Резцы для трапецеидальной резьбы
Существуют резцы для внутренней трапецеидальной резьбы и для внешней. Первые обладают меньшими размерами, так как их приходится помещать внутри обрабатываемых цилиндрических поверхностей. При работе с ними мастер действует практически вслепую, так как не видно результата действий. По этой причине следует строго соблюдать режимы резания. Внешние резцы обладают большими размерами, но это не единственная их особенность, так как углы расположения режущих частей у них построены таким образом, чтобы после нарезания детали могли безпроблемно и надежно соединиться. Для этого используются сложные формы, которые не видны в других инструментах этого типа.
Помимо этого изделия разделаются на правые и левые, что зависит от направленности резца, который закреплен в станке. Естественно, что это оказывает влияние и на резьбу, так как для внутренней и внешней нужно использовать вещи одной направленности, иначе ни о каком нормальном соединении не может быть и речи. Резец резьбовой для нарезания трапецеидальной резьбы может иметь еще различные размеры и материалы изготовления, так что нужно знать, с какими заготовками будет вестись работа, чтобы сделать правильный выбор.
Основные размеры резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 10 | 10 | 120 |
| 12 | 12 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 240 |
Резцы для упорной резьбы изготавливаются как из твердосплавных материалов, которые отлично подходят для жестких материалов и могут отлично противостоять вибрациям и повышению температуры, возникающему во время длительной работы.
Геометрия трапецеидального резца
Внешний вид данного инструмента заметно выделяется среди остальных, так что его можно легко отличить от остальных. Но здесь имеются практически все основные элементы, встречающиеся в стандартных резцах.
Основной режущей частью является главная кромка инструмента, которая располагается там, где пересекаются передняя и задняя поверхность резца. Также на нем имеется и вспомогательная кромка. Эта часть располагается там, где пересекаются передняя и задняя вспомогательная кромка.

Пересечением главной и вспомогательной вершиной режущей кромки называется вершина резца. Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Выбор трапецеидального резца
Нарезание трапецеидальной резьбы резцом является довольно сложным процессом, многое в котором зависит от правильности выбора инструмента.
«Совет профессионалов! Нередко резцы данного типа обрабатываются мастерами самостоятельно для получения нужных размеров, так что при этом не стоит забывать об обработки другого инструмента, который будет нарезать внутреннюю или внешнюю резьбу.»
При выборе особое внимание стоит обращать на заточку инструмента. Когда подбирается резьба трапецеидальная, то заточка резца должна соответствовать размерам заготовки
Ширина прореза и его глубина должна быть пропорциональна обрабатываемой детали. Большие инструменты, как правило, сталкиваются с большим количеством нагрузок, поэтому, температура резца во время работы заметно повышается. Необходимо отдавать предпочтение, в таком случае, твердосплавным материалам. При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
Режимы резания
Нарезание трапецеидальной резьбы резцом нередко происходит в несколько заходов. Эта необходимость возникает по той причине, что здесь нет очень острых углов, как это видно в других деталях. Главная режущая кромка должна быть расположена параллельно нарезаемой оси. Задний угол должен иметь отклонение примерно в 6-8 градусов. В свою очередь это должно быть всего на 2 градуса выше угла подъема, под которым расположена линия подъема. Здесь нужно строго соблюдать все правила установки, так как при повторном проходе действия должны точно повторять предыдущие, для чего и разрабатывается сложная система заточки. Сам процесс осуществляется простыми равномерными поступающими движениями.
Маркировка
На примере реза ВК15 можно рассмотреть особенности маркировки этих изделий. Данная марка относится к быстрорежущей стали твердых сплавов вольфрамовой группы. Содержания карбида вольфрама в ней составляет 85%, а кобальта (К15) – 15%
Создание резьбы с помощью резца
Для нарезки на токарном станке применяются специальные резцы. Они бывают следующих видов:
призматические;
дисковые;
стержневые.
Их характеристики должны соответствовать ГОСТу 18876-73. Верхняя часть резца, которая непосредственно соприкасается с обрабатываемым металлом, должна в точности по своей форме соответствовать создаваемой канавке.
С помощью призматических и стержневых прорезают внешнюю резьбу. Существуют дисковые, предназначенные как для внешней, так и для внутренней резьбы. На токарном станке применяются многопрофильные резцы, которые сразу прорезают несколько канавок.
На стержневых устанавливаются резцы из твёрдых сплавов. Они долго сохраняют остроту и практически не нуждаются в проведении заточки. Если они теряют остроту, обычно производят замену режущей части. Призматические отличаются от стержневых тем, что они контактируют с металлом на значительной поверхности. При работе они быстро теряют остроту и нуждаются в периодической заточке.
Резцы могут иметь конструктивные отличия. Они могут относиться к следующим типам:
прямые;
изогнутые;
отогнутые;
оттянутые.
Прямая форма на токарном станке используется редко. Чаще всего для нарезания резьбы применяют изогнутые резцы.
Сделанные из легированной быстрорежущей стали.
Использующие напаянные твёрдосплавные пластины.
Возможно использование сменных многогранных пластин. После того, как режущая часть стачивается, может быть использована другая рабочая грань резца.
Существуют резцы, для изготовления которых применяется металлокерамика.
В первом случае обычно обрабатывают детали из стали, пластикатаке или цветных металлов. Резцы характеризуются особенно высокой прочностью и большой теплопроводностью. Однако они имеют такие недостатки: слабую износостойкость, недостаточно высокую твёрдость. Эти качества ограничивают скорость обработки деталей при создании резьбы на станке.
Резцы с твёрдосплавными режущими пластинами применяются наиболее часто. Они известны высокой твёрдости и длительным сроком работы без необходимости выполнения заточки. По сравнению с резцами из быстрорежущей стали максимальная скорость работы у них выше в 2-3 раза. Такие резцы выпускаются в широкой номенклатуре, позволяя легко выбрать подходящий для конкретной работы.
Резцы из керамометалла являются более дешёвыми. Основным их недостатком является хрупкость. Их основное применение состоит в создании мелкой резьбы на заготовках из стали и чугуна.
Резцы с режущей частью из поликристаллических алмазов или кубического нитрида бора являются высокопрочными. Их применяют для точной нарезки резьбы на заготовках из высокопрочных деталей. Основным недостатком таких инструментов является высокая стоимость. В первом случае такой инструмент применяют для обработки деталей из алюминия, меди или карбида вольфрама. Во втором — работают таким резцом на заготовках из упрочнённого чугуна или закалённой стали.
При работе резцом необходимо принимать во внимание следующие особенности:
Важное значение имеет выбор переднего угла. Его величина зависит от твёрдости обрабатываемого материала. Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности
Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала
Величина находится в пределах от 0 до 25 градусов от перпендикуляра к обрабатываемой поверхности. Для обычной стали выбирают нулевой угол, а для высоколегированной обычно требуется 5-10 градусов. Его величина зависит не только от твёрдости, но и от вязкости обрабатываемого материала.
При выборе подходящего резца важно учитывать, что форма режущей кромки должна точно соответствовать профилю резьбы. Задние боковые углы должны быть достаточно узкими для того, чтобы не воздействовать на сделанную резцом канавку
При этом с обеих сторон они должны быть одинаковыми
Задние боковые углы должны быть достаточно узкими для того, чтобы не воздействовать на сделанную резцом канавку. При этом с обеих сторон они должны быть одинаковыми.
Для того, чтобы сделать нарезание внутренней резьбы, деталь предварительно сверлят и растачивают.
Выполнение нарезки происходит с высокой скоростью. Работу можно также производить на станке с ЧПУ.
