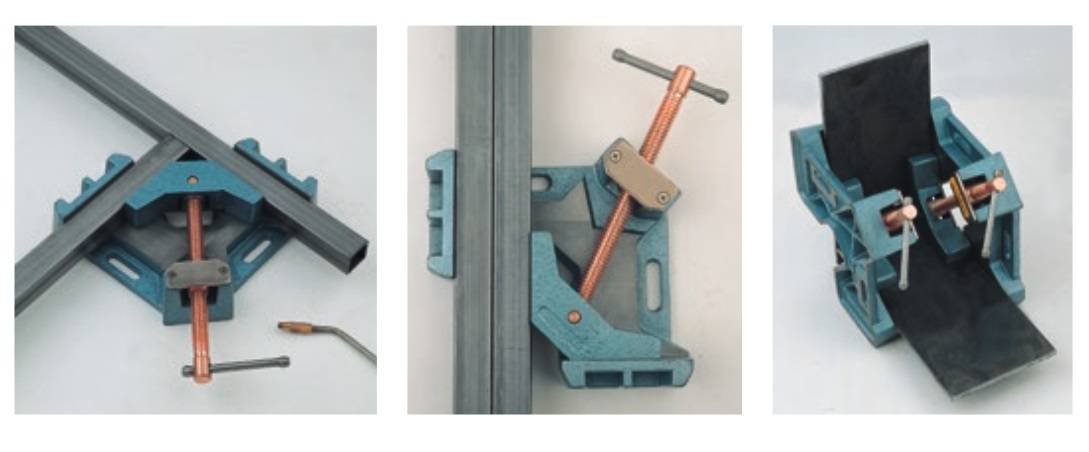
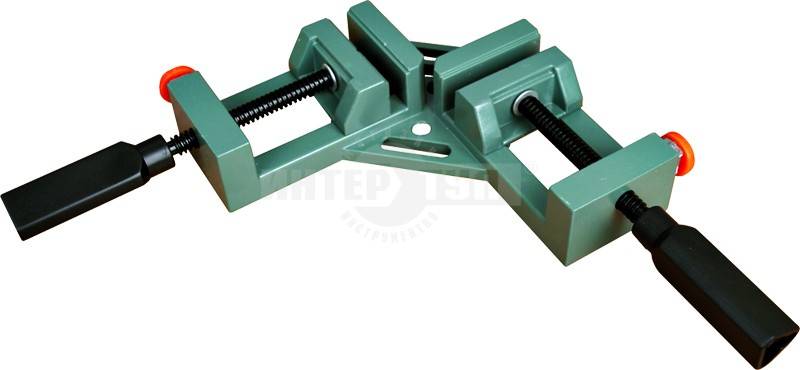
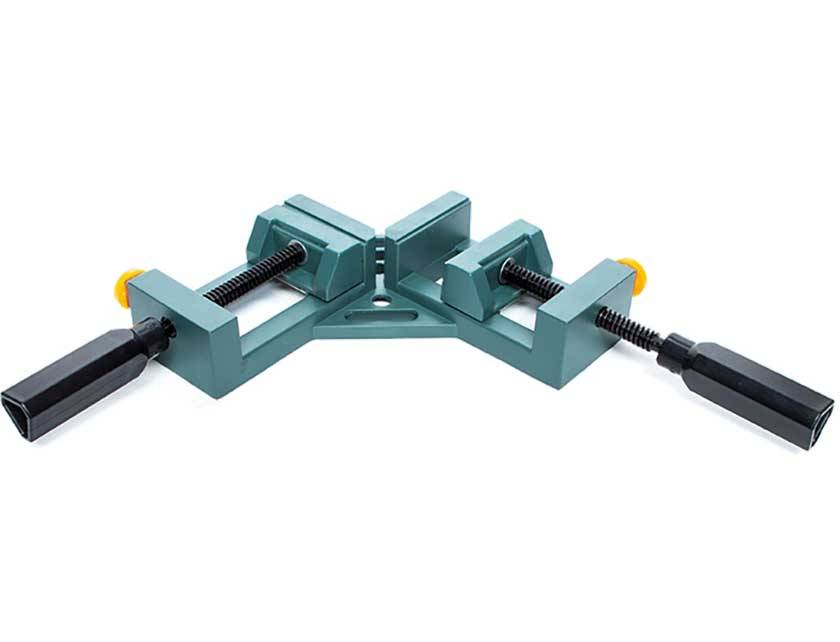
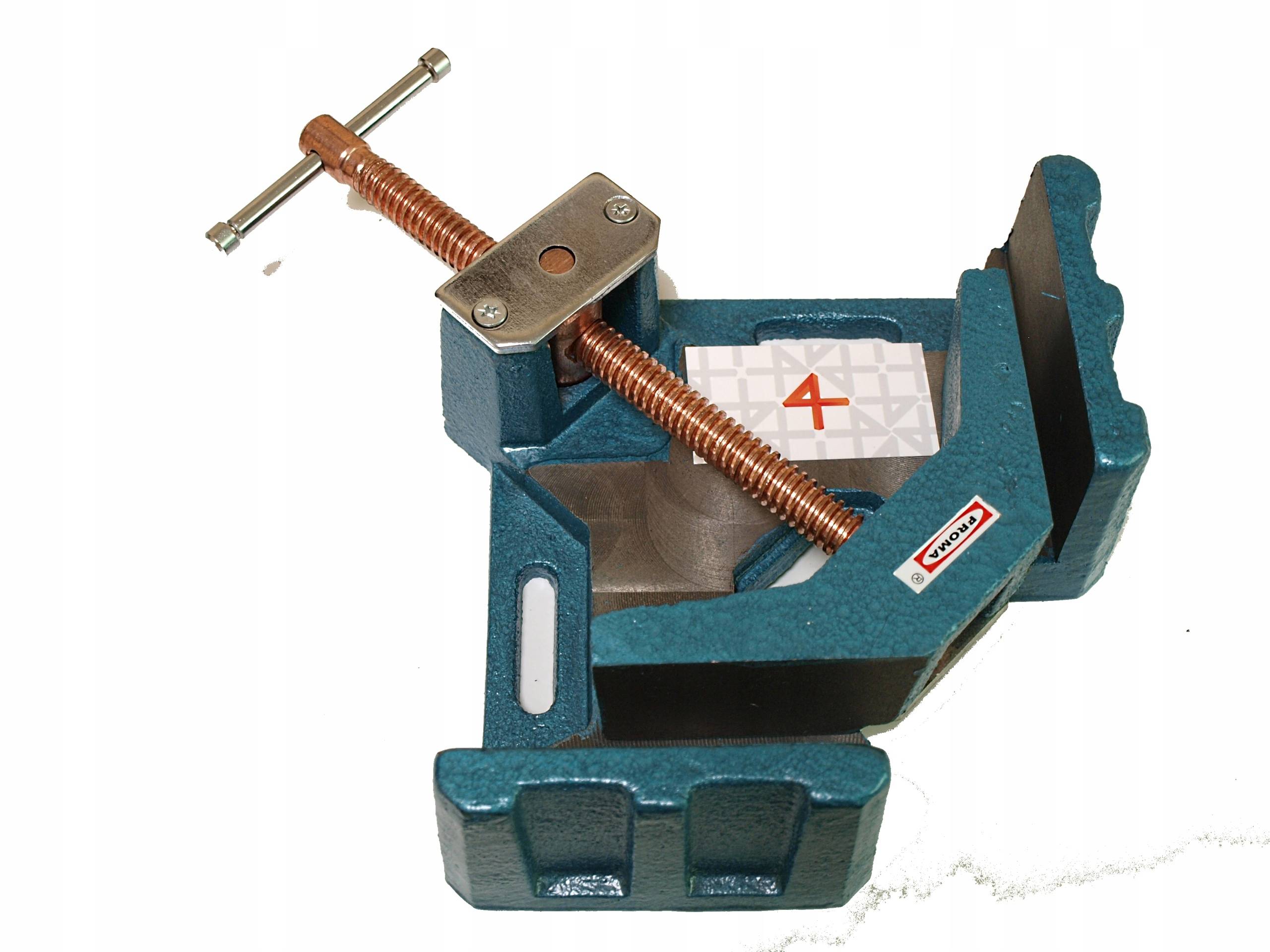
Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
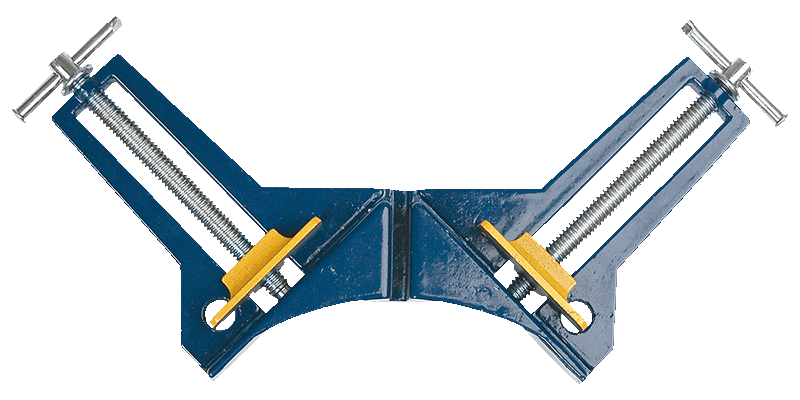
Отличительными особенностями любой угловой струбцины являются:
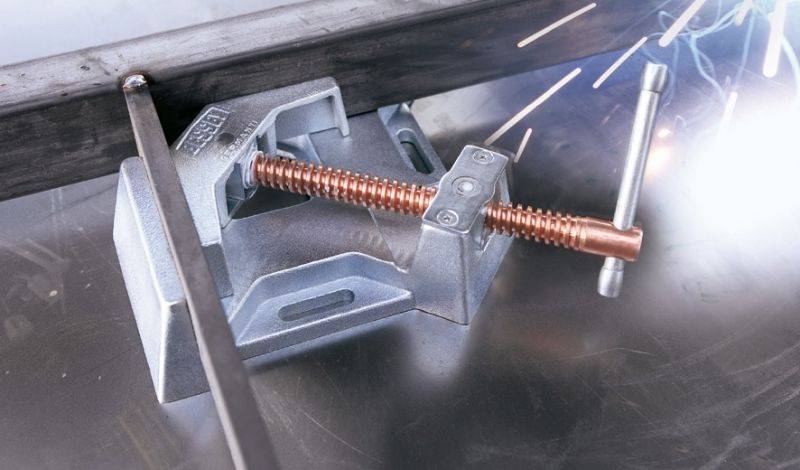
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

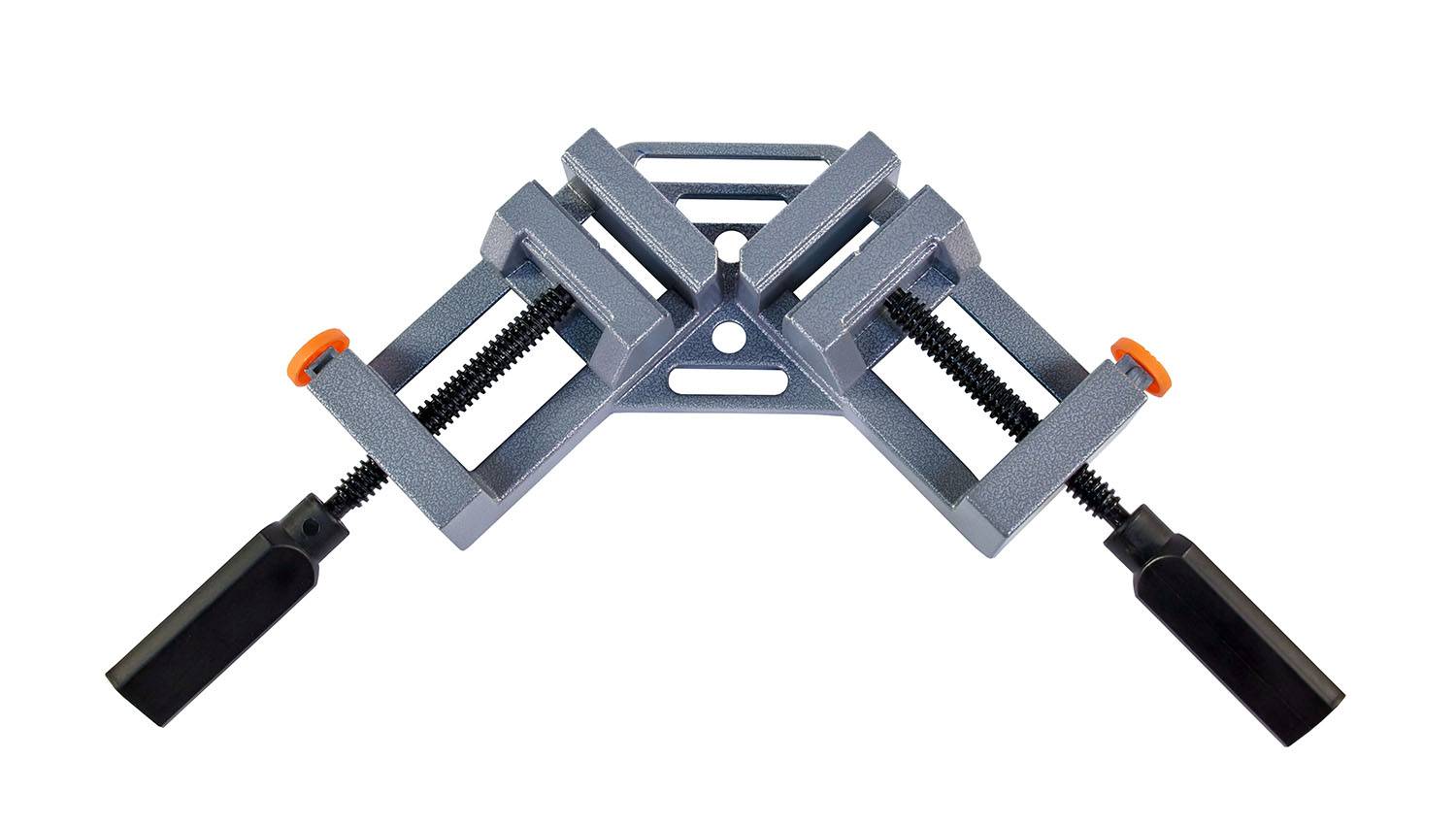
Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
https://youtube.com/watch?v=videoseries
Вариации
Для небольших деталей используют струбцину для сварки более простой конструкции, например, в виде английской литеры G. Такое приспособление надежно удерживает мелкие детали, позволяя сварщику соединить и в одно целое, при этом винт надо выбирать с пятаком подвижного типа, чтобы закрепить детали, не передвигая их при затягивании.
