

Самодельное изготовление
Прежде чем начать вам необходимо определиться с радиусом будущего изделия, которое будет изогнуто. Исходя из многочисленных отзывов, для начала следует отрезать кусок металлической трубы, например, болгаркой. Далее, необходима сварка в виде швабры для оставшегося куска трубы.
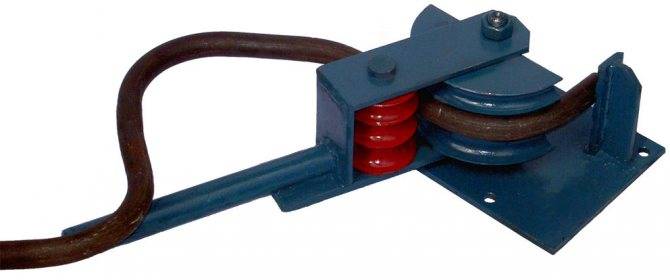
Принцип данного действия весьма прост: необходимо расположить металлическую трубу в короткой части устройства, после чего прижать ее сверху и пользуясь рычагом, который является длинной частью приспособления, выгнуть трубу. Однако стоит учитывать, что процесс монтажа может быть значительно затруднен, при условии превышения диаметра трубы значения 25 мм.
Создать такое устройство вполне реально даже в домашних условиях, для это необходимо следующее:
Прежде всего необходимо произвести сварочные работы нижнего упора, схожее на перевёрнутую букву «Т». После этого Вам нужны будут два ролика, причем их диаметры должны полностью соответствовать диаметру самой отрезанной трубы.
Далее, используя горизонтальную часть цилиндра, закрепляются лебедка, а также ролик. Таким образом, они должны быть объединены цепью, а на вертикальной части цилиндра, которая находится чуть повыше, крепится оставшийся ролик. Получается, что труба расположена так, что один из ее концов зажат между двумя роликами, а противоположный лежит на лебедке.
В процессе изгиба трубы происходит сдвиг лебедки. У этой конструкции есть свой изъян: для работы на данном станке должны принимать участие несколько человек, потому что один из них должен двигать лебедку, а второй тянуть саму металлическую трубу.
Изготовление трубогиба
Создать своими руками простое приспособление для гибки труб несложно. Единственное, понадобятся слесарные навыки и определённый инструмент:
- болгарка;
- сварочный аппарат;
- карандаш и рулетка.

Собрать примитивный трубогиб несложно, главное — купить или изготовить шаблоны нужного размера
Из материалов вам потребуются несколько металлических листов толщиной 10 и 3 миллиметра, и, кроме того, некоторое количество стальных прутков.
Изготавливайте трубогиб в такой последовательности:
подготовьте шкивы. Чтобы создать универсальное приспособление, то есть подходящее для работы с трубами разного диаметра, использовать следует 2 тройных шкива: пара для труб три четверти дюйма, пара для полудюймовых и пара для дюймовых труб.
В колёсике с каждой стороны должна быть выточка размером в половину диаметра трубы. Поскольку изгиб формируется стационарным роликом, чтобы минимизировать радиус дуги, диаметр данного элемента должен быть как можно меньше;
- далее сделайте основание, представляющее собою пластину, по углам которой для крепления к рабочему столу высверливаются отверстия. Используйте для этого металлический лист толщиной около 10 миллиметров;
- затем с помощью сварки установите в центре пластины штифт. Его диаметр должен соответствовать внутреннему сечению малого тройного шкива;
- после изготовления станины, выполняется поворотный механизм. В первую очередь из 2-х металлических пластин выварите П–образную деталь. Высота её ножек должна соответствовать диаметру большого и малого шкива. При этом необходимо контролировать возможность размещения в этом расстоянии большого подвижного шкива и половины стационарного;
- приварите к верхушке детали ручку длиной порядка 25 сантиметров. Впоследствии на неё будет надеваться труба, играющая роль рычага;
- сделав это, установите большой штифт с краю детали и зафиксируйте его шплинтами. Малый шкив насаживается на штифт основания одновременно со всей конструкцией;
- выполните упор. Для этого приварите ещё один штифт, после чего наденьте на него шкив.