Нарезание многозаходных резьб
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода.
| Рисунок 3.64. Поводковые патроны для нарезания многозаходной резьбы: а) —с пазами; б)- со специальной планшайбой |
Нарезав одну винтовую канавку на полный профиль, отводят резец обратно (на себя) и, дав ходовому винту обратный ход, возвращают суппорт в начальное положение. После этого при неподвижном ходовом винте, а следовательно, и неподвижном резце поворачивают деталь на такую часть окружности, сколько заходов имеет резьба, т. е. при двухзаходной — на половину оборота, при трехзаходной — на треть оборота и т. д.
Весьма просто нарезается многозаходная резьба при помощи поводкового патрона с несколькими пазами; количество пазов должно равняться количеству заходов винта или быть кратным этому количеству (рисунок 3.64, а).
После нарезания каждого хода деталь снимают с центров и ставят вновь на них так, чтобы хомутик попал в следующий паз поводкового патрона; затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных винтов при помощи специальной планшайбы (рисунок3.64, б)
с двумя дисками; один из этих дисков может поворачиваться относительно другого на различные углы в зависимости от числа заходов резьбы. На цилиндрической поверхности вращающегося диска нанесены деления, при помощи которых один диск устанавливается относительно другого на определенный угол.
На токарных станках, имеющих передачу к ходовому винту через сменные зубчатые колеса (рисунок 3.65), многозаходные резьбы можно нарезать при помощи промежуточного колеса 1
и колеса2, сцепляемого с ним на гитаре; на колесе1 ставится метка, после чего гитара расцепляется, а шпиндель повертывается на угол, соответствующий количеству зубьев колеса и количеству заходов нарезаемой резьбы.
| Рисунок 3.65. Использование сменных колес зубчатых колес многозаходных резьб |
Данный метод применяется, если число зубьев колеса делится на число заходов •резьбы, в противном случае либо подбирают другие колеса, либо пользуются другим методом.
Менее точным, но не требующим никаких приспособлений, является нарезание при помощи передвижения верхних салазок суппорта с резцом на величину расстояния между заходами резьбы. Этим методом, как и предыдущим, можно пользоваться при нарезании наружной и внутренней многозаходной резьбы.
Многозаходную резьбу можно нарезать при помощи многорезцовых державок. На рисунке 3.66, а
показан резцедержатель для двух резцов, нарезающих одновременно двухзаходную резьбу.
На рисунке 3.66, б
показано приспособление для нарезания двухзаходной резьбы, состоящее из переднего 1 и заднего2 резцедержателей, соединенных поперечным винтом3 с правой и левой резьбой. Это приспособление можно применять для нарезания однозаходной резьбы, В этом случае резцы, из которых один будет черновым, а другой — чистовым, устанавливают один от другого на расстоянии, равном половине шага нарезаемой резьбы.
Рисунок 3.66 Резцедержатели для нарезания двухзаходных резьб:
а
— резцедержатель для двух резцов;
б — специальное приспособление с двумя резцедержателями
Основное время для нарезания резьбы профильным резцом или гребенкой на токарных станках определяется по формуле:
to= (1)
где l0
— длина нарезки на детали вмм; lвр — величина врезания резца вмм;lп
— величина перебега резца вмм; s — подача вмм/об (s равна шагу резьбы);п — число оборотов детали в минуту;i — число ходов;g — число заходов резьбы (при нарезании резьбы гребенкойg = 1).
Основное время для нарезания резьбы на токарном станке по полуавтоматическому циклу определяется по формуле:
to= (2)
где ko.x
— коэффициент, учитывающий время на обратный ход каретки суппорта (т. е. время на автоматическое перемещение каретки суппорта в исходное положение перед началом каждого прохода);
ko.x=
360°/240°=1,5 (3)
(240° — угол поворота копирного барабана за время рабочего хода, который обычно принимается в приспособлении для полуавтоматического нарезания резьбы).
Остальные обозначения прежние.
Классификация, расшифровка и схемы нарезных резьб на токарном станке
Нарезание резьбы на токарном станке – альтернатива применению специализированного оборудования. Классификация, схемы, инструменты, расшифровка, материалы.
Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях. Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов. Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
ДОПУСКИ
Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 3 – 5.
Таблица 3
Допуски диаметров d и D1
Шаг Р, мм | Наружная резьба | Внутренняя резьба | Шаг Р, мм | Наружная резьба | Внутренняя резьба | ||
Степень точности | Степень точности | ||||||
4 | 6 | 4 | 4 | 6 | 4 | ||
Допуск, мкм | Допуск, мкм | ||||||
Td | Td | ||||||
1,5 | 150 | 236 | 190 | 16 | 710 | – | 1000 |
2 | 180 | 280 | 236 | 18 | 800 | – | 1120 |
3 | 236 | 375 | 315 | 20 | 850 | – | 1180 |
4 | 300 | 475 | 375 | 22 | 900 | – | 1250 |
5 | 335 | 530 | 450 | 24 | 950 | – | 1320 |
6 | 375 | 600 | 500 | 28 | 1060 | – | 1500 |
7 | 425 | 670 | 560 | 32 | 1120 | – | 1600 |
8 | 450 | 710 | 630 | 36 | 1250 | – | 1800 |
9 | 500 | 800 | 670 | 40 | 1320 | – | 1900 |
10 | 530 | 850 | 710 | 44 | 1400 | – | 2000 |
12 | 600 | 950 | 800 | 48 | 1500 | – | 2120 |
14 | 670 | – | 900 |
Таблица 4
Допуски диаметров d2 и D2
Номинальный диаметр резьбы d, мм | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||
Степень точности | |||||||||
6 | 7 | 8 | 9 | 6 | 7 | 8 | 9 | ||
Допуск, мкм | |||||||||
Св. 5,6 до 11,2 | 1,5 | 132 | 170 | 212 | 265 | 180 | 224 | 280 | 355 |
2 | 150 | 190 | 236 | 300 | 200 | 250 | 315 | 400 | |
3 | 170 | 212 | 265 | 335 | 224 | 280 | 355 | 450 | |
Св. 11,2 до 22,4 | 2 | 160 | 200 | 250 | 315 | 212 | 265 | 335 | 425 |
3 | 180 | 224 | 280 | 355 | 236 | 300 | 375 | 475 | |
4 | 212 | 265 | 335 | 425 | 280 | 355 | 450 | 560 | |
5 | 224 | 280 | 355 | 450 | 300 | 375 | 475 | 600 | |
8 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
Св. 22,4 до 45 | 2 | 170 | 212 | 265 | 335 | 224 | 280 | 355 | 450 |
3 | 200 | 250 | 315 | 400 | 265 | 335 | 425 | 530 | |
5 | 236 | 300 | 375 | 475 | 315 | 400 | 500 | 630 | |
