

Как это работает?
Если алюминиевая фольга снаружи, то перед сваркой элементов её удаляют. Внутри изделия алюминий тоже удаляется, так как нужно исключить контакт воды с металлом. Если этого не сделать, то в системе могут возникать электрические потенциалы, которые в процессе эксплуатации будут разрушать армирующую плёнку. Это изменит свойства изделия, что негативно отразится на работе системы в целом – полипропиленовые трубы расслаиваются, появляются протечки.
Если изделие армировано стекловолокном, то зачистка не потребуется. Сетка находится во внутренней части, так что снаружи она не контактирует с фитингом, а вода ей не страшна.
Принцип действия торцевателя для металлических труб
Основная задача, которую выполняет любой торцеватель, заключается в минимизации зазоров, что возникают при подгонке различных элементов ручным способом. Стоит понимать, что они появляются в любом случае, каким бы профессиональным и опытным не был мастер. Также дополнительно торцеватели позволяют сделать сварное соединение труб эстетичным во внешнем его виде.
Специалисты отмечают, что в зависимости от угла взаимного наклона, а также диаметра труб, их соединение может происходить по параболической, дуговой и прямой линии. Именно поэтому, осуществляя только лишь анализ имеющейся ситуации, невозможность четко определить, какое конкретно сопряжение будет наиболее удачным. Данную программу обычно решают при помощи программного 3D-моделирования. Для этого используют всем известные и популярные программы, такие как КОМПАС и AutoCAD. Но на практике их применение довольно узкое ввиду того, что для работы с ними нужно иметь соответствующие знания и оборудование.
Когда происходит серийное производство труб, то в таких случаях используется специальный фрезерный станок, оснащение которого является делительная головка. Такой метод имеет весь хорошую точность выполнения, но подобное оборудование в домашних условиях практически ни у кого не встречается.
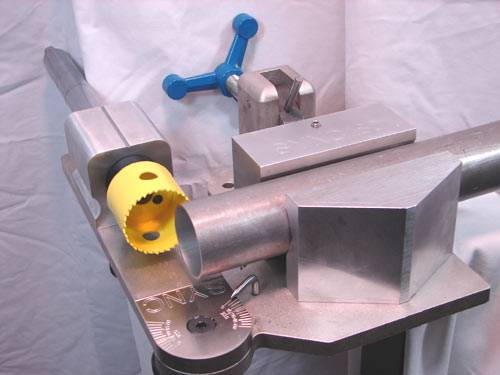
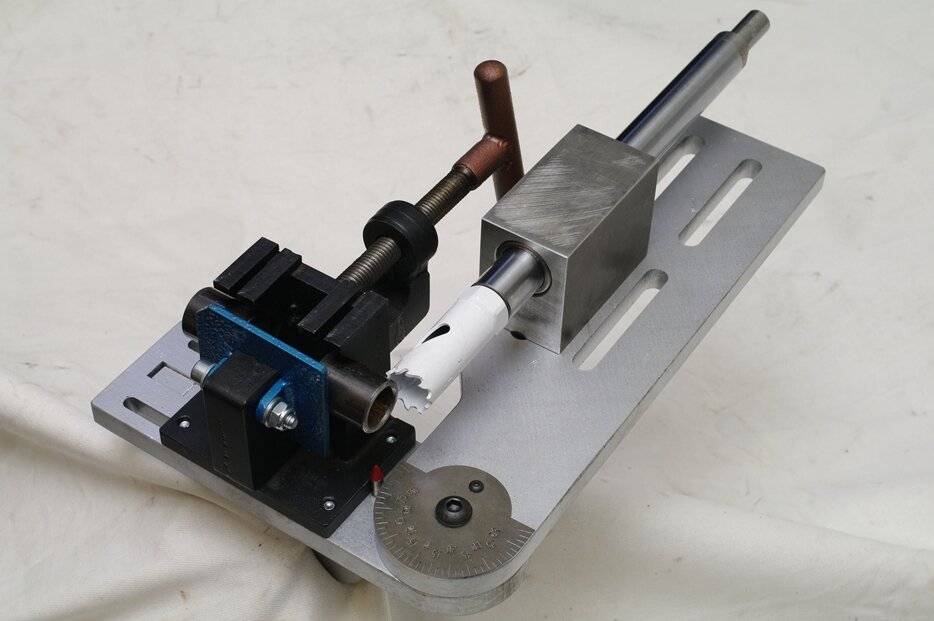
В это же время в качестве альтернативы используется обычная мощная дрель (до 1000 Вт) и корончатая резьба. Данный способ также позволяет отшлифовать торцы труб соответствующим образом. Обычный торцеватель для труб состоит из нескольких важных элементов, которые и влияют на его эффективность использования.

Среди них специалисты выделяют такие:
- Вал. На одном его конце расположено посадочное место для патрона дрели, а на втором — посадочная зона под корончатую фрезу;
- Узел с подшипниками. В нем вращается вал, вследствие чего он получает необходимую жесткость;
- Корпус. Иногда на нем располагаются тиски для осуществления зажима трубчатой головки;
- Поворотное приспособление. Оно создано для того, чтобы в конкретных условиях расположить заготовку под тем углом, который является необходимым;
- Регулировочный винт. Он позволяет откорректировать настройки приспособления.