Своими руками можно изготовить и приспособление для сгибания профильных заготовок
На этом изготовление инструмента завершается. Осталось лишь закрепить ручной трубогиб и приступать к работе по изгибу труб.
Конструкция трубогиба
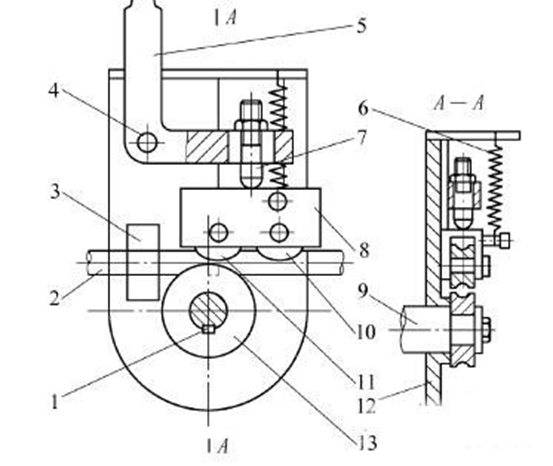
- Ключ
- Стальная труба
- Зажим для стальных труб
- Ось штифта
- Ручка
- Весна
- Регулировочные винты
- Роликовое сиденье
- Шпиндель
- Направляющий шкив
- Роликовое прикатывающее колесо
- Проигрыватель
- Модуль гибки труб
(1) ГИБНАЯ ПЛАСТИНА
Монтаж:
- снимите гайку, фиксирующую гибочную матрицу, против часовой стрелки.
- вставьте гибочную матрицу, а затем зафиксируйте гайку гибочной матрицы.
(2) ЗАЖИМНАЯ МАТРИЦА
Монтаж:
- потянуть за зажимную плашку для фиксации центрирующего вала.
- вставьте зажимную матрицу, затем вставьте неподвижную оправку.
Корректирование:
A. Зафиксируйте и расслабьте зажимное гнездо, затем установите панель управления в ручной режим, нажмите кнопку зажима до конца зажимного пути. (На этом этапе между зажимной матрицей колеса должен быть зазор, который можно отрегулировать с помощью зажимного седла для регулировочного винта).
B. Отрегулируйте зажимное гнездо для регулировки винта так, чтобы зажимная матрица и гибочная матрица были полностью герметизированы.
C. Нажмите кнопку возврата, чтобы вернуть зажимную матрицу, а затем отрегулируйте зажимной винт по часовой стрелке на 1 / 2-1 / 4 круга.
D. и затем заблокируйте гайку фиксированного зажимного седла.
(3) Давление DIE
Монтаж:
A, выверните фиксированный винт на пресс-матрице и затем вставьте пресс-матрицу.
B, зафиксируйте винты направляющей формы.
Корректирование:
A, зафиксируйте и расслабьте зажимное гнездо, затем установите панель управления в ручной режим, нажмите кнопку зажима до конца зажимного пути. (На этом этапе между зажимной матрицей колеса должен быть зазор, который можно отрегулировать с помощью зажимного седла для регулировки винта).
B, отрегулируйте зажимное гнездо для регулировочного винта так, чтобы зажимная матрица и гибочная матрица были полностью герметизированы.
C, нажмите кнопку возврата, чтобы вернуть зажимную матрицу, а затем поверните зажимной винт по часовой стрелке примерно на 1/2-1 / 4 круга.
D, а затем зафиксируйте гайку фиксированной зажимного седла.
(4) оправка
Монтаж:
A. вставьте оправку в стержневой стержень по часовой стрелке.






Б. затем закрепите винтами оправку.
(Обратите внимание, что оправка должна быть в направлении изгиба)
Меры безопасности при эксплуатации трубогиба
Обратите внимание на то, что когда трубогибочная машина движется, корпус не может входить в зону поворота вращающегося рычага.
Во время работы трубогиба весь персонал не должен входить в пространство вращающегося рычага и трубопроводной арматуры.