6 | 265 | 335 | 425 | 530 | 355 | 450 | 560 | 710 | |
7 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
8 | 300 | 375 | 475 | 600 | 400 | 500 | 630 | 800 | |
10 | 315 | 400 | 500 | 630 | 425 | 530 | 670 | 850 | |
12 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
Св. 45 до 90 | 3 | 212 | 265 | 335 | 425 | 280 | 355 | 450 | 560 |
4 | 236 | 300 | 375 | 475 | 315 | 400 | 500 | 630 | |
5 | 250 | 315 | 400 | 500 | 335 | 425 | 530 | 670 | |
8 | 315 | 400 | 500 | 630 | 425 | 530 | 670 | 850 | |
9 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
10 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
12 | 375 | 475 | 600 | 750 | 500 | 630 | 800 | 1000 | |
14 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
16 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
18 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
20 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
Св. 90 до 180 | 4 | 250 | 315 | 400 | 500 | 335 | 425 | 530 | 670 |
5 | 280 | 355 | 450 | 560 | 375 | 475 | 600 | 750 | |
6 | 300 | 375 | 475 | 600 | 400 | 500 | 630 | 800 | |
8 | 335 | 425 | 530 | 670 | 450 | 560 | 710 | 900 | |
12 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
14 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
16 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 | |
18 | 475 | 600 | 750 | 950 | 630 | 800 | 1000 | 1250 | |
Св. 90 до 180 | 20 | 475 | 600 | 750 | 950 | 630 | 800 | 1000 | 1250 |
22 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
24 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
28 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
32 | 600 | 750 | 950 | 1180 | 800 | 1000 | 1250 | 1600 | |
Св. 180 до 355 | 8 | 355 | 450 | 560 | 710 | 475 | 600 | 750 | 950 |
10 | 400 | 500 | 630 | 800 | 530 | 670 | 850 | 1060 | |
12 | 425 | 530 | 670 | 850 | 560 | 710 | 900 | 1120 | |
18 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
20 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
22 | 530 | 670 | 850 | 1060 | 710 | 900 | 1120 | 1400 | |
24 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
32 | 530 | 800 | 1000 | 1250 | 850 | 1060 | 1320 | 1700 | |
36 | 670 | 850 | 1060 | 1320 | 900 | 1120 | 1400 | 1800 | |
40 | 670 | 850 | 1060 | 1320 | 900 | 1120 | 1400 | 1800 | |
44 | 710 | 900 | 1120 | 1400 | 950 | 1180 | 1500 | 1900 | |
48 | 750 | 950 | 1180 | 1500 | 1000 | 1250 | 1600 | 2000 | |
Св. 355 до 640 | 12 | 450 | 560 | 710 | 900 | 600 | 750 | 950 | 1180 |
16 | 500 | 630 | 800 | 1000 | 670 | 850 | 1060 | 1320 | |
20 | 560 | 710 | 900 | 1120 | 750 | 950 | 1180 | 1500 | |
24 | 600 | 750 | 950 | 1180 | 850 | 1060 | 1320 | 1700 | |
48 | 800 | 1000 | 1250 | 1600 | 1060 | 1320 | 1700 | 2120 |
Таблица 5
Допуски диаметра d3
Номинальный диаметр резьбы d, мм | Шаг Р, мм | Основное отклонение диаметра d2 | ||||||
с | е | g | ||||||
Степень точности | ||||||||
8 | 9 | 6 | 7 | 8 | 6 | 7 | ||
Допуск , мкм | ||||||||
Св. 5,6 до 11,2 | 1,5 | 405 | 471 | 232 | 279 | 332 | 197 | 245 |
2 | 445 | 525 | 259 | 309 | 366 | 226 | 276 | |
3 | 501 | 589 | 298 | 350 | 416 | 261 | 313 | |
Св. 11,2 до 22,4 | 2 | 462 | 544 | 271 | 321 | 383 | 238 | 288 |
3 | 520 | 614 | 310 | 365 | 435 | 273 | 328 | |
4 | 609 | 721 | 360 | 426 | 514 | 325 | 391 | |
5 | 656 | 775 | 386 | 456 | 550 | 351 | 421 | |
8 | 828 | 965 | 482 | 576 | 695 | 435 | 529 | |
Св. 22,4 до 45 | 2 | 481 | 569 | 284 | 336 | 402 | 251 | 303 |
3 | 564 | 670 | 335 | 397 | 479 | 298 | 361 | |
5 | 681 | 806 | 401 | 481 | 575 | 366 | 446 | |
6 | 767 | 899 | 449 | 537 | 649 | 411 | 499 | |
7 | 813 | 950 | 475 | 569 | 688 | 433 | 527 | |
8 | 859 | 1015 | 507 | 601 | 726 | 460 | 554 | |
10 | 925 | 1087 | 544 | 650 | 775 | 490 | 596 | |
12 | 998 | 1173 | 589 | 701 | 833 | 534 | 646 | |
Св. 45 до 90 | 3 | 589 | 701 | 350 | 116 | 504 | 313 | 379 |
4 | 659 | 784 | 390 | 470 | 564 | 355 | 435 | |
5 | 712 | 837 | 419 | 500 | 606 | 384 | 465 | |
8 | 890 | 1052 | 526 | 632 | 757 | 479 | 585 | |
9 | 943 | 1118 | 559 | 671 | 803 | 509 | 621 | |
10 | 963 | 1138 | 569 | 681 | 813 | 515 | 627 | |
12 | 1085 | 1273 | 639 | 764 | 920 | 584 | 709 | |
14 | 1142 | 1355 | 680 | 805 | 967 | 620 | 745 | |
16 | 1213 | 1438 | 721 | 853 | 1028 | 661 | 793 | |
18 | 1288 | 1525 | 763 | 900 | 1088 | 703 | 840 | |
20 | 1313 | 1550 | 775 | 912 | 1100 | 708 | 845 | |
Св. 90 до 180 | 4 | 690 | 815 | 408 | 489 | 595 | 373 | 454 |
5 | 775 | 912 | 456 | 550 | 669 | 421 | 515 | |
6 | 830 | 986 | 493 | 587 | 712 | 455 | 549 | |
8 | 928 | 1103 | 551 | 663 | 795 | 504 | 616 | |
12 | 1122 | 1335 | 670 | 795 | 958 | 615 | 740 | |
14 | 1193 | 1418 | 711 | 843 | 1018 | 651 | 783 | |
Св. 90 до 180 | 16 | 1263 | 1500 | 753 | 890 | 1078 | 693 | 830 |
18 | 1338 | 1588 | 794 | 950 | 1138 | 734 | 890 | |
20 | 1363 | 1613 | 806 | 962 | 1150 | 739 | 895 | |
22 | 1450 | 1700 | 849 | 1011 | 1224 | 780 | 943 | |
24 | 1538 | 1800 | 899 | 1074 | 1299 | 828 | 1003 | |
28 | 1625 | 1900 | 950 | 1138 | 1375 | 880 | 1068 | |
32 | 1718 | 2005 | 1015 | 1203 | 1453 | 945 | 1133 | |
Св. 180 до 355 | 8 | 965 | 1153 | 576 | 695 | 832 | 529 | 648 |
10 | 1088 | 1300 | 650 | 775 | 938 | 596 | 721 | |
12 | 1173 | 1398 | 701 | 833 | 1008 | 646 | 778 | |
18 | 1400 | 1650 | 825 | 987 | 1200 | 765 | 928 | |
20 | 1488 | 1750 | 875 | 1050 | 1275 | 808 | 983 | |
22 | 1513 | 1775 | 887 | 1062 | 1287 | 818 | 993 | |
24 | 1600 | 1875 | 936 | 1124 | 1361 | 865 | 1053 | |
32 | 1780 | 2092 | 1053 | 1265 | 1515 | 983 | 1195 | |
36 | 1885 | 2210 | 1118 | 1343 | 1605 | 1048 | 1273 | |
40 | 1925 | 2250 | 1138 | 1363 | 1625 | 1063 | 1288 | |
44 | 2030 | 2380 | 1203 | 1440 | 1715 | 1128 | 1365 | |
48 | 2145 | 2545 | 1273 | 1523 | 1810 | 1188 | 1438 | |
Св. 355 до 640 | 12 | 1223 | 1460 | 733 | 870 | 1058 | 678 | 815 |
16 | 1375 | 1625 | 815 | 978 | 1190 | 755 | 918 | |
20 | 1550 | 1825 | 912 | 1100 | 1337 | 845 | 1033 | |
24 | 1663 | 1950 | 986 | 1174 | 1424 | 915 | 1103 | |
48 | 2233 | 2670 | 1335 | 1585 | 1898 | 1250 | 1500 |
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.