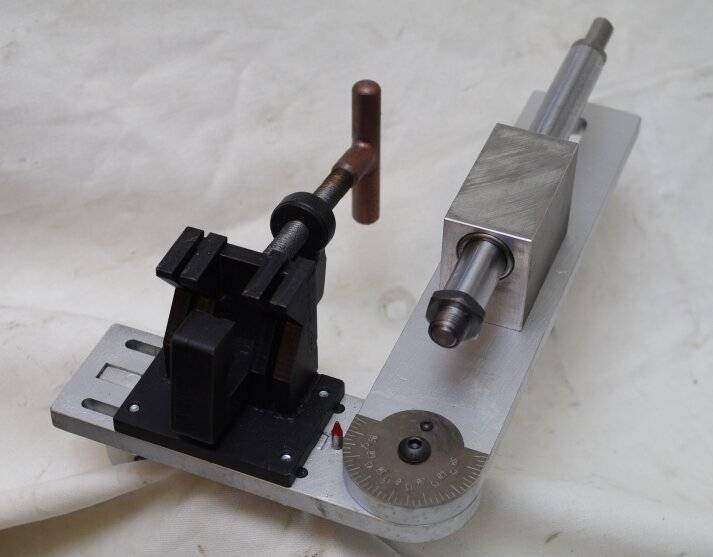
Торцеватель для металлических труб позволяет осуществить сопряжение изделий, диаметр которых находится в пределах от 6 до 75 миллиметров. Этого в большинстве случаев является достаточно. Изменение углов находится в диапазоне от 45 до 2100. При этом чаще всего корончатая фреза в комплект инструмента не входит. Ее необходимо приобретать отдельно.
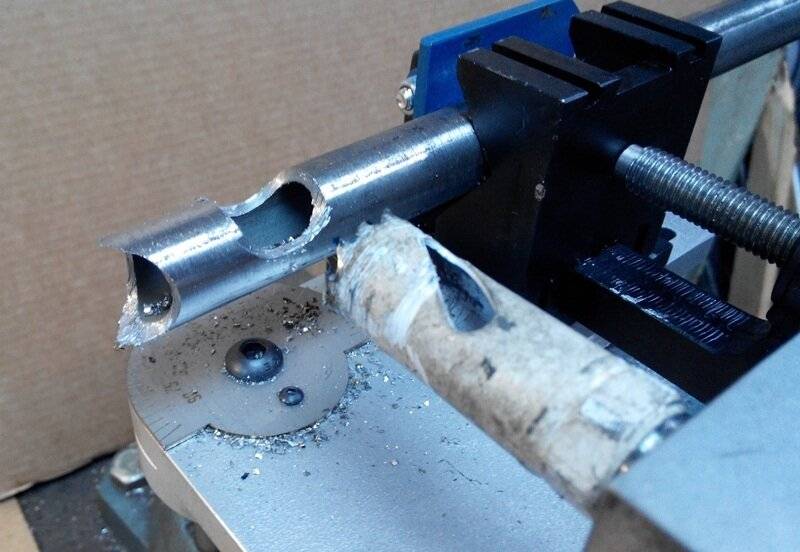
При работе с длинными трубами
Для того чтобы обработать длинные трубы, нужно использовать ручные торцеватели, имеющие цепной зажим. Короткие же изделия требуют всего лишь совмещения в одном узле опорной и направляющей части устройства. Для того чтобы обеспечить при работе должный уровень безопасности, используются стопорные кольца. Они предназначены для того чтобы ограничить продольное перемещение вала.
Будет интересным: Как самостоятельно устранить шум и гул в трубе водоснабжения
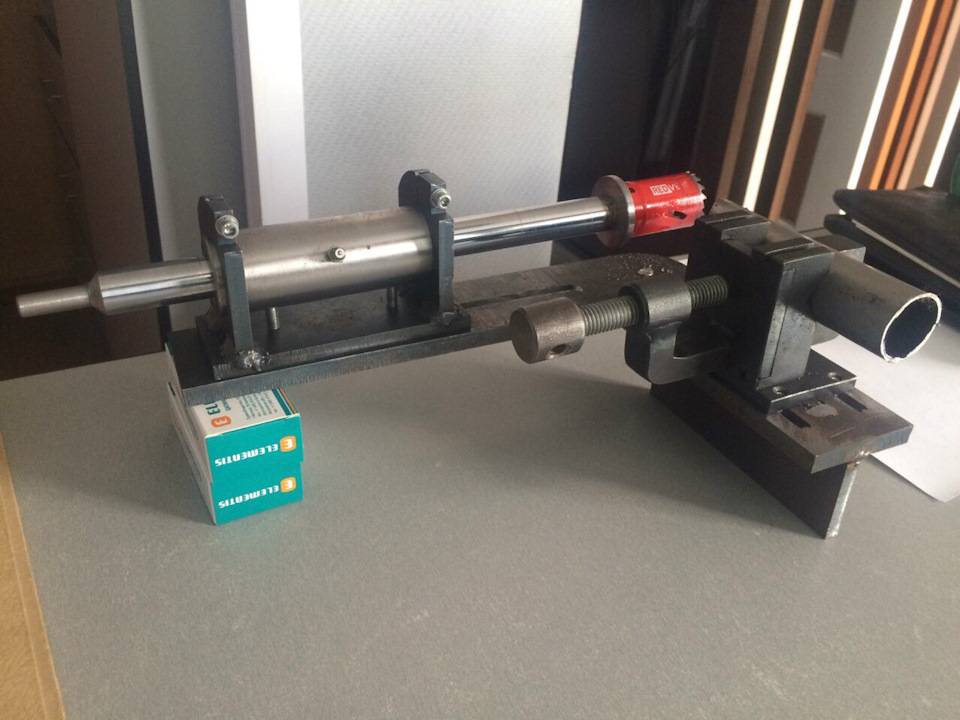
Считается, что в плане своей конструкции наиболее сложной деталью торцевателя считается вал. Связано это с такими факторами, как:
- Вал должен перемещаться в продольной плоскости только лишь в соответствии с врезанием фрезы в металл трубы;
- Во время фрезеровки происходят вибрации, которые связанны с довольно резким колебанием вращающегося момента базового электрического инструмента.