В гидравлической системе трубогиба используется обычное гидравлическое масло YA-N32 (оригинальный номер 20). Обычно масло меняют один раз в год, одновременно с этим необходимо очищать фильтр.
При регулировке трубогиба (или матрицы) регулировка должна производиться регулятором
Один человек настраивает машину запрещается, а другой работает на шкафу управления .
При регулировке трубогиба или езде на порожнем автомобиле снимайте оправку.
Давление гидравлической системы не должно превышать 14 МПа.
При регулировке скорости цилиндра вручную вращающийся рычаг должен быть повернут более чем на 900 °. Скорость регулировки синхронна с линейной скоростью кромки поворотного колена. Запрещается толкать скорость больше, чем край вращающейся формы в ручном состоянии.
Через некоторое время обычная машина должна проверить натяжение цепи и поддерживать ее эластичность и устойчивость.
Автоматическая работа в режиме изгиба сердечника, возврат к прежнему изогнутому рычагу, оператор должен убедиться, что головка сердечника находится в трубе, или убедиться, что вал сердечника не блокируется при изгибе рычага назад, в противном случае головка сердечника или стержень сердечника могут быть изогнуты или сломан.
После работы отключите электропитание, хорошенько поработайте по чистке и смазке.
Трубогиб ручной своими руками как сделать простейший вариант
Простой станок для изгибания труб можно сделать из подручных средств, используя при этом не только металл, но и древесину. Отыскать ненужную доску намного проще в хозяйстве, чем стальное основание необходимой толщины. Для начала берется доска, толщина которой должна быть толще диаметра материала, подлежащему деформированию. Дальнейшая инструкция по изготовлению простейшего трубогиба из досок имеет следующий вид:
Из доски вырезается шаблон дугообразной формы. Форма должна быть такой, какой радиус изгиба оснастки надо получить в итоге
Закрепить полученный шаблон на основании в виде листа 2-3 листов ДВП или ДСП
Очень важно, чтобы шаблон крепко фиксировался к основанию, так как в процессе изгибания он может оторваться. Дополнительно для фиксации можно использовать струбцину или маленькие тиски
С одного края следует закрепить упор, посредством которого изгибаемый материал будет упираться
В качестве такого упора можно использовать отрезок доски, закрепленного к основанию

Пользоваться таким устройством не трудно, и для этого следует завести материал между шаблоном и упором и, контролируя, чтобы труба не соскочила, приступить к выполнению работ. Принцип изготовления простейшего трубогиба не требует никаких финансовых вложений, и такой способ отлично подходит, когда нужно согнуть небольшое количество профилей. Есть и другие варианты изготовления простейших трубогибов своими руками из подручных средств, которые описаны ниже.
Намоточный трубогиб
В качестве примера можно привести конструкцию гидравлического трубогиба.
Имеется мощный шкив, к которому крепится труба в конце точки изгиба. Шкив закреплен на стационарной станине, в основании станины под углом к ней закреплен шток с гидравлическим приводом (домкрат). Шток упирается в рычаг, который крутит шкив и наматывает на него трубу. Рычаг жестко крепится к шкиву в отверстиях по его окружности (но может менять свою позицию) и свободно вращается вокруг оси шкива.
Вначале он закреплен на одном уровне с точкой крепления трубы. Приводят в действие гидравлику, шток выдвигается и рычагом крутит шкив. Труба наматывается на него, опираясь на упор, закрепленный в станине. После того, как рабочий ход штока гидравлики дошел до предела, давление сбрасывают и переустанавливают рычаг в новую позицию под первоначальным углом. Процесс повторяется до достижения необходимого угла поворота.
Можно привести еще один пример такого же по устройству самодельного трубогиба, использующего реечный домкрат.
В этом случае для гибки необходимо прикладывать больше усилий.
Еще один образец намоточного трубогиба использует деревянные ролики, описанные выше.