2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.

Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.
Читать также: Инструменты для изготовления ножей

Происхождения слова
Первое упоминание об этой фигуре встречается еще в трудах известного древнегреческого математика Евклида.
В его книге «Начала» этим термином описывается абсолютно любой четырехугольник, который не является параллелограммом.
Если кто не помнит, параллелограммом называют четырехугольник, у которого противоположные стороны параллельны. Выглядит эта фигура в классическом понимании вот так:
Интересно, что и всем известные фигуры – квадрат, прямоугольник (что это?) и ромб (это как?) – также являются частным случаем параллелограмма. Ведь действительно – у них противоположные стороны параллельны друг к другу.

И получается, что Евклид был в целом прав. Он просто поделил все четырехугольники на две большие категории – параллелограммы и трапеции.
Кстати, само слово ТРАПЕЦИЯ также имеет греческое происхождение. В древние времена оно звучало как «трапедзион». И в переводе это означает «обеденный стол». Поэтому слово «трапеза», которое у нас является синонимом любого приема пищи тоже родом оттуда.
Виды резьбы
На сегодняшний день существуют такие типы:
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
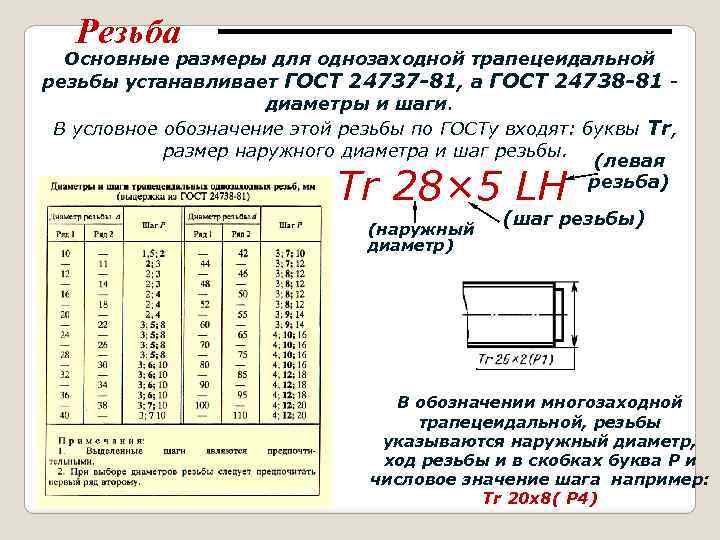
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
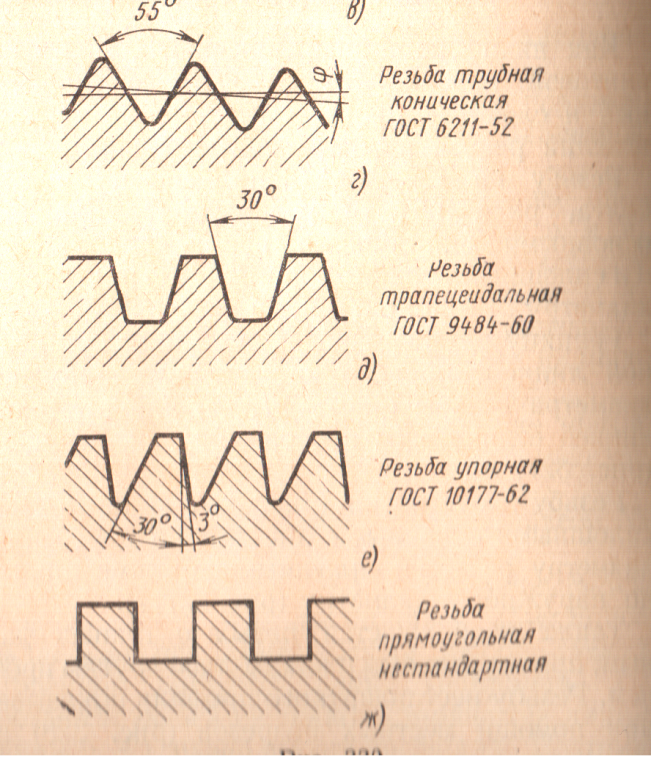
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
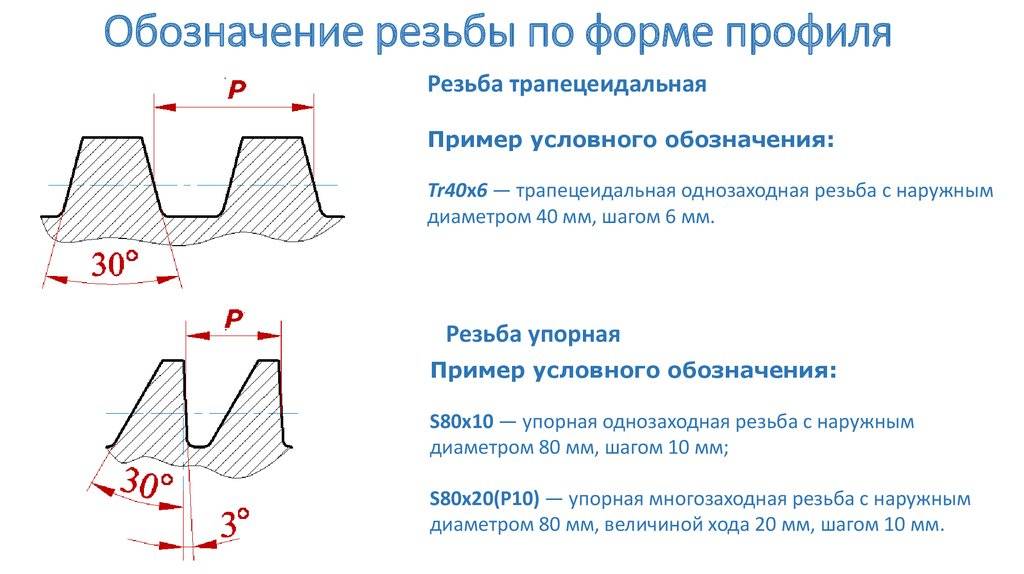
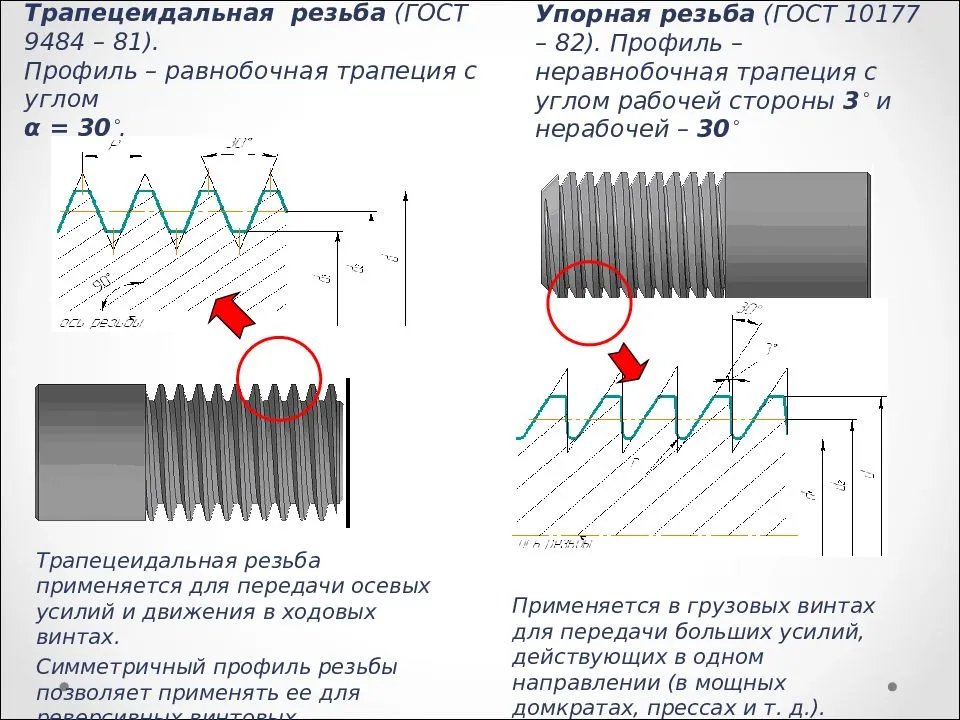
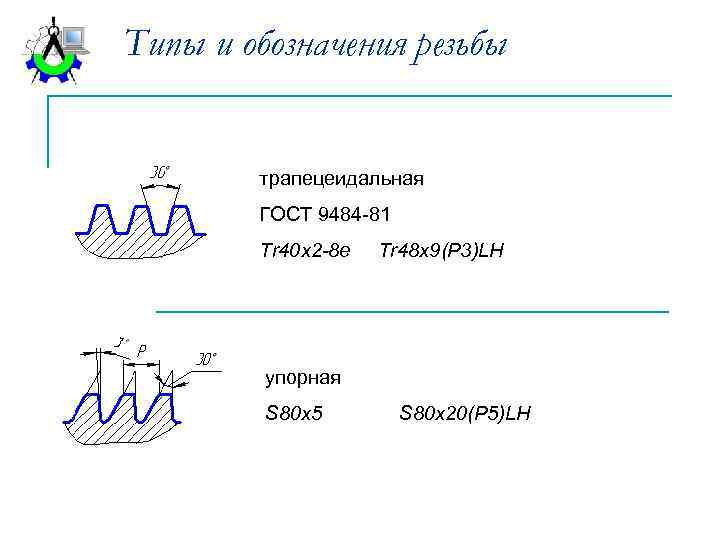
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая – на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения – домкраты и различные виды винтов.