Вследствие вышеперечисленных причин производитель изготавливает вал полированным. Также данный элемент имеет скользящую посадку. Применяемые в нем подшипники относятся к игольчатому типу. Вследствие этого они допускают компенсирование, как осевых, так и радиальных нагрузок.
Стоимость торцевателя по металлу может быть разной. Зачастую цена находится в пределах от 8 до 50 тысяч рублей. Стоит отметить также то, что практически все торцеватели для труб изготовляемых типов, являются весьма компактными. Они могут закрепляться прямо в патроне токарного станка. Таким же образом крепится и электрическая дрель. Если нужно обрабатывать трубы с малым диаметром, то приспособление можно упирать во что угодно.
Особенности материала
При выборе способа зачистки нужно рассмотреть торец трубы. В стандартных разводках для холодного и горячего водоснабжения, отопления армирующий слой находится посередине, между наружной и внутренней прослойками. В старых моделях он расположен ближе к наружной части, защищен от внешних воздействий тонким слоем полимера. Его основная функция заключается не в повышении надежности, а в уменьшении теплового расширения трубопровода.
Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
- Внутренняя армирующая прослойка не удалится, а только зачищаются торцы. Это нужно для пайки полипропилена.
- При внешнем слое алюминия необходима полная зачистка поверхности на глубину до 2 мм. Фольгированный слой в месте соединения с муфтой удаляется полностью.
- Трубы без армирования зачищать или торцевать не надо.
Удаление части алюминиевой фольги нужно для всех типов покрытий – однородных и с перфорацией. Причина – металл нагревается и остывает быстрее, чем пластик. В зоне контакта может возникнуть неоднородная кристаллизация на границе с алюминием, что приведет к потере механической стойкости.
Совет: перед началом зачистки трубы должны пролежать в помещении при комнатной температуре 5-6 часов.
Инструменты для работы
Монтажный процесс армированного трубопровода начинается с подготовки инструмента. Зачистку для полипропиленовых труб можно приобрести в собственность, взять в аренду или у знакомых монтажников.
Инструмент для зачистки полипропиленовых армированных труб
Производители выпускают торцеватели ручного и механического типа. Выбор приспособления рекомендуется выполнять, учитывая объем работ и навыки монтажника.
Инструмент ручного типа лучше использовать не опытным людям. Такие торцеватели для полипропиленовых труб позволяют проводить высокоточные и подконтрольные операции. Механический инструмент поможет ускоренно выполнять большое количество работ.
Лучше использовать нержавеющие шейверы для полипропиленовых труб. Эти устройства позволяют делать срез без заусенцев.






При ручной обработке лучшее использовать двусторонний инструмент, позволяющий осуществлять зачистку двух трубных изделий разного диаметра. Эти устройства обычно оснащаются съемными ручками в виде двух стержней.
Рекомендуемый набор
Для монтажа армированных полимерных систем понадобятся следующие приспособления:
- карандаш или маркер для разметки глубины удаляемого слоя;
- резак или специальные ножницы для отрезки части ПП трубопроката;
- калибр для восстановления геометрии и зенкер для удаления фасок и заусенцев с тортов;
- трубогиб или кондуктор, когда требуется по проекту изгибать трубы под определенными углами и с радиусами, не превышающими допустимые значения;
- торцовки для полипропиленовых труб в виде зачистных муфт, торцевателей или шейверов для удаления металлического слоя.
Инструмент в виде торцовки для полипропиленовых труб подбирается в зависимости от особенностей армирования изделий и финансовых возможностей исполнителя.