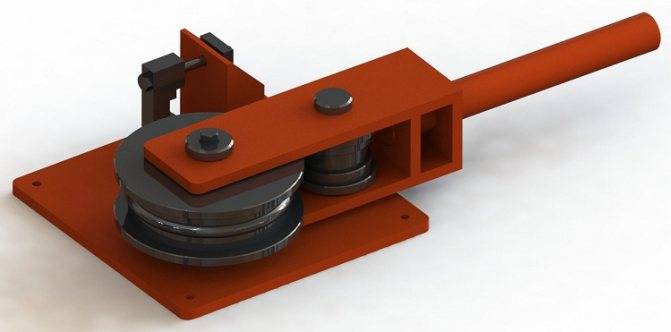
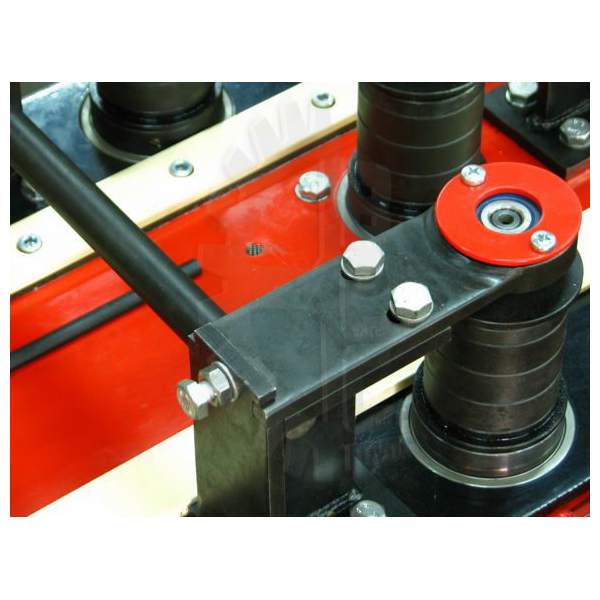
Конструкция трубогиба для профильной трубы очень проста в исполнении, использует мускульную силу работника, а в качестве упора применяют подвижный ролик, который своим вращением уменьшает необходимое усилие на рычаг. Труба зажимается при помощи обычного хомута к основному ролику (шкиву-шаблону). На шаблоне расположен держатель под рычаг. Одной рукой придерживают трубу (можно усовершенствовать — установить в этой плоскости опору), а другой рукой рычагом поворачивают шкив.
Принципы работы
Это увеличивает качество поверхности заготовки в зоне гиба, но одновременно вызывает увеличение усилия, и способствует искажению формы сечения (особенно для труб из среднеуглеродистых и легированных сталей). Деформация изделия при условии его свободной гибки объясняется возникающими в ходе процесса растягивающими напряжениями на внешнем диаметре. Они не уравновешиваются сжимающими напряжениями на внутреннем диаметре, поскольку там отсутствует необходимый опорный элемент, называемый дорном. Поэтому бездорновые трубогибы неэффективны при деформировании преимущественно тонкостенных труб.
Характер перемещения дорна в ходе деформации исключает его использование для труб сложных поперечных сечений. По этой причине трубогиб для профильной трубы имеет иное устройство: деформирование происходит не столько усилием, сколько обкаткой профилированного ролика по неподвижной трубчатой заготовке, которая прижимается к неподвижному ролику того же поперечного сечения. Прижим может быть гидравлическим, либо механическим.
Видео работы углового трубогиба
По подобному принципу устроен и угловой трубогиб, причём сколько неподвижных роликов, столько и возможных углов гибки. Такие конструкции довольно громоздки, но зато позволяют за один технологический цикл произвести полнокоординатное пространственное деформирование заготовки.
Принципы работы
Это увеличивает качество поверхности заготовки в зоне гиба, но одновременно вызывает увеличение усилия, и способствует искажению формы сечения (особенно для труб из среднеуглеродистых и легированных сталей). Деформация изделия при условии его свободной гибки объясняется возникающими в ходе процесса растягивающими напряжениями на внешнем диаметре. Они не уравновешиваются сжимающими напряжениями на внутреннем диаметре, поскольку там отсутствует необходимый опорный элемент, называемый дорном. Поэтому бездорновые трубогибы неэффективны при деформировании преимущественно тонкостенных труб.