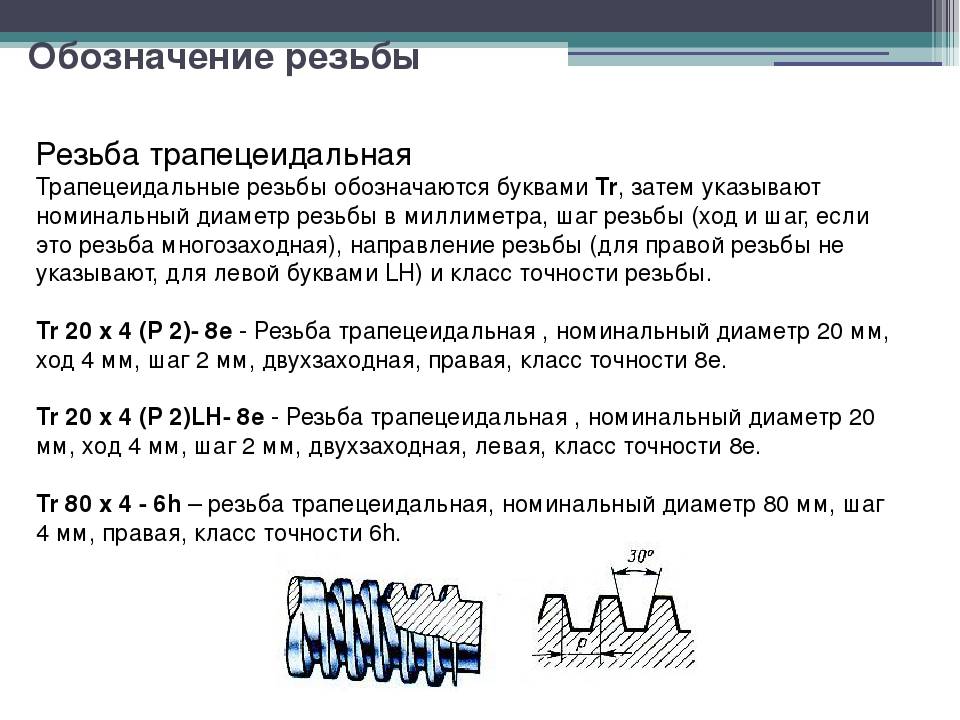
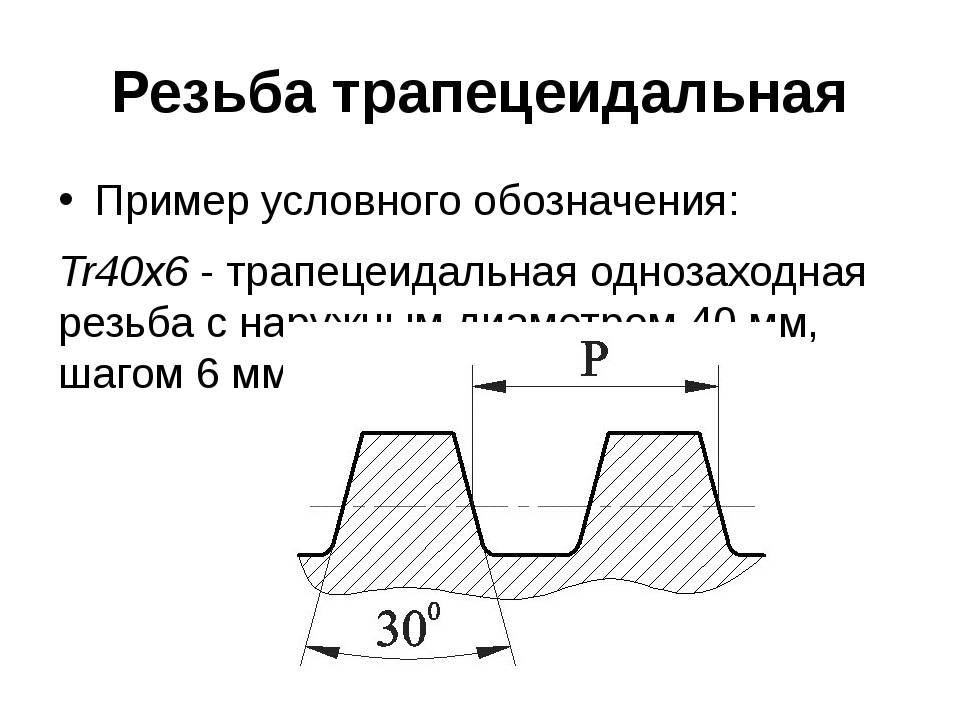
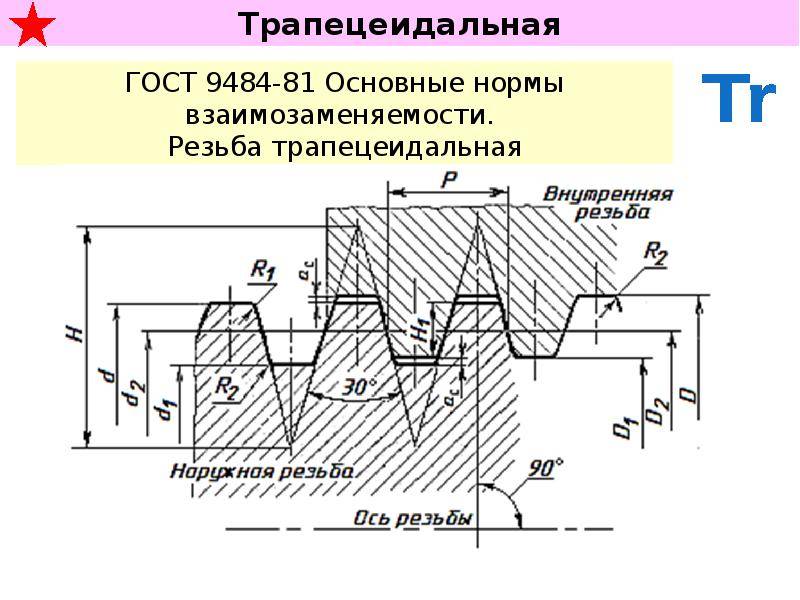
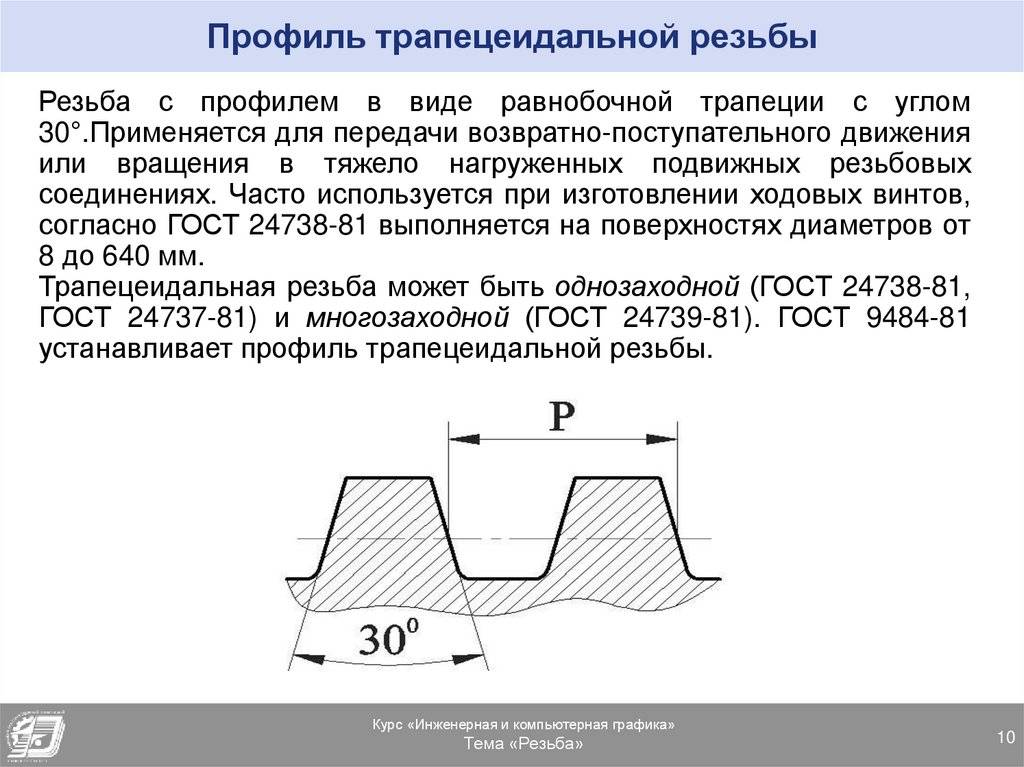
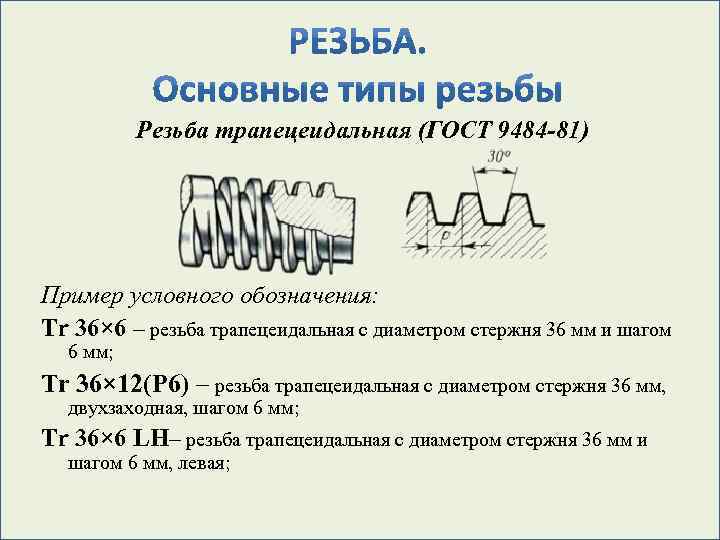
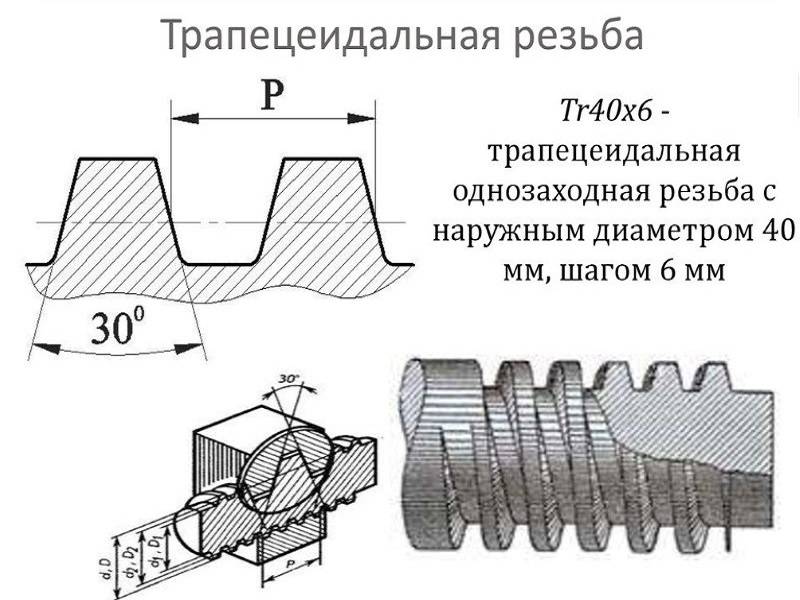
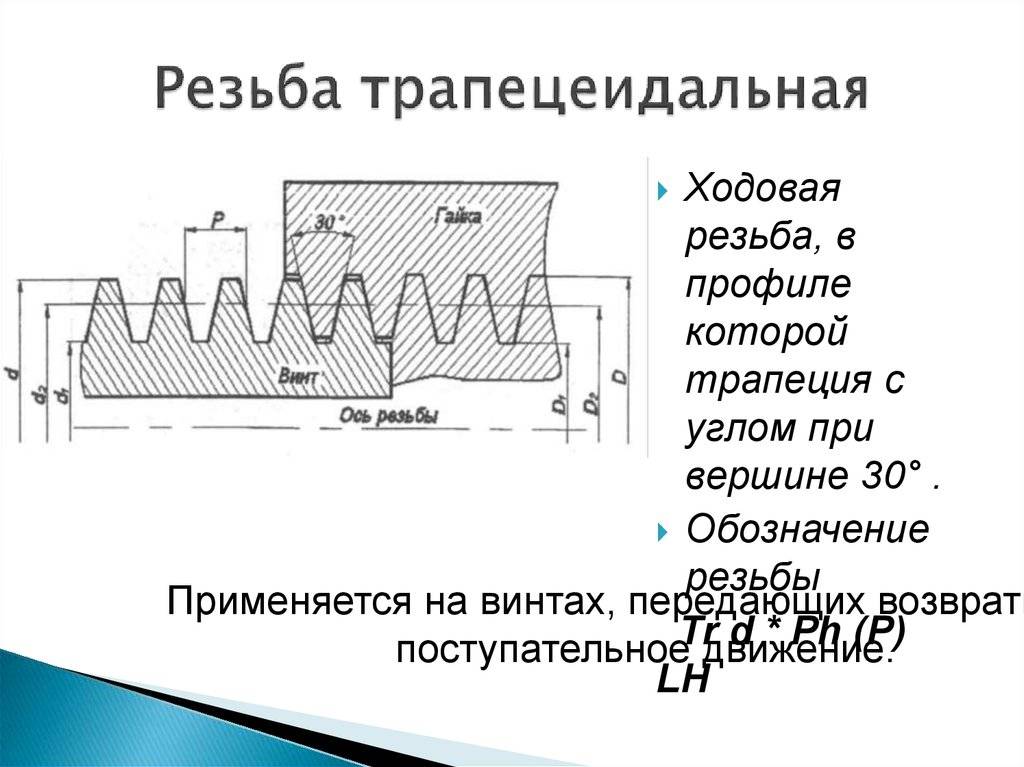
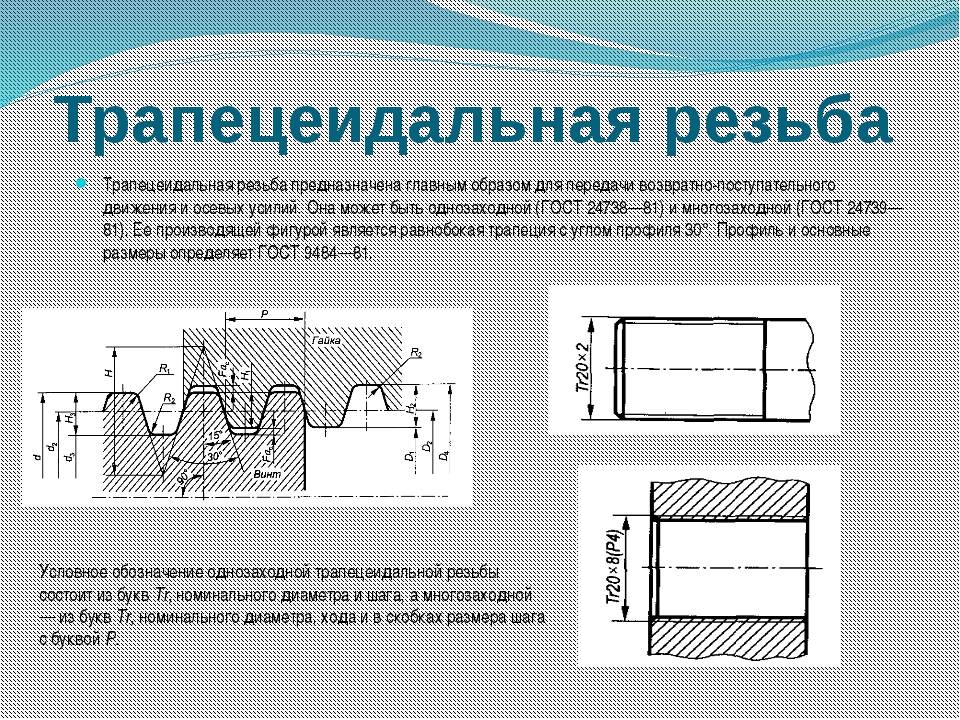
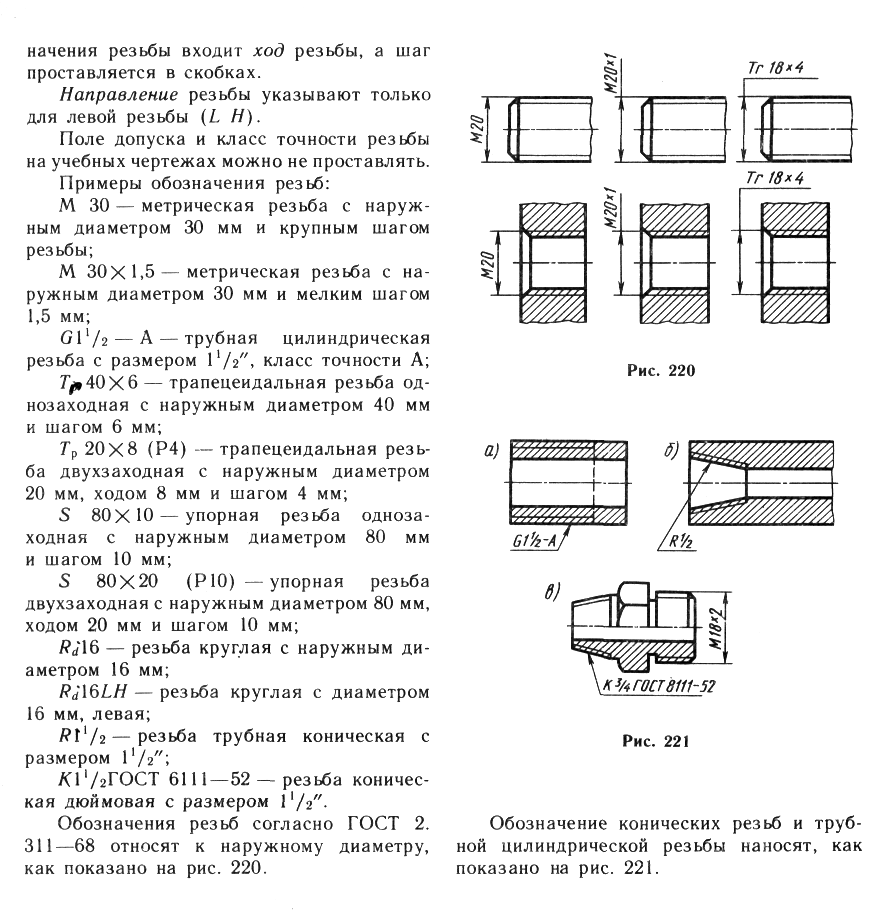
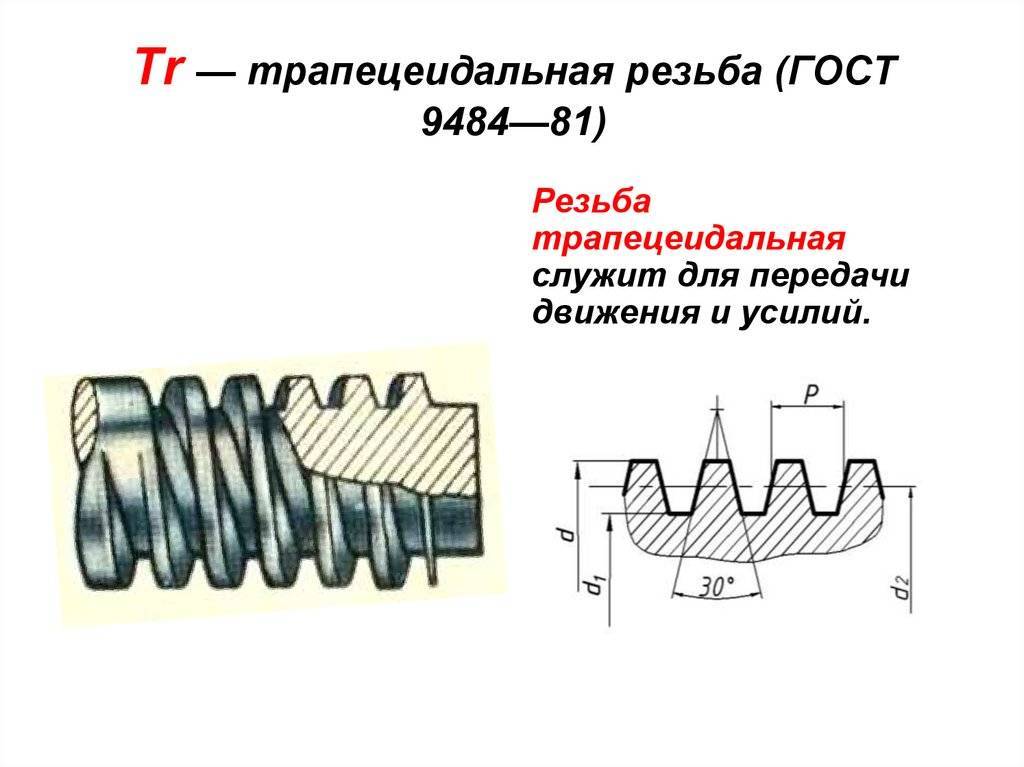
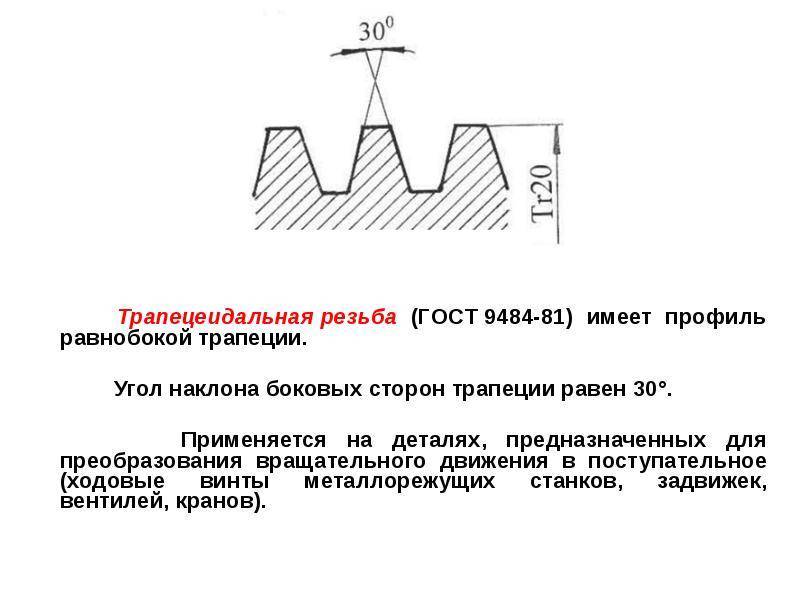
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.
Технология нарезания резьбы
Исходя из обозначенных характеристик, подбирают соответственный резец и режимы нарезания резьбы. До того как приступить к получению на поверхности детали винтообразной канавки треугольного, прямоугольного либо трапецеидального сечения нужно обточить заготовку до нужного поперечника.
Осуществляется данный вид работ стандартным проходным резцом на соответственных скоростях. В связи с частичным расширением металла при нарезании поперечник заготовки нужно сделать на 0,1 мм меньше требуемого поперечника будущей резьбы.
READ Как нарезать резьбу в титане метчиком
Последующий шаг – настройка станка, а конкретнее – гитарного механизма, регулирующего скорость подачи резца. При помощи соответственных таблиц зависимо от хотимого шага нужно выполнить установку нужных зубчатых колес. После чего можно нарезать резьбу на токарном станке.