В виде буквы F
 Конструкция такой струбцины не так надежна, чем аналог в форме G, но имеет более широкий вариант регулировки: на рейке из металла с одной стороны жестко крепится неподвижная губа, а губка со свободным ходом имеет винт с шайбой на конце для надежной фиксации заготовки и удобную рукоять для закрепления нужного положения.
Конструкция такой струбцины не так надежна, чем аналог в форме G, но имеет более широкий вариант регулировки: на рейке из металла с одной стороны жестко крепится неподвижная губа, а губка со свободным ходом имеет винт с шайбой на конце для надежной фиксации заготовки и удобную рукоять для закрепления нужного положения.
Длина рейки может быть разной — это зависит от модели струбцины и позволяет неподвижно зафиксировать несколько деталей относительно друг друга, главное, чтобы их ширина не превышала длину изделия.
Основание изделия
Для формирования несложной конструкции нужно приготовить три обрезка из профтрубы, например, аналог с габаритами 25х60 идеально подойдет для этих целей. Длина отрезков: 300, 200 и 100 мм соответственно, маленький располагают посредине большого и прихватывают в нескольких местах. Получилось основание с шириной до 180 мм, теперь, отступив от большего края, зарезаем углы под 45 градусов.
Отрезок длиной не более 150 мм приваривается посредине длинной части основания — здесь будет закреплена винт и гайка, чтобы закреплять детали. Теперь изготовим направляющие, которые будут служить упорами при фиксации. Все стыки полученной конструкции надо проварить, а шовные соединения зачистить, надев на болгарку специальный камень.
Механизм прижима
На конце прямого обрезка, идущего от ранее изготовленного основания, отмеряем нужное расстояние, привариваем гайку с закрученным винтом. Чтобы защитить резьбу от повреждения разлетающимися искрами, обильно смазываем весь винт техническим вазелином. Отрезав две одинаковые детали длиной не более 100 мм, концы зарезаем под 45 градусов, затем производим стыковку и завариваем швы. Получилась поджимная планка.
Металлическая пластина с толщиной не более 5 мм приваривается на выверенном расстоянии от внутреннего угла прижимного устройства, предварительно прожигается отверстие, куда будет входить винт. Когда резьбовое окончание винта появится из перфорации, к нему приваривают фиксатор, а с противоположной стороны — ручку для вращения.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.





Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.