Характер перемещения дорна в ходе деформации исключает его использование для труб сложных поперечных сечений. По этой причине трубогиб для профильной трубы имеет иное устройство: деформирование происходит не столько усилием, сколько обкаткой профилированного ролика по неподвижной трубчатой заготовке, которая прижимается к неподвижному ролику того же поперечного сечения. Прижим может быть гидравлическим, либо механическим.
Видео работы углового трубогиба
По подобному принципу устроен и угловой трубогиб, причём сколько неподвижных роликов, столько и возможных углов гибки. Такие конструкции довольно громоздки, но зато позволяют за один технологический цикл произвести полнокоординатное пространственное деформирование заготовки.
Процесс изготовления
Прежде, чем начать изготовление станка для гибки круглой трубы, нужно запастись всем необходимым:
- гидравлическим домкратом от машины или трактора (можно использовать и более мощные, если есть такая возможность);
- башмаком (пуансоном);
- швеллером (около 3-ех метров);
- 3-мя роликами с осями;
- металлическими пластинами.
При изготовлении ручного трубогиба следует придерживаться простого алгоритма:
- Рулеткой замерять необходимую длину швеллера для основания и болгаркой отпилить 2 равных куска, благодаря которым основание будущего гидравлического трубогиба, а вместе с ним и каркас (1), будет более устойчивым.
- Разместить отрезанные куски швеллера плотно друг к другу, сварить снизу и сверху вдоль линии стыка. Такая платформа будет основой станка для гибки труб.
- Приварить с обеих сторон основания боковые швеллеры под углом 110⁰.
- К верхней части боковых швеллеров приварить более длинные куски, в которых предварительно необходимо высверлить несколько (от 2 до отверстий, размещенных симметрически с обеих сторон будущего станка для гибки труб. Они предназначены для установки в них осей с прижимными роликами, переставляя которые можно будет регулировать радиус изгиба стояков.
- Закрепить пластинами с отверстиями под болты (2) диаметром 10-12 мм, домкрат (3) на основании таким образом, чтобы он не двигался при выполнении работы со стальными или другими трубами. Для этого нужно просверлить основание в определенных местах и закрепить гидроустройство планками с болтами.
- Надежно закрепить на штоке домкрата башмак (4), чтобы в случае необходимости его можно было легко снять и поменять на другой.
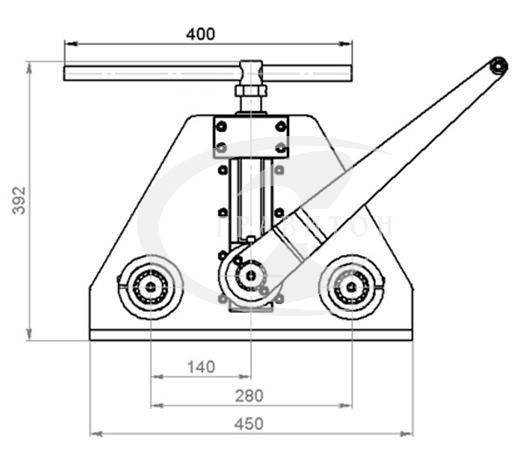
Схема для изготовления ручного трубогиба Все, конструкция готова к работе, а необходимые размеры, указаны на чертеже трубогиба сделанного своими руками хотя на фото, в верхних швеллерах (их 2, по одному с каждой стороны боковых швеллеров) не высверлены отверстия. Поэтому, изображенный ручной гидравлический трубогиб рассчитан на сгибание деталей только с одним радиусом сгиба.









Высота станка для гибки определяется параметрами домкрата и расстоянием «а». Это значит, что для сгиба пол-дюймовой стальной трубы этот отрезок должен равняться примерно 2 см (если домкрат находится в нерабочем состоянии).
Как видим, ничего сложного, а конструкция для сгибания круглой трубы – надежная, прочная и прослужит не один десяток лет. А главное, что для ее изготовления использовались только подручные материалы, что очень удешевило такое устройство.