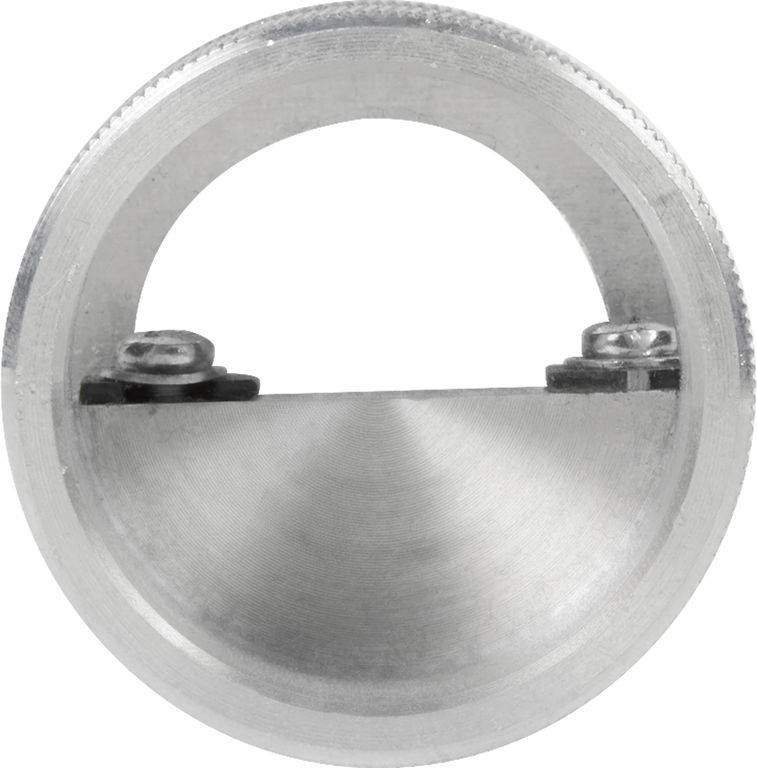
Зачистные муфты имеют лезвия, расположенные посередине. Приспособления надеваются на торцы трубопроката и поворачиваются по ходу движения часовых стрелок. Они позволяют аккуратно и достаточно быстро удалить внешний слой из алюминия.
Торцеватели с внутренними лезвиями позволяют после 2-3 оборотов сделать ровный срез. Этот вид инструмента удаляет на глубину от 1 до 2 мм алюминий, расположенный в середине трубной стенки. Торцевателями при необходимости можно обрабатывать не усиленные полимерные трубопроводы.
Шейверы выпускаются для труб различного круглого сечения. Инструмент нередко используется, как насадка на электродрель. При таком применение необходимо обязательно контролировать обороты электрического инструмента.
Шейверы производятся для снятия алюминиевого слоя, расположенного снаружи и внутри трубной стенки.
Зачем нужна зачистка?
Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации.
Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
- Удаление фольгированной прослойки на участке пайки не снизит максимальное значение давления.
- Если это не сделать, возможно постепенное разрушение стыка. Риск возрастает при частых гидравлических ударах в системе водоснабжения.
- Старые модели полипропиленовых труб имеют наружный слой из фольги. Их диаметр больше стандартного на 1,8-2 мм. Без зачистки патрубок не встанет в раструб муфты.
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.
Важно: температура нагрева для патрубков разных диаметров одинакова – до +280°С. Время контакта с паяльником – от 5 сек (16 мм) до 80 сек (160 мм).
ТКС. Сварка полиэтиленовых труб в раструб,

Технологическая картасварки (ТКС) разработана на сварку полиэтиленовых труб враструб.
ТКС предназначена дляознакомления рабочих и инженерно-технических работников с правиламипроизводства работ, а также с целью использования при разработкепроектов производства работ, проектов организации строительства,другой организационно-технологической документации.
2.ОБЩИЕ ПОЛОЖЕНИЯ
Соединение пластмассовых труб сваркой
При соединениипластмассовых труб используют контактную стыковую или раструбнуюсварку, а также сварку нагретым газом с применением присадочногоматериала.
Подготовка труб к сваркеначинается с проверки сопроводительной документации на трубы(сертификатных данных). Марка, материал и качество труб должнысоответствовать требованиям, принятым в проекте. Затем наспециально оборудованной площадке (летом) или в помещении сположительной температурой (зимой) трубы осматривают и подбирают ихпо диаметрам, толщинам, партиям поставки.
Трубы с дефектами,овальностью более 10%, трещинами, задирами, царапинами глубинойболее 0,5 мм отбраковывают. Трубы с овальностью более допустимой(10%), ведущей к смещению кромок при сборке более чем на 10% оттолщины стенок, но не более 1,2 мм, можно исправить путемкалибровки на специальном приспособлении.
Трубы с трещинами илидругими повреждениями на концах могут быть использованы послеотрезки поврежденных мест. В этом случае место отрезки должнонаходиться на расстоянии не менее 50 мм от края повреждения.
Для соединения отбираюттрубы из одной партии поставки, что позволяет уменьшить влияниесвойств материала на качество сварки и подобрать трубы состабильными размерами. Недопустимо соединять трубы из полиэтиленавысокой (ПВП) и низкой (ПНП) плотности, полиэтилена и полипропилена(ПП).
Следующий этап подготовкитруб к сварке — очистка концов труб от грязи, масла, краски, атакже поверхности труб снаружи и внутри на расстоянии от конца неменее чем на 30 мм.
Грязь удаляют водой с применением волосяныхщеток и последующей протиркой поверхности ветошью до сухогосостояния. Соскабливать загрязнения металлическими щетками иинструментом не допускается.








Затем концы трубобезжиривают ацетоном, уайт-спиритом.