Для этого в резцедержатель устанавливают резьбовой резец с нужным углом заточки и употребляют для его управления ручку подключения суппорта к ходовому винту. Благодаря данному приспособлению вершинка режущего инструмента производит спиральное движение вдоль поверхности детали, равномерно проход за проходом углубляясь на требуемую глубину до получения полного треугольного профиля.
Для получения наибольшего свойства изготавливаемой резьбы не запамятовывайте временами смазывать поверхность детали машинным маслом. Это понизит шероховатость и отчасти охладит обрабатываемый стержень. Более тщательно поглядеть технологию получения резьбы на токарном станке можно на предлагаемом
Трапецеидальная резьба – свойства и способы нарезания
Наиболее широкое применение нашли трапецеидальная резьба и прямоугольная резьба, они применяются при изготовлении разнообразных винтов, например ходовых винтов металлорежущих станков, винтов прессов и различных подъемных устройств, а также червячных передачах.
Если прямоугольная резьба имеет профиль в виде прямоугольника, то трапецеидальная резьба имеет вид равнобокой трапеции. Данная резьба может иметь угол профиля, который равен 15,24,30 и 40 градусам. Во время работы винта возникают естественные силы трения, которые вызваны наличием смазки, шероховатостью поверхности, материалов, из которых изготовлены детали, а также величины угла профиля. Если у прямоугольной резьбы, у которой угол профиля равен нулю, будет меньший коэффициент трения, то трапецеидальная резьба выигрывает в том, что у нее радиальные зазоры могут определяться посадкой по среднему диаметру, в то время как у прямоугольной они определяются по наружному или внутреннему диаметру.