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
 Пример работы
Пример работы
Принцип работы инструмента.
Трубогиб проводит деформацию труб по заданному радиусу. Чтобы при загибании материала не образовывались внутренние складки, требуется, чтобы длина участка перегиба составляла 3-4 диаметра заготовки. Более короткая обработка приводит к нарушению желаемой геометрии и может стать причиной того, что тонкостенный металл разорвется или сложиться гофрой. При использовании трубогибочного станка со сварными трубами, существует вероятность того, что шов может разойдется. Максимальное качество гнутых изделий достигается только при использовании мягких металлов и бесшовных заготовок.
Для создания изгиба труба зажимается на станке, после чего его плечи складываются, и оказывается воздействие на ее стенки. Точки соприкосновения выполнены в виде роликов, поэтому они легко прокатываются по периметру заготовки, обеспечивая воздействия в разных местах. В связи с этими действиями исключается появление вмятин в точках давления. Количество роликов в станках может быть разным. Для регулировки угла загиба материала, в конструкции трубогибов имеются сменные насадки, так называемые пуансоны. Пуансон давит на трубу, в результате чего заставляет ее деформироваться. Края заготовки заблокированы упорами в виде роликов, поэтому она не может отодвинуться.
Где используется трубогиб?
Станок является незаменимым в строительстве и ремонтных работах. Его применяют для подготовки труб используемых для газо-водоснабжения. Также с его помощью выгибаются детали для изготовления каркасных конструкций:
- Спортивных тренажеров
- Теплицы, опоры для винограда и цветов
- Мебели
- Рам автомобилей и мотоциклов
- Дверных козырьков, перил.
Трубогибочный станок применяется не только для деформации труб, но и для перегиба квадрата и других изделий металлопроката. Применение данного оборудования незаменимо в тех случаях, когда нужно обеспечить изгиб под углом до 180 градусов. При более сильном перегибе существует риск того что заготовка может сломаться, поскольку холодный металл обладает низкой пластичностью.
При использовании трубогиба можно делать однотипные заготовки
Это особенно важно, если они применяются для строительства каркасных конструкций, таких как теплицы
Установка обжимных (пресс или пуш) фитингов на МП-трубы
Монтаж металлопластиковых труб с помощью обжимных фитингов требует наличия специальных клещей. Они есть ручные, есть электрические. Любые снабжены набором накладок под разные диаметры. Ручные, естественно, стоят дешевле. Это оборудование не обязательно покупать — понадобится оно только раз. Намного выгоднее взять в аренду.

Пресс-фитинг для МП-труб
Состоит пресс-фитинг из двух частей — собственно корпуса и обжимной гильзы. Перед тем как соединить металлопластиковые трубы, проводят подготовку среза. Она такая же как при использовании компрессионных фитингов, но фаску снимают только изнутри. Далее порядок действий такой:
- На трубу надевают гильзу.
- На фитинг устанавливают прокладку для предотвращения электрохимической коррозии.
- Тубу надевают на фитинг — до упора. На корпусе фитинга есть отверстие, в котором должно быть видно край трубы.
- Берут клещи, в которых установлены подходящие накладки (нужного диаметра). Клещи устанавливают вплотную к краю фитинга, соединив ручки пресса вместе обжимают деталь. В результате на гильзе должны быть явно видны две вогнутые полосы. Их глубина должна быть одинаковой. После обжима фитинги могут вращаться вокруг трубы.
На этом все, монтаж металлопластиковых труб с помощью пресс фитинга закончен. Подобный стык выдерживает давление до 10 атм, чего достаточно для большинства систем. Не подходит только для систем отопления домов с этажность. больше 16. У них давление в системе может быть больше.