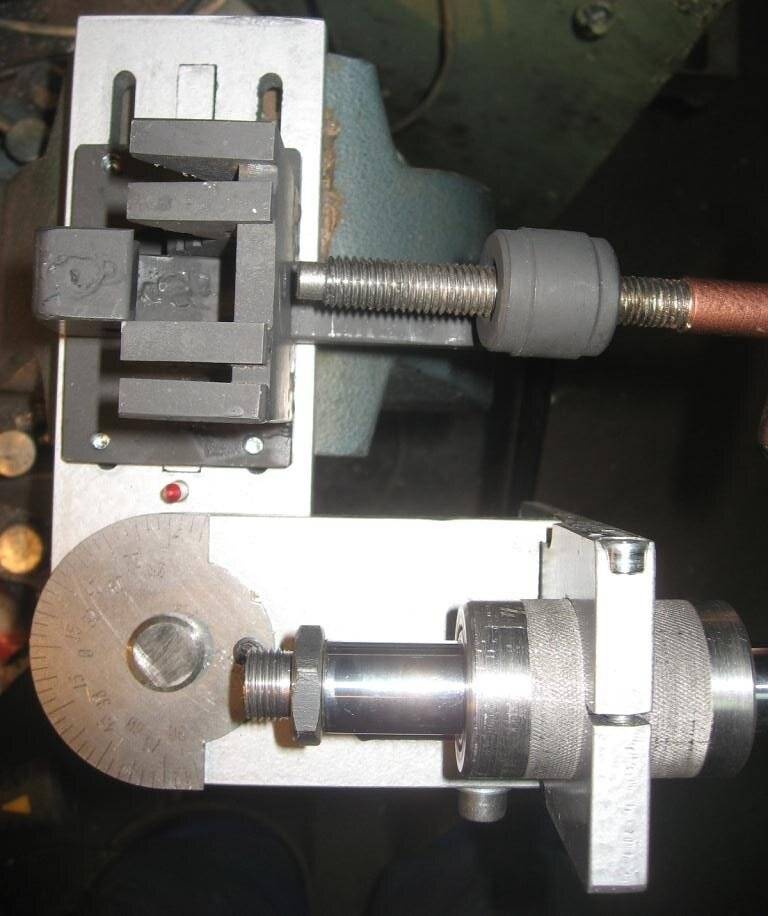
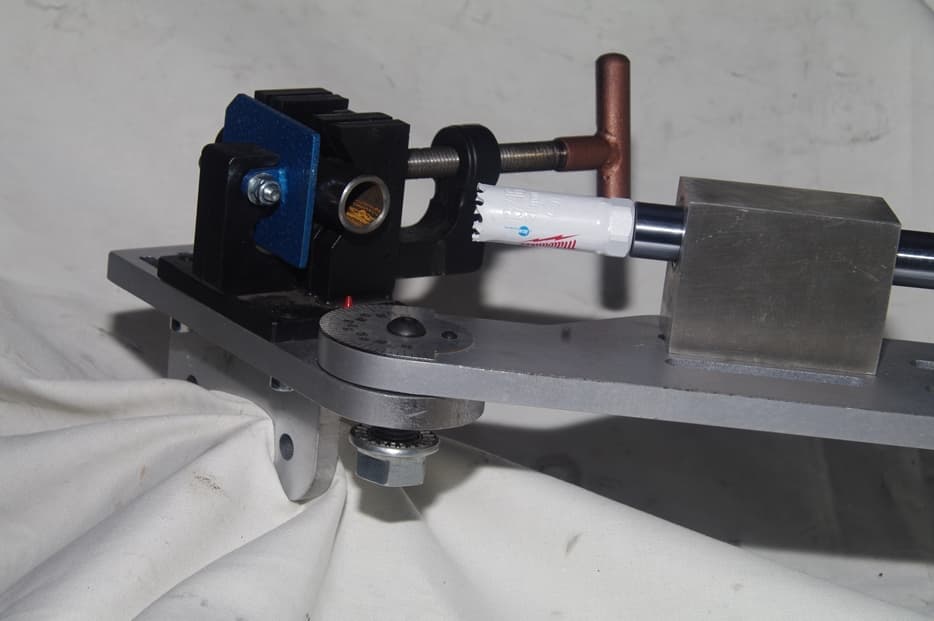
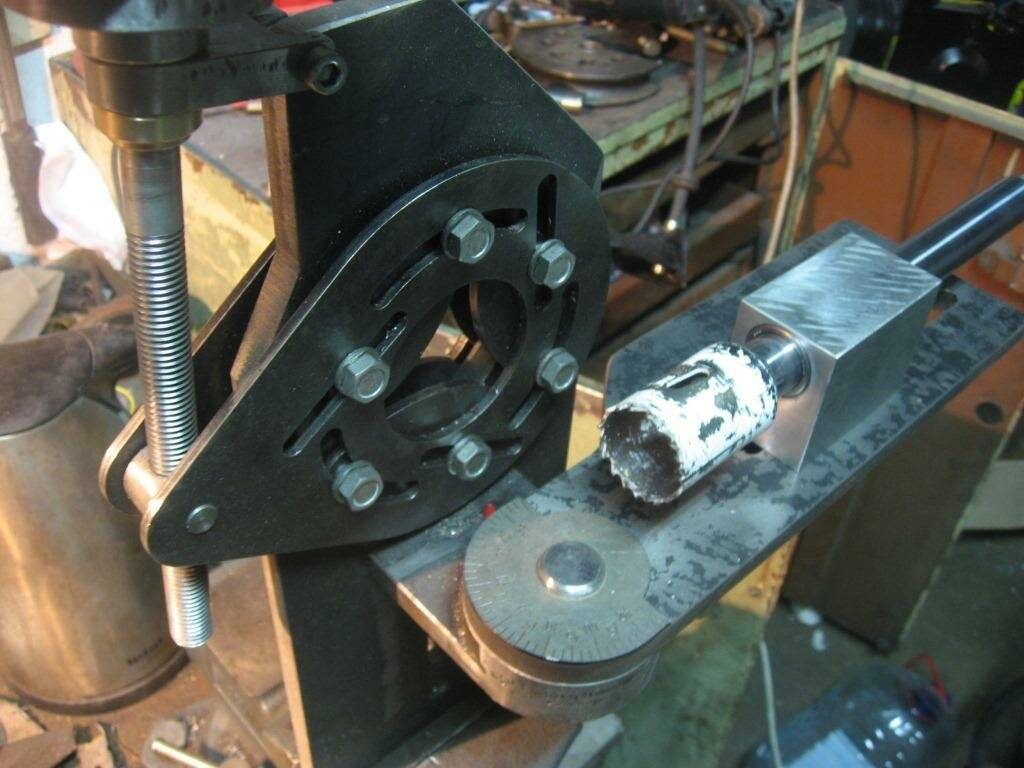
Поврежденный иподвергшийся воздействию солнечной радиации поверхностный слойвыравнивают и снимают зачисткой торцов (торцовкой) путем обрезкиили фрезерования острым инструментом или специальным устройством(рис.1
). Толщина удаляемого слоя не менее 1…3 мм.
Торцызачищают непосредственно перед сваркой (но не ранее чем за 6…8 ч досварки), чтобы свариваемые поверхности не окислялись и незагрязнялись.
Рис.1. Устройство для торцовки и снятия фасок
Контактную стыковую ираструбную сварку выполняют путем нагревания до расплавленияматериала с последующим сдавливанием соединяемых поверхностей иохлаждением стыка под давлением. Контактную сварку выполняют притемпературе воздуха не ниже -10 °С для ПНП и ПВП и 0 °С — дляПП.
Контактную стыковуюсварку осуществляют следующим образом. После подготовки трубыукладывают и центрируют одна относительно другой, далее вводятнагревательный элемент, который оплавляет торцы труб. Затемнагревательный элемент удаляют и трубы соединяют под давлением,выдерживая их до охлаждения стыка.