Если проводить сравнение указанных резьб с точки зрения сложности выполнения, то трапециевидная резьба проще в изготовлении, поэтому и применяется намного чаще. Наиболее часто она изготавливается с углом профиля в 30 °.
Трапецеидальная резьба имеет технологический процесс нарезания практически сходный с изготовлением прямоугольной. Возникают некоторые особенности нарезания, которые зависят от размера чистоты поверхности и ее точности.
Существует несколько методов нарезания указанного вида резьбы.
Нарезание резьбы одним резцом:
- проводится замер заготовки и проточка канавки для выхода резца;
- в соответствии с существующим шаблоном, проводится заточка чистового резца;
- проводится точная установка резца и его закрепление, при этом он должен находиться на линии центров и быть параллельным оси нарезаемой резьбы;
- наладка станка и подача резца для нарезания профиля резьбы;
- проводится проверка полученного профиля с помощью шаблона, а также среднего диаметра резьбы.
Нарезание резьбы тремя резцами:
- проводится подготовка заготовки;
- затачиваются три резца – прорезной прямой, прорезной узкий и профильный;
- проводится установка прорезных резцов и надежное их закрепление. В зависимости от угла подъема, они располагаются либо перпендикулярно к сторонам винтовой канавки, либо параллельно оси резьбы и должны находиться на высоте линии центров.