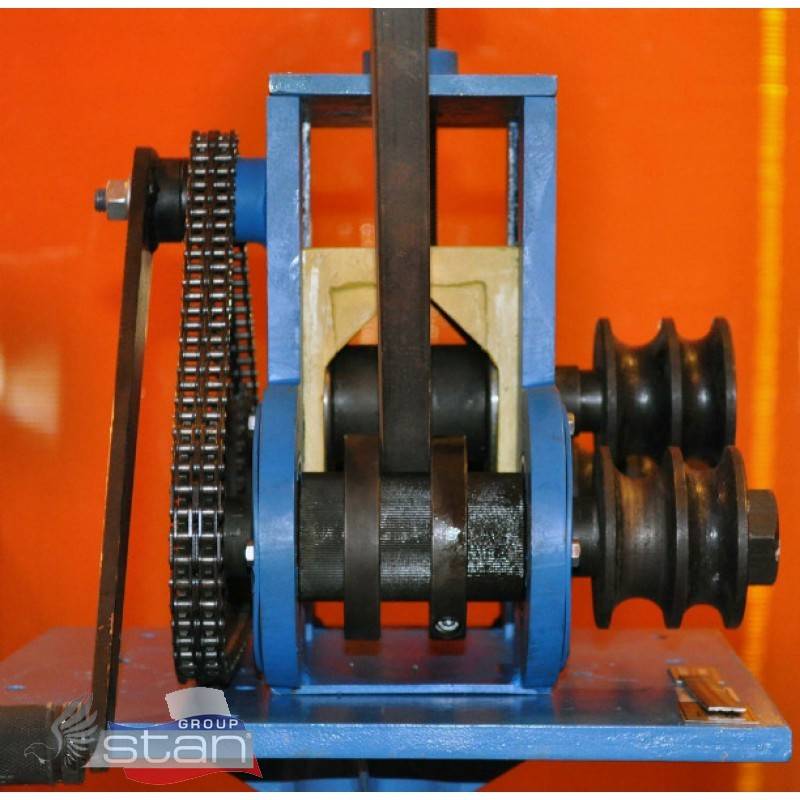
Самые популярные варианты самодельных трубогибов
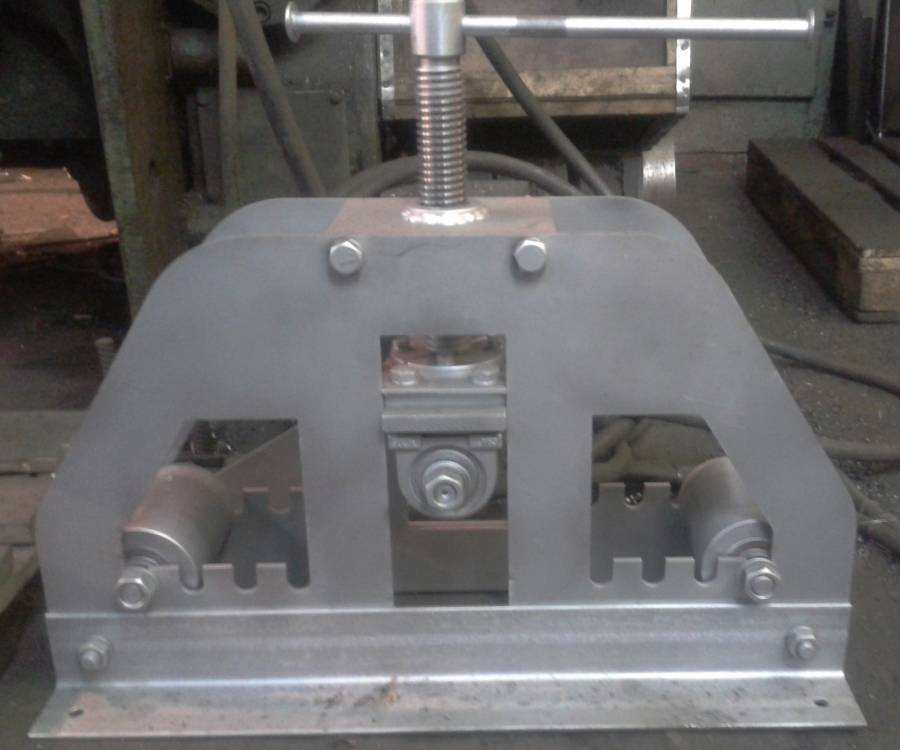
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов Чертежи валов Чертеж кольца Комплектующие трубогиба Комплектующие трубогиба Процесс сборки Привод от двигателя Привод от двигателя Вид со стороны валов
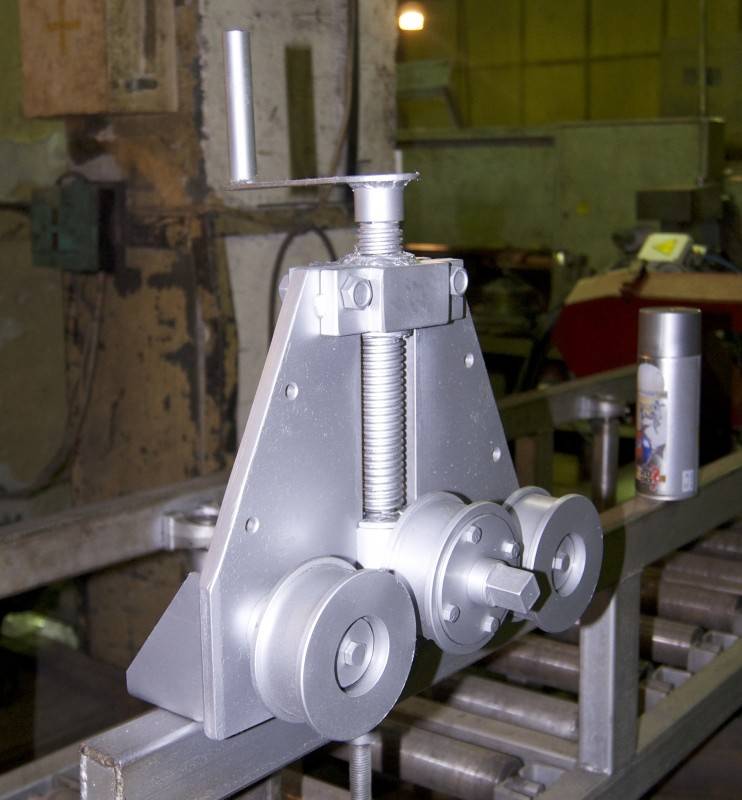
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.









Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Сущность и особенности ручного трубогиба
Является станком ручного типа, который управляется человеком при помощи прикладывания собственного усилия к рычагу инструмента. Встречаются модели, выполненные с ручкой гидравлического насоса.
Ручной трубогиб предназначен для работы с трубами больших и малых диаметров, изготовленных из металла (медь и алюминий), полимерных материалов и нержавеющей стали.
Положительные свойства:
- приемлемая и доступная цена;
- небольшие габаритные размеры и вес позволяют переносить на большие расстояния;
- для работы не требуется огромный опыт и навыки.
Недостатки:
- необходимо продолжительное время для выполнения изгибов труб;
- не работает с массивными и крепкими трубами, подходит только для мягкого материала;
- не дает 100% точности изгиба;
- работая с ним испытываешь определенные неудобства и затруднения при выполнении изгиба на небольшом отрезке трубы более одного раза.
Ручной трубогиб зарекомендовал себя в домашних условиях, где не требуется высокая точность. Для труб большого диаметра используют другой вид инструмента.
Заключение

Все трубогибы предназначены для выполнения разного рода задач. Одни справляются с медными трубками, создавая идеальные сгибы исключительно силой рук, другие гнут трубы промышленного назначения, оказывая на рабочую зону усилие в десятки тонн.
В устройство всегда входит жёсткое основание, которое даёт возможность осуществлять качественный захват заготовки, и подвижная часть конструкции, имеющая упор и обжимную часть механизма, принимающую на себя основную нагрузку.
Сегодня вы узнали, какие бывают виды трубогибов, чем они отличаются друг от друга, и как устроены. Эта информация поможет лучше ориентироваться среди инструментов при выборе подходящего оборудования для дома или производства.