Контактную сваркуразделяют на механизированную и ручную.
Механизированную сваркувыполняют на сварочных установках, обеспечивающих высокую точностьподдержания технологического режима и высокое качество сварки.Сварочная установка (рис.2, а
) состоит из зажимов длязакрепления концов труб2 больших диаметров инагревательного элемента3 , подвижно закрепленного наосновании установки. Нагревательный элемент, как правило, снабженэлектрическим нагревом. Для этого в его диск вмонтирован тепловойэлектрический элемент (ТЭН), который питается от блока напряжением36 В.
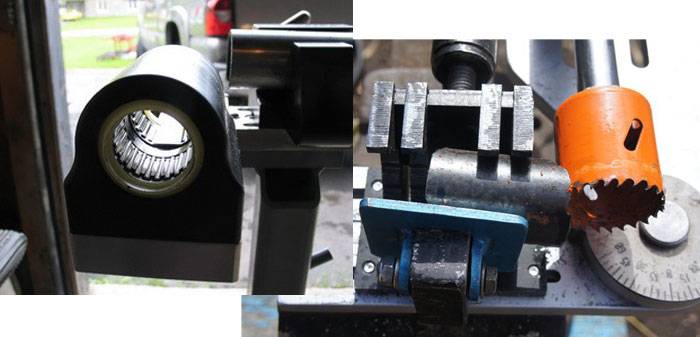
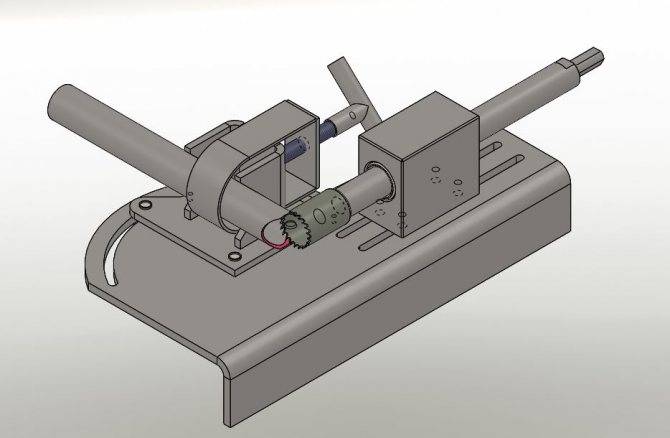
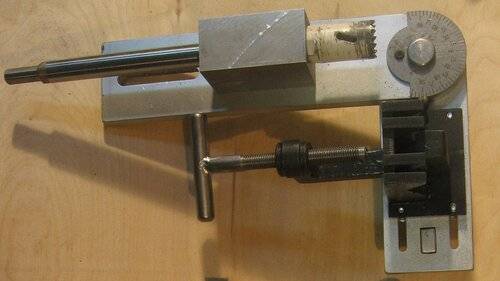
Торцеватели домашнего изготовления

В силу своих функциональных особенностей торцеватель для металлических труб может стоит довольно больших денег, от чего возникает желание сэкономить. Самым экономным вариантом считается производство инструмента самому. При должной подготовки можно сделать хорошую, рабочую модель, но даже при всех стараниях полученный результат будет уступать аналогу, который производится для массовой продажи.