На некоторых производствах получил распространение следующий способ, при помощи которого изготавливаются винты с трапецеидальной резьбой:
- производится наладка оборудования для выполнения данной операции;
- проводится прорезка канавки до половины необходимой глубины при помощи прорезного резца;
- применяя узкий прорезной резец, проводится дальнейшее прорезание канавки до размера внутреннего диаметра;
- используя профильный резец, проводится окончательное нарезание трапецеидальной резьбы;
- выполняется проверка выполненной работы, для чего применяют резьбовой калибр и шаблон.
Таким образом, мы рассмотрели основные способы выполнения данного вида резьбы. Теперь рассмотрим подробно, как практически выполняются работы по нарезанию трапецеидальной резьбы:
- Необходимо подготовить заготовку для проведения указанного вида работ.
- Следуя схеме обработки, необходимо провести заточку профильного чернового, канавочного и чистового резцов.
- Провести все необходимые наладки оборудования для выполнения данного вида работ.
- При помощи первого профильного резца на 85% глубины нарезать трапецеидальную канавку.
- Провести обработку дна канавки канавочным резцом.
- Провести окончательное нарезание и зачистку боковых сторон полученного профиля.
- Проверить при помощи шаблона и калибра качество выполненной работы.
Как видите, все достаточно понятно и легко реализуемо.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.