Для производства могут использоваться самые разные материал, главное, чтобы они были способны выдержать определенные условия, а детали исправно выполняли свои функции. Чтобы собрать торцеватель своими руками нужно собрать следующие детали:
основание, форма, размер зависит от личных нужд и соотношения к верстаку, рабочему столу.
кронштейн, по форме он должен напоминать латинскую букву L и иметь продольные пазы, три штуки.
ползунки с двумя винтами: зажимный, регулируемый;
сменяемая зажимная лапка;
скобы для закрепления лапки к ползушк;
подшипниковое узловое крепление;
опорный рычаг;
вал.
Если постараться, то можно получить вполне эффективную модель, причем сильно дешевле
Особое внимание стоит уделить качеству всех материалов и сборки отдельных деталей
Если какая-то деталь будет собрана неправильно или плохо, то под угрозой будет вся конструкция и итоговый результат торцевания. При возможности, перед сборкой, проконсультироваться с профессионалами, которые смогут дать полезные советы по поводу сборки.







Видеоролик с инструкцией по сборке торцевателя в домашних условиях
Размеры и стоимость
Сегодня в продаже можно встретить большое количество разновидностей инструментов, не исключением является и торцеватель. Стоимость данного инструмента варьируется от 300 рублей и до 1000. Разумеется, можно найти товар и по более высокой цене. Выбирая инструмент, необходимо внимательно осмотреть его состояние. Не должно быть никаких повреждений и заусенцев. Любой изъян может повредить трубу при ее помещении в торцеватель, или же труба может не войти в него вовсе. Не менее внимательно следует относиться к состоянию лезвий
Важно, чтобы они были изготовлены из стали, более мягкий материал может повредиться при контакте с алюминием или же не прорезать его
В продаже можно найти и сменные лезвия для инструмента. Разумеется, со временем и при частом использовании они могут придти в негодность. Заменить лезвия куда проще, чем покупать новый инструмент. Наибольшей популярностью сегодня пользуются торцеватели, предназначенные для труб следующих размеров:
- 20/25 мм;
- 32/40 мм;
- 50/63 мм.
Стоимость товара напрямую зависит от его размера. Так, торцеватель для небольших труб будет стоить гораздо дешевле, нежели аналог, предназначенный для труб с размерами 50/63 мм.
Полипропиленовые трубы за счет эксплуатационных параметров, эстетичного внешнего вида и удобства сборки, часто применяются в монтаже инженерных коммуникаций.Благодаря технологии армирования увеличивается надежность и долговечность труб при сохранении всех технологических характеристик полипропилена, трубы по своим качествам не только сопоставимы с металлическими, но и превосходят их.
Однако для длительной и надежной эксплуатации системы трубопроводов необходима правильная обработка, зачистка концов при соединении.
Армированная труба представляет собой изделие с тремя слоями: двумя полипропиленовыми и одним усиливающим. Конструктивная армирующая оболочка обеспечивает сохранение прочности в случае резких температурных изменений.
Такой показатель – как коэффициент температурного удлинения на 6 % выше у труб с алюминиевым армированием, что увеличивает долговечность и надежность трубопровода, в котором используются армированные трубы.
Присутствие алюминиевого слоя в полимерной трубе позволяет поддерживать высокие температуры и предотвращает разрыв коммуникаций в системе. Температурные скачки компенсируются за счет гибкости армирующей основы. Армирование выполняется двумя способами:
- С помощью стекловолокна.
- С помощью алюминиевой фольги.
Выпускаются армированные изделия как с цельным полотном алюминиевой фольги, так и в виде сетки с перфорациями. Вязкий полимер протекает через алюминиевые отверстия, и создает прочное сцепление с защитным слоем, увеличивая надежность трубных изделий даже при повышенных высокотемпературных нагрузках.
Способы и технология зачистки
Приступая к монтажу армированных труб, необходимо предварительно подобрать инструмент для зачистки. Это могут быть, как ручные, так и механические приспособления.
Инструменты для работы
Зачистка из пропиленовых труб выполняется либо с помощью ручных приспособлений, либо посредством механических насадок. Выбор определяется навыками исполнителя, опытом и масштабом работы.
Когда работа выполняется впервые, то правильнее будет остановиться на ручных инструментах. Это позволяет контролировать процесс и выполнить зачистку более точно. Механические приспособления применяются чаще для выполнения более масштабных объемов работы.
Чтобы получить ровный, обработанный срез, для зачистки рекомендуется выбирать приспособления из нержавеющей стали, изготовленные методом опрессовки.
Для ручной зачистки применяются двухсторонние инструменты, что позволяет осуществлять зачистку труб разных диаметров. Для удобства в работе предусмотрены съемные ручки.
Потребуются инструменты:
- Карандаш для нанесения разметки уровня слоя, который нужно убрать;
- Ножницы или резак. С их помощью отрезается участок трубы;
- Калибр с зенкером. Калибр помогает восстановить геометрию трубопровода, ровняет место среза, а зенкер делает фаску и убирает лишние заусенцы;
- Кондуктор или трубогиб. Если необходимо делать по проекту углы поворота, то с помощью таких механизмов, труба гнется под определенным радиусом;
- Зачистные муфты. Чтобы убрать металлическую оболочку на трубу надевается муфта. И при ее повороте, находящиеся посредине лезвия убирают внешний слой алюминия. Съемные ручки делают этот процесс быстрым и аккуратным;
- Торцеватель. Лезвия находятся во внутреннем торце приспособления. Идеальный срез получается после нескольких оборотов торцевателя по трубе. Его лезвия убирают средний слой внутри трубы. Процесс выглядит так: надевается торцеватель, делается несколько оборотов, и можно сразу приступать к пайке. Пользоваться торцевателем можно для обработки обычной пластиковой трубы без усиливающего слоя;
- Шейвер. Бывает разным по калибру, в зависимости от диаметра трубы. Обработка выполняется при помощи дрели, на которую вместо биты устанавливается насадка. При этом обороты дрели необходимо тщательно контролировать. Насадки удаляют, как внутренний, так и наружный слой фольги. Выбирать насадку следует в соответствии с типом армирования трубы. После обработки шейвером, можно к дальнейшей работе.
Способы зачистки
Способы зачистки различаются в зависимости от способа армирования, и, соответственно, от того, где располагается укрепляющий армированный слой: снаружи или внутри. Каждый способ зачистки выполняется разными инструментами.








Зачистка внешнего слоя
Если усиление трубы идет за счет нанесения внешнего армирующего слоя, соединение с помощью фитингов возможно только, когда этот внешний слой расплавить, а потом зачистить.
Пренебрегая зачисткой, расплавленная алюминиевая фольга не сможет сцепиться с полипропиленом, и соединение будет ненадежным. Суть зачистки — очищение верхнего слоя на глубину, которая необходима для хорошего сцепления с полипропиленом. Работа выполняется с помощью муфт.
Зачистка внутреннего слоя
В этом случае зачистка необходима, чтобы не допустить взаимодействия алюминия с водой, и как следствие, развития электрохимических процессов, которые разрушат алюминиевый слой в местах соединения трубы с фитингом.
Приступаем к зачистке
Если опыта мало, и планируется зачистка своими руками, лучше воспользоваться ручными инструментами. Работа не требует владения специальных навыков, поэтому новичок с помощью предварительных рекомендаций сможет легко удалить армирующий слой.
Чтобы зачистить край трубы, подбирается муфта необходимого диаметра, фиксируется на трубе, и поворачивается с помощью ручек несколько раз.
На данном этапе – зачистка выполнена, есть ровный край среза.
Ножи удаляют фольгу на глубину около 2 мм всего за несколько секунд.
Справиться с такой задачей может и один человек, использование особых знаний, навыков, дорогостоящего оборудования не нужно, при этом всегда есть возможность демонтажа соединения в случае необходимости.
Армирование
Полипропилен — материал, имеющий массу достоинств, но наряду с ними и некоторые особенности. При выборе его для дома, прежде всего для систем горячего водоснабжения и отопления, их необходимо учитывать.
Основных момента, про которые нужно помнить, два:
- Ограниченная сверху 95-ю градусами рабочая температура . Хотя по действующим стандартам температура воды в инженерных системах многоквартирного дома и ограничена теми же 95 С, фактически при определенных обстоятельствах это значение может быть превышено. Это скорее форс-мажор, но такое бывает.
- Большой коэффициент теплового расширения . Гибкость полипропилена позволяет в большой степени компенсировать тепловое расширение, но есть ситуации, когда любые смещения трубы нежелательны. Возьмем хотя бы укладку полипропиленовой трубы под стяжку или штукатурку.
Армирование полностью решает вторую проблему и отчасти — первую. почти не расширяется при нагреве. Кроме того, при температуре, при которой начинает размягчаться, армирование удержит ее от деформации.
Виды армирования
В качестве арматуры для полипропиленовых труб обычно применяются два материала:
- Алюминиевая фольга — прослойка из алюминия толщиной от 0,1 до 0,5 миллиметра, расположенная снаружи трубы либо внутри нее, между слоями полипропилена. Способ ее соединения с полипропиленом — клей; она может быть цельной либо перфорированной.
- Стекловолоконная сетка . Если быть точным, то армированные стекловолокном трубы представляют собой трехслойную конструкцию, где внутренний и наружный слои — полипропилен, а средний — смесь из полипропилена и стекловолокна.
Ну и причем здесь зачистка полипропиленовых труб?
Дело в том, что если ваши полипропиленовые трубы армированы алюминием, то до сварки с фитингом алюминиевая фольга должна быть удалена из места соединения.
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.
Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.
Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:








- быстрота схватывания – от 1 до 3 минут;
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.
Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.
Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.
Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.
Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.
Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).